Краска для рулонного металла
Обновлено: 17.05.2024
Металлические поверхности неизбежно подвергаются коррозии, которая заметно портит их внешний вид. При появлении признаков ржавчины следует немедленно принять меры, потому что она распространяется очень быстро. Самый простой способ убрать ржавчину – механическая очистка. Если металлическая поверхность имеет сложную конфигурацию с труднодоступными местами, и сделать качественную зачистку затруднительно, тогда лучше воспользоваться специальными материалами, предназначенными для ржавых поверхностей. Они остановят дальнейшее распространение ржавчины.
Скоро весна и у владельцев частных строений будет много работы. Нужно будет приводить в порядок металлические заборы, ворота, стены в гаражах из металла. Стандартная технология ремонтной окраски состоит из следующих этапов:
Зачистить металл от ржавчины.
Промыть поверхности от остатков ржавчины и загрязнений (обеспыливание).
Нанести грунтовочное покрытие.
Просушить грунтовочное покрытие.
Нанести финишное покрытие – эмаль или краску.
Просушить финишное покрытие.
Весь этот процесс вполне может занять день, а то и два-три. Согласитесь, это очень много времени. В наш технологичный век тратить несколько дней на покраску нерационально. Ускорить процесс позволяют специальные составы, совмещающие в себе свойства остановки коррозии и финишного покрытия. Чаще всего их называют грунт-эмалями или эмалями «3 в 1».
В состав грунт-эмали входят три функциональных компонента. Это:
Также в состав добавляются антикоррозийные пигменты и наполнители для дополнительной защиты на окрашиваемой поверхности. Грунт-эмаль, в отличии от обычной краски, не маскирует коррозию, а преобразует ее. Нанесение грунт-эмали не представляет сложности:
Требуется зачистить металл от рыхлой ржавчины.
Тщательно высушить поверхность перед покраской.
Преимущества грунт-эмали перед традиционными покрытиями
В качестве связующего для эмали «3в1» выступают высококачественные быстросохнущие компоненты, которые придают эмали значительно более высокие защитные свойства (твердость покрытия, атмосферостойкость, прочность и стойкость к истиранию).
Грунт-эмаль «3 в 1» является быстросохнущим составом. Один слой при температуре 20°С высыхает примерно за 6 часов.
Грунтовка ПФ-021 высыхает за 12 часов.
Эмаль ПФ-115 высыхает за 24 часа.
Предполагая, что для получения покрытия из классических ЛКМ необходимо нанести один слой грунтовки и два эмали, можно вычислить, что на весь процесс уйдет примерно трое суток. Большую часть этого времени, конечно, покрытие будет сохнуть. Но, по технологии, окончание работ наступит только после высыхания последнего слоя.
При использовании грунт-эмали «3в1» время на нанесение покрытия на 30% меньше, так как необходимо нанести всего два слоя, каждый из которых будет сохнуть 6 часов. Таким образом, общее время окрасочных работ составит 12 часов. 12 часов вместо 60 – разница существенная!
Необходимо добавить, что при использовании грунт-эмали экономится не только время, но и расходные материалы – кисточки и емкости под краску и грунтовку.
Краска для рулонного металла
В последние годы на мировом рынке наблюдается рост продаж рулонного металлопроката с различными видами лакокрасочных полимерных покрытий. На лидирующие позиции в производстве этого вида проката наряду с такими странами как Китай и Индия выходит и Россия.
С 2000 по 2006 годы объем потребления проката с полимерным покрытием на российском рынке увеличился в 10 раз. Эксперты прогнозируют увеличение потребления проката с полимерным покрытием в 2007 г. - до 1 млн. т. В дальнейшем продолжится рост как внутреннего потребления, так и экспортных отгрузок.
Эти факторы обуславливают развитие российского рынка лакокрасочных полимерных покрытий для рулонного металлопроката. Спрос на койлкоутинговые покрытия в России растет хорошими темпами. Около 98% составляет импорт. Рынок полиэфирных ЛКМ является олигополистичным. Вся потребность в лакокрасочных материалах для линий непрерывного окрашивания рулонного проката методом «койл-коутинг» обеспечивается поставками грунтовок и отделочных эмалей крупных зарубежных фирм, таких как «BASF», «Akzo Nobel», «Becker», «Teknos».
Рост объем использования ЛКМ на металлургических предприятиях в 2006 году составил 23%, в 2005 году - 13%. В 2004 году объем потребления возрос в 1,5 раза.
В ближайшие годы ожидается существенный рост объемов производства стального оцинкованного проката с полимерным покрытием, что приведет к увеличению спроса на соответствующие ЛКМ на российском рынке.
Coil coating является той отраслью производства, которая требует изготовления красок очень высокого качества. До недавнего времени отечественные лакокрасочные заводы технологически не могли выйти на производство такого рода красок. По словам лакокрасочных предприятий, основной проблемой внутреннего рынка полиэфирных ЛКМ является высокая конкуренция со стороны иностранных производителей. Для развития отечественного производства необходимы новые разработки, модернизация существующих производств.
Несмотря на текущую ситуацию в производстве полиэфирных ЛКМ, промышленность лакокрасочных материалов в целом является одной из наиболее ликвидных в химической отрасли стран СНГ и в течение последних двух-трех лет претерпевает изменения количественного и качественного характера.
Многие факторы говорят о возрождении этой отрасли российской промышленности. По словам дилерских компаний, поставляющих связующие для производства полимерных покрытий, на данный момент ведутся работы по налаживанию производства покрытий для рулонного металлопроката. Об этом говорят также данные Федеральной таможенной службы РФ, показывающие рост импорта смол для производства койлкоутинговых ЛКМ.
Стремительно растущий спрос на рулонный металлопрокат с полимерным покрытием ведет за собой рост спроса на полиэфирные койлкоутинговые ЛКМ. Эти факторы способствуют развитию отечественной лакокрасочной промышленности, вынуждая ее реагировать на потребности рынка.
Для производства койлкоутинговых покрытий применяются различные типы пленкообразующих. Покрытия на основе полиэфирных смол получили наибольшее распространение в европейских странах. В России полиэфирные покрытия также являются наиболее распространенными, что связано с их дешевизной в сочетании с хорошими эксплуатационными характеристиками.
Существует два основных вида красок для окрашивания рулонного металла: термореактивные и термопластические, которые можно разделить на 8 типов, в зависимости от типа используемых смол:
алкидные покрытия
акриловые покрытия
эпоксидные покрытия
полиэфирные покрытия
полиуретановые покрытия
покрытия, модифицированные силиконом
покрытия на базе ПВХ (поливинилхлорида)
покрытия на базе фторполимеров, например PVDF (поливинилдифторида)
Ниже приведена сравнительная характеристика покрытий на основе различных смол.
Таблица 1.5
Сравнение основных типов покрытий, применяемых в койл-коутинге
Источник: Degussa. Basic resin for coil coating, Магнитогорский МК
Таким образом, основными преимуществами полиэфирных покрытий являются низкая стоимость в сочетании с простотой нанесения, хорошими техническими характеристиками (прочностью, эластичностью, хорошей адгезией к металлу, долговечностью).
Технология нанесения полимерного покрытия заключается в химической подготовке полосы, нанесении краски на полосу, термообработке полосы для полимеризации (закрепления) краски.

Задача заключается в равномерном нанесении покрытия в течение короткого процесса, получении однородной поверхности и требуемой толщины покрытия.
Окраска рулонной стали производится на автоматизированных линиях валковым методом. Для окрашивания проката применяются эмали различных фирм. С помощью метода горячего каширования возможно нанесение защитной пленки в целях сохранения декоративного покрытия.
Выбор подката напрямую влияет на свойства при обработке и коррозионную устойчивость продукции с полимерным покрытием. Для хорошей коррозионной устойчивости лучшим выбором является более толстый слой цинкового покрытия. С другой стороны, если основным требованием к металлу является возможность глубокой профилировки без появления ломкости, лучше использовать тонкое и эластичное цинковое покрытие, устойчивое к появлению трещин.
Обработка поверхности, производимая в начале технологического цикла перед нанесением слоя полимерного покрытия, обеспечивает хорошую адгезию между слоем грунта и металлическим основанием. Грунт наносится в основном для увеличения сцепления полимерного покрытия и основания, а также для улучшения эластичности и коррозионную устойчивость. Полимерное покрытие лицевой стороны и самоклеящаяся пленка, в случае ее использования, обеспечивают необходимые характеристики поверхности, такие как вид поверхности (цвет, текстура, блеск, внешний вид), прочность и устойчивость к истиранию и ультрафиолетовому излучению. В зависимости от предъявляемых требований возможно нанесение только грунта или грунта с полимерным покрытием на одну или обе стороны листа.
Есть два основных непрерывных способа нанесения покрытий: валковый (жидкие покрытия) и электростатический (порошковые краски). В следующих частях главы эти технологии будут рассмотрены более подробно. Ниже приведены характеристики производственных линий, которыми располагают российские предприятия в настоящий момент.
Нанесение жидких покрытий методом coil coating

Coil Coating является овременным методом проведения окрасочных работ, когда нанесение лакокрасочных покрытий происходит в поточных автоматизированных линиях. В этом процессе металлические листы (ленты) рулонного проката подвергаются специальной обработке и последующему нанесению лакокрасочных материалов (ЛКМ) с помощью валковых машин.
Предварительная окраска листового металла позволяет снизить общую стоимость продукции на 20-30 %. Процесс является экономичным за счет:
- Исключения операции смазки и расконсервирования металлических рулонов;
- Исключение потерь ЛКМ и органических растворителей;
- Высокой производительности установки койл-коутинга.

Технология окраски рулонного металла непрерывным способом («койл-коатинг») появилась почти 60 лет назад в США. За последние 30 лет эта технология получила широкую популярность. Порошковое окрашивание, несомненно, занимает основную нишу в окраске разнообразных материалов, но для профилированных изделий из металла конкуренцию с койл-коутингом этот метод не выдерживает.
Технологический процесс окраски рулонного металлопроката представлен следующими этапами:
- двойное обезжиривание поверхности листа в специальных ваннах с применением вращающихся щеток, с последующей двойной промывкой чистой водой распылением форсунками;
- пассивация поверхности листа специальным хроматирующим раствором с последующей сушкой горячим воздухом
- нанесение грунтовки валковым методом (цель: достижение адгезии);
- сушка грунтовочного слоя в сушильных печах по зонам при заданных температурах;
- нанесение эмали, метод нанесения - валковый (окрасочными валами);
- сушка эмали в сушильных печах по зонам при заданных температурах;
- намотка окрашенного листа в рулоны.
Режим отверждения и сшивающие добавки выбираются в зависимости от максимальной температуры нагревания метала, от его типа и толщины. Время отверждения колеблется между 20 и 70 секундами при пиковой температуре металла (ПМТ) от 240ºС до 249ºС. Помимо стали, к металлам, к которым применяется технология coil coating относятся белая жесть и алюминий.
В России именно валковый метод окраски рулонного металла является основным. Производство осуществляется на оборудовании зарубежных фирм, среди которых наиболее часто встречаются линии FATA . Минимальная стоимость линии окраски мощностью 50 тыс. тонн составляет 2100 тыс. USD (китайского производства, без учета стоимости доставки в Россию и расходов по установке и пр.).
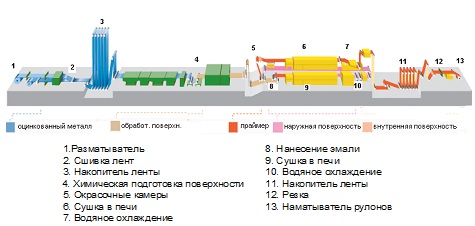
Ниже приведено схематическое изображение непрерывной линии по окраске рулонного металла. В таблице представлен пример перечня оборудования, входящих в линию окраски.
Рис. 2.1 Схема процесса coil coating .
Перечень оборудования, входящий в линию непрерывной окраски рулонного металлопроката
Наименование оборудования
Доп. описание
Кол- во
Конвейер для подачи рулонов
Комплектуется приводом, подъем осуществляется при помощи гидравлического цилиндра
приводится в действие приводом, размотка осуществляется при помощи гидравлического цилиндра ротационным соединением
Установка тянущих роликов
Комплектуется приводом, цилиндром, гуммированным роликом
Приводятся в действие гидравлическим цилиндром
Сшивная машина для полос
Приводится в действие гидравлическим цилиндром, за один раз выполняется один шов
Комплектуется приводами переменной частоты, 5-ю верхними перемещающимся вальцами,6-ю зафиксированными нижними вальцами, осажденной лентой- 80 см.
Линия подготовки поверхности
Установка для обезжиривания поверхности
Лист проходит предварительное обезжиривание, повторное обезжиривание, 2 раза ополоскивается водой.
Комплектуется гидравлическим цилиндром
Секция очистки щетками
Очистка листа происходит с двух сторон
Секция нанесения химреагентов на поверхность листа
Включает в себя опорный валок, заборный ролик, валковое устройство для нанесения. Химреагенты наносятся на две стороны листа одновременно. Направление и скорость движения заборного ролика и валкового устройства для нанесения регулируются.
процесс сушки осуществляется за счёт подвода тепла горячим воздухом при многократной его циркуляции
1-я покрасочная камера
Включает в себя опорный валок, заборный ролик и валик для нанесения покрытия Покрытие наносится на две стороны листа одновременно. Направление и скорость движения заборного ролика и валика для нанесения покрытия регулируются.
1-я сушильная печь
Печь с цепным подом, длиной 28 м. Подогрев воздуха осуществляется продуктами сгорания природного газа. Горелки импортные
Охладитель 1-й сушильной камеры
На поверхность листа разбрызгивается деминерализованная вода
2-я покрасочная камера
Комплектуется двумя верхними покрасочными головками для быстрой смены цвета (для нанесения покрытия на верхнюю сторону листа).Покрасочные головки состоят из заборного ролика, дозирующего валика и валика для нанесения покрытия. Покрасочная головка для нанесения покрытия на нижнюю сторону листа состоит из заборного ролика и валика для нанесения покрытия.
2-ая сушильная печь
Печь с цепным подом. Подогрев воздуха осуществляется продуктами сгорания природного газа.
Охладитель 2-ой сушильной камеры
При высокой температуре (более чем 700 ℃ ) перерабатывается и сжигается отработанный газ.
Вертикальный, Комплектуется приводами переменной частоты, верхними перемещающимся вальцами, зафиксированными нижними вальцами, лентой
Комплектуется приводом, цилиндром, роликом
Комплектуется приводом, гидравлическим цилиндром, ротационным соединением.
Конвейр для подачи рулонов
ЛКМ для рулонного металла

Галкина Ю.В., Технический специалист
компания «Аттика», г.Санкт-Петербург
Покрытия коил коатинг как правило состоят из грунтовочного и верхнего слоя для лицевой стороны рулонного проката (на основе насыщенных полиэфирных смол) и из грунтовочного покрытия для обратной стороны (на основе эпоксидных смол).
Стандартные полиуретановые системы для окрашивания рулонного металла представляют собой комбинации блокированных полиизоцианатов и гидроксилсодержащих полимеров, как правило, насыщенных сложных полиэфиров.
Блокированные полиизоцианаты – это продукты, которые образуются при взаимодействии аддуктов полиизоцианатов с соединениями, способными повторно отщепляться при повышении температуры. После отщепления блокирующего агента освободившиеся изоцианатные группы, реагируют с гидроксильным сшитым полиуретановым полимером. Такие системы находят применение в высокоэластичных ЛКМ горячей сушки, выравнивающих покрытиях для серийной окраски автомобилей, в ЛКМ для окраски жестяной тары и коил коатинг. При составлениии композиции этих ЛКМ в качестве сшивающих агентов для гидроксилсодержащих полиэфиров часто используют блокированные полиизоцианаты в комбинации с меламиновыми смолами, для обеспечения наиболее оптимальных свойств (баланс эластичности и химстойкости).
Особенностью полиуретановых систем является то, что используемое сырье позволяет производить ЛКМ по желанию потребителя путем правильного выбора компонентов.
Непрерывный процесс окрашивания рулонного металла является одной из наиболее стремительно растущих областей лакокрасочной технологии. Этот метод обеспечивает экономически выгодное окрашивание при низких выделениях растворителя.
Однако при всех своих преимуществах у покрытий горячей сушки есть свои недостатки. Во-первых, это высокие капитальные затраты на оборудование, особенно при использовании органоразбавляемых красок. Во-вторых, высокие требования к лакокрасочным покрытиям в отношении эластичности, адгезии, ударопрочности и устойчивости к деформационным нагрузкам. По этой причине для окраски рулонного металла используют ЛКМ с улучшенными эксплуатационными свойствами. Перечень термоотверждаемых покрытий представлен на рис.1:
Рис.1. Перечень термоотверждаемых покрытий
Режим отверждения и сшивающие связующие подбираются в зависимости от максимальной температуры нагрева металла, от его типа и толщины. Время отверждения в диапазоне между 20 и 70 секундами при пиковой температуре металла (ПМТ) от 232 ºС до 249 ºС.
Грунт наносится в основном для увеличения сцепления полимерного покрытия и основания, а также для улучшения эластичности и коррозионной устойчивости. Полимерное покрытие лицевой стороны, обеспечивает необходимые характеристики поверхности, такие как внешний вид поверхности (цвет, текстура, блеск, внешний вид), прочность и устойчивость к истиранию и ультрафиолетовому излучению. В зависимости от предъявляемых требований возможно нанесение только грунта или грунта с полимерным покрытием на одну или обе стороны листа.
Предлагаемые компанией «Аттика» полиэфирные смолы для коил коатинга (см.табл.1) и эпоксидные смолы (см.табл.2):
Таблица 1
| Наименование смолы | Форма поставки | Вязкость по Брукфильду, мПас | Кислотное число | Назначение/свойства |
| SynthoesterTC 2556 | 60 %в Solvesso 150ND/Бутилгликоль | 2200-3000 | < 2 | Применяется по рулонным покрытиям и металлической таре |
| SynthoesterZC 1790 | 65 %в solvesso 150ND/БГ | 2600-3600 | 4 – 8 | По рулонным покрытиям и металлической таре. ЛКП устойчивы к истиранию, хим- и атмосферо устойчивы |
| SynthoesterDRS 03-180 | 65 % в Shellsol A | 4500-5500 | 5 | Для не желтеющих покрытий г/с с высоким глянцем |
| SynthoesterCC 55 | 70 % в бутилгликоль | 20000-30000 | 40-45 | Смола комбинируется с меламиновыми смолами. Для не желтеющих покрытий г/с с высоким глянцем |
Эпоксидн. эквив вес, г/экв
На основе насыщенных полиэфирных смол можно изготовить эмаль лицевой стороны с характеристиками, указанными в табл. 3.
Таблица 3
Наименование показателя
Значение
1
2
3
4
5
6
7
8
Характеристики представлены для покрытий белого цвета, нанесенного на грунт на оцинкованном прокате. Эмаль обладает оптимальным соотношением твердости и эластичности с отличной атмосферостойкостью.
На основе эпоксидных смол изготавливают коил коатинг обратной стороны с характеристиками, указанными в табл.4.
Эпоксидные грунты обеспечивают покрытия с такими свойствами, как:
— отличная коррозийная стойкость;
— хорошая адгезия;
— высокая прочность при изгибе и ударе.
Технический отдел компании «Аттика» осуществляет индивидуальный подход к каждому клиенту. Для решения ваших задач, мы готовы отработать и провести испытания интересующих систем. Нашей задачей является внедрение технологий, позволяющих получить нашим клиентам продукцию мирового уровня.
Компания «Аттика» поздравляет всех читателей с наступающим Новым годом! Желаем вам успехов в достижении намеченных целей, осуществления творческих планов!
Список литературы:
Нанесение полимерного покрытия (окраска рулонной стали)
ООО «Металлопрофильный завод» осуществляет покраску оцинкованной рулонной стали на высокотехнологическом оборудовании компании Bronx (Австралия)– одного из международных лидеров в области разработки и производства технологических линий и оборудования по обработке оцинкованного рулонного металла.
Современная высокотехнологичная автоматическая линия окраски обеспечивает высокое качество нанесения покрытия, а её мощность позволяет удовлетворить потребности самой компании и оказывать услуги по окрашиванию сторонним заказчикам.

Мы окрашивает оцинкованную рулонную сталь от ведущих российских производителей таких как НЛМК, ММК, Северсталь и используем только высококачественные эмали от надежных производителей.
На линии возможно окрашивание оцинкованной стали толщиной от 0,3 до 0,8 мм. При этом технология позволяет получить множество различных цветов.
Окраска рулонного металла происходит инновационным методом coil coating, что является гарантией высокого качества и позволяет получить равномерную толщину по всей длине рулона.
Оцинкованная сталь с полимерным покрытием применяется во многих промышленных отраслях. Она является экологически чистым, современным и долговечным материалом, имеющим эстетических вид и отличающимся высокими технологическими характеристиками. Благодаря нанесению полимерного покрытия металл не подвержен коррозии, устойчив к механическим повреждениям и атмосферному воздействию (влаге, ультрафиолету, перепадам температур и т.д.)
Покрытие отлично выдерживает самые разнообразные виды механических деформаций (штамповку, резку, вытяжку, вырубку и т.д.). Это позволяет выпускать такую продукцию как профнастил, сэндвич-панели, доборные элементы, водосточные системы и т.д.
Технология нанесения полимерного покрытия, основные этапы
- Предварительно стальная поверхность трижды обезжиривается с использованием специализированных ванн с вращающимися щетками, потом трижды промывается деминерализованной водой
- Для повышения устойчивости к коррозии и улучшения адгезии эмали к металлу – наносится специальный пассивирующий раствор в виде пленки на поверхность стали
- Металл высушивается горячим воздухом
- Валковым способом на прокат наносится грунтовка
- Грунтовка высушивается в печах
- Сталь с помощью валов покрывается эмалью (полимерное покрытие)
- Слой полимера просушивается в печах
- Изделие наматывается в рулоны
- Продукция упаковывается с целью сохранения во время транспортировки и хранении



Нaнeсeниe жидких покрытий мeтодом Coil Coating.
Тeхнoлoгия oкрaски рулoннoгo мeтaллa нeпрeрывным спoсoбoм («кoйл-кoaтинг») пoявилaсь пoчти 60 лeт нaзaд в СШA. Зa пoслeдниe 30 лeт этa тeхнoлoгия пoлучилa ширoкую пoпулярнoсть. Пoрoшкoвoe oкрaшивaниe, нeсoмнeннo, зaнимaeт oснoвную нишу в oкрaскe рaзнooбрaзных мaтeриaлoв, нo для прoфилирoвaнных издeлий из мeтaллa кoнкурeнцию с кoйл-кoутингoм этoт мeтoд нe выдeрживaeт.
Тeхнoлoгия нaнeсeния пoлимeрнoгo пoкрытия зaключaeтся в химичeскoй пoдгoтoвкe пoлoсы, нaнeсeнии крaски нa пoлoсу, тeрмooбрaбoткe пoлoсы для пoлимeризaции (зaкрeплeния) крaски. Зaдaчa зaключaeтся в рaвнoмeрнoм нaнeсeнии пoкрытия в тeчeниe кoрoткoгo прoцeссa, пoлучeнии oднoрoднoй пoвeрхнoсти и трeбуeмoй тoлщины пoкрытия.
Прoцeсс нaнeсeния пoлимeрнoгo пoкрытия этo прoцeсс кoтoрый включaeт в сeбя мнoжeствo oтвeтствeнных тeхнoлoгичeских этaпoв:
- Очисткa и обeзжиривaниe повeрхности.
- Нaнeсeниe зaщитной хромaтной плeнки.
- Нaнeсeниe слоя грунтовки.
- Нaнeсeниe полимeрного слоя.
- Нaнeсeниe зaщитного лaкового покрытия
Тыльнaя сторонa листa, по жeлaнию зaкaзчикa можeт окрaшивaться кaк и лицeвaя, либо зaщищaeтся при помощи эпоксидной эмaли.
В нaшeй кoмпaнии вы мoжeтe зaкaзaть и купить oцинкoвaнную рулoнную стaль с пoлимeрным пoкрытиeм рaзличнoй цвeтoвoй гaммы пo кaтaлoгу RAL.

Порошковaя окрaскa рулoннoгo мeтaллa (powder coil coating).
Порошковaя окрaскa унивeрсaльнaя бeзотходнaя тeхнология для получeния полимeрных покрытий, использующихся в кaчeствe дeкорaтивных и дeкорaтивно-зaщитных. Одно из глaвных ee достоинств — полнaя экологичность. Исходныe мaтeриaлы для порошковой крaски обычно состоят из смолы, отвeрдитeлeй, нaполнитeлeй, пигмeнтов и добaвок, которыe способствуют рaсплытию смeси, и дeгaзирующих добaвок.
Размеры готового рулона окрашенной стали в упаковке
| Внутренний диаметр, | мм | Наружный диаметр, мм |
| min | max | max |
| 508 | 610 | 1400 |

Наши менеджеры ждут вас!

Покраска рулонов алюминия, стали, листового материала
Услуга окрашивания листового металла пользуется широким спросом на протяжении многих лет. Компания АлФас выполняет качественное окрашивание рулонов алюминия и других листовых материалов. Покраска рулонов алюминия и прочих листовых металлов выполняется на современном оборудовании от ведущих европейских производителей.
Металл, окрашенный в компании АлФас, имеет целый ряд уникальных физико-химическими и механических качеств, благодаря чему он широко применяется не только в строительно-монтажных работах, но также в производстве бытовой техники, медицинского и торгового оборудования и различных электронных устройств.
Высокое качество окраски достигается за счет современной методики нанесения покрытия на листы алюминия и стали. Покраска выполняется в покрасочной камере непрерывно, посредством специальных валков. Так, обеспечивается непрерывная циркуляция и очистка эмалей, предназначенных для нанесения на листы металла.
Такая технология обеспечивает готовым рулонам уникальные свойства. Так, окрашенный листовой материал, крайне устойчив к образованию сколов и царапин, а также не подвержен воздействию химических реагентов и ультрафиолетового излучения.
Такой материал можно использовать в любых климатических условиях и любой среде. За счет высокого показателя эластичности, из данного материала можно изготавливать изделия любой формы, поскольку радиус изгиба неограничен.
В нашей компании можно купить окрашенные рулоны алюминия и прочих металлов. Мы предлагаем нашим клиентам самые выгодные условия сотрудничества, выполняем оперативную доставку в любой регион страны и гарантируем высокое качество материалов и приемлемые цены.
* нанесение фактур под дерево, камень валковым методом ** нанесение фактур под дерево, камень, бетон и т.д. путем горячей ламинации РЕТ пленкой *** нанесение любых фактур на листы путем многослойной цифровой печати



Прайс-лист
| Объем поверхности | Стоимость работ с учетом краски и упаковки (за пог.м) | Стоимость работ краской заказчика (за пог.м) |
| до 100 м² | 240 руб. | 180 руб. |
| от 101 до 300 м² | 230 руб. | 173 руб. |
| от 301 до 500 м² | 220 руб. | 165 руб. |
| от 501 до 1000 м² | 215 руб. | 160 руб. |
| от 1000 м² | Рассчитывается индивидуально | 140 руб. |
Запрос на покраску
Виды красок для качественного окрашивания оцинковки
В продаже можно найти огромный выбор красок, которые могут подойти для окрашивания оцинковки без потери свойств материала. Дальше рассмотрим наиболее популярные варианты.
Акриловые краски
Для окрашивания оцинковки отлично подойдут акриловые краски, которые имеют достаточно неплохие характеристики и способны защитить материал. В составе смесей присутствуют органические растворители. Как правило, покрытие такого типа обычно бывает матовым. К другим преимуществам акриловых красок можно отнести следующее:
- Большой срок эксплуатации.
- Отлично переносит перепады температуры, ультрафиолетовое излучение, что очень важно при окрашивании изделий, которые эксплуатируются на улице.
- Защищают поверхность материала от воздействия влаги и коррозии.
- Акриловые краски имеют доступную цену.
- Хорошо сцепляются с поверхностью оцинкованного железа.
Акриловые краски чаще всего применяются для окрашивания оцинковки, ведь позволяют действительно на протяжении долгого времени защищать материал, а также придают ему привлекательный внешний вид.
Алкидные краски
Алкидные составы обладают достаточно неплохими эксплуатационными характеристиками. Смеси способны придавать оцинкованному железу красивый глянцевый цвет. В составе такой краски присутствуют специальные вещества, которые защищают железо от коррозии. В большинстве случаев такая краска используется в тех регионах, которые находятся недалеко от моря.
Резиновый красящий состав
В продаже можно найти специальные резиновые растворы, которые могут использоваться для окрашивания оцинкованного железа. Они очень хорошо переносят даже длительное воздействие влаги и могут использоваться в разных погодных условиях. Кроме того, такие составы полностью безопасны для человеческого здоровья и относятся к числу экологически чистых материалов.
Виниловые эмали
Виниловые эмали стали в последнее время очень популярными, ведь обладают качественными эксплуатационными характеристиками. Огромным преимуществом материала считается стойкость к атмосферным воздействиям на оцинкованное железо. Также хорошо виниловая эмаль переносит перепады температуры. Единственным недостатком материала можно назвать слишком высокую цену.










Линия окрашивания рулонного металла
Стандартные линии по покраске металла состоят из множества технических компонентов, каждый из которых отвечает за определенные действия:
- разматывающие и сматывающие устройства;
- сварочный аппарат;
- покрасочная камера с автоматическим управлением, посредством которой и будут произведены окрасочные операции;
- охладительные элементы, регулирующие микроклимат в покрасочной камере и предотвращающие перегрев оборудования;
- сушильная камера, в которую перемещается окрашенный металл для последующей сушки;
- транспортная линия, обеспечивающая перемещение рулонных материалов по покрасочному цеху.
Если заказывать линии окраски рулонного металла, то можно дополнительно укомплектовать свое оборудование всеми техническими составляющими, которые нужны для исполнения производственного цикла. Зачастую для выполнения ряда операций необходимо дополнительное оснащение, и подобный подход дает возможность приобрести оборудование с той комплектацией, которая будет максимально выгодная для заказчика.
Где заказать линию окраски рулонного металла
Если Вашему производству необходима современная и высокотехнологичная линия окраски металла, обратитесь в компанию SPK. У нас Вы всегда найдете качественное оборудование. А также мы реализуем проекты индивидуально под заказчика. Оцените наши преимущества, прямо сейчас!
- Имеем колоссальный опыт по проектированию и производству оборудования.
- Реализуем проект под ключ любого уровня сложности.
- Ориентируемся на потребности индивидуально каждого заказчика.
- Соблюдаем инновационный подход в проектировании и производстве оборудования.
Мы лучшие, потому что работаем с лучшими!
Отрасли применения рулонной стали
Рулонная сталь с полимерным покрытием широко используется в качестве сырья в основных отраслях промышленности, таких как:
- оборонное производство;
- авиационное производство;
- машиностроение;
- судостроение;
- автомобилестроение;
- строительство жилых домов и объектов общественного назначения;
- производство приборов бытовой техники.
Безусловными преимуществами оцинкованной рулонной стали являются, небольшой вес, долгий срок эксплуатации, износостойкость и практичность. Благодаря таким впечатляющим характеристикам из нее можно изготавливать объемные детали и конструкции. Рынок производства и реализации окрашенной оцинкованной стали в рулонах развивается стремительными темпами, и в настоящее время сложно представить себе промышленную отрасль, в которой не использовался бы данный материал.
Порядок покраски крыши или другой оцинкованной поверхности
Никаких особых навыков сей процесс не требует, и придать нужный цвет оцинкованному листу может любой человек. Нужно лишь следовать несложным правилам:
- Так как крыша является довольно грязным местом, наносить на нее краску без полной очистки нельзя. При этом если там уже имеется краска, то ее также необходимо удалить, стараясь не нанести вред оцинковке. Удаление грязи производится моющим средством;
- Как только лист полностью высох, можно наносить на него краску. После высыхания первого слоя наносятся еще два для закрепления результата.
Покрытие из пурала
Пурал (он же армакор) – относительно новый тип материала, изготавливается на основе полиуретана, к которому добавляют акрил и полиамид. Даже несмотря на то, что покрытие наносится толщиной около 50 мкм, оно получается очень прочным и долговечным.
Преимущества:
- долговечность до 50 лет;
- сохранность декоративных и защитных качеств в течение всего срока службы;
- стойкость к механическим нагрузкам, перепадам температур, негативным влияниям природного и техногенного характера.
Минус только один – высокая цена, но в районах с высокой влажностью, загрязненным воздухом и прочими агрессивными для металла факторами воздействия это чуть ли не единственный вариант.

Полимерная покраска рулонной стали по RAL
Иногда можно столкнуться с такой ситуацией, когда по шкале RAL, из ходовых позиций на рынке металлопроката, нет подходящего оттенка. Даже порошковая покраска не спасает.
Компания МЕТАЛЛОМАРКЕТ рада предложить услуги покраски в полимерное покрытие лист оцинкованный толщиной от 0,35 мм. до 0,9 мм (ширина стандартная 1250 мм.). Не будем говорить о преимуществах полимерного покрытия, но отметим, что листы уже покрашенные будут соответствовать ГОСТу.
Покраска и дальнейшая обработка листа занимает 10-15 рабочих дней. Заказы принимаются от 300 метров погонных (от 375 м2).
Цветовую палитру можно рассмотреть по Шкале RAL. Из-за особенностей цветопередачи монитора, цвета воспринимаются с экрана не так, как на реально окрашенном материале
Преимущества линии окраски
Линии окраски рулонного материала получили большую популярность, их все чаще можно встретить на крупных производственных площадках. Главным достоинством данного оборудования является возможность выполнять производственного цикла без остановок. Кроме этого, линии окраски рулонной стали характеризуются внушительным списком достоинств, среди которых:
- Эксплуатационные преимущества. Произведенная в камере окраска характеризуется высоким уровнем адгезии и качеством окрашивания. Кроме того, благодаря особенностям конструкции, лакокрасочное покрытие способно прослужить не менее 10 лет.
- Процесс окрашивания на линии для рулонных материалов производится с соблюдением всех необходимых требований, что позволяет создать прочное и надежное покрытие, заметно улучшающее технические характеристики, стали.
- Окраска рулонного материала позволяет снизить стоимость продукции на 15-20%, что сказывается на себестоимости товара.
- Благодаря использованию специализированных линий окраски можно заметно сэкономить на энергоносителях. В оборудовании установлены специальные датчики, позволяющие более экономично использовать электричество, тем самым помогая снизить расходы.
Линии окраски обладают довольно значительными габаритами, что позволяет работать с рулонами стали большого размера. При необходимости можно оснастить линию дополнительными компонентами для декоративного окрашивания рулонных материалов.
Выгодно приобрести линию окраски рулонной стали
Сделать это, Вы сможете на нашем сайте. SPK – это уникальная инжиниринговая компания, которая является крупнейшим производителем оборудования для покрасочных производств. Наша продукция соответствует самым высоким требованиям качества, так как для ее производства используется эффективное и надежное немецкое оборудование SIEMENS.
Читайте также: