Кристаллизация металлов строение слитка
Обновлено: 05.10.2024
Форма и размер зерен, образующихся при кристаллизации, зависят от условий их роста, главным образом от скорости и направления отвода теплоты и температуры жидкого металла, а также от содержания примесей.
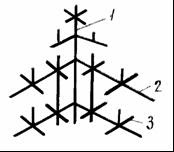
Рост зерна происходит по дендритной(древовидной) схеме, представленной на рис. 5.8. Установлено, что максимальная скорость роста кристаллов наблюдается по таким плоскостям и направлениям, которые имеют наибольшую плотность упаковки атомов. В результате вырастают длинные ветви, которые называются осями первого порядка 1. По мере роста на осях первого порядка появляются и начинают расти ветви второго порядка 2, от которых ответвляются оси третьего порядка 3 и т. д. В последнюю очередь идет кристаллизация в участках между осями дендритов.
Дендриты растут до тех пор, пока не соприкоснутся между собой. После этого окончательно заполняются межосные пространства, и дендриты превращаются в полновесные кристаллы с неправильной внешней огранкой.
Такие кристаллы называют зернамиили кристаллитами. При недостатке жидкого металла для заполнения межосных пространств (например, на открытой поверхности слитка или в усадочной раковине) кристалл сохраняет дендритную форму. На границахмежду зернами в участках между осями дендритов накапливаются примеси.
Химическая неоднородность, или ликвация, возникает вследствие уменьшения растворимости примесей в металле, при его переходе из жидкого состояния в твердое. Кроме того, между осями дендритов появляются поры из-за усадки и трудностей подхода жидкого металла к фронту кристаллизации.
Рис. 4.8. Схемы образования и строения дендритов
Условия отвода теплоты при кристаллизации значительно влияют на форму зерен. Кристаллы растут преимущественно в направлении, обратном отводу теплоты. Поэтому при направленном теплоотводе образуются вытянутые (столбчатые) кристаллы. Если теплота от растущего кристалла отводится во всех трех направлениях с приблизительно одинаковой скоростью, формируются равноосные кристаллы.
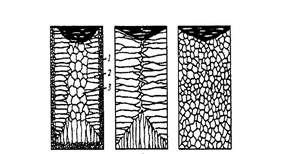
Структура слитка зависит от многих факторов, основные из которых следующие: количество и свойства примесей в чистом металле или легирующих элементов в сплаве, температура разливки, скорость охлаждения при кристаллизации, а также конфигурация, температура, теплопроводность, состояние внутренней поверхности литейной формы. На рис. 4.9 приведены схемы макроструктур слитков, полученных в простой вертикальной металлической форме.
Типичная структура слитка сплавов, приведенная на рис. 4.9, а, состоит из трех зон. Жидкий металл? прежде всего переохлаждается в местах соприкосновения с холодными стенками формы. Большая степень переохлаждения способствует образованию на поверхности слитка зоны 1 мелких равноосных кристаллов. Отсутствие направленного роста кристаллов этой зоны объясняется их случайной ориентацией, которая является причиной столкновения кристаллов и прекращения их роста. Ориентация кристаллов, в свою очередь, зависит от состояния поверхности формы (шероховатость, адсорбированные газы, влага) и наличия в жидком металле оксидов, неметаллических включений. Эта зона очень тонка и не всегда различима невооруженным глазом.
Рис. 5.9. Схемы макроструктур слитков: а – типичная; б – транскристаллическая; в – однородная мелкозернистая
Затем происходит преимущественный рост кристаллов, наиболее благоприятно ориентированных по отношению к теплоотводу. Так образуется зона 2(рис. 4.9, а) столбчатых кристаллов, расположенных нормально к стенкам формы. Наконец, всередине слитка, где наблюдается наименьшая степень переохлаждения и не ощущается направленный отвод теплоты, образуются равноосные кристаллы больших размеров (зона 3 на рис. 4.9, а).
Применяя различные технологические приемы, можно изменить количественное соотношение зон или исключить из структуры слитка какую либо зону вообще. Например, перегрев сплавов перед разливкой и быстрое охлаждение при кристаллизации приводят к формированию структуры, состоящей практически из одних столбчатых кристаллов (рис. 4.9, б). Такая структура называется транскристаллической. Подобную структуру имеют слитки очень чистых металлов. Зона столбчатых кристаллов характеризуется наибольшей плотностью, но в месте стыка столбчатых кристаллов собираются нерастворимые примесии слитки с транскристаллической структурой часто растрескиваются при обработке давлением. Транскристаллическая структура, образовываясь в сварных швах, уменьшает их прочность.
Низкая температура разливки сплавов, продувка жидкого металла инертными газами, вибрация, модифицирование приводят к уменьшению и даже исчезновению зоны столбчатых кристаллов и получению слитков со структурой, состоящей из равноосных кристаллов (рис. 4.9, в).
В верхней части слитка, которая затвердевает в последнюю очередь, концентрируется усадочная раковина. Под усадочной раковиной металл получается рыхлым, в нем содержится много усадочных пор. Часть слитка с усадочной раковиной и рыхлым металлом отрезают.
Качественная структура формируется при непрерывной разливке. В этом случае жидкий металл поступает из печи через специальное устройство непосредственно в водоохлаждаемый кристаллизатор, а затвердевший металл непрерывно вытягивается с противоположного конца кристаллизатора. При этом литой металл отличается высокой пластичностью и мелкозернистой структурой, приближаясь по качеству к деформированному металлу.
Применение этого способа разливки позволяет автоматизировать и механизировать технологический процесс, сократить производственные площади, полностью исключить применение изложниц, разгрузить обжимное оборудование, облегчить труд обслуживающего персонала, увеличить выход годного металла вследствие заполнения жидким металлом усадочной раковины. Все это приводит к уменьшению себестоимости металла.
Строение стальных слитков.На строение стального слитка большое влияние оказывает степень раскисления стали.
По степени раскисления и характеру затвердевания стали классифицируют на спокойные, полуспокойные и кипящие.
Раскисление проводится для предотвращения хрупкого разрушения стали при горячей деформации. Для раскисления кремний и марганец вводят в сталь в виде ферросплавов, алюминий − в чистом виде.
Кипящие стали раскисляют только ферромарганцем. В таких сталях остается растворенный FеО и при кристаллизации продолжается процесс кипения по реакции
Перед разливкой кипящие стали содержат повышенное количество кислорода, который удаляется в виде СО. Выделение пузырей СО создает впечатление кипения стали, с чем и связано ее название.
Кипящие стали дешевы. Их производят низкоуглеродистыми и практически без кремния (Si ≤ 0,07 %), но с повышенным количеством газообразных примесей. Газовые пузыри остаются в теле слитка и завариваются при последующей прокатке. Кипящая сталь дает наиболее высокий выход годного металла.
Полуспокойные стали по степени раскисления занимают промежуточное положение между спокойными и кипящими.
Спокойная сталь (рис. 4.10, а, г) содержит мало кислорода и затвердевает без выделения газов, в верхней части слитка образуется усадочная раковина 1, а в средней – усадочная осевая рыхлость.
Для устранения усадочных дефектов слитки спокойной стали отливают с прибылью, которая образуется с помощью надставки на изложницу. Стенки надставки футерованы огнеупорной массой малой теплопроводности.
Поэтому сталь в прибыли долгое время остается жидкой и питает слиток, а усадочная раковина располагается в прибыли.
Стальные слитки неоднородны по химическому составу. Дендритная ликвация– неоднородность состава стали в пределах одного кристалла (дендрита) – центральной оси и ветвей. Например, при кристаллизации стали содержание серы на границах дендрита по сравнению с содержанием в центре увеличивается в 2 раза, фосфора – в 1,2 раза, а углерода уменьшается почти в 2 раза.
Зональная ликвация– неоднородность состава стали в различных частях слитка. В верхней части слитка из-за конвекции жидкого металла содержание серы, фосфора и углерода увеличивается в несколько раз (рис. 5.10, г), а в нижней части – уменьшается. Зональная ликвация приводит к отбраковке металла вследствие отклонения его свойств от заданных. Поэтому прибыльную и подприбыльную части слитка, а также его донную часть при прокатке отрезают.
В слитках кипящей стали (рис. 4.10, б, д) не образуется усадочная раковина: усадка стали рассредоточена по полостям газовых пузырей, возникающих при кипении стали в изложнице. При прокатке слитка газовые пузыри завариваются. Кипение стали влияет на зональную ликвацию в слитках, которая развита в них больше, чем в слитках спокойной стали. Углерод, сера и фосфор потоком металла выносятся в верхнюю часть слитка, так как в донной ликвация мала. Для уменьшения ликвации кипение после заполнения изложницы прекращают, накрывая слиток металлической крышкой («механическое закупоривание»), либо раскисляют металл алюминием или ферросилицием в верхней части слитка («химическое закупоривание»).
Слиток кипящей стали имеет следующее строение (рис. 4.10, б): плотную наружную корку А без пузырей, из мелких кристаллитов; зону сотовых пузырей П, вытянутых к оси слитка и располагающихся между кристаллитами Б; зону В неориентированных кристаллов; промежуточную зону С; зону вторичных круглых пузырей К и среднюю зону Д с отдельными пузырями, которых больше в верхней части слитка.
Рис. 4.10. Схема строения стальных слитков
Полуспокойная сталь (рис. 5.10, в, е) частично расчисляется в печи и ковше, а частично – в изложнице. Слиток полуспокойной стали имеет в нижней части структуру спокойной стали, в верхней – кипящей. Ликвация в верхней части слитков полуспокойной стали меньше, чем у кипящей, и близка к ликвации спокойной стали. Слитки полуспокойной стали не имеют усадочной раковины.
Строение металлического слитка
Кристаллы, образующиеся в процессе первичной кристаллизации, могут иметь различную форму в зависимости от скорости охлаждения, направления теплоотвода, а также от содержания примесей.
Первичный древовидный кристалл называется дендритом.
Максимальная скорость роста кристаллов наблюдается по таким плоскостям и направлениям, которые имеют наибольшую плотность упаковки атомов. В результате вырастают длинные ветви, которые называются осями первого порядка (рисунок 11).
На осях первого порядка появляются и начинают расти ветви второго порядка, от которых ответвляются оси третьего порядка. В последнюю очередь идет кристаллизация в участках между осями дендрита.
1, 2 и 3 -оси соответственно первого, второго и третьего порядка
Рисунок 11 — Схема строения дендрита:
При заливке жидкого металла в форму и последующей кристаллизации получается слиток, отдельные зоны которого отличаются микроструктурой. Схема строения металлического слитка приведена на рисунке 12.
Структура литого слитка состоит из трех основных зон. Первая зона — наружная мелкозернистая корка 1, состоящая из неориентированных мелких кристаллов — дендритов. При первом соприкосновении со стенками изложницы (форма, куда заливают жидкий металл) в тонком прилегающем слое жидкого металла возникают большой градиент температур и явление переохлаждения, ведущее к образованию большого количества центров кристаллизации. В результате корка получает мелкозернистое строение.
Вторая зона слитка — зона столбчатых кристаллов 2. После образования самой корки условия теплоотвода меняются, градиент температур в прилегающем слое жидкого металла резко уменьшается и, следовательно, уменьшается степень переохлаждения стали. В результате из-за небольшого числа центров кристаллизации начинают расти в направлении теплоотвода столбчатые кристаллы.
Третья зона слитка — зона крупных равноостных кристаллов 3. В центре слитка уже нет определенной направленности отвода тепла. В результате образуется крупная равноосная структура.
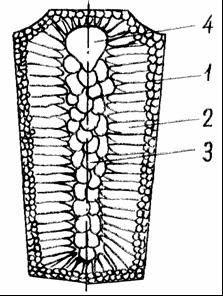
1 — мелкозернистая корка;
2 — столбчатые кристаллы (дендриты);
3 — крупные равноосные кристаллы;
4 — усадочная раковина
Рисунок 12 — Схема строения металлического слитка
Жидкий металл имеет больший объем, чем закристаллизовавшийся, поэтому залитый в форму металл в процессе кристаллизации уменьшается в объеме, что приводит к образованию пустот, называемых усадочными раковинами 4. Верхняя часть слитка с усадочной раковиной отрезается. В слитках небольших размеров зона 3 может отсутствовать. Кристаллизация, приводящая к стыку зон столбчатых кристаллов называется транскристаллизацией.
Слитки сплавов имеют неоднородный состав.
Неоднородность по химическому составу называется ликвацией.
Ликвация может быть зональная (различная концентрация элементов по зонам сечения слитка), гравитационная (образуется в результате разницы в удельных весах твердой и жидкой фазы, а также при кристаллизации несмешивающихся жидких фаз), дендритная (более тугоплавкие и чистые элементы образуют оси 1 порядка, менее тугоплавкие — 2 и 3 порядка, а самые легкоплавкие и содержащие примеси — заполняют межосное пространство).
Строение стального слитка
В зависимости от степени раскисления (кипящая, спокойная) структура стального слитка может иметь различное строение (рисунок 1.5).
В общем случае в структуре стального слитка можно выделить три зоны.
Рисунок 1.5 – Схема строения стальных слитков спокойной (а) и кипящей (б) стали:
1 – зона мелкозернистых кристаллов; 2 – зона столбчатых кристаллов;
3 – зона крупнозернистых кристаллов; 4 – усадочная раковина;
5 – газовые пузыри
Первая зона слитка состоит из мелких равноосных зерен. Металл в начальный момент затвердевания, соприкасаясь с холодными стенками формы, охлаждается в тонком слое с большой скоростью. После образования внешней мелкозернистой зоны условия затвердевания металла меняются: скорость охлаждения уменьшается, отвод тепла становится направленным (перпендикулярно к стенкам формы), зерна приобретают столбчатый вид. Вторая зона – зона столбчатых кристаллов.
Внутренняя часть слитка – зона крупных равноосных зерен. Третья зона формируется в условиях равномерного охлаждения жидкого металла. Здесь зерна зарождаются и растут без определенного направления.
В процессе затвердевания объем жидкого металла уменьшается, поэтому в слитке образуется усадочная раковина. Усадочная раковина располагается в верхней части слитка, где затвердевают последние порции металла, а под ней на некоторую глубину протягивается усадочная рыхлота.
Структура, показанная на рисунке 1.5 а, образуется при кристаллизации спокойной стали, которую получают при полном раскислении металла в печи и ковше. Такая сталь затвердевает без выделения газов, поэтому слиток имеет плотное строение, а усадочная раковина концентрируется в верхней части. В целях уменьшения усадочной раковины в слитках изложницы изготовляют с утепленной надставкой.
Выделение газов в слитке кипящей стали (рисунок 1.5 б) происходит при затвердевании слитка, поэтому в слитке образуется не концентрированная усадочная раковина, а большое количество рассредоточенных газовых пузырей. Кипящая сталь практически не содержит неметаллических включений и обладает высокой пластичностью. Листовой прокат, получаемый из низкоуглеродистой кипящей стали, широко применяется при изготовлении деталей холодной обработкой давлением.
Стальные слитки неоднородны по химическому составу. Химическая неоднородность, возникающая в процессе кристаллизации, называется ликвацией. Ликвация бывает двух видов – дендритная и зональная.
Дендритной ликвацией называется неоднородность по химическому составу в пределах одного кристалла (дендрита) – по направлениям его центральной оси, ветвей и в приграничных зонах. Например, при кристаллизации стали содержание серы на границах зерен по сравнению с содержанием ее в их центре увеличивается в 2 раза, фосфора – в 1,2 раза, а углерода уменьшается почти наполовину.
Зональная ликвация – неоднородность состава стали в различных частях слитка. В верхней части слитка из-за конвекции жидкого металла содержание серы, фосфора и углерода увеличивается в несколько раз, в нижней части – уменьшается. Зональная ликвация приводит к браку металла вследствие отклонения его свойств от заданных. Верхнюю прибыльную часть слитка при прокатке отрезают.
Процесс кристаллизации металлов

При температуре Тп величины свободных энергий жидкого и твердого состояния равны. Процесс кристаллизации протекает при температуре, меньшей Тп. Для начала затвердевания необходимо переохлаждение (разность энергий). Переохлаждение тем больше, чем больше скорость изменения.
Процесс кристаллизации происходит в два этапа: образование зародышей кристаллов; рост образовавшихся кристаллов.
В реальных металлах центрами кристаллизации являются тугоплавкие частицы и стенки литейной формы.
В чистых металлах центрами кристаллизации служат области с дальним порядком расположения атомов (кластеры), т.е. их строение близко к строению кристаллической решетки.
Чем больше скорость охлаждения (степень переохлаждения), тем более мелкозернистая структура образуется. Если скорость охлаждения порядка 10 5 -10 6 градусов в секунду, получается аморфная структура.
5.Строение металлического слитка. Особенности строения литого и деформированного металла.
Кристаллизация стального слитка идет в три стадии. Сначала на поверхности слитка образуется зона мелких кристаллов за счет влияния холодных стенок формы, которые обеспечивают в начальный момент времени высокую скорость охлаждения. Затем растут большие кристаллы, вытянутые по направлению отвода теплоты (столбчатые кристаллы). В середине слитка, где наблюдается наименьшая степень переохлаждения, образуются большие равновесные кристаллы. При некоторых условиях (перегретый жидкий металл, малое содержание примесей) зона крупных равновесных кристаллов почти исчезает. Структура слитка состоит практически из одних столбчатых кристаллов - транскристаллическая.
Зона столбчатых кристаллов обладает наибольшей плотностью, но в местах стыка столбчатых кристаллов собираются нерастворимые примеси, и такие слитки часто расьтрескиваются при обработке давлением.
В верхней части слитка, затвердевающей в последнюю очередь, концентрируется усадочная раковина. Там содержится много количества усадочных пор. Слиток имеет неоднородный состав. По направлению от поверхности к центру и снизу вверх увеличивается концентрация углерода и вредных примесей: серы и фосфора. Химическая неоднородность по отдельным зонам слитка называется зональной ликвацией. Она отрицательно влияет на механические свойства.
Пластическая деформация металлов и сплавов как тел поликристаллических, имеет некоторые особенности по сравнению с пластической деформацией монокристалла. Деформация поликристаллического тела складывается из деформации отдельных зерен и деформации в приграничных объемах.
Плоскости скольжения зерен произвольно ориентированны в пространстве, поэтому под влиянием внешних сил напряжения в плоскостях скольжения отдельных зерен будут различны. Деформация начинается в отдельных зернах, в плоскостях скольжения которых возникают максимальные касательные напряжения. Соседние зерна будут разворачиваться и постепенно вовлекаться в процесс деформации. Деформация приводит к изменению формы зерен: зерна получают форму, вытянутую в направлении наиболее интенсивного течения металла (поворачиваются осями наибольшей прочности вдоль направления деформации.
Металл приобретает волокнистое строение. Волокна с вытянутыми вдоль них неметаллическими включениями являются причиной неодинаковости свойств вдоль и поперек волокон. Одновременно с изменением формы зерен в процессе пластической деформации происходит изменение ориентировки в пространстве их кристаллической решетки.
Деформированный металл находится в неравновесном состоянии. Переход к равновесному состоянию связан с уменьшением искажений в кристаллической решетке, снятием напряжений, что определяется возможностью перемещения атомов.
При повышении температуры металла в процессе нагрева после пластической деформации диффузия атомов увеличивается и начинают действовать процессы разупрочнения, приводящие металл в более равновесное состояние – возврат и рекристаллизация.
Возврат. Небольшой нагрев вызывает ускорение движения атомов, снижение плотности дислокаций, устранение внутренних напряжений и восстановление кристаллической решетки
Рекристаллизация – процесс зарождения и роста новых недеформированных зерен при нагреве наклепанного металла до определенной температуры.
Нагрев металла до температур рекристаллизации сопровождается резким изменением микроструктуры и свойств. Нагрев приводит к резкому снижению прочности при одновременном возрастании пластичности. Также снижается электросопротивление и повышается теплопроводность.
1 стадия – первичная рекристаллизация (обработки) заключается в образовании центров кристаллизации и росте новых равновесных зерен с неискаженной кристаллической решеткой. Новые зерна возникают у границ старых зерен и блоков, где решетка была наиболее искажена. Количество новых зерен постепенно увеличивается и в структуре не остается старых деформированных зерен.
Движущей силой первичной рекристаллизации является энергия, аккумулированная в наклепанном металле. Система стремится перейти в устойчивое состояние с неискаженной кристаллической решеткой.
2 стадия – собирательная рекристаллизация заключается в росте образовавшихся новых зерен.
Движущей силой является поверхностная энергия зерен. При мелких зернах поверхность раздела большая, поэтому имеется большой запас поверхностной энергии. При укрупнении зерен общая протяженность границ уменьшается, и система переходит в более равновесное состояние.
Основными факторами, определяющими величину зерен металла при рекристаллизации, являются температура, продолжительность выдержки при нагреве и степень предварительной деформации
С повышением температуры происходит укрупнение зерен, с увеличением времени выдержки зерна также укрупняются. Наиболее крупные зерна образуются после незначительной предварительной деформации 3…10 %. Такую деформацию называют критической. И такая деформация нежелательна перед проведением рекристаллизационного отжига.
Практически рекристаллизационный отжиг проводят дпя малоуглеродистых сталей при температуре 600…700 o С, для латуней и бронз – 560…700 o С, для алюминевых сплавов – 350…450 o С, для титановых сплавов – 550…750 o С.
Форма и размер зерен, образующихся при кристаллизации, зависят от условий их роста, главным образом от скорости и направления отвода теплоты и температуры жидкого металла, а также от содержания примесей. Рост зерна происходит по дендритной (древовидной) схеме (рис. 1.16).
 | Рис. 1.16. Схема строения дендрита: 1-3 ─ оси, первого, второго и третьего порядков |
Установлено, что максимальная скорость роста кристаллов наблюдается по таким плоскостям и направлениям, которые имеют наибольшую плотность упаковки атомов. В результате вырастают длинные ветви, которые называются осями первого порядка. По мере роста на осях первого порядка появляются и начинают расти ветви второго порядка, от которых ответвляются оси третьего порядка и т.д. В последнюю очередь идет кристаллизация в участках между осями дендритов.
Дендриты растут до тех пор, пока не соприкоснутся между собой. После этого окончательно заполняются межосные пространства, и дендриты превращаются в полновесные кристаллы с неправильной внешней огранкой. Такие кристаллы называют зернами,или кристаллитами.При недостатке жидкого металла для заполнения межосных пространств (например, на открытой поверхности слитка или в усадочной раковине) кристалл сохраняет дендритную форму. Такой дендрит обнаружен Д.К. Черновым на поверхности усадочной раковины стального слитка массой 100 т. На границах между зернами в участках между осями дендритов накапливаются примеси, появляются поры из-за усадки и трудностей подхода жидкого металла к фронту кристаллизации.
Условия отвода теплоты при кристаллизации значительно влияют на форму зерен. Кристаллы растут преимущественно в направлении, обратном отводу теплоты. Поэтому при направленном теплоотводе образуются вытянутые (столбчатые) кристаллы. Если теплота от растущего кристалла отводится во всех трех направлениях с приблизительно одинаковой скоростью, формируются равноосные кристаллы.
Структура слитка зависит от многих факторов, основные из которых следующие: количество и свойства примесей в чистом металле или легирующих элементов в сплаве, температура разливки, скорость охлаждения при кристаллизации, а также конфигурация, температура, теплопроводность, состояние внутренней поверхности литейной формы. На рис. 1.17 приведены схемы макроструктур слитков, полученных в простой вертикальной металлической форме.
 а б в | Рис. 1.17. Схемы макроструктур слитков: а − типичная; б − транскристаллическая; в − однородная мелкозернистая |
Типичная структура слитка сплавов состоит из трех зон (см. рис. 1.17а). Жидкий металл прежде всего переохлаждается в местах соприкосновения с холодными стенками формы. Большая степень переохлаждения способствует образованию на поверхности слитка зоны 1мелких равноосных кристаллов. Отсутствие направленного роста кристаллов этой зоны объясняется их случайной ориентацией, которая является причиной столкновения кристаллов и прекращения их роста. Ориентация кристаллов, в свою очередь, зависит от состояния поверхности формы (шероховатость, адсорбированные газы, влага) и наличия в жидком металле оксидов, неметаллических включений. Эта зона очень тонка и не всегда различима невооруженным глазом. Затем происходит преимущественный рост кристаллов, наиболее благоприятно ориентированных по отношению к теплоотводу. Так образуется зона 2столбчатых кристаллов, наконец, в середине слитка, где наблюдается наименьшая степень переохлаждения и не ощущается направленного отвода теплоты, образуются равноосные кристаллы больших размеров (зона 3).
Применяя различные технологические приемы, можно изменить количественное соотношение зон или исключить из структуры слитка какую-либо зону вообще. Например, перегрев сплавов перед разливкой и быстрое охлаждение при кристаллизации приводят к формированию структуры, состоящей практически из одних столбчатых кристаллов (рис. 1.17б). Такая структура называется транскристаллической. Подобную структуру имеют слитки очень чистых металлов. Зона столбчатых кристаллов характеризуется наибольшей плотностью, но в месте стыка столбчатых кристаллов собираются нерастворимые примеси, и слитки с транскристаллической структурой часто растрескиваются при обработке давлением. Транскристаллическая структура, образовываясь в сварных швах, уменьшает их прочность.
Низкая температура разливки сплавов, продувка жидкого металла инертными газами, вибрация, модифицирование приводят к уменьшению и даже исчезновению зоны столбчатых кристаллов и получению слитков со структурой, состоящей из равноосных кристаллов (см. рис.1.17в).
В верхней части слитка, которая затвердевает в последнюю очередь, концентрируется усадочная раковина. Под усадочной раковиной металл получается рыхлым, в нем содержится много усадочных пор. Часть слитка с усадочной раковиной и рыхлым металлом отрезают.
Наконец, качественная структура формируется при непрерывной разливке. В этом случае жидкий металл поступает из печи через специальное устройство непосредственно в водоохлаждаемый кристаллизатор, а затвердевший металл непрерывно вытягивается с противоположного конца кристаллизатора. При этом литой металл отличается высокой пластичностью и мелкозернистой структурой, приближаясь по качеству к деформированному металлу. Применение этого способа разливки позволяет автоматизировать и механизировать технологический процесс, сократить производственные площади, полностью исключить применение изложниц, разгрузить обжимное оборудование, облегчить труд обслуживающего персонала, увеличить выход годного металла вследствие заполнения жидким металлом усадочной раковины. Все это приводит к уменьшению себестоимости металла.
Слитки сплавов имеют неоднородный состав. Например, в стальных слитках по направлению от поверхности к центру и снизу вверх увеличивается концентрация углерода и вредных примесей — серы и фосфора.
Химическая неоднородность по отдельным зонам слитка называется зональной ликвацией. Она отрицательно влияет на механические свойства. В реальных слитках помимо зональной встречаются и другие виды ликвации. Так, дендритная ликвациясвойственна сплавам с широким интервалом кристаллизации. Она характеризуется неодинаковым химическим составом по сечению зерна (дендрита). Центр зерна обогащен более тугоплавким элементом, к периферии его количество уменьшается.
Гравитационная ликвацияобразуется в результате разницы в плотностях твердой и жидкой фаз, а также при кристаллизации несмешивающихся жидких фаз. Это, например, свойственно антифрикционным сплавам олова с сурьмой и меди со свинцом. В зависимости от того, легче или тяжелее твердая фаза по сравнению с жидкой, она при кристаллизации соответственно всплывает на поверхность или опускается на дно отливки. Такое расслоение отливки (слитка) по плотности недопустимо для антифрикционных сплавов, поскольку коэффициент трения в работающей паре в большой степени зависит как от особенности, так и однородности структуры.
Для уменьшения гравитационной ликвации используют большие скорости охлаждения отливок (слитков). Применение космической технологии полностью устраняет этот вид дефекта, поскольку в условиях космоса гравитационные силы чрезвычайно малы.
Читайте также: