Кузнечная сварка металла технология
Обновлено: 20.09.2024
Кузнечная сварка металла — один из старейших способов получения неразъемного соединения. При этом, с помощью такого примитивного метода можно соединять самые разнообразные металлы, в том числе нержавейку. Но учитывайте, что сварной шов получается недостаточно прочным, и эта работа считается очень трудоемкой. Однако, есть у кузнечной сварки и свои преимущества.
В этой статье мы кратко расскажем, в чем суть кузнечной сварки и какие особенности нужно учесть, чтобы соблюдать технологию.
Что такое кузнечная сварка
Кузнечной сваркой принято называть технологический процесс создания прочного соединения частей металла при термическом нагреве под воздействием внешнего давления. То есть части железных заготовок в месте будущей сварки нагревают до высоких температур, добиваясь тестообразного состояния поверхности. Затем создают давление ударами молота по лежащей на наковальне заготовке, чем и добиваются создания прочного неразъемного соединения.
Технологически кузнечная сварка включает следующие отдельные операции:

- обязательную подготовку свариваемой поверхности,
- термическое нагревание до строго определенной температуры,
- соединение концов заготовок путем ковки,
- заключительная проковка для придания заготовке необходимой формы.
Одним из важнейших условий успешной кузнечной сварки является температура. Ее необходимо улавливать по тону расцветки поверхности каления. Так, для железа температура в 1300⁰ C имеет ярко-желтую расцветку поверхности, а при достижении 1400⁰ C металл начинает светиться ярко-белым оттенком. Сразу по достижению необходимой температуры надо производить сварку ковкой, так как передержка будет приводить к пережогу металла и образованию большего слоя окалины.




Основные принципы
Кузнечной сваркой называют производственный процесс, при котором создаются неразрывные соединения металлических составляющих с использованием высокой температуры и ударного прессования. Другими словами, металлические фрагменты раскаляют в специальной печи до текучего состояния и при помощи ударных инструментов на металлическом основании осуществляют их соединение. Весь процесс состоит из следующих этапов:
- предварительная подготовка соединяемых поверхностей;
- термический разогрев до заданной температуры;
- соединение при помощи ударных инструментов;
- финальная проковка, позволяющая установить требуемую форму.

Самым важным условием в данном деле является разогрев металла с применением высоких температур. Доведение металла до требуемой температуры контролируется благодаря изменению цвета раскаленной поверхности. Таким образом, достигая температуры 1300 градусов, железо становится ярко-желтого цвета. При увеличении разогрева до 1400 градусов, оно начинает становиться ярко-белым. При достижении необходимого температурного состояния соединение следует производить незамедлительно. В противном случае, качество изделия может пострадать из-за пережога материала, который сопровождается образованием чрезмерного слоя окалины.
Особенности кузнечной сварки
Способность соединяться путем термической диффузии под давлением при нагреве до пластического состояния у разных групп металлов и их сплавов очень различается.

Процесс кузнечной сварки
Так, хорошо свариваются низкоуглеродистые стали с долей вкраплений углерода до 0,6%, при увеличении содержания углерода способность сваривания у железа значительно ухудшается.
Плохая свариваемость при кузнечной сварке характерна для многих легированных сталей, цветных металлов и их сплавов. А также все виды чугуна не поддаются термической соединению ковкой.
Основным препятствием для возможности соединения железа при нагревании является образование слоя окалины на нагреваемой поверхности, которая состоит из достаточно тугоплавких окислов FeO и Fe3О4, неспособных расплавляться при температурах начала размягчения поверхностного слоя. Для того, чтобы эти окислы как можно меньше мешали процессам сварки, будущую свариваемую поверхность покрывают различными флюсами кислотного характера. В основном для этого применяют поваренную соль, борную кислоту и прокаленную буру. Чаще вместо флюса используют традиционные материалы в виде простого стеклянного боя и мелкого речного или кварцевого песка.
Кузнечная сварка является достаточно сложным технологическим процессом и требует для проведения определенных знаний и навыков. К примеру, возможность кузнечной сварки сильно зависит от температуры и, если не достигнуть нужного предела термического расплавления поверхностных слоев, это приведет к непровару, а вот при чрезмерно перегретом металле произойдет пережог или даже расплавление, что не позволит добиться в обоих случаях прочного и качественного соединения деталей.

Преимущества метода
- Кузнечная сварка, одна из немногих способов, позволяет соединять абсолютно несовместимые другим способом сплавы. Частично он напоминает метод пайки, но с той разницей, что части соединяются на молекулярном уровне непосредственно между собой, без участия пайкового материала (флюсы, бура используются исключительно для очистки поверхностей от оксидов);
- отсутствие доступа воздуха способствует сохранению химического состава, и, соответственно, первоначальных свойств стали
- Технология торцевой кузнечной сварки позволяет вернуть и, даже улучшить, первоначальную структуру, за счет измельчения зерен, уковки пустот. При медленном охлаждении, сварной шов получается без нежелательной структуры мартенсита и бейнита и, соответственно, без внутренних напряжений, которые впоследствии становятся причиной разрушения;
- Существует большое количество современных сплавов, которые могут участвовать в композитных изделиях.
Способы кузнечной сварки
Есть несколько простых, не требующих особых подготовительных мероприятий, способов изготовления соединений с помощью кузнечной сварки, а именно:

Единственным обязательным условием при таких способах сварки является необходимость выполнения торцов заготовок в виде выпуклой формы и со значительными утолщениями на концах. Это обусловлено тем, что во время проведения кузнечной сварки (а именно — при термическом нагреве) активно образуется шлаковая пленка на свариваемой поверхности и для того, чтобы частицы шлака выдавливались наружу в процессе ковки заготовок и нужна выпуклость поверхности. А вот утолщенные свариваемые концы заготовок, прежде всего, нужны для самой технологии процесса и позволяют после ковки места сварки привести форму сечения заготовки к заданным размерам.
Более технологически сложными являются способы:
- сварки в расщеп, к примеру, для соединения стальных полос при изготовлении стальных шин для деревенских телег;
- сварки с шашками, которую в основном применяли при создании прочных соединений крупных по размеру деталей.
В первом случае концы полос подготавливают специально, оттягивая и разрубая так, чтобы их перед сваркой можно было соединить с перекрытием, а затем, после нагрева до нужной температуры, с помощью ковки с обоих сторон сваривают.
Во втором случае, в ходе подготовки места будущей сварки выполняют в виде углов в 30 или 40 градусов и той же угловой формы изготавливают дополнительные детали для вставок, которые и называют шашками. Далее, всю конструкцию доводят до сварочной температуры и с помощью молота и наковальни придают соединению прочность и нужную форму.
Проковка
По достижении требуемой температуры заготовки вынимаются из горна и укладываются на наковальню и соединяются легкими ударами молота. Затем сила ударов постепенно увеличивается с сохранением темпа. В результате заготовки прочно соединяются между собой.
Для равномерного выхода шлака из зоны соединения проковка выполняется от середины заготовки к кромкам.
После проковки опытные кузнецы вновь нагревают готовые изделия и повторно выполняют процедуру. При этом главное не перестараться – кузнечное соединение получается не таким прочным, как при сопряжении при помощи сварочного аппарата.
Сферы применения
Кузнечная сварка является древним ремеслом и по сегодняшний день широко используется художниками и мастерами кузнечных дел. Так, наряду с горячей или художественной ковкой, ими применяется и художественная сварка для создания различных декоративных и дизайнерских изделий из металлов.
А также такой способ сварки используют в кузницах для производства разного рода составного инструмента, к примеру, топоров, плугов и другого сельскохозяйственного инвентаря.
Промышленное применение кузнечной сварки постепенно утрачивает свои позиции. Это связано с рядом существенных недостатков. Таких, как:
- медленный нагрев,
- относительно слабая прочность,
- малая производительность,
- неоднородность процессов осадки,
- требовательность в квалифицированных мастерах.
Хотя все-таки остались области промышленности, где кузнечная сварка остается востребованной. К примеру, для производства стальных водопроводных труб с небольшим до 100 мм в диаметре. Для этого полосовую сталь нагревают в термических печах и прокатывают через свертыши, а в конце процесса протаскивают через специальные волочильные оправки с большой скоростью, за счет чего и происходит сварка давлением продольного шва трубы.
Используют промышленную технологию кузнечной сварки для получения многослойной структуры стали, для изготовления биметаллических пластин путем совместного проката разогретых заготовок через вальцы или прессования в вакуумных термических камерах.

Технология процесса

По стандартным технологиям кузнечной сварки металл необходимо первым делом прогреть. Нагрев изделий для обработки производится в горнах или печках. Требуется, чтобы внутри очага не было лишнего топлива, а огонь не окислял металлические детали. Наиболее оптимальным вариантом топлива для прогрева металлов являются древесный уголь и кокс. Самым же распространённым горючим материалом для нагрева признаётся каменный уголь с пониженным содержанием сернистых включений.
Оборудование и расходные материалы
Для того, чтобы самостоятельно заняться кузнечной сваркой и горячей художественной ковкой, вам понадобится не так много оборудования и инструментов для организации небольшой кузницы.
Итак, для работы полноценной кузнечной мастерской вам придется приобрести:

- переносной и стационарный горн, т. е. специальное приспособление для нагрева металла до нужной температуры (на крайний случай подойдет простой бензиновый автоген);
- несколько видов наковален: большая и маленькая, однорогая и двурогая, которые необходимо с особой прочностью разместить в мастерской;
- разных размеров кузнечные клещи;
- различного вида молоты, размерами от хорошей кувалды до слесарного молотка;
- две емкости для охлаждения: одну под воду, другая — под масло.
Дополнительно, возможно, будут нужны различные скребки, формы, подставки, инструмент для сгибания заготовок и многое другое.
Обязательно стоит позаботиться о пожарной безопасности и об индивидуальных средствах защиты, таких как очки, кожаный фартук и холщевые рукавицы.
Какие ГОСТы регламентируют
До 2009 года кузнечная сварка регламентировалась документом ГОСТ 2601-84 «Сварка металлов. Термины и определения основных понятий».
В этой версии документа кузнечная сварка определяется, как «печная сварка, при которой осадка выполняется ударами молота». ГОСТ был введен в действие от 29.02.84. В октябре 1996 года вышло переиздание с изменениями. Документ утратил силу с 01.07.2010г.
Действующие
Разновидности сварки сейчас регламентируют:
- ГОСТ Р ИСО 17659-2009 «Сварка. Термины многоязычные для сварных соединений».
- ГОСТ Р ИСО 857-1-2009 «Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения».
Оба ГОСТа введены в действие от 04.08.2009.
Первый документ дает определение общего раздела – сварки давлением. Это «сварка, осуществляемая приложением внешней силы и сопровождаемая пластическим деформированием сопрягаемых поверхностей, обычно без присадочного металла». В примечании уточняется, что «сопрягаемые поверхности допускается нагревать, чтобы облегчить получение соединения» (ИСО 857-1).
А вот второй ГОСТ дает описание именно кузнечной сварки в пункте 4.1.6.12. Оно звучит: «кузнечная сварка – это сварка давлением, при которой заготовки нагреваются в печи, а шов получается в результате ударов молотом или приложения другой импульсной силы, достаточной для пластической деформации сопрягаемых поверхностей».
Бура бурой, а ковка по расписанию
Бура в работе с металлами прежде всего связана с флюсовыми смесями, которые незаменимы при пайке или кузнечной ковке. На рынке бура продается в виде порошка. Ее ценность и незаменимость обусловлены температурой плавления, которая достигает 800 – 900°С.
При нагревании она превращается в стеклообразную застывшую смесь, из которой выходит великолепная защита рабочего участка. В дополнение к этому порошок из буры отлично растворяется в воде. Все технические характеристики описаны в отдельном нормативе ГОСТе 8429-77 под названием «Бура техническая».
Как варить металл и современные методы сваривания
Как варить металл и что же такое сварка? Это неразъемное соединение металлических деталей, которое образуется в результате их нагрева в месте стыковки до расплавленного состояния.
Расплавленный, а затем застывший материал называется сварным швом. Не все металлы поддаются свариванию. Отлично свариваются однородные материалы. Например, чугун с чугуном или медь с медью (причем, ручная дуговая сварка меди выполняется в защитном газе) . Хорошо варятся железо и хром, никель и медь. Это происходит потому, что эти металлы в жидком состоянии образуют хорошо смешивающиеся слои.

Сваривание трубы
Но если вы попытаетесь сварить медь со свинцом, то из этой затеи ничего не выйдет – эти металлы не смешиваются между собой. То же самое можно сказать о железе и магнии или алюминии и висмуте. При необходимости сварки таких пар в смесь добавляют металлы, которые способны раствориться с каждым компонентом пары. Иными словами, в наше время нет секретов, как сварить металлы.
Виды сваривания металла
- Сварка плавлением (электрическая дуговая сварка, электрошлаковая, электроконтактная, электронно-лучевая). При таком виде сварки расплавленные кромки деталей образуют общую сварочную ванну или, другими словами, общий объем расплава, из которого и образуется сварной шов. Источником нагрева места сварки металлов может быть электрическая дуга, плазма, горелка и т.д.
- Сварка давлением (сваривание взрывом, ультразвуком, холодная сварка). Соединение металлов в этом случае происходит за счет уменьшения расстояния между атомами металлов до такой величины, когда между ними начинают работать силы взаимного притяжения.
Наиболее распространена электро дуговая сварка металлов. На ее долю приходится 65% всех сварочных работ. Расплавление материалов при этом способе происходит под воздействием сварочной дуги. Она образуется между основным металлом, предназначенным для сваривания, и присадочным материалом — проволокой.
Способы дуговой сварки:
- . При полуавтоматической дуговой сварке механизирована подача сварочной проволоки в зону сваривания. Остальные операции (поддержание нужного размера дуги, придание шву требуемой формы, перемещение электрода по линии сварного шва и прекращение работ) выполняются человеком;
- автоматическая. Это слово говорит само за себя. Задача человека – тщательно подготовить детали к сварке, включить и выключить оборудование;
- ручная. Сущность ручной дуговой сварки заключается в выполнении всех операций вручную без применения каких-либо механизмов.
Виды дуговой сварки:

- сварка плавящимся электродом. Этот метод изобретен Славяновым: кромки изделия и присадка одновременно расплавляются под действием сварочной дуги. Образующийся при этом расплав (сварочная ванна) заполняет зазор между деталями, а после кристаллизации образует сварной шов. Для защиты расплава от окисления на присадку наносится покрытие, которое под действием высокой температуры превращается в шлак. Этот слой покрывает жидкий металл. Кроме защиты от кислорода, шлак выполняет еще одну функцию: в него переходят вредные примеси, содержащиеся в сварочной ванне;
- сварка неплавящимся электродом. Автор этого изобретения – Бернадос Н. Н. Чаще всего такой метод применяется при сварке меди, алюминия, наплавке твердых сплавов и сварке тонколистовой стали. Схема сварки неплавящемся электродом
Сварочная дуга
Сварочная дуга образуется следующим образом:
- К электроду и основному металлу подводится электрический ток.
- Сварщик прикасается присадкой к основному металлу, в результате чего возникает короткое замыкание в сварочной цепи. Поскольку электрод имеет неровную поверхность, контакт происходит в нескольких точках одновременно.
- В зонах контакта металла и электрода возникает ток высокой плотности. Он расплавляет присадочный материал, появляется тонкая пленка жидкого металла.
- При отведении присадки из жидкого расплава вытягивается шейка. В ней плотность тока, а, следовательно, и температура металла еще больше возрастают
- Металл испаряется, шейка рвется, в ионизированном облаке паров и газов загорается сварочная дуга.
Сварочная дуга, которая горит равномерно, без обрывов и не требует повторного зажигания, называется устойчивой.
Устойчивость дуги зависит от:
- рода электрического тока (постоянный или переменный);
- состава покрытия присадочного материала;
- полярности. При постоянном токе полярность может быть прямой и обратной.
- прямая полярность – минус источника тока подается на электрод;
- обратная полярность – минус подсоединяется к изделию.
4. длины дуги. Это величина, равная расстоянию от торца электрода до поверхности ванны сварочной. Для стального электрода эта величина не превышает 2-4 мм (короткая дуга). Это оптимальная величина, которая обеспечивает устойчивость горения и хорошее качество сварного соединения.
Длина, равная 4-6 мм считается нормальной, а более 6 мм – длинной. Длинная дуга – плохой вариант: она неустойчива, плавление металла проходит неравномерно, капли расплава, стекающие с электрода, окисляются и насыщаются азотом. Шов получается пористым, неровным. Появляются непроваренные участки.
Как правильно варить дуговой сваркой
1. Подготовительные работы
2. Очистка
Этой операции подвергаются основной материал и присадочный. На них не должно быть окалины, ржавчины, масел и других загрязнений: даже незначительное количество загрязнений приведет к дефектам сварного шва, снижению его прочности, а следовательно и надежности готового изделия. Особенно тщательно следует очистить кромки и прилегающих к ним зон шириной 25-30 мм;
3. Подготовка кромок
Форма кромок зависит от толщины листа. Они должны быть притуплены одинаковым радиусом, а зазор между ними должен быть одинаковым по всей длине будущего сварного шва;
5. Сборка
На эту операцию приходится до 30% общей трудоемкости. Для удобства используются различные шаблоны и инструменты, и сварочные приспособления. Сборку надо производить в той последовательности, чтобы предыдущая операция не мешала выполнению последующей.
Уроки дуговой сварки.
- Возбуждение сварочной дуги. Зажечь дугу можно двумя способами:
- чиркнув электродом по основному металлу, как спичкой;
- прикоснувшись к изделию концом электрода.
В обоих случаях электрод надо быстро отвести в сторону на расстояние 2-4 мм.
Дуга загорелась. Чтобы постоянно поддерживать ее постоянную длину, надо по мере расплавления электрода постепенно опускать его. Длину дуги надо держать как можно короче, иначе она потеряет устойчивость со всеми вытекающими последствиями.
- Если в процессе сварки дуга все-таки оборвалась, то ее зажигают, продвинув электрод вперед от точки обрыва, а затем возвращаются, заваривают кратер и продолжают шов.
- Как правильно держать электрод для того чтобы качественно варить металл? Обычно электрод должен быть расположен вертикально или наклонно по отношению ко шву, углом вперед или назад. При расположении электрода углом назад получается глубоко проваренный неширокий, аккуратный шов. Такое положение предпочтительно при сварном соединении в тавр, угол или внахлест. Опытные сварщики так же выполняют и стыковые соединения.

Если вы хотите помочь экологии, то выбирайте водородную сварку — она наиболее экологически безопасная из всех видов.
Планируете варить алюминиевую конструкцию аргонодуговой сваркой? Как это делается, подробно описано в нашей статье.
Выбор режима ручной дуговой сварки
От правильно выбранных режимов зависит стабильность сварочного процесса и качество сварки. Различают основные и дополнительные параметры.
Основные параметры:
- Свойства сварочного тока (величина, полярность и род);
- Диаметр электрода;
- Напряжение дуги;
- Скорость сварочного процесса;
- Величина поперечных колебаний торца электрода.
Дополнительные параметры:
- величина вылета электрода;
- состав и толщина покрытия электрода;
- положение электрода в пространстве;
- начальная температура основного материала;
- положение изделия в процессе сварки.
Рассмотрим подробнее основные параметры
1. Выбор сварочного тока
Параметр зависит от диаметра электрода, его покрытия, пространственного положения шва. От величины тока зависит глубина провара и производительность сварки. Если сила тока будет недостаточной, то количество тепла, поступающего в ванну, будет маленьким, в результате чего появятся непровары, ухудшающие качество соединения деталей.
Дуговая электросварка слишком большим током тоже может приводить к непровару, так как быстро плавящийся электрод может попадать на еще нерасплавленный основной металл. Рекомендуемый ток указывается на электродных упаковках.
Кроме того, следует учитывать следующее:
- при использовании тока обратной полярности глубина провара больше почти на 50%, чем при прямой полярности. Поэтому при сварке тонколистовых и легированных материалов следует применять ток обратной полярности во избежание пережогов и перегревов;
- при сварке переменным током глубина провара будет меньше на 15-20%, чем при сварке постоянным током обратной полярности.
2. Выбор диаметра электрода
Диаметр электрода зависит от толщины кромок свариваемого материала и разделки кромок. Если кромки не разделаны, то диаметр электрода выбирают в зависимости от толщины свариваемого металла. Так, например, при толщине металла 20 мм испльзуют электроды диаметром 12 мм.
Если же кромка разделана, то независимо от марки металла корневой шов выполняется электродом в 2- 3 мм. Последующие слои накладываются диаметром 4 мм. Правда, если толщина основного металла превышает 12 мм, допускается последующие слои выполнять пятимиллиметровым электродом.
Выбор корневого электрода зависит от типа соединения. Но главный принцип выбора – чем ответственнее шов, тем меньший диаметр электрода применяется.
3.Скорость сварки должна быть оптимальной
Чем выше скорость, тем уже шов. Но при слишком высокой скорости могут быть несплавления основного металла с металлом шва.
4.Величина колебаний
Величина поперечных колебаний электрода должна находиться в пределах 2,5-3 диаметра электрода – это оптимальный вариант для получения качественного сварного шва.
Кузнечная сварка: особенности и технология процесса
Кузнечная сварка — один из самых старых способов соединения металлов, известных человечеству. Необходимое оборудование, флюс и бура для неё и сегодня вполне доступны для приобретения. О том, чем отличается технология кузнечной сварки металла ковкой, какие у неё есть особенности и сферы применения стоит поговорить более подробно.


Особенности
Один из видов горячей обработки металла — кузнечная сварка – представляет собой процесс деформации заготовок под ударными нагрузками. Именно этот способ используется, когда нужно создать соединение между сплавами, которые нельзя совместить другими путями. Кузнечная сварка даёт возможность добиться полного проникновения разнородных веществ друг в друга на молекулярном уровне. Пайковый материал при этом не используется — бура и флюсы лишь служат для удаления оксидов с металлической поверхности.
Кузнечная сварка не меняет свойств стали, поскольку при нагреве основа лишь становится пластичной, без перехода в жидкое агрегатное состояние. Это обусловлено правильным выбором точки нагрева. При использовании торцевой технологии можно добиться улучшения структуры металла, уплотнить её, обеспечить уковку пустот.


Разновидности
Сварка ковкой предусматривает использование разных способов обработки в зависимости от формы, размера, типа изделия. Вот наиболее популярные.
- В обхват/внахлёст/встык. Каждый из 3 методов предусматривает соприкосновение краёв изделия — для этого их изначально делают выпуклыми. Основные отличия между ними связаны с углом и наклоном, выбираемым для ударов молотом.
- В расщеп. Этот способ хорош для работы с плоскими заготовками из листового металла. Заготовки оттягиваются по краям, расщепляются на некотором расстоянии от них, соединяются по надрезам, а затем подвергаются нагреву.
- С шашками. Метод предусматривает использование накладок, повторяющих форму концов деталей. Этот способ распространён при работе с крупноформатными изделиями.
Это основные методики. Также встречается кузнечная сварка с клёпкой, в паз, впритык — когда деталь крепится перпендикулярно основе.



Применение
Основное применение кузнечной сварки в современных условиях — обработка низкоуглеродистой стали и производство изделий из неё. При помощи этого метода создают кольца и полосы из листового металла, делают обручи, подковы для лошадей, изготавливают ножи. За 2000 лет своего существования технология не раз доказывала свою эффективность.
Более того, для выполнения работ не требуется подключение к электроэнергии, что по-прежнему актуально для сельской местности и отдалённых регионов.
Области деятельности, в которых востребована эта технология.
- Художественная ковка. При помощи кузнечной сварки создаются арт-инсталляции и небольшие изделия для жилых интерьеров с интересным визуальным эффектом.
- Изготовление деталей в сфере авторемонта. Если запасные части невозможно подобрать или приобрести, их просто создают заново по лекалам и чертежам.
- Создание сельскохозяйственного инвентаря. Там, где вспахивание земель по-прежнему ведётся с применением лошадей и другой живой силы, именно этот тип сварочных работ даёт возможность создавать прочные плуги. Для рубки леса изготавливают топоры, также в ходу домашний инвентарь, созданный из металла вручную.
- Создание нестандартных водосточных труб, желобов. Редкий пример отрасли, где заменить кузнечную сварку очень сложно.
- Оружейное дело. При создании многослойных ножей и мечей из дамасской стали именно сварка ковкой даёт нужную плотность соединения металла. Всё остальное зависит уже от умений мастера.



Оборудование
Для выполнения работ, связанных с соединением низкоуглеродистых сталей методом пластической деформации, необходим определённый комплект инструментов. В первую очередь это источник открытого пламени. Им может стать кузнечный горн или печь, первый вариант предпочтительнее, поскольку позволяет раскалить детали до 1500 градусов. Для отбивки заготовок понадобится наковальня. Вести работу с раскалённым металлом можно только при помощи клещей. Заключительная работа ведётся исключительно молотами — их у мастера сразу несколько, от пневматического до слесарного.
Упрощённо технология кузнечной сварки выглядит так: металл проходит предварительную обработку, нагрев, и после этого начинается сварочный процесс при помощи молота и наковальни или других инструментов в зависимости от выбранного метода. Лучше понять особенности поможет пошаговое рассмотрение всех этапов.
- Зачистка поверхности. Она нужна, чтобы удалить с металла следы окислов и других загрязнений.
- Разогрев металла. В горне или печи можно использовать только топливо, содержащее малое количество серы — это позволит обеспечить высокую прочность шва. Лучшим вариантом считается каменный уголь, каменноугольный кокс. Нагрев осуществляется до белого каления: 1350-1370 градусов для низкоуглеродистых сталей, 1150 градусов – для марочных, типа У7, где содержание углерода выше.
- Порядок каления. При нагреве заготовок с неоднородным составом начинать нужно с той, в которой содержание углерода ниже. Вторая деталь добавляется позже — так удаётся получить готовые к сварке ковкой детали одновременно.
- Применение флюса. Чтобы избежать образования окалины, при достижении температуры от +950 до +1050 градусов её покрывают флюсом, исключающим пережог металла. Наиболее часто используется смесь 10% тетрабората натрия, также известного как бура, с 90% речного песка, предварительно прокалённая для удаления лишней влаги. Также можно применять соединение силикатно-песчаных смесей с содой или молотый бой стекла. В чистом виде буру используют при работе с металлами с более низкими температурами нагрева, может использоваться отдельно и речной песок, в который погружают заготовку.
- Сварка. Как только заданная температура достигнута, металл раскалился добела, его можно соединять методом ковки, предварительно очистив от шлака. Уложенные вместе детали легко отбивают лёгкими и частыми ударами молота так, чтобы все остатки флюса и загрязнения оказались снаружи шва. Далее ведутся сильные и частые удары от центра деталей к краям в месте соединения. Это исключит формирование непроваренных областей и других дефектов. Проковке также подвергаются участки вокруг области стыка.



Важно учесть, что до момента разогрева деталей температура в горне должна достигнуть довольно высоких значений. Это позволяет выжечь всю серу из топлива. Стали с повышенным содержанием углерода при накаливании приобретают не чистый белый, а жёлтый цвет. При выборе металла важно знать, что содержание магния до 0,8% от общего объёма благотворно сказывается на ковкости металла, а вот хром, медь, кремний, вольфрам, фосфор, сера ухудшают её, объёмы углерода тоже не должны превышать 0,4%.
Это основные моменты, которые нужно знать о кузнечной сварке.


Особености и технология процесса кузнечной сварки приведены в следующем видео.
Что такое кузнечная сварка? Полное руководство для начинающих

Кузнечная сварка - это, по сути, самый древний способ соединения двух кусков металла вместе. Некоторые утверждают, что она существует уже почти 4 000 лет, начиная с того времени, когда люди научились выплавлять железо из железной руды, что, вероятно, первоначально было сделано в Турции.
Что такое кузнечная сварка?
Кузнечная сварка - это процесс, при котором два куска металла нагреваются и скрепляются вместе, как правило, с помощью молота. В отличие от большинства современных методов сварки, металлы не расплавляются. В наше время кузнечная сварка обычно является автоматизированным процессом.
В большинстве статей о кузнечной сварке используются довольно сложные технические термины, что означает, что вам придется прочесть много дополнительной литературы, чтобы понять, что происходит.
В этой статье мы постараюсь изложить все максимально доступно для обывателя. Кузнечная сварка - это очень весело и удивительно интересно.
Чем кузнечная сварка отличается от сварки плавлением
Большинство современных видов сварки основаны на плавлении. Другими словами, металл расплавляется до жидкого состояния. Энергия сосредотачивается в строго локализованной области.
Кузнечная сварка выполняется, пока оба куска металла остаются твердыми. При этом металл в ходе процесса не становится жидким. Тепло обычно прикладывается к очень большой площади, часто ко всей заготовке.
Вместо плавления, при котором материалы расплавляются в жидкое состояние, диффузионное соединение в твердом состоянии при кузнечной сварке происходит по-другому:
- Нагретый металл становится более пластичным, что в основном означает, что он более податлив и поддается формовке.
- Приложенное давление (обычно от удара молотком) заставляет молекулы соединяться вместе, пока они не соединятся в один цельный фрагмент.
Таким образом, нагревая металл, мы позволяем двум частям идеально прилегать друг к другу, пока атомы сами не смешаются и не соединятся благодаря диффузии.
Кузнечная сварка обычно выполняется, когда металл находится где-то между 60-70% от температуры плавления металла (хотя технически можно выполнять кузнечную сварку при 50-90%). Обычно сталь при таком нагреве имеет ярко-желтый цвет. Это позволяет металлу пластически деформироваться (поддаваться формовке), чтобы получить контакт, необходимый для диффузии.
Помимо того, что сам процесс отличается, результаты кузнечной сварки также отличаются от того, что вы обычно видите при современной сварке плавлением:
Металл, сваренный кузнечной сваркой (если она выполнена правильно), является непрерывным и однородным. Вы не увидите шва или другого вида соединения при шлифовке или полировке, в отличие от обычной сварки. Если все сделано правильно, он становится одним цельным куском. Хотя добиться такого хорошего результата нелегко.
При более традиционных методах сварки вы получаете зону плавления только там, где непосредственно проходит сварной шов, а присадочный материал не идентичен основному материалу. А деталь держится только на самом сварном шве. В отличие от кузнечной сварки, при которой прочно соединяются все соединяемые поверхности. В зависимости от типа соединения, кузнечная сварка может быть значительно прочнее многих других методов.
Однако следует отметить, что существует еще несколько интересных видов сварки, которые могут иметь схожий с кузнечной сваркой результат. Например, сварка трением - распространенный способ соединения двух разных типов металла вместе, как в случае с большими спиральными сверлами. Высокоуглеродистая и низкоуглеродистая деталь вращаются друг против друга на высоких оборотах, затем прикладывается давление, что приводит к быстрому нагреву металла.
Вращение останавливается и два куска стали при сплавляются вместе. Именно поэтому некоторые сверла имеют более высокоуглеродистую, твердую сталь на режущей кромке и более жесткий, менее хрупкий хвостовик.
В некоторых отношениях этот процесс очень похож на кузнечную сварку.
Какие металлы можно подвергать кузнечной сварке?
Наиболее распространенными металлами, которые можно сваривать кузнечной сваркой, являются сталь и железо. Алюминий и титан также хорошо поддаются кузнечной сварке. Как правило, нержавеющая сталь, медь и ее сплавы (латунь, бронза) не поддаются кузнечной сварке.
Однако это не означает, что кузнечная сварка невозможна. Mokume gane (произносится как мо-ку-май га-най) - это японский вид многослойной обработки металла, при котором используются такие металлы, как золото, серебро и медь, для получения узорчатых многослойных деталей, которые традиционно использовались для декоративных элементов на мечах.
В результате получилась древесная зернистость, похожая на дамасскую сталь. На самом деле, Mokume gane переводится как что-то вроде "древесно-зернистый металл". Сегодня вы можете найти интересные современные украшения из этого материала, которые в последние годы становятся все более популярными.
Прочна ли кузнечная сварка?
В некоторых случаях кузнечная сварка может быть даже прочнее, чем сварка плавлением. В идеально выполненном кузнечном шве сам шов так же прочен, как и исходный материал. Современные цепи по-прежнему обычно свариваются кузнечной сваркой.
Однако есть много вещей, которые могут пойти не так, и ослабить сварной шов. Хотя, это относится к любому виду сварки. Ничто не является по-настоящему нерушимым.
Например, если на свариваемых поверхностях есть какие-либо загрязнения (грязь, окалина и т.д.), то сварной шов будет ослабленным. Если детали неправильно подогнаны молотком, могут образоваться участки, которые расслаиваются и впоследствии могут расколоться.
Если внешняя сторона сварного шва не выровнена и не обработана должным образом, могут возникнуть очаги напряжения, которые могут растрескаться.
Так является ли кузнечная сварка прочной? Может быть.
Различные виды соединений кузнечной сварки
Соединения при кузнечной сварке обычно продумываются несколько иначе, чем при сварке MIG. Это связано с тем, что прочность достигается другим способом.
Кузнечная сварка полагается на максимальный контакт с поверхностью. Это означает, что для каждого соединения необходимо продумать, как обеспечить максимальный контакт между соединяемыми деталями.
Вот несколько примеров:
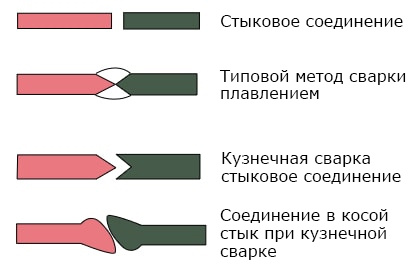
В приведенном выше примере видно, что, добавив выемку мы можем увеличить площадь поверхности соединения, что положительно скажется на соединении.
Почему кузнечная сварка не распространена?
Причина, по которой кузнечная сварка не так распространена, как раньше, заключается в том, что это сравнительно медленный процесс, который не подходит для всех областей применения, и для его применения требуется значительное количество навыков.
Как правило, свариваемый предмет должен помещаться в кузницу для нагрева. Это может затруднить кузнечную сварку больших деталей или предметов неудобной формы.
Кроме того, требуется время, чтобы нагреть деталь до температуры кузнечной сварки. Сравните это с дуговой сваркой в вашем гараже, которая требует лишь переключения выключателя питания и установки зажима заземления.
Однако для некоторых областей применения кузнечная сварка является идеальным решением.
Например, в топорах хорошего качества долото состоит из двух разных видов стали. Основная часть долота (головки топора) изготовлена из низкоуглеродистой стали, а режущая кромка - из высокоуглеродистой.
Это позволяет получить прочный топор, который отлично держит кромку, а также не требует больших затрат из-за стоимости высокоуглеродистой стали.
Кузнечная сварка обеспечивает наиболее надежное соединение этих двух сталей, превращая их, по сути, в один цельный кусок.
Для чего используется флюс?
Флюс используется для защиты материала от контакта с кислородом во время кузнечной сварки. Он также может удалить некоторые примеси и помочь вам получить более чистый сварной шов.
Одним из наиболее распространенных видов флюса является бура, также известная как борат натрия. Она обычно используется в качестве бытового чистящего средства или усилителя стирального порошка, поэтому ее довольно легко найти.
Насколько сложно научиться кузнечной сварке?
Кузнечная сварка - это определенно не то, что нужно пробовать в первый раз, когда вы берете в руки молот, но это то, что обычно практикует кузнец среднего уровня. Конечно, все зависит от того, что вы пытаетесь сварить кузнечным способом, и от того, какую кузницу вы используете.
Одна из самых распространенных рекомендаций - просто найти ближайшие кузнечные курсы и посетить их. За один день вы, вероятно, узнаете больше, чем за несколько недель 10-минутных уроков на YouTube и самостоятельной работы.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Читайте также: