Латунирование металла в домашних условиях
Обновлено: 04.10.2024
Часто бывают ситуации, когда изделие из того или иного материала по художественному замыслу должно выглядеть как латунное с характерным зеленовато-желтым или золотистым цветом. В этом случае на помощь приходит гальваническое покрытие латунью.
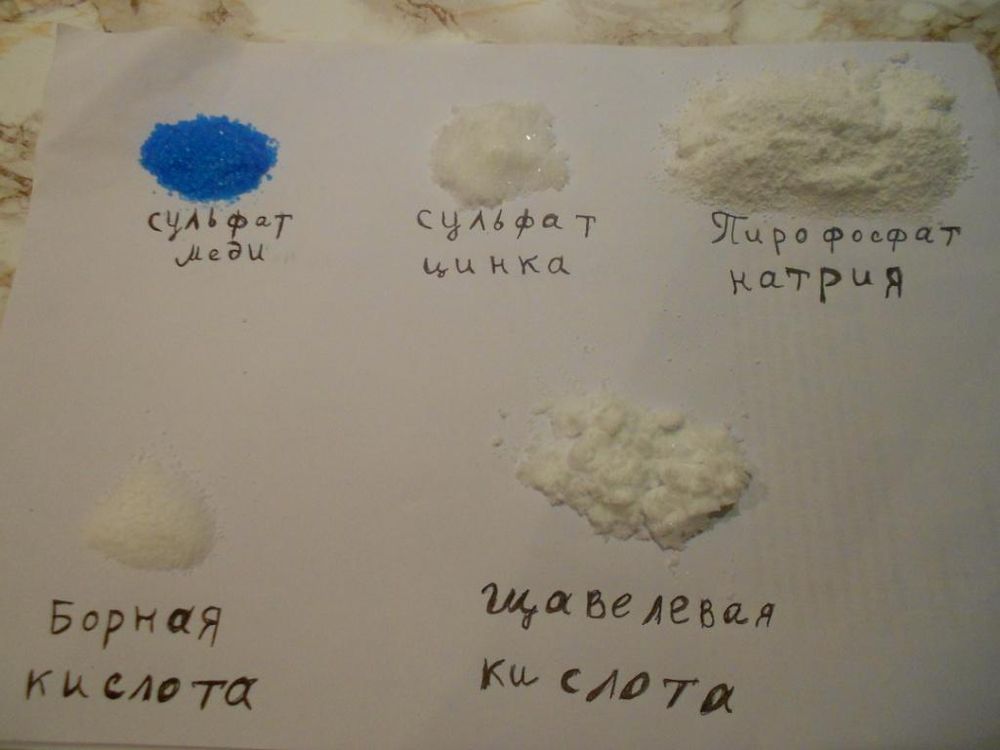
Латунь в самом общем смысле — сплав меди с цинком с содержанием последнего до 40 %. Для получения латунных осадков я применяю пирофосфатный электролит следующего состава:
- сульфат меди 6 г/л;
- сульфат цинка 6 г/л;
- пирофосфат натрия 60 г/л;
- щавелевая кислота 10 г/л;
- борная кислота 5 г/л.
Почему для латунирования применяется именно пирофосфатный электролит? Потому что из простых сернокислых электролитов латунь не осаждается ввиду различных стандартных потенциалов меди и цинка, поэтому, чтобы и медь и цинк осаждались на один и тот же катод, их потенциалы должны быть примерно равны. Это достигается в пирофосфатном электролите, где ионы меди и цинка связаны в комплексы с молекулами комплексообразователя. В нашем случае комплексообразователем является пирофосфат натрия. Если в сернокислом электролите металл перемещается от анода к катоду в виде ионов, то в пирофосфатном электролите металлы перемещаются в связанном комплексе с молекулой комплексообразователя.
Ниже я расскажу, как правильно приготовить пирофосфатный электролит латунирования. В моем примере получится 0,5 л готового электролита.
Взвешиваем на весах 3 г сульфата меди, 3 г сульфата цинка, 30 г пирофосфата натрия, 5 г щавелевой кислоты и 2 г борной кислоты:
Берем сульфат меди и цинка и растворяем их в отдельных емкостях в 50 мл дистиллированной воды (дальше под словом "вода" подразумевается именно дистиллированная вода). Лучше, если вода будет теплой — так процесс быстрее пойдет. В отдельной емкости в 250 мл воды растворяем так же в теплой воде пирофосфат натрия.

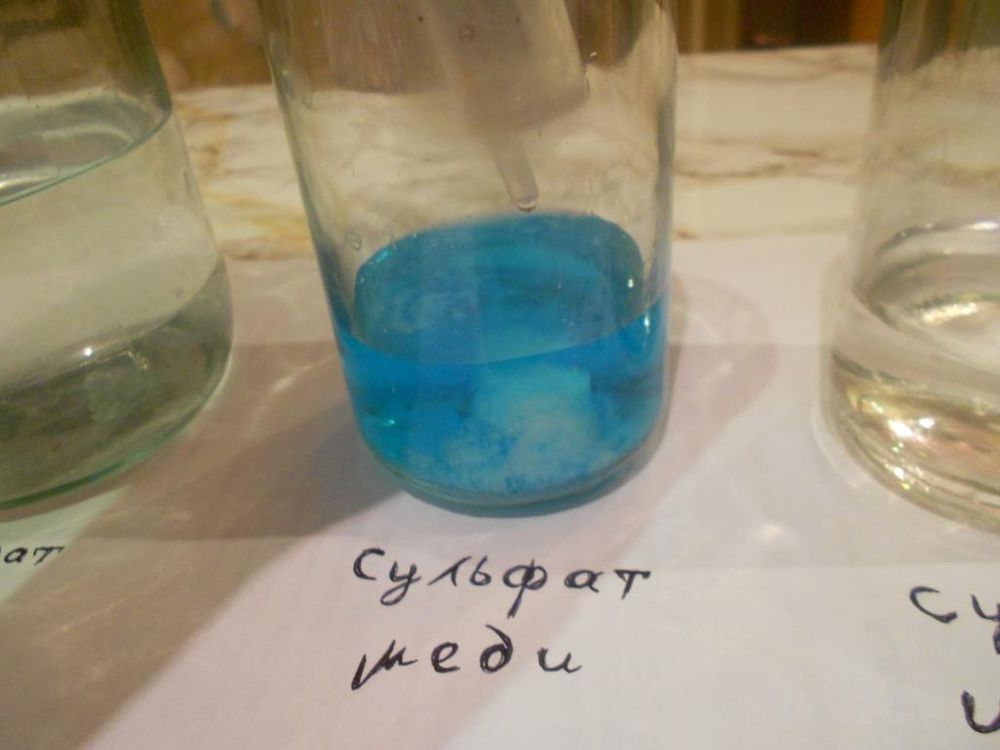
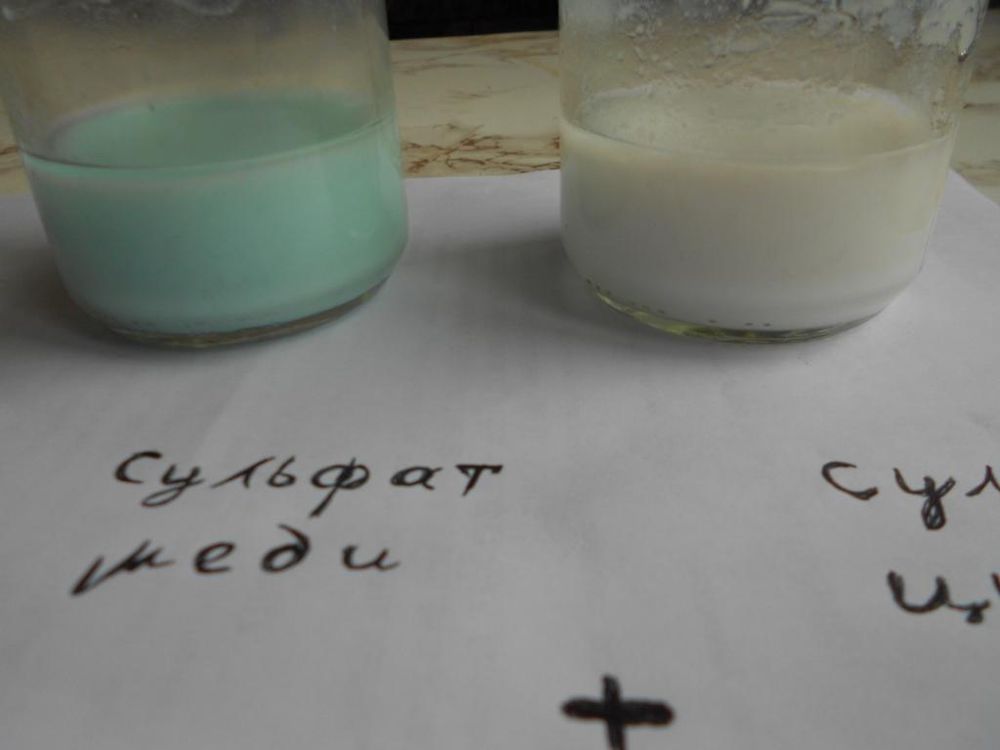
Добавляем немного раствора пирофосфата натрия в раствор сульфата меди — должен образовываться густой осадок. Удобно пользоваться обычным шприцом на 10 мл. Пирофосфат нужно добавлять в таком количестве, чтобы весь сульфат меди прореагировал и полученная жидкость представляла собой массу из бледно-голубого осадка. Я добавил приблизительно 25 мл раствора пирофосфата натрия. Если продолжить добавление пирофосфата, то осадок начнет растворяться и раствор снова станет голубого цвета — это растворяется пирофосфат меди в пирофосфате натрия. Этого делать не нужно, так как осадок еще предстоит промыть водой. На фото видно как пирофосфат натрия реагирует с сульфатом меди — на дне емкости образуется осадок.
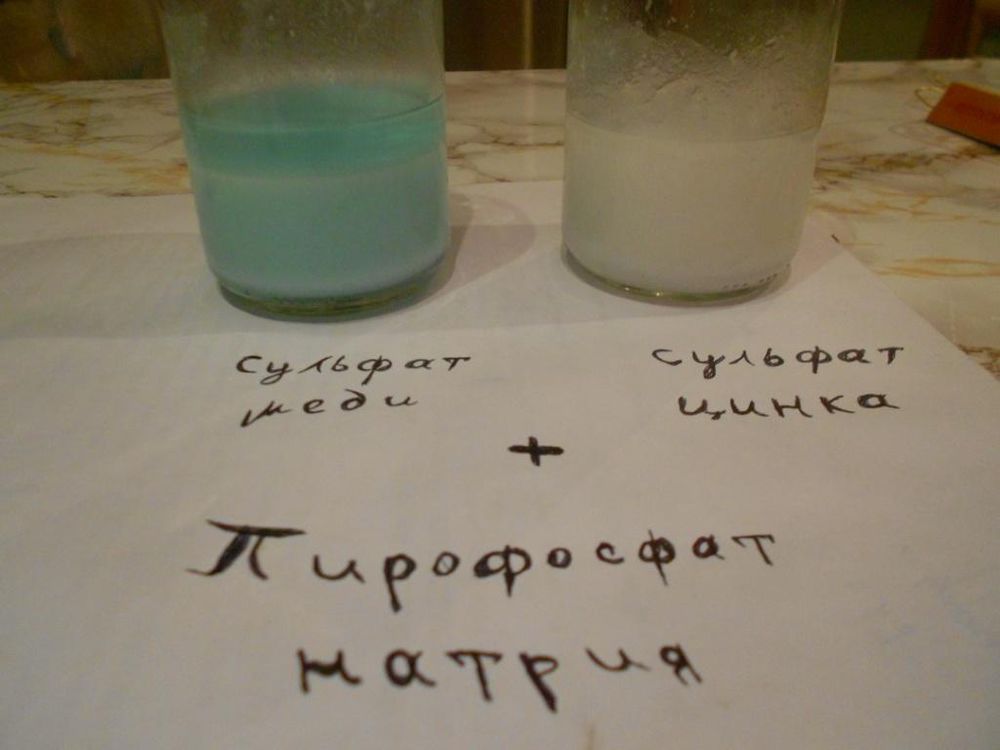
В раствор сульфата цинка добавляем примерно такое же количество раствора пирофосфата натрия. Сразу же начинает выпадать густой белый осадок.

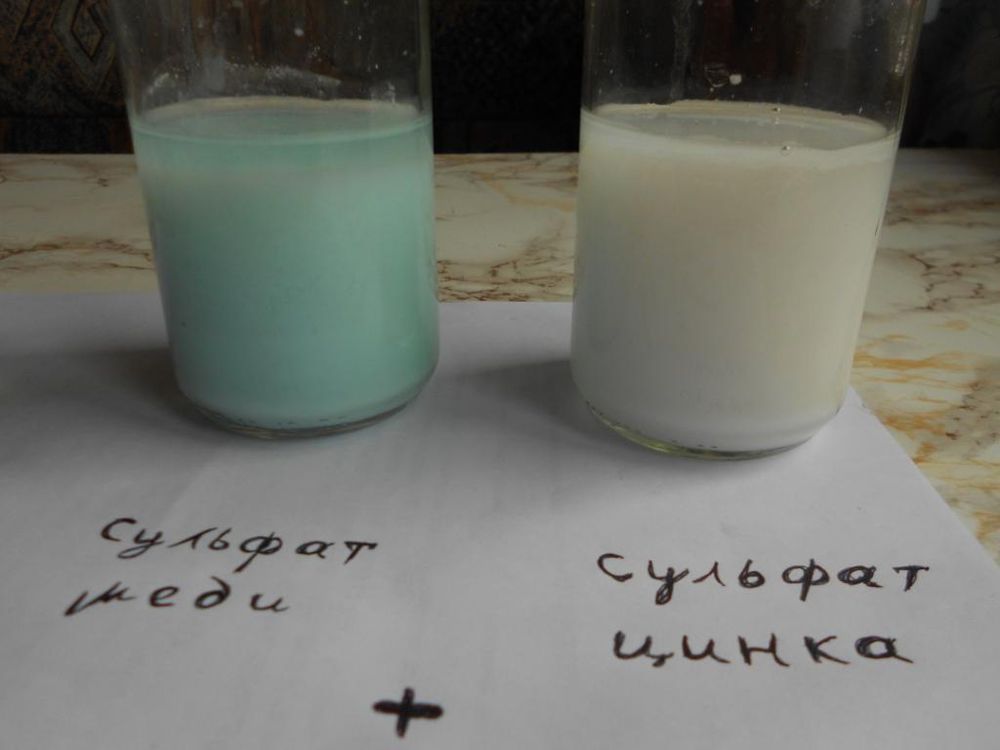
После добавления по 25 мл пирофосфата натрия в растворы сульфатов меди и цинка получаем такую картину:
Оставляем оба раствора на несколько часов. За это время растворы должны отстояться.
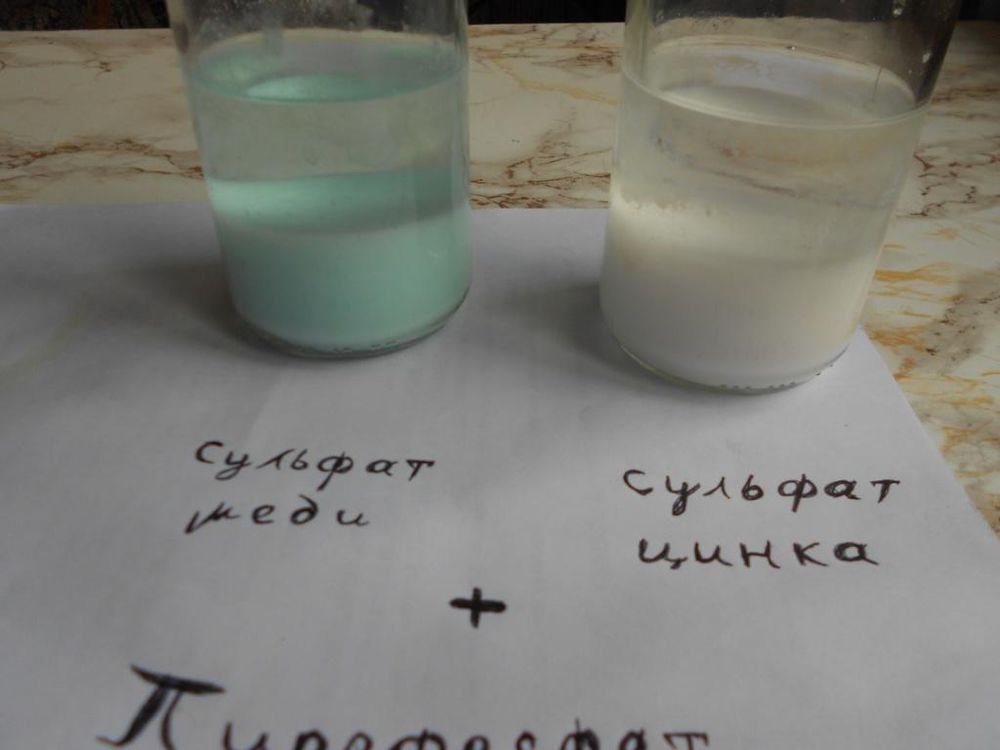
Осадки необходимо промыть чистой водой — это делается для того, чтобы удалить сульфат-ионы из растворов, так как в пирофосфатном электролите они не нужны. После отстаивания осторожно при помощи шприца отделяем прозрачную часть растворов и оставляем только осадки.
Добавляем немного воды и опять ждем.
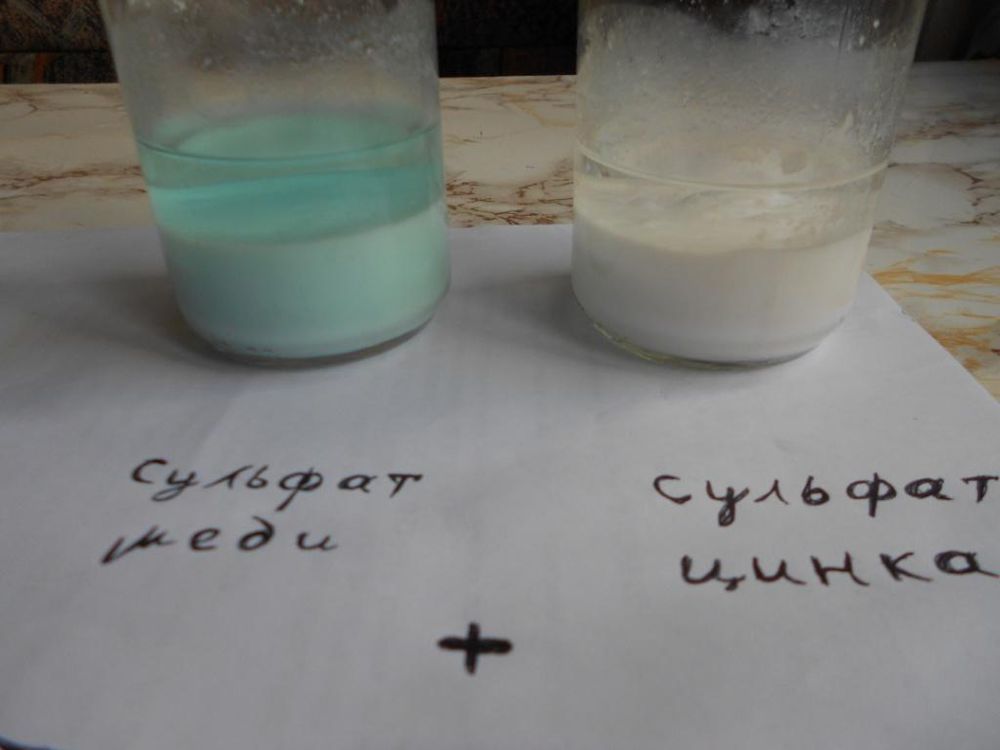
В этот раз осадок отделяется гораздо быстрее - всего за двадцать минут:
Отделяем прозрачную часть растворов и опять добавляем чистой воды к осадкам. Повторяем эту процедуру с промывкой два-три раза, после чего смешиваем отмытые осадки с раствором пирофосфата натрия, добавляем щавелевую и борную кислоты и доливаем воды до 0,5 л. Готовый электролит должен светло-синим и прозрачным как на фото:

В следующей статье мы попробуем покрыть образец латунью при помощи этого электролита.
Латунирование, это просто

Иногда, некоторым деталям, помимо функциональности, хочется придать красивый внешний вид. Бывает, что железные детали, просто необходимо защитить от воздействия воды, воздуха и прочих агрессивных воздействий. Самым простым, дешёвым и распространённым способом решения таких задач является покраска. Но у этого метода есть много минусов и ограничений. А иногда, просто хочется нечто лучшего. Качества иного порядка. А речь пойдёт, конечно, о гальваническом методе нанесения металла.

Как-то раз, мне в руки попал самый настоящий паровозный чугунный свисток, который я восстанавливал для своего парового мотоцикла. Конечно, самым простым способом было бы покрыть его черной краской. Но, как говорится, мы не ищем легких путей. Захотелось чего-то особенного. В итоге я покрыл его латунью, гальваническим способом. От части мне хотелось выдержать стиль «Стимпанк», в своём паровом мотоцикле, а отчасти захотелось освоить новую технологию и поэкспериментировать.

Когда я начал разбираться с технологией нанесения латуни, оказалось что есть несколько различных способов, но информация довольно скупая. Нет достаточно подробных описаний со всеми тонкостями, нюансами и спрятанными «подводными камнями». Поэтому пришлось взять базовую информацию и путём долгих экспериментов понять всё самому. Теперь, когда цель успешно достигнута, я с радостью поделюсь со всеми своими знаниями и опытом.
Подготовка
Ну что ж. Давайте подробнейшим образом разберемся, как покрывать латунью железные детали. Для начала, конечно, ваша деталь должна быть качественно подготовлена, ведь гальваника это не краска, которая заливает все щели и ухабы. Поэтому, перед нанесением латуни, ваша деталь должна быть уже тщательно ошкурена, и отполирована до блеска. Далее, очень важно подобрать правильно емкость для электролиза. Тут главное правило - емкость не должна быть металлическая! Иначе она непременно прореагирует до дыр. Далее нашу емкость следует обложить, так называемой, жертвенной латунью. Почему жертвенной? Потому что, именно она будет участвовать в процессе, и в итоге наноситься на нашу деталь. И тут есть одна очень важная тонкость!

Ёмкость обложена жертвенной латунью (анод)
Вы должны сделать все таким образом, чтобы расстояние между вашей деталью и латунью было от 3 до 10 сантиметров, и было приблизительно одинаково на всех участках. Это очень важно соблюсти для того, чтобы плотность тока была на всех участках приблизительно одинаковой и равномерной, так как именно плотность тока будет определять оттенок покрытия.
Электролит
Поскольку речь идет об электролизе в домашних или гаражных условиях, огромное значение имеет доступность компонентов. Я нашел несколько разных рецептов, и практически во всех них используется какая-то трудно выговариваемая химия, которую, я не знаю, откуда они берут и, где в обычной жизни она может применяться. Поэтому для создания своего электролита я решил воспользоваться, так сказать «дедовским методом». Химикаты для которого, можно было бы достать в радиусе 1 - 2 километров от любого дома. Этот метод практиковался ещё в советские времена, был забыт, но по моему мнению, не потерял актуальность и в наше время.

Лимонная кислота
И так, первый компонент, который понадобится для нашего электролита - это лимонная кислота. Она широко используется в кулинарии и как антинакипин. Продаётся почти во всех продуктовых магазинах и отделах бытовой химии. 80г. приблизительно стоит 40-50р.

Раствор аммиака (нашатырь)
Второй компонент, это аммиачная вода, или как её ещё называют, нашатырный спирт. С ним тоже у вас не возникнет никаких проблем, так как он продается практически в каждой аптеке.
Для создания электролита вам потребуется: на 1 литр воды, лимонной кислоты 60 грамм и аммиачной воды приблизительно 80 ml. Почему приблизительно, объясню чуть ниже. Высчитаете по пропорции, сколько вам потребуется ингредиентов, и закупите необходимое количество химикатов. Когда все приготовления и закупки будут сделаны, можем начинать готовить электролит.

Вообще, в этом старом дедовском способе использовался еще один химикат который называется "Трилон Б" (динатриевая соль этилендиаминтетрауксусной кислоты). Этот компонент выполняет две функции. Восстановление металлов и, как выражаются отцы, растворение нерастворимого. Его потребуется 6-10 г. на литр воды.
Раньше, в советские времена его можно было найти практически везде. Он использовался и как удобрения, и как чистящее средство, как восстановитель ржавчины и даже в медицине. Но в наше время, я почему-то его нигде не нашёл. В принципе, можно делать и без него. «Трилон Б», в данном случае, больше сказывается не на качестве покрытия, а на экономичности и скорость процесса.
И так. Приступим к изготовлению электролита. Для начала, в отдельную посуду, наливаем горячую воду. В горячей воде гораздо лучше растворяются все ингредиенты. Затем, высыпаем в это ведро всю, отмеренную заранее, приготовленную лимонную кислоту и тщательно перемешиваем до полного растворения осадка. А вот с аммиаком, уже всё не так просто. Аммиачную воду нужно добавлять потихонечку, небольшими порциями, периодически помешивая и постоянно контролируя запах электролита, а если имеется pH-индикаторная бумажка, контролируем по цвету. Как только электролит начнет пахнуть аммиаком (цвет начнёт меняться с красного на бесцветный), значит достаточно. Хочу сразу предупредить, что делать это нужно в защитных очках и в проветриваемом помещении! Смешавшись с кислой средой, аммиак нейтрализуется, и перестаёт быть столь опасным. Но практика показывает, что электролиз идёт гораздо лучше, если pH электролита немного смещено в щелочную сторону. По этому, лучший электролит будет чуть-чуть пахнуть нашатырём (лакмус начнёт синеть), а значит, все работы лучше проводиться в защитных очках.
Чтобы электролит был готов и начал правильно функционировать, не достаточно просто перемешать компоненты. Нужно ещё его приготовить электрическим способом, проводя через него повышенный ток. И поскольку электрохимическое приготовление электролита плавно перетекает в сам электролиз, делать его будем, как говорится, по ходу дела.
Тщательнейшим образом обезжириваем нашу деталь ацетоном, переливаем электролит в приготовленное металлизированное ведро, и погружаем туда деталь.

Далее, нам понадобится блок питания постоянного тока. Очень важно, чтобы он был снабжен амперметром! Именно по его-то показаниям мы и будем настраивать режим. Сразу должен предупредить, что просто электричество из розетки вам не подойдёт! Присоединяем плюс (анод) к фольге, а минус (катод) к детали и включаем блок питания. Ток выставляем таким образом, чтобы на детали активно начал выделяться водород. Если ваша деталь достаточно велика, а блок питания слабый, вы можете использовать несколько блоков питания в параллель. Как, собственно, мне и пришлось сделать. Для своего чугунного, 5 килограммового свистка я выставил ток 15 ампер, и набрал я его с помощью двух блоков питания.

И теперь ждем. Некоторое время никакого осаждения металла происходить не будет. Электролит должен приготовиться. И первым сигналом того, что электролит у нас готов, будет сильное почернение вашей детали. Не пугайтесь это нормально! Чистыми, обезжиренными руками тщательно отмываем нашу деталь в теплой воде. Далее начинается самая сложная и самая тонкая работа. Нужно правильно подобрать ток электролиза.
Электролиз
Латунь - это сплав меди и цинка. И физика электролиза такова, что при малых токах преимущественно осаждается медь, а значит, цвет вашего покрытия будет уходить в розовый и даже в красный. Если тока слишком много, по большей части будет осаждаться цинк, а значит, цвет покрытие будет светлеть, и даже белеть. Иными словами, если не хватает тока, будет красно, а если его слишком много, будет бело.

Оттенок можно создавать на свой вкус
Зная это, вы легко сможете подобрать любой интересующий вас оттенок. В инструкциях пишут конкретную плотность тока, 0,1…0,3 А на Дм2, но на практике эти значения не сработают, так как требуемы ток для нужного вам оттенка зависит от многих факторов. Температура, плотность электролита, расстояние от детали до Электрода (латуни) и пр. Поэтому, ориентируйтесь на получаемый цвет детали. Именно для моих габаритов детали и моей плотности электролита, идеальным током оказалось 11 ампер. Чем больше площадь поверхности вашей детали, тем больше вам понадобится ток.
Итак, вот как по моему мнению должен выглядеть самый правильный процесс электролиза. Погружаем деталь в электролит (30-50*С), выставляем приблизительные параметры тока, и ждем 15 минут. По истечению этого времени, вытаскиваем деталь, тщательно отмываем, и контролируем цвет покрытия. Корректируем ток в нужную сторону и повторяем процесс следующие 15 минут. И такими вот 15-ти минутными этапами, добиваемся требуемого оттенка и нужной толщины покрытия. И тут я должен рассказать об одном очень важном и опасном нюансе, который вас поджидает! Со временем ваш электролит будет, так сказать, вырождаться. А значит требуемый для вашего оттенка ток, будет уменьшаться. Поэтому-то и важно постоянно контролировать оттенок и корректировать ток.

Конечно, электролит легко можно восстановить, добавив туда еще немножечко аммиачной воды, но не рекомендую вам так делать! Потому что, тогда полностью собьются все ваши настройки оттенка и тока. И придется подбирать все заново. У меня ушло шесть часов электролиза, чтобы понять все эти тонкости и нюансы. Так что,воспользуйтесь моими советами и не повторяйте моих ошибок. Еще "старожилы" говорят, что на процесс электролиза хорошо сказываются ПАВ. В нашем случае это будет малюсенькая капелька "Фэри". Но, честно говоря, я попробовал и "Фэри", и "Комнат", и какой-то особенной разницы не заметил. Но, тем не менее, если будете экспериментировать, такой вот информацией делюсь.

Ну а далее друзья, все на ваше усмотрение. Можете оставить свое изделие матовым, можете покрыть лаком, а если вам хватило терпения наложить достаточно толстый слой, то можно его заполировать до зеркала, что, собственно, я и решил сделать.
Заключение
Данный способ очень прост, дёшев, и легкодоступен в плане компонентов. Но сразу хочу предупредить, что таким способом можно покрыть латунью только железные детали, с трудом ложится на нержавейку, и совершенно не подходит для алюминия, хрома и большинства других металлов и их сплавов.
Для большей наглядности, я сделал специальное 9-минутное видео, где рассказываю обо всех тонкостях и нюансах.
Ну, вот друзья, все что знал, рассказал, всем что было, поделился. Если вы воспользуетесь этим рецептом, пишите, делитесь своим опытом, присылайте фото своих деталей. Надеюсь благодаря этой статье, на свет появится много красивых и уникальных шедевров.
Простое воронение и латунное покрытие стали в домашних условиях

Для облагораживания стали и защиты ее от коррозии выполняется покрытие различными способами. Это может быть создание оксидной пленки, напыление и т.д. Большинство таких способов слишком технологичны, чтобы повторить их в домашних условиях. Рассмотрим варианты покрытия стали, которые можно проделать своими руками.
Нанесение латунного покрытия


После чего местами нагревается газовой горелкой до соломенного цвета побежалости, и зачищается латунной щеткой по металлу.




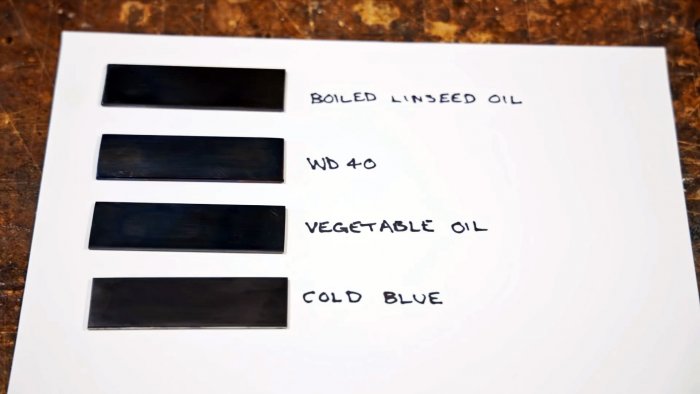
Обычное темное чернение льняным маслом
Заготовка шлифуется и обезжиривается. Далее ее нужно нагреть горелкой до цвета побежалости между соломенным и синим, максимум до серого.

После этого горячая поверхность протирается льняным маслом или окунается в него, если она разогрелась равномерно.

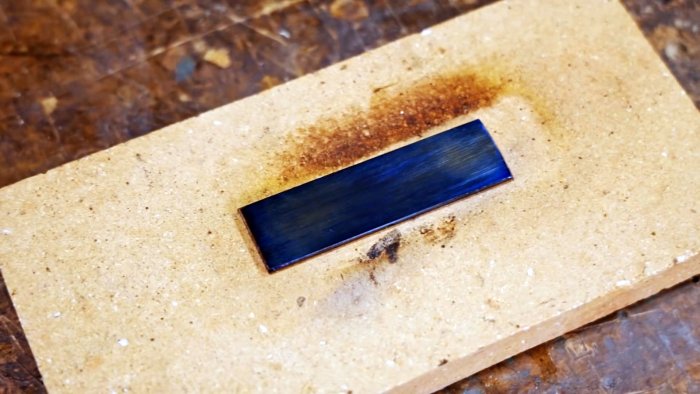
Чернение в синий оттенок
Подготовленная аналогичным образом заготовка разогревается до синего цвета побежалости. Сразу после этого на нее брызгается WD-40. В результате сталь станет синей.


Серое воронение подсолнечным маслом
Если разогреть заготовку максимум до серого цвета побежалости и окунуть в подсолнечное масло, то чернение получится серым. Выглядит оно не плохо, и делается проще всего.

Можно протереть деталь ацетоном, еще раз нагреть и окунуть в масло, тогда она станет темнее. Результат будет похож на чернение с дожигом масла на поверхности.
Холодное воронение

Их преимущество в том, что поверхность получается более однородной по цвету. Такие составы наносятся согласно инструкции. Обычно растираются по металлу, а через 30 сек смываются.

Если воронение или нанесение латунного слоя выполняется в декоративных целях, к примеру, на стальные части мебели и предметы интерьера, то желательно вскрывать их потом лаком. Так покрытие продержится десятилетия.

Смотрите видео
Эксперимент: как в домашних условиях покрыть деталь медью, никелем, латунью и алюминием при помощи электролиза

Медь, никель, латунь и алюминий обладают стойкостью к коррозии, поэтому их тонкий слой на поверхности стали может защитить ее от появления ржавчины. Нанести один металл на другой можно методом электролиза. Но он работает не всегда. Давайте проверим его на предложенных металлах.
Что потребуется:
- образцы металлов;
- уксус;
- соль;
- блок питания постоянного тока;
- пластиковые емкости.
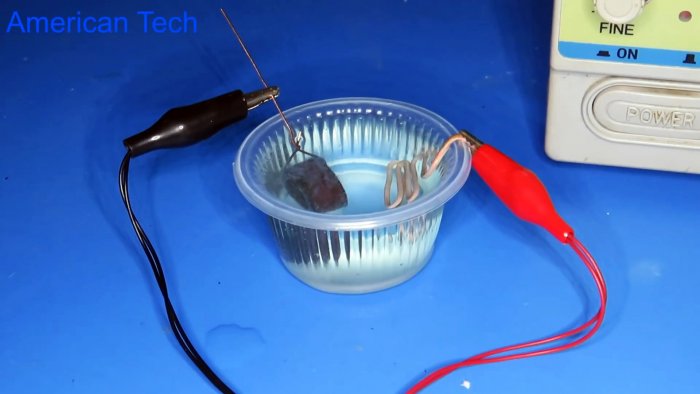
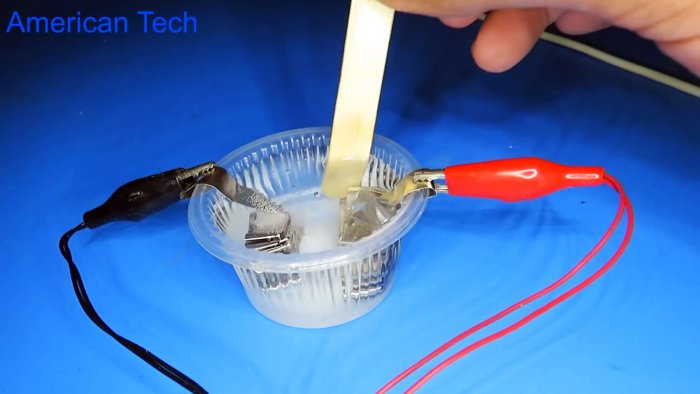
Процесс электролиза меди, никеля, латуни и алюминия
Для электролиза необходимо подготовить электролит. В его качестве применяется уксус. Процесс выполняется в пластиковой емкости, так как она является диэлектриком. В уксус добавляется соль для лучшей проводимости.

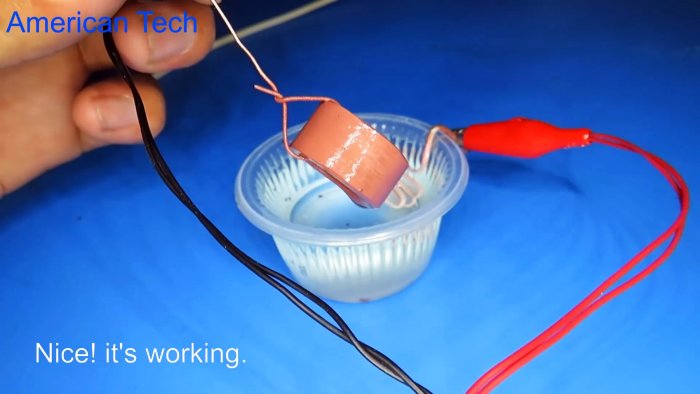
Для меднения необходимо согнуть из медной проволоки 2 электрода, опустить их в электролит и подключить провода к питанию.

Спустя 20 мин электрод на плюсовой клемме очистится от окиси, которая перейдет на отрицательный.

Теперь если подключить к минусовому проводу стальной предмет, то он покроется равномерным аккуратным слоем меди.
Для никелирования повторяется аналогичное действие с двумя электродами уже из этого металла. Через 20 минут к минусовому проводу цепляется стальная деталь. Она также покроется слоем никеля.
Если же повторить эксперимент с латунью, то ничего не получится. На стальной детали появится только окись. Выглядеть, как латунная она не будет.

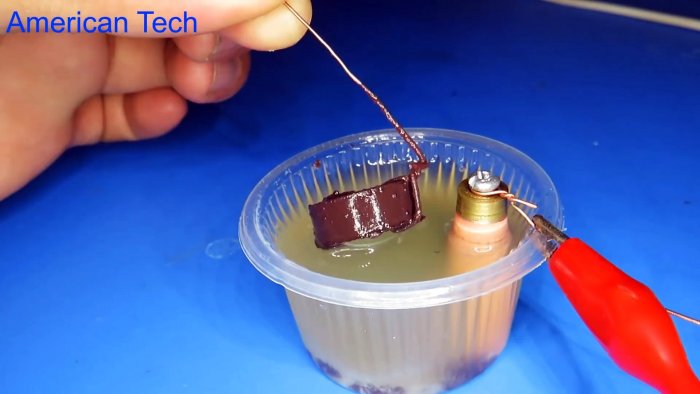
Не работает и перенос алюминия на сталь. При электролизе электролит только загрязниться, станет темно-серым. Сама же деталь вообще останется неизменной.

Технология пайки латунью

Способ прочной пайки изделий из различных металлов осуществляется с помощью нагрева спаиваемых деталей газовой горелкой и применением латуни в качестве припоя. При массовом распространении медных автомобильных радиаторов пайка латунью была единственным надежным способом устранить течь. Такая пайка широко применяется при изготовлении и ремонте бытового и промышленного оборудования, кондиционеров. Кроме того, латунная пайка позволяет надежно закрепить тугоплавкие режущие части на теле резца или буровой колонки. Пайка латунью позволяет собирать небольшие художественные изделия ручной ковки (люстры, решетки каминов и т.п.).
Материалы и инструменты
Пайка латунью осуществляется с помощью трех главных компонентов: газовой горелки, дающей температуру не менее 1000 градусов.



- наждачная бумага и напильники для зачистки деталей;
- различные тиски и зажимы;
- удерживающий ручной инструмент (плоскогубцы, длинногубцы и т.п.);
- жидкости для обезжиривания и промывки и удаления окалины с готовых швов (растворы кислот);
- огнеупорные перчатки и другие индивидуальные средства защиты, применяемые при сварочных работах.
Процесс пайки латунью

Необходимо подготовить спаиваемые детали. Допустим, нам нужно изготовить небольшую рамную конструкцию из тонкостенных стальных трубок диаметром примерно 5 мм. При пайке двух трубок малого диаметра встык, нужно сделать выемку в торце припаиваемой трубки. Это повысит прочность соединения. Детали необходимо поместить в зажимные устройства и прижать вместе соединения. Это необходимое условие выполнения качественной пайки латунным припоем, так как руки будут заняты горелкой и подачей припоя.
Зажигаем газовую горелку и начинаем разогревать место пайки до появления красного цвета.

Латунную проволоку (припой) также нагреваем и опускаем нагретый конец припоя в буру. Бура налипает на проволоку-припой.

Ненадолго отодвигаем пламя горелки и наносим флюс прямо в место стыка стальных трубок. Бура быстро плавится и охватывает всю зону пайки. Если не убрать пламя, то буру просто сдует с латунной проволоки.
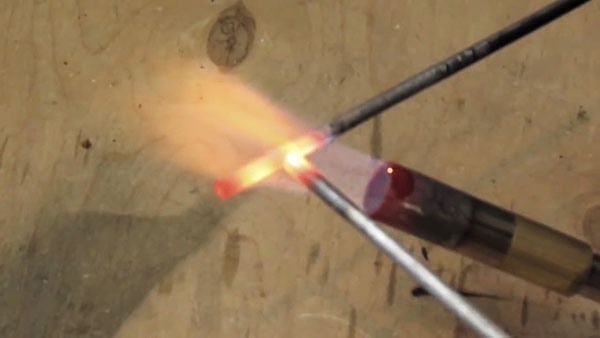
После этого начинается пайка – медленное расплавление латунного припоя, ручная подача его и заполнение им стыка между деталями.

При проведении работ осуществляется визуальный контроль над качеством шва. Если в нижней части обнаружен свищ или зона не охваченная припоем. Деталь лучше перевернуть и пропаять это место заново.



Меры предосторожности
Пайка латунью относится к открытым огневым работам. Необходимо строгое соблюдение всех мер пожарной защиты. Кроме того, работа с парами цинка может вызвать тяжелое отравление организма. Необходимо принять меры защиты. Мини баллоны с газом могут иметь протечки в клапане, что приводит к взрывам и пожарам. Необходим постоянный контроль за работой газовой горелки.
Читайте также: