Лазер не прорезает металл
Обновлено: 20.05.2024

Нет никаких проблем с резкой стального листа толщиной менее 10 мм с помощью лазерного резака .
Но если вы хотите разрезать более толстый лист, вам часто приходится обращаться к мощному лазеру с выходной мощностью более 5 кВт, при этом качество резки также значительно снижается. Из-за высокой стоимости мощного лазерного оборудования режим работы выходного лазера не способствует лазерной резке.
Технические трудности резки толстого листа с помощью станка лазерной резки металла заключаются в следующем:
Процесс горения в квазистационарном состоянии трудно поддерживать
В реальном процессе резки лазерным резаком по металлу толщина листа, который можно разрезать, ограничена. Это тесно связано с нестационарным горением железной режущей кромки.
Для поддержания непрерывного процесса горения температура в верхней части щели должна достигать точки воспламенения.
Энергия, выделяемая сама по себе в результате реакции горения оксида железа, фактически не обеспечивает продолжение процесса горения.
С одной стороны, температура режущей кромки снижается за счет непрерывного охлаждения потоком кислорода из режущего сопла.
С другой стороны, слой оксида железа, образовавшийся после сгорания, покрывает поверхность заготовки, препятствуя диффузии кислорода. Когда концентрация кислорода снижается до определенной степени, процесс горения гаснет.
Когда лазерная резка осуществляется традиционным сходящимся лучом, лазерный луч действует на очень маленькую область на поверхности. Из-за высокой плотности мощности лазерного излучения температура поверхности заготовки достигает точки воспламенения не только в зоне лазерного излучения, но и более широкой области за счет теплопроводности.
Диаметр, с которым поток кислорода действует на поверхность заготовки, больше, чем диаметр лазерного луча.
Это указывает на сильную реакцию горения не только в зоне лазерного излучения, но и за пределами светового пятна, куда попадает лазерный луч.
При резке толстого листа скорость резки довольно низкая. Поверхность заготовки горит быстрее, чем скорость движения режущей головки.
После горения в течение некоторого времени процесс горения затухает из-за снижения концентрации кислорода.
Когда режущая головка перемещается в это положение, реакция горения начинается снова.
Процесс горения режущей кромки происходит периодически, что может привести к колебаниям температуры режущей кромки и плохому качеству разреза.
Чистоту кислорода и давление в направлении толщины листа трудно поддерживать постоянно
Снижение чистоты кислорода также является важным фактором, определяющим качество резки при раскрое толстого листа лазерным резаком.
Чистота потока кислорода оказывает сильное влияние на процесс резки.
При снижении чистоты потока кислорода на 0,9% скорость сгорания железо-кислородной смеси снижается на 10%.
При снижении чистоты на 5% скорость горения снижается на 37%.
Снижение скорости горения значительно уменьшит поступление энергии в разрезаемый шов и снизит скорость резания.
В то же время увеличивается содержание железа в жидком слое поверхности резания, что повышает вязкость шлака и приводит к затруднению выгрузки шлака.
Таким образом, в нижней части разреза будут образовываться серьезные шлаки, что делает качество разреза трудноприемлемым.
Для поддержания стабильности резки чистота потока режущего кислорода в направлении толщины листа, а также давление должны поддерживаться постоянными.
В традиционном процессе лазерной резки используется обычное коническое сопло, которое может удовлетворять требованию использования при резке тонких листов.
Однако при разрезании толстолистовой пластины в поле потока формируется ударная волна при увеличении давления подачи.
Ударная волна несет много опасностей для процесса резки, например, снижает чистоту потока кислорода и влияет на качество разреза.
Существует три способа решения этой проблемы:
- Добавить пламя предварительного подогрева вокруг потока режущего кислорода.
- Добавить вспомогательный поток кислорода вокруг основного потока режущего кислорода.
- Целесообразный выбор конструкции внутренней стенки сопла для улучшения поля воздушного потока.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Почему лазер не режет? (Причины и решения)

Сейчас станок для лазерной резки металла является одним из основных инструментов механической обработки металла и обрабатывающей промышленности, многие смежные предприятия начинают использовать его для замены традиционного режущего оборудования.
Однако это крупное высокоточное оборудование будет иметь множество проблем из-за неправильной эксплуатации или отсутствия технического обслуживания. В процессе резки может возникнуть проблема непрорезания материала полностью.
Как же избежать этого?
Давайте рассмотрим причины и способы решения проблемы непрорезания лазером материала до конца.

Причины, по которым лазер не прорезает металл
Лазерная резка - сложный процесс. В процессе резки разрез часто бывает неровным или не прорезанным полностью.
Существует множество причин неудачной резки. Наиболее распространенной из них является снижение мощности лазера или старение ламповой трубки, что делает энергию лазерного луча недостаточной, что приводит к неудачной резке образца.
Если скорость резки слишком высокая, фокусирующая линза повреждена, эффект фокусировки слабый, путь света неправильный, а напряжение нестабильное, все это может быть причиной, по которым лазерная резка не проходит весь путь.
Конечно, существует множество факторов, из-за которых надрез не получается гладким или сквозным, например, сам материал, недостаточное давление вспомогательного газа, мутность воды в системе охлаждения, плохой эффект рассеивания тепла и так далее.
Необходимо серьезно отнестись к проблеме лазерной резки и найти решение этих проблем, это имеет большое значение для повышения эффективности производства и обеспечения высокого качества лазерной резки.
Ниже приведен подробный список из шести причин, из-за которых лазерная резка может не прорезать металл до конца.
Причина 1: Падение мощности лазера уменьшается
После долгого времени использования, мощность оптоволоконного лазерного станка будет постепенно уменьшаться, что приводит к снижению режущей способности, а также к ситуации, когда резка не будет проходить до конца.
Причина 2: Загрязнение оптических элементов
Оптические элементы включают фокус линзы, отражатель и т.д., поскольку они длительное время находятся в плохих рабочих условиях, на поверхности этих линз появляется нагар, что снижает мощность лазерного оборудования и приводит к ситуации неполной резки.
Причина 3: Отладка светового пятна не соответствует стандарту
Световое пятно оптоволоконного лазерного станка является важным фактором, влияющим на качество резки. Когда светлое пятно отладки не может достичь стандарта, не получится получить чистый сквозной разрез.
Причина 4: Слишком высокая скорость резки
Если скорость резания слишком высока, неизбежно возникнет ситуация не прорезания металла.
Причина 5: Давление вспомогательного газа недостаточно
Вспомогательный газ используется для того, чтобы помочь удалить расплав из зоны резки. Когда давление воздуха не недостаточно высоко, расплав трудно удалить, что приводит к не прорезания металла.
Причина 6: Толщина обрабатываемого листа превышает толщину резки оборудования
Оптоволоконные лазерные станки имеют диапазон толщины резки, если диапазон толщины превышает рекомендуемый для конкретного станка, режущий эффект оборудования не будет идеальным, и по причине этого будет возникать не прорезание металла.

Решение проблемы, когда лазер не режет насквозь:
- Для решения проблемы, когда мощность лазера падает, а ток мал, необходимо вовремя заменить лазерную трубку и использовать более мощный регулятор напряжения, чтобы увеличить выходной ток лазера и улучшить выходную мощность.
- Необходимо правильно снизить скорость резки, своевременно и разумно очистить загрязненные зеркала и заменить фокусирующие линзы.
- Если световой путь неправильный, его необходимо отрегулировать и настроить фокусное расстояние, пока лазер не сделает круглую отметку на бумаге.
- При резке меди и алюминия лучше заранее отполировать поверхность или нанести светопоглощающий компонент, чтобы решить проблему высокого коэффициента отражения.
- Регулярно очищайте сопло от посторонних частиц, повышайте давление вспомогательного газа до необходимого и вовремя меняйте дистиллированную воду в системе охлаждения.
Мы надеемся, что эти меры помогут вам эффективно решить проблему не прорезания металла.
Если вы столкнулись с проблемами, которые невозможно решить самостоятельно, вы должны вовремя сообщить об этом поставщику, чтобы найти профессиональный послепродажный персонал для дальнейшего изучения, осмотра и обслуживания.
Наша компания предоставляет обширный спектр сервисных услуг, если у Вас возникла техническая неисправность, доверьте ремонт станка специалистам.
Выполнив запланированные работы, мы обязательно расскажем сотрудникам Вашей компании о правилах технического обслуживания того или иного станка, графиках плановых осмотров узлов и агрегатов.
Техническое обслуживание оптоволоконного лазерного станка:
- Используйте пылесос для удаления пыли и грязи в станке раз в неделю, а все электрические шкафы должны быть закрыты для защиты от пыли.
- Всегда проверяйте стальной ремень оптоволоконного лазерного станка и убедитесь, что он натянут. В противном случае, если в процессе работы возникнут проблемы, это может травмировать людей и даже привести к смерти. Стальной ремень выглядит как небольшая вещь, но если что-то пойдет не так, это вызовет много проблем.
- Каждые шесть месяцев проверяйте прямолинейность пути оптоволоконного станка и вертикальность станка, своевременно проводите техническое обслуживание и отладку в случае каких-либо отклонений. Если вы этого не сделаете, эффект резки может быть не очень хорошим, и ошибка будет увеличиваться, что повлияет на качество резки. Это самое важное, что нужно сделать.
- Лазерная режущая головка с двойным фокусным расстоянием является уязвимым элементом на станке для лазерной резки, который поврежден из-за длительного использования.
- Направляющие оптоволоконного лазерного станка следует регулярно очищать от пыли и другого мусора, чтобы обеспечить нормальную работу оборудования. Стойку следует часто протирать, а также добавлять смазочное масло, чтобы обеспечить надлежащую смазку оборудования. Направляющая рейка и двигатель должны часто очищаться и смазываться, чтобы станок мог функционировать без проблем и резать более точно, а качество вырезанных изделий улучшилось.
Советуем вам прочитать статью опубликованную в нашем блоге ранее: «Как продлить срок службы оптоволоконного лазерного станка?».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Дефекты при лазерной резке металлов: брак в фото и способы его устранения

Резка при помощи лазера – высокоточный способ раскроя. При правильных настройках оборудования и внимательности оператора вероятность брака на выходе практически нулевая. Как и необходимость дополнительной обработки. Однако существует человеческий фактор, и незначительной, на первый взгляд ошибки достаточно, чтобы деталь или заготовка не соответствовали чертежам или требованиям заказчика. Причины появления дефектов, способы их устранения рассматриваем в статье.
Как выглядит брак и как его избежать
Основных причин появления дефектов при лазерной резке немного: неправильно выставленные настройки станка, ошибочно используемый режим работы (скорости, положения фокуса и пр.), плохой уход за рабочим полем (сор и пыль также могут привести к появлению брака), ошибки оператора. Наиболее распространенные дефекты выглядят так:
Прочно налипший на конструкционную сталь бисерообразный грат со скошенными книзу желобками образуется, если положение фокуса высоко (+ от номинала), а также при резке на больших скоростях. Чтобы избежать подобного дефекта необходимо изменить положение фокуса в минус от предыдущего значения с шагом 1.0, понизить скорость на 10%.
Грат с крошками, выбоины на поверхности металлического листа/заготовки появляются при низком положении фокуса (в минусе от номинала), налипание крошек происходит на высокой скорости и избыточном давлении кислорода. Метод устранения: понизить скорость резки на 5-10 %, поднять фокус в + от предыдущего значения.

Образование раковин, выдувание металла – последствие работы с высоким давлением режущего газа, с неправильно подобранными скоростью и мощностью. Дефект возможен, если не откалибровано расстояние до металла. Вероятность подобного брака сводится к нулю, если понизить скорость на 10%, давление на 1 бар, мощность на 5%.

Разрыв металла со стороны врезания на сечении 14-20 мм, большой кратер при прокалывании. Такой брак – следствие низкого положения фокуса, возможно неправильное расстояние d, неправильные параметры врезания "Твр", "р", "RC","Тпр", большое сопло дюзы. Чтобы не допустить бракованной партии и купить лазерную резку металла нужного качества, требуется увеличить фокус, поднять или опустить d (с шагом 0.2 мм в зависимости от последующего результата), поменять дюзу с меньшим соплом, сбросить параметры врезания на номинал.

Еще один вариант брака из-за неправильно настроенного оборудования – крупные гребешки, скос, высокая ребристость, которые не убираются фокусом. Причины – высокое давление режущего газа, неправильно подобрана мощность, высокая скорость; если по 1 стороне, то проблема с линзой, соплом. Способы устранения: понизить: скорость резки на 5-10%, давление на 0.1-0.3 бар, мощность на 10 %; если по 1 стороне - почистить линзу, поставить новую дюзу по сечению.
Заваривание отверстий по среднему контуру, сильное оплавление, не прорезание на обратной стороне могут образоваться, если поверхность листа неоднородная, ржавая или происходит перегрев детали в процессе резки. В зависимости от причины следует зачистить лист, увеличить время продувки и время охлаждения углов

Лист не прорезается по одной стороне. Это следствие не отцентрированного сопла, возможен дефект линзы и поверхности и сопла дюзы. Чтобы не забраковать партию сырья необходимо центрировать сопло, почистить или заменить линзу, поставить новую дюзу.

Очевидный дефект – прожиг заготовки, вкрапления и выбоины на срезе, при резке происходит закипание шлака и выплескивание его наружу, как следствие не прорезание. Причина – вкрапления в металле, неоднородная структура заготовки. Именно поэтому к давальческому сырью, поступающему от заказчика и выдвигаются определенные требования. Невозможно получить деталь высокой точности с идеальными параметрами, если «исходник» недостаточно качественный. Наладкой возникшую проблему решить нельзя. Как вариант можно прорезать данный участок на очень низкой скорости порядка 30-40 %.

Оплавление по среднему контуру (заусенец), расплавление и выдувание металла на обратной стороне S=14-20 мм могут возникнуть при резке лазером на высокой скорости, с большим давлением реж. газа, с низким положением фокуса. Во избежание брака целесообразно понизить скорость резки на 5-10 %, поднять фокус в + от предыдущего значения, снизить давление на 0.1 бар.

Отклонения от плоскостности сверх допускаемых значений возникает при высвобождении внутренних напряжений металла при резке, неправильном хранении сырья. Единственный способ устранить дефект – правка деталей.
Как видите, главные преимущества лазерной резки металла могут исчезнуть, если работу выполняют с нарушением технологий работ, неграмотной настройкой. Поэтому важно доверять сырье и раскрой специалистам, который обнаружат возможный брак на ранних этапах, выполнят изменение программы, обеспечат точность. Только так реально получить качественные, соответствующие чертежам детали и не использовать сырье в убыток себе.
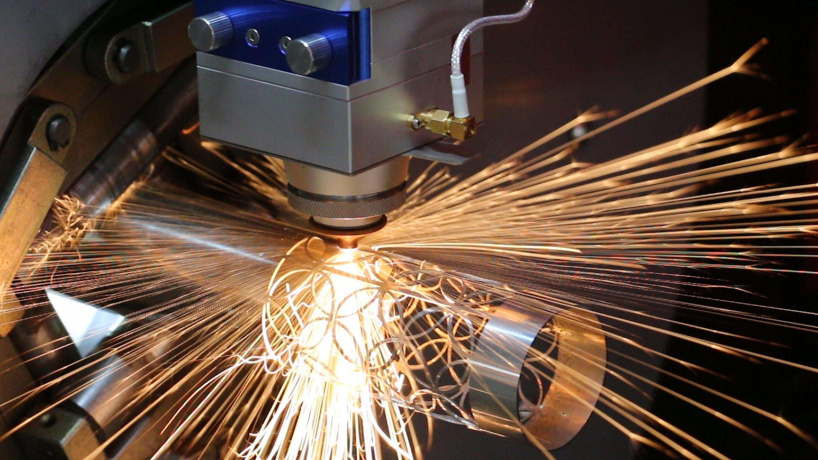
Важные факторы связанные с лазерной резкой [Часть 1]

Лазерная резка - это процесс резки лазерным лучом с помощью которого можно разрезать металлическое и неметаллическое сырье различной толщины. При соприкосновении лазерного луча с заготовкой, материал нагревается до такой степени, что плавится или испаряется.
Процесс лазерной резки тесно связан со следующими факторами:
- Режим работы лазера;
- Мощность лазера;
- Положение фокуса лазера;
- Высота сопла;
- Диаметр сопла;
- Вспомогательный газ;
- Чистота вспомогательного газа;
- Расход вспомогательного газа;
- Давление вспомогательного газа;
- Скорость резки;
- Материал подвергающийся резке;
- Качество поверхности материала (ржавчина, посторонние предметы и т.д.).
Параметры процесса, связанного с лазерной резкой, показаны на рисунке ниже.
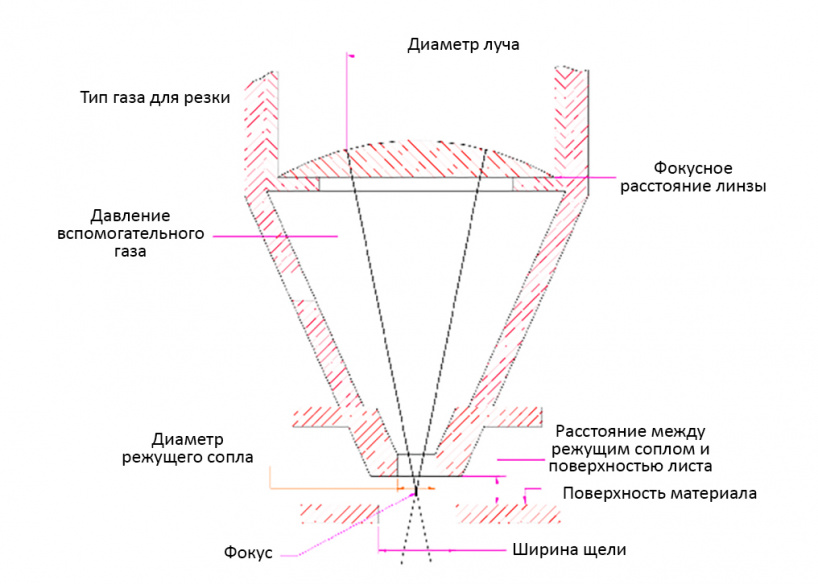
Рис. 1 Параметры процесса резания
I. Режим лазера
Режим лазера оказывает большое влияние на резку, и при резке необходимо использовать режим, позволяющий достигнуть поверхности стального листа и качественную линзу внешнего оптического тракта. При поперечным режиме лазера происходит распределение интенсивности света по поперечному сечению лазерного луча. Поперечный режим обычно рассматривается как стандартный режим лазера.
Для обозначения различных поперечных режимов используется символ TEMmn. TEM означает поперечную электромагнитную волну. M и N - целые положительные числа. Они представляют собой порядковые номера точек с нулевой интенсивностью света в направлениях оси x и оси Y соответственно, что называется порядковым номером режима. На следующем рисунке показаны схемы нескольких различных поперечных режимов лазерного луча. Режим TEM00 также называется основным режимом, и интенсивность любого пятна в нем не равна нулю. Если в направлении X есть пятно с нулевой интенсивностью, оно называется режимом TEM10; Если в направлении Y есть точка с нулевой интенсивностью света, это называется режимом TEM01. По аналогии, чем больше порядковые номера режимов M и N, тем больше точек с нулевой интенсивностью света в пятне. Лазерные лучи с различными поперечными режимами называются многомодовыми.
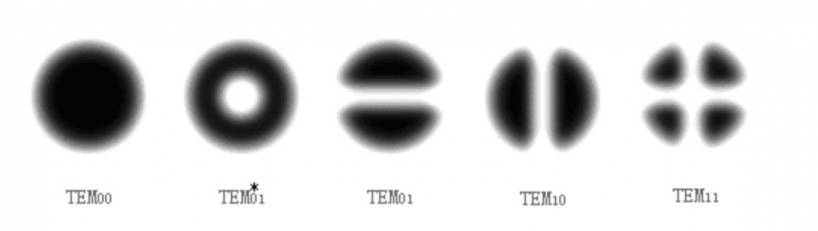
Рис. 2 Режим лазера
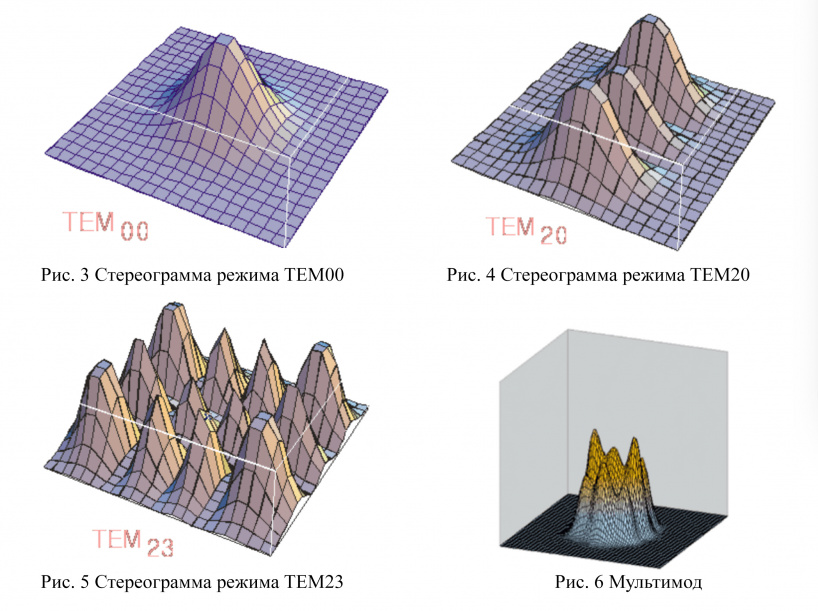
На рисунке выше режим TEM00 называется фундаментальным режимом. Режим TEM* 01 - это однокольцевой режим, также называемый квазифундаментальным режимом. Чтобы отличить его от TEM01, добавляется звездочка *. На самом деле, режим TEM01 и режим TEM10 можно рассматривать как один и тот же режим, поскольку оси X и Y изначально искусственно разделены. Стереограммы нескольких режимов показаны ниже.
II. Фокусное положение
Положение фокуса является ключевым параметром, поэтому крайне важно настроить его правильно.
1. Взаимосвязь между положением фокуса и поверхностью резания
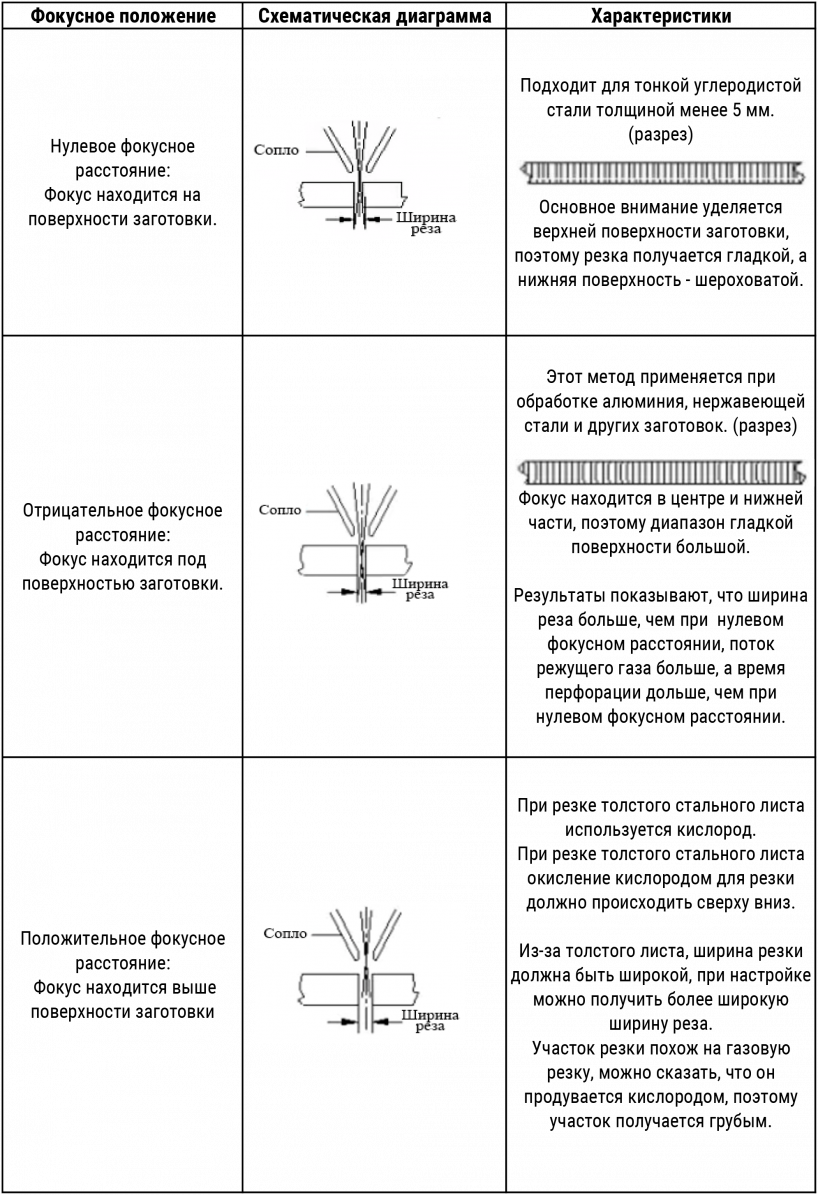
2. Влияние положения фокуса на сечение реза

3. Настройка фокуса
Отрегулировав фокусное расстояние, необходимо проверить размер проколотых отверстий. Положение с наименьшим отверстием является фокусом. Наилучший фокус для резки определяется в соответствии с процессом резки после определения фокуса.
III. Сопло
Форма сопла, диаметр сопла, высота сопла (расстояние между выходным отверстием сопла и поверхностью заготовки) влияют на эффект резки.
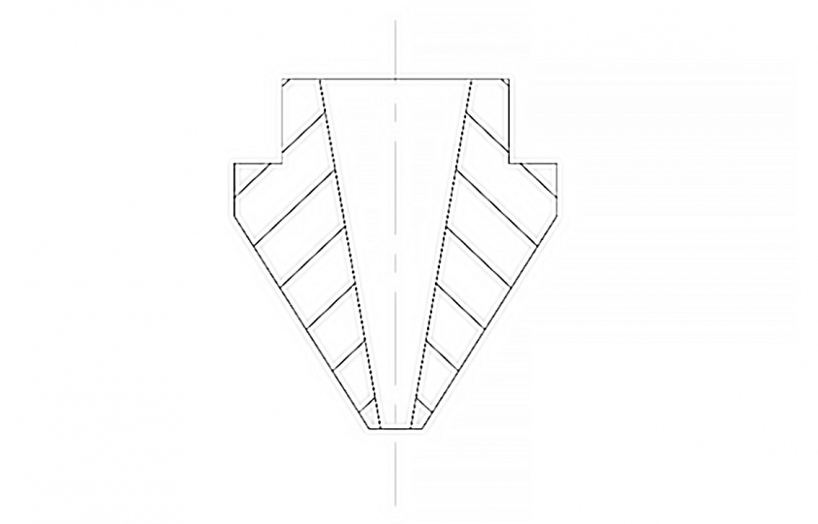
Рис. 7 Сопло
1. Функция сопла
1) Сопло может предотвратить отскок примесей вверх, и предотвратить загрязнение фокусирующей линзы.
2) Позволяет контролировать площадь и размер диффузии газа для контроля качества резки.
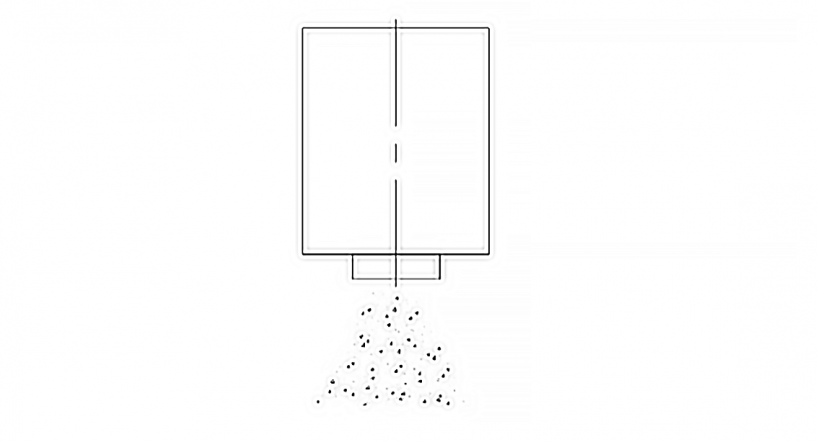
Рис. 8 Выброс газа без сопла
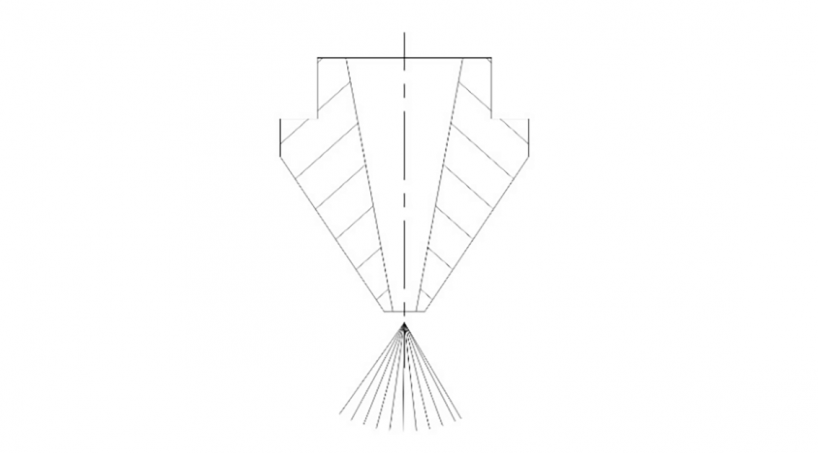
Рис. 9 Выброс газа с помощью сопла
2. Взаимосвязь между соплом и качеством резки
Соосность между центром выходного отверстия сопла и лазерным лучом является одним из важных факторов, влияющих на качество резки. Чем толще заготовка, тем больше влияние. Соосность будет напрямую нарушена при деформации сопла или появлении пятен расплава. Поэтому сопло следует тщательно хранить, чтобы избежать повреждений и деформации. Форма и размер сопла имеют высокую точность изготовления, поэтому следует обратить внимание на правильный метод установки. При использовании сопла в плохом состоянии, качество резки ухудшится, поэтому лучше заменить сопло новым.
Если сопло отличается от оси лазера, на качество резки повлияет следующее.
1) Влияние на режущую часть
Как показано на рисунке, когда вспомогательный газ выдувается из сопла, объем газа неравномерен, и на одной стороне есть расплавленное пятно, а на другой нет.
Это мало влияет при резке тонкого листа менее 3 мм, но при резке более 3 мм влияние оказывается серьезным, иногда он не может быть прорезан.
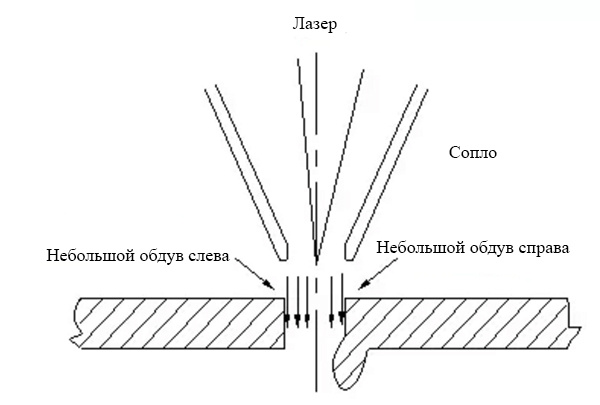
Рис. 10 Влияние соосности на сечение резания
2) Воздействие на острые углы
Если заготовка имеет острый угол или малый угол, легко может возникнуть явление переплавки, и толстый лист может быть не разрезан.
3) Воздействие на перфорацию
Перфорация нестабильна, время нелегко контролировать, толстая пластина будет переплавлена, а условия проникновения нелегко освоить.
Это мало влияет на тонкую пластину.
3. Регулировка соосности между отверстием сопла и лазерным лучом
Этапы регулировки соосности между отверстием сопла и лазерным лучом следующие:
1) Необходимо нанести чернильный тампон на выходную торцевую поверхность сопла (обычно красного цвета) и наклеить клейкую ленту на выходную торцевую поверхность сопла. Как показано на рисунке.
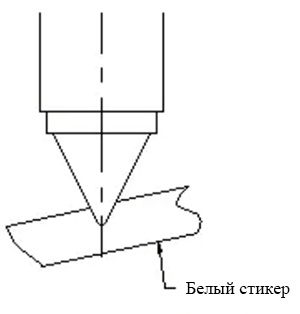
Рис. 11 Шаг 1 регулировка соосности
2) Используйте мощность 10 ~ 20 Вт, ручное управление.
3) Удалите самоклеящуюся бумагу, обратите внимание, чтобы она была направлена в одну сторону с соплом.
При нормальных обстоятельствах самоклеящаяся бумага оставит черное пятно, сожженное лазером. Однако, если центр сопла слишком сильно отклоняется от центра лазерного луча, черное пятно не будет видно (лазерный луч попадает на стенку сопла).
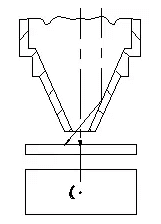
Рис. 12 Слишком большое отклонение сопла
4) Если центральная точка большая или маленькая, обратите внимание на соответствие условий и на то, не ослаблена ли фокусирующая линза.
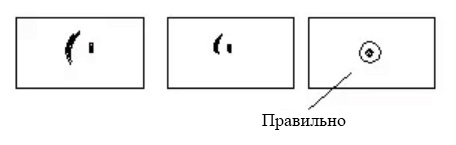
Рис.13 Незакрепленная фокусирующая линза
5) Обратите внимание на направление черной точки от центра сопла и отрегулируйте положение сопла.
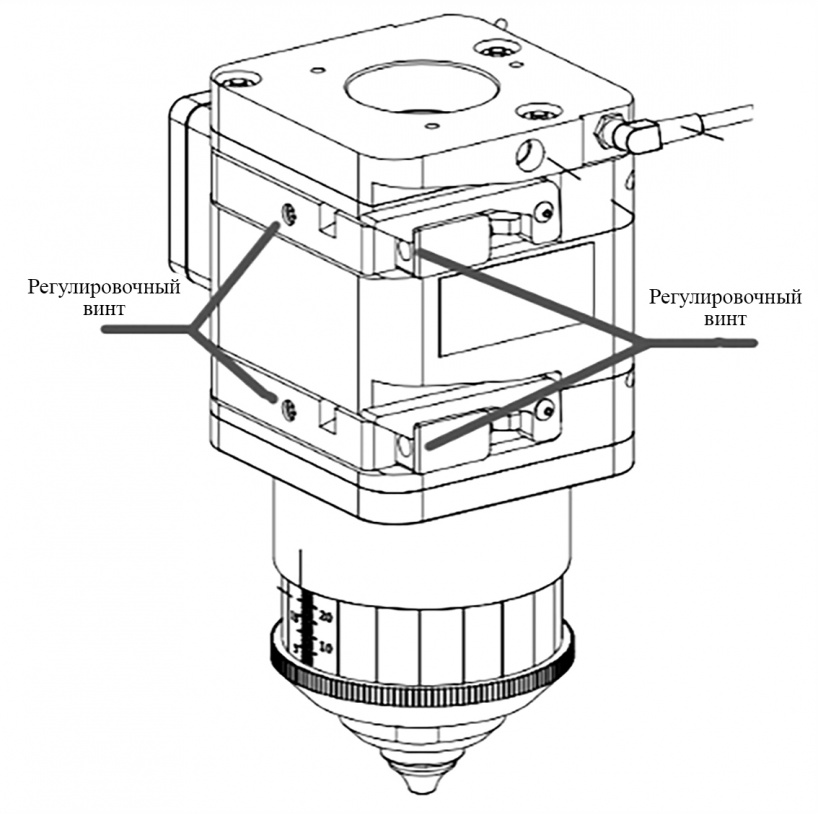
Рис. 14 Регулировка положения соосности лазерного луча
4. Диаметр сопла
Размер отверстия оказывает ключевое влияние на качество резки и качество перфорации. Если отверстие сопла слишком большое, расплавленный материал, разбрызгиваемый во время резки, может пройти через отверстие сопла и попасть на линзу. Чем больше диафрагма, тем хуже защита фокусирующей линзы и тем меньше срок службы линзы.
Сравнение диафрагмы сопла
| Диафрагма сопла | Расход газа | Мощность удаления расплава |
| Маленькая | Быстрый | Большая |
| Большая | Медленный | Маленькая |
Разница между соплом φ1 и φ1.5
| Диаметр сопла | Тонкая пластина (менее 3 мм) | Толстый лист (более 3 мм) Высокая режущая способность, более длительное время охлаждения и более длительное время резки |
| φ1 | Режущая поверхность в норме. | Область диффузии газа мала и нестабильна, но в принципе пригодная. |
| φ1.5 | Режущая поверхность будет толще, а на углу легко появятся пятна от расплава. | Область диффузии газа большая, скорость газа медленная, резка стабильная. |
5. Регулировка высоты сопла
Высота сопла - это расстояние между выходным отверстием сопла и поверхностью заготовки. Диапазон настройки этой высоты составляет от 0,5 мм до 4,0 мм, и мы обычно устанавливаем ее на уровне 0,7 мм-1,2 мм при резке. Если она слишком низкая, сопло будет сталкиваться с поверхностью заготовки. Если оно слишком высоко, концентрация и давление вспомогательного газа уменьшаются, что приводит к снижению качества резки. При перфорации высота должна быть немного больше, чем высота резания, и должна быть установлена на уровне 3,5-4 мм. Таким образом, можно эффективно предотвратить загрязнение фокусирующей линзы брызгами, образующимися во время перфорации.
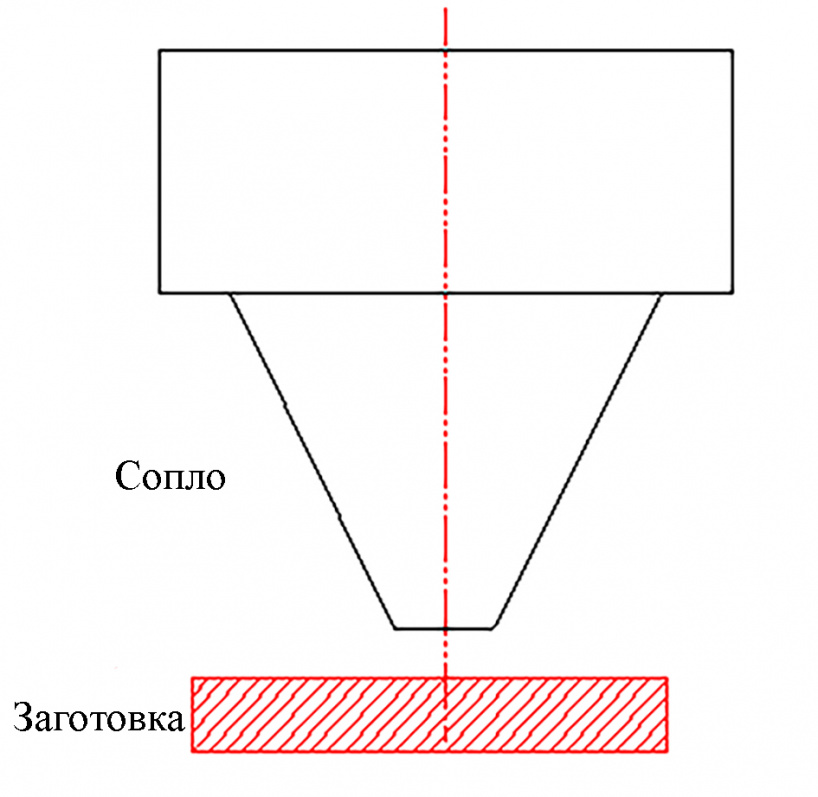
Рис. 15 Высота сопла
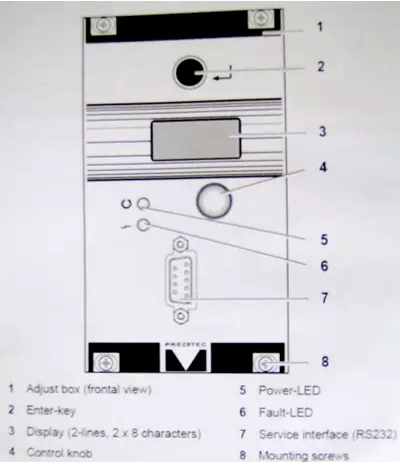
Блок управления емкостными датчиками
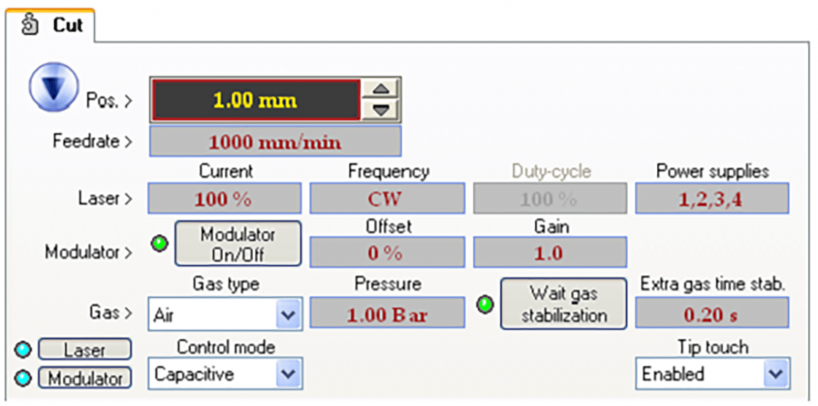
На рисунке в графе "Pos." показан элемент регулировки высоты сопла.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Качество лазерной резки
Высокое качество лазерной резки является одним из основных параметров, определяющих выбор данного типа оборудования для обработки металлических изделий. Лазер позволяет совмещать высокую скорость работы с качественными характеристиками обработки детали: ровность края и углов реза, точность.
Качество реза определяется рядом параметров: толщиной обрабатываемой заготовки, мощностью излучателя, типом металла. Из нашего материала вы узнаете, как эти факторы влияют на результат работы и что можно сделать, чтобы повысить качество изготовления деталей с помощью лазерной установки.
Преимущества лазерной резки

Среди огромного многообразия способов резки стальных материалов лазерная уверенно занимает одну из лидирующих позиций. Производя резы на высоких скоростях по любым геометрическим траекториям, она обладает рядом преимуществ:
- Нет никаких ограничений по траектории движения лазерного реза.
- При обработке не остается заусенцев, поверхность идеально ровная и чистая. Это означает, что не потребуется дополнительного времени на обработку кромки детали по ее периметру.
- Плавится минимальное количество материала при точности реза, что существенно экономит расход металла.
- Производится точная конфигурация, что немаловажно для создания сопрягаемых поверхностей.
Инструментом резки служит лазерный луч, сфокусированный в определенной точке под управлением оператора. В процессе реза по краям получаются поверхности идеальных параметров шероховатости, деталь практически полностью готова к использованию. При лазерной резке стальных материалов полностью отсутствует механический контакт, поэтому лазерная резка оргстекла, стекла или пластика превращает такие хрупкие материалы за короткое время в красивое изделие.
Процесс лазерной резки осуществляется на современных высокотехнологичных комплексах, оснащенных координатными столами с габаритами 1 500–2 500 мм, что позволяет изготавливать довольно сложные по геометрическим параметрам объемные детали. Посредством программ поступают команды на перемещение инструмента лазерной резки по всем координатным осям. В зависимости от модели оборудования охлаждение зоны реза осуществляется иногда способом обдува воздухом, но чаще всего используют воду. С помощью высоких мощностей лазерных установок достигается большая производительность при сохранении высокого качества лазерной резки.
Рекомендуем статьи по металлообработке
Лазерная резка – один из самых производительных и высокоточных способов обработки металла посредством термического резания. Этот вид применяется для обработки не только черных и нержавеющих сталей, но и многих цветных металлов. К особым преимуществам следует отнести способность производить операции с высокой точностью (±0,1 мм) узкого реза и требуемыми параметрами шероховатости поверхностей, что позволяет изготавливать детали самых сложных форм. Это в некоторых случаях может заменить более трудоемкие и затратные фрезерные операции и сверление. К примеру, отверстие диаметром 0,4 мм можно сделать при помощи лазерного луча окружностью 0,18 мм.
Лазерную резку целесообразно применять для изготовления даже небольших партий деталей, так как отпадает необходимость изготовления дорогостоящих литьевых форм. Следует обратить внимание на следующий факт: затраты на лазерную обработку ниже, чем при применении механической. К факторам, определяющим затраты на изготовление таким способом, относятся стоимость материала и время на обработку.
Сравнение качества лазерной и плазменной резки

В отличие от газовых лазеров, основным элементом твердотельных установок является осветительная камера, в которой расположены источник энергии и вещество, находящееся в твердом состоянии, применяемое в качестве активной среды.
Источником энергии является высоковольтная импульсная криптоновая или ксеноновая разрядная лампа. Твердотельный лазер работает на искусственно выращенных рубиновых кристаллах и на стекле с применением редкого элемента неодима. Кристаллический стержень и импульсную лампу окружают отражателями и помещают в резонатор между парой зеркал. При отражении света между последними его интенсивность возрастает. Кристалл производит свечение после накачки лампой.
Рабочее тело представляет собой розовый рубиновый цилиндрический стержень, легированный неодимом или иттербием. С обеих его сторон размещают зеркала, одно из которых отражающее, а второе – полупрозрачное. Стержень возбуждает лазерный луч, который многократно усиливается при отражениях, проходит сквозь полупрозрачное зеркало. Яркие вспышки могут достигать мощности тысяч ватт.
Волоконные лазеры тоже относятся к твердотельным установкам. Источником энергии в таком оборудовании являются полупроводники, а стекловолокна служат для усиления излучения.
Основные отличия волоконного излучателя от плазмы:
Волоконный излучатель
Плюсы/минусы
Плазма
Ширина лазерного луча по линии резки не более 0,03–1 мм, в зависимости от толщины материала
Ширина плазменного луча по линии 1–3 мм и более, в зависимости от толщины материала
Конусность вырезанных деталей отсутствует
Конусность вырезанных деталей – 15–30°
Резка небольших отверстий (менее 12 мм) в материалах толщиной более 6–10 мм
Резка небольших отверстий (менее 12 мм) в материалах толщиной более 6–10 мм невозможна
Детали с внешними и внутренними углами при любой толщине материала получаются идеальными
Детали с прямыми углами сделать невозможно
При правильном подборе мощности, скорости и давления газа облой исключен, допонительной обработки детали не требуется
При резке образуется большое количество облоя, что требует дополнительной обработки детали шлифовальными кругами
Цена на комплект станок + излучатель выше, чем на станок + плазма
Стоимость плазма + станок значительно ниже, чем иттербиевый (волоконный) станок
Экологичность при обработке в разы выше, так как при резке волоконным излучателем меньше сжигается металла при резки, что значительно снижает выбросы в атмосферу. Низкое энергопотребление по сравнению с плазмой
Большие выхлопы угарного газа при резке + высокое потребление электроэнергии
В таблице, приведенной выше, показан сравнительный анализ двух способов резания металлов: на лазерном волоконном (иттербиевом) оборудовании и станке плазменной резки. При высоких требованиях к классу точности изготовления стоит отдать предпочтение волоконному станку. При отсутствии повышенных требований точности следует остановить свой выбор на плазменном варианте использования оборудования.
2 параметра, определяющие качество реза лазерной резки металла
Максимально возможная толщина раскроя и скорость резки – эти два показателя зависят друг от друга, а также от мощностных характеристик лазерного резонатора, от исполнения привода координатного стола и от технологических параметров оборудования, заложенных фирмой-производителем. Каково будет качество детали после лазерной резки, в большей степени зависит от мастерства, опыта и профессионализма операторов, от правильно разработанных технологических процессов и рационального оснащения и обслуживания установок инженерно-техническим персоналом.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
1. Толщина раскроя.

Основным параметром, влияющим на возможность реза максимальной толщины материалов, безусловно, является мощность лазерного резонатора. Чем выше этот показатель, тем более толстый лист может быть обработан. Например:
- при резонаторной мощности 500 Вт – до 6 мм;
- при резонаторной мощности 700 Вт – до 7 мм;
- при мощности резонатора 1 кВт – до 10 мм;
- при мощности резонатора 2 кВт – до 14 мм;
- при мощности резонатора 3 кВт – до 16 мм;
- при мощности резонатора 4 кВт – до 19 мм;
- при мощности резонатора 5 кВт – до 22 мм.
При раскрое листового сортамента из нержавеющих сталей и цветных металлов с фиксированными значениями резонаторной мощности максимально возможная толщина уменьшится примерно в два раза по сравнению с обработкой черных металлов.
При раскрое углеродистых сталей толщиной свыше 22 мм необходимо рассмотреть другой тип раскроя, например, гидроабразивную или плазменную резку.
2. Скорость реза.
Еще одним важным параметром качества лазерной резки является время выполнения операций, то есть коэффициент производительности за единицу времени. Это способствует выполнению производственных планов и возможности максимальной загрузки заказами со стороны, что, несомненно, приведет к быстрой окупаемости оборудования.
Существуют три основных фактора, влияющих на скорость резания:
- вид и мощность лазерного устройства;
- модель и технические параметры координатных столов;
- оснащенность современным программным обеспечением.
От параметров мощности напрямую зависит максимально допустимая для обработки толщина листов и скорость реза. К примеру, для резонаторов оптоволоконного типа скорость контурного резания для черных сталей при толщине в 1 мм может достигнуть:
- 9 м/мин с мощностью источника лазера 0,5 кВт.
- 12 м/мин с мощностью источника лазера 1 кВт.
- 20 м/мин с мощностью 2 кВт.

Когда говорят о скорости резания по контуру, то подразумевают суммарное время перемещения режущего элемента по всей траектории, не зависящей от контура геометрии и фигур, какие бы они ни были (квадратные, прямоугольные, круглые, шестигранные и т. д.). Но важно учитывать, что при резке заготовок малых размеров или сложных геометрических форм, общие скорости резки будут ниже контурных скоростей. Параметры резания для каждой детали имеют свои особенности, поэтому технологи зачастую используют заниженные коэффициенты.
Нередко предприятия-изготовители подобных установок преднамеренно завышают в паспортных данных скорости резания. Поэтому целесообразно перед приобретением их продукции произвести тестовый пробный раскрой на их оборудовании, чтобы выявить реальное время изготовления и узнать действительную среднюю скорость операции. Иногда лучше этот процесс снять на видео и отослать заказчику по Интернету вместе с чертежами деталей.
Помимо скоростной, существует еще одна важная характеристика – ускорение холостого хода (подвод инструмента к зоне реза), которое могут развивать приводы координатного стола. Чем больше этот показатель, тем быстрее станок делает мелкие и сложные по конфигурации детали за единицу времени. В определении этой величины применяется физическое значение ускорения свободного падения (G = 9,81 м/с²). В линейных электроприводах развиваются более высокие ускорения по сравнению с приводами на реечных или шариковых винтовых парах.
Помимо этих двух основных показателей, важно учитывать, насколько удобные условия созданы для работы операторов и технологов. При хорошо отработанном технологическом процессе специалистам не надо тратить время на лишние настройки и дополнительные тестовые операции, на раскладку деталей.
Подбирая скоростные режимы, необходимо придавать основное значение качеству поверхности после лазерной резки. При завышении оператором скорости, превышающей установленное технологическим процессом значение, понижается качество, а при ее занижении падает производительность. В бесконтактные измерительные системы раскроя ARAMIS встроены таблицы выбора скоростей в режиме диалога с оператором, с помощью которых можно подобрать оптимальные параметры скорости обработки металла, ориентируясь на сложность контура и толщину изготавливаемого изделия.
В некоторых случаях обозначенные в программном обеспечении оптимальные скорости резки иногда не совсем устраивают технологов, тогда они могут вручную произвести коррекцию, сравнив качество по тестовым эталонам. В таких случаях мастерство обслуживающего персонала по раскрою является важным и незаменимым качеством, которое обычно приходит, по мнению опытных специалистов, после наработки более 10 км реза.
3 способа повысить качество лазерной резки
На каждом виде лазерных установок периодически необходимо производить процедуру очистки рабочих инструментов. У каждой модели предусмотрена индивидуальная процедура очищения.
У дисковых или волоконных лазеров следует очищать стекла, предназначенные для защиты линз режущего блока.
При обслуживании углекислотных лазеров необходимо полировать поверхности линз. Профессионалы отдают предпочтение полировке Topol polish от фирмы TRUMPF. Однако многие операторы не знают принципы ее применения и производят замену поцарапанных линз на новые, что увеличивает расходы.
Правильную полировку нужно выполнять круговыми движениями по поверхности оптики, нанося умеренное количество пасты и с определенным усилием нажима. Специалист должен уметь обнаруживать и определять все дефекты линзовой поверхности. В этом поможет поляризатор, дополняющий углекислотный лазер. Несмотря на высокую стоимость, затраченные на него средства быстро окупаются.
Для проверки используется пробивка натянутой ленты, на которую направляется лазерный луч малой мощности в течение одной секунды, потом осматривается пробитое отверстие и место его позиционирования.
При направленном освещении определяется сдвиг отверстия относительно центра сопла, который не должен превышать 1 мм. Это выполняется при использовании стекла с 10-кратным увеличением и с подсветкой. Произведя корректировку центра сопла, можно увеличить производительность резания на 80 % по сравнению с начальными параметрами.

На современном оборудовании предусмотрено автоматическое тестирование фокусного расстояния. А до появления новых моделей станков тесты производились другим способом, к примеру, как «световой тест».
Примером может служить старый аппарат японской станкостроительной корпорации Mazak. При тестировании специалист производит включение луча лазера малой мощности и, поворачивая ручку круговым движением, добивается идеального фокуса. Как только луч приобретет синий цвет, оператор останавливает процесс и записывает номер, возвращая головку в исходное положение. Такая последовательность действий повторяется три раза. В итоге вычисляется среднее арифметическое значение и помещается в контроллер.
Работнику необходимо найти тончайший штрих на тестовом образце, удостовериться, что на ней фокус контроллера находится в положении «0». Если полоске соответствует другое значение, то необходимо переместить точку фокуса на это расстояние и перезапустить тест. Операцию повторяют до полного совпадения полоски и нулевой отметки.
При грамотной разработке технологических процессов и рациональном использовании расходных материалов на современном оборудовании можно достичь больших показателей экономического эффекта за счет скоростной обработки с сохранением хорошего качества исполнения лазерной резки.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: