Лазерная пробивка отверстий в металле
Обновлено: 05.07.2024
Предлагаем предприятиям и организациям Москвы, Московской и ближайших областей выполнить лазерное сверление отверстий в ваших заготовках. Услуга может входить в комплекс необходимых операций по изготовлению изделий. Мы выполняем крупносерийные и мелкосерийные заказы, а также работаем с единичными экземплярами необходимых вам деталей.
Особенности метода
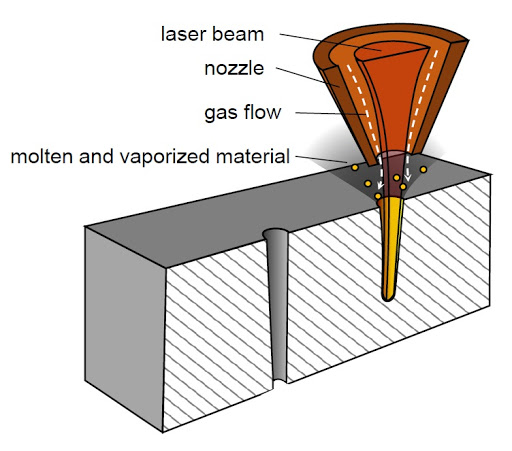
Технология основана на локальной передаче энергии направленного излучения в толщу материала, результатом чего становится его расплавление и частичное испарение. Сверление лазером позволяет получать сквозные и глухие микроотверстия цилиндрической и конической формы, диаметр которых измеряется десятками или сотнями микрон. В настоящее время существует несколько разновидностей метода.
- Одноимпульсный. Энергия луча поступает в виде единичного мощного импульса, в результате которого возникает отверстие с заданными параметрами. Толщина листа при этом не должна превышать 1 мм.
- Перкуссионный (ударный). Обработка выполняется последовательно несколькими импульсами, направленными в одну точку. Расплав вытесняется парами, образующимися в результате энергетического воздействия. Способ позволяет получать отверстия с четкими краями глубиной до 30 мм и выполнять обработку под наклоном к плоскости листа.
- Трепанирующий. Вначале пробивается сквозное отверстие небольшого диаметра, которое затем расширяется при перемещении луча и/или заготовки. Толщина оплавленного слоя на стенке при этом уменьшается.
- Спиральный. Происходит точно так же, как и перкуссионный способ, однако благодаря вращению луча материал срезается в форме спирали. Высокая точность размеров достижима даже для тонких листов (до 2 мм), кроме того, появляется возможность выполнять резы со стенками заданной конусности, положительной либо отрицательной.
Преимущества технологии
- Бесконтактное воздействие не создает напряжений и не деформирует металл.
- Благодаря мелкой оптики лазерное сверление может применяться в труднодоступных участках заготовки (например, при изготовлении форсунок).
- Тепловое воздействие на деталь минимально, не требуется охлаждение заготовки.
- Возможна автоматизация процесса для крупносерийного изготовления изделий.
- Перенастройка станка достаточно проста, не требует смены рабочего оборудования и выполняется быстро.
- Основное достоинство – возможность микросверления, недостижимая при использовании механических инструментов.
Обратитесь к нам, чтобы обсудить условия и сроки выполнения вашего заказа по лазерному сверлению металла, керамики либо других материалов.
Требования к чертежам
Заказы на обработку принимаются в виде чертежей в любом векторном формате.
Мы так же готовы подготовить для вас чертежи по вашим эскизам, ТЗ или описанию.
Написать нам
Цены на услуги
Стоимость услуг зависит от сложности и срочности работы рассчитывается индивидуально для каждого заказа
В штате нашего предприятия работают высококвалифицированные специалисты, опытные конструктора и технологи , которые окажут БЕСПЛАТНЫЕ консультация по услугам, ответят на все Ваши вопросы, при необходимости изготовят пробы.
Карта сайта ПВЦ «Лазеры и технологии»
Адрес: 124460 Москва, г. Зеленоград, Георгиевский проспект, дом 5 строение 1
Перфорация отверстий в металле: от крепежа до рекламных модулей
Для просмотра видео требуется современный браузер с поддержкой видео HTML5.
Перфорация отверстий в металле:
от крепежа до рекламных модулей
Получить в металлическом листе неограниченное количество одинаковых и геометрически правильных пустот помогает технология перфорации отверстий в металле. Есть несколько методик ее выполнения - от простых до сложных. Выбор способа зависит от толщины листа, от формы и числа элементов, которые необходимо проделать в каждой заготовке. Судить об эффективности того или иного метода можно по параметрам точности и по качеству изделия.
Как производится пробивка отверстий в металле?
Все способы пробивки условно можно разделить на ручные и автоматические. Простейшим ручным считается высверливание отверстий нужных размеров посредством использования сверл разного диаметра. Это очень ограниченная в возможностях технология, ведь при помощи нее можно проделать в листе только круглые пустоты. И так как процесс проводится вручную, далеко не идеальной формы. Ненамного, но повышает шансы на качественную работу сверлильный станок.
Инструмент для перфорации листового металла
Ручная перфорация отверстий в листовом металле может выполняться и методом пробивки. Это тоже очень трудоемкий и неэффективный процесс, при котором “первую скрипку” играют молоток или кувалда. Они могут использоваться самостоятельно или в дополнение к ручному прессу.
Намного более совершенным устройством выглядят комбинированные пресс-ножницы. Работа этого оборудования основана на взаимодействии двух обязательных участников качественной перфорации - статичной матрицы и движущегося пуансона. Однако возможности этого механизма также невелики - с помощью него можно вырубить простые отверстия треугольной или прямоугольной формы.
Кроме большого количества погрешностей все вышеперечисленные устройства отличаются низкой производительностью, а значит, выполнение серийных заказов на них невозможно.
Координатная пробивка металла
В отличие от перечисленных технологий координатная перфорация отверстий в металле считается современной и передовой, особенно если выполняется на координатно-пробивных прессах с чпу. Их мощность настолько высока, что на заготовку может оказываться давление до двух тонн. Работает такое оборудование по специально созданной для каждого изделия программе, что полностью исключает ошибки. Кроме кругов, прямоугольников и треугольников такой пресс может “штамповать” отверстия любых форм.
Достоинства пресса для перфорации
листового металла
- детали для корпусов,
- элементы крепежа,
- элементы интерьера - например, межкомнатные перегородки,
- балконные ограждения,
- вентиляционные решетки,
- рекламные модули и многое другое.
Матрицы для пробивки отверстий
в листовом металле
Матрицы для перфорации могут быть стандартными или изготавливаться по спецзаказу. При проектировании этой детали учитываются размеры и форма отверстия, толщина листа, особенности металла или сплава, из которого он изготовлен. Они могут выпускаться индивидуально или партиями разного объема. В зависимости от сложности стоимость матрицы может начинаться от 400 рублей, а для редких и уникальных изделий - превышать 10000.
Цена перфорации листового металла
Каждое предприятие, предлагающее перфорацию отверстий в металле, рассчитывает стоимость работ индивидуально. Некоторые определяют цену часа загрузки оборудования, другим важнее определить минимальную сумму заказа. И всё-таки наиболее понятны и прозрачны прайсы, где за “точку отсчета” берется стоимость одного отверстия. Для оборудования с чпу она, как правило, составляет не более пяти-шести рублей. Конкретика зависит от толщины листа и типа материала.
Фигурная пробивка отверстий в листовом металле
Наряду с типовой, но реже выполняется фигурная пробивка отверстий. Эта работа связана с составлением индивидуального проекта и пошаговой работы над ним многих специалистов. В результате на металле появляются отверстия причудливых форм: от сложных геометрических фигур до художественных элементов.
Однако если лист металла необходимо превратить в ажурное полотно или картину художника с мировым именем, технологии координатной пробивки здесь окажутся бессильны - они уступят место декоративной резке на лазерном станке.
Перфорация металлических
распределительных шкафов
Один из постоянных заказчиков перфорации отверстий в листовом металле - энергетическая отрасль, а конкретно - сборка оборудования и прокладывание коммуникаций. Перфорированные листы здесь используются в монтаже корпусов распределительных шкафов. Технология сверления признана этой отраслью неэффективной: у отверстий получаются неровные края, которые необходимо дорабатывать, что намного замедляет производительность. Перфорирование при помощи пресса считается простым и экономически оправданным.
Пробивка отверстий и перфорация - в чем разница?
Наряду с термином “перфорация” применительно к листовому металлу используется еще одно обозначение процесса - пробивка. Не избежали мы подобной “подмены понятий” и в нашей статье. На самом деле при всей похожести слов скрывающиеся за ними технологии все-таки стоит разграничивать. Перфорация - общий процесс, объединяющий все известные виды получения отверстий в листе. Пробивка - лишь один из процессов, который, в частности, выполняет координатно-пробивной пресс.
Смещение отверстий и другие ошибки пробивки
Несмотря на то, что при автоматической перфорации отверстий в металле ошибки практически исключены, точность процесса может зависеть от человеческого фактора. Например, на этапе написания программы для станка. Недостаток опыта и профессионализма способен безнадежно испортить заготовку и привести, например, к таким дефектам, как смещение отверстий относительно друг друга, нарушение симметрии рисунка.
Несоответствие пуансона и матрицы по габаритам, а также затупление инструмента неизбежно ухудшают качество отверстия: на краях образуются заусеницы. Несоблюдение пропорций диаметра пустот к толщине листа может вызвать такой критический дефект, как трещины.
Где заказать перфорацию металла?
Избежать неоправданных материальных трат и разочарований очень просто: заказывайте работу только профессионалам. У наших специалистов огромный опыт перфорации отверстий в листовом металле. Мы изготовим для вас любые изделия по уже имеющемуся проекту или разработаем его “с нуля”. Наш цех использует только оборудование с чпу, а значит, высокие точность и скорость процесса гарантированы. Обращайтесь!
Пробивка отверстий в металле: просто, быстро и доступно
Пробивка отверстий в металле: просто, быстро
и доступно
Получить отверстие в металлической заготовке можно несколькими способами: например, просверлить или вырезать его. Не последнее место в методах подобной обработки занимает технология, при которой из металла выдавливаются участки заданного размера и формы. Ее называют пробивкой отверстий.
Из истории пробивки отверстий
Технология машинной пробивки листа - на удивление молодая технология. Она начала развиваться с 1885 г., когда бельгиец Ф. Шапар открыл специализированное предприятие - фабрику пробивных жестей и полотен. Начиная с того времени методика лишь незначительно усовершенствовалась в течение более чем ста лет. Расширялся только список материалов, для которых была доступна пробивка.
Пробивка отверстия и перфорация - в чем разница?
Иногда к нам на производство приходят заказчики с просьбой не пробить, а перфорировать металл. Большой ошибки в терминологии они в этом случае не делают, ведь пробивка считается одним из способом перфорации. И если перфорация допускает сверление, обработку фрезой, плазменным и лазерным лучами, то пробивка отверстий в металле выполняется на достаточно стандартном оборудовании - ручном или автоматическом.
Пробивка отверстий в металле: особенности технологии
Наиболее подходящими для пробивки считаются листы металла толщиной не менее 0,5 и не более 4 мм. В отличие от перфорации пробивка труб не представляется возможной, и это связано с особенностями оборудования.
Как и при гибке, с заготовкой соприкасаются два элемента - матрица и пуансон. Последний играет роль пробойника, а матрица - подложки под лист, в которой имеются отверстия. Так как пробивка отверстий в листе относится к серийным производствам, главным требованием к пуансону и матрице считается износостойкость.
Инструменты для пробивки отверстий в металле
Простейшими технологиями пробивки считаются ручные: сверление дрелью или пробивка при помощи ударного инструмента. Если просверлить отверстие можно на фрезерном, токарном или сверлильном оборудовании, “ударную” пробивку осуществляют на ручных прессах.
Более качественным и надежным оборудованием для пробивки отверстий считаются прессы. Самый простой из них - пресс-ножницы. Несмотря на ограниченность функционала, на таком инструменте можно разделить лист на полосы и выполнить простейшую перфорацию - в виде отверстий треугольной или квадратной формы. Пробивка более сложных требует установки дополнительного инструмента.
И, наконец, самым мощным и точным оборудованием для выполнения этой операции считаются прессы. В зависимости от строения и назначения они могут быть револьверными или координатными. Координатные позволяют не только пробить любое количество отверстий, но и сделать массово.
Пробивка металла
Если углубиться в теорию, пробивка отверстий в металле относится к операциям холодной штамповки. Вместе с ней в эту же группу входят резка, отбортовка, вырубка, обжим, формовка, вытяжка, гибка. Наиболее родственной пробивке технологией можно считать вырубку, хотя они преследуют разные цели. То, что после пробивки считается отходом и отправляется на переплавку, при вырубке представляет собой готовую деталь.
Расчет необходимого усилия пробивки
- периметра пуансона;
- толщины листа;
- коэффициента, соответствующего виду материала;
- усилия самого материала.
Если сравнивать металлы по мягкости-жесткости, самым податливым является мягкий алюминий (коэффициенты 0,30-0,50). Самый высокий коэффициент вида материала у нержавеющей стали - 1,50.
Цены на координатную пробивку отверстий в металле
- время на обработку одного листа и на подготовительные операции, предшествующие обработке;
- количество и форма отверстий;
- наличие готовой программы обработки или необходимость ее писать;
- объем заказа (чем выше серийность, тем ниже цена за одно отверстие);
- срочность заказа;
- амортизация инструмента.
Пробивка отверстий в листах и профиле
При помощи технологии пробивки отверстий можно обработать не только листы, но и профильные заготовки. Но так как это очень сложная операция, выполнить ее можно на координатных станках. Уголки, балки, швеллер и другой прокат с образованными отверстиями используются для производства мебели, сборки легких металлоконструкций, а также в строительстве - для облицовки зданий и внутренней отделки.
Смещение отверстий и другие дефекты пробивки
Неопытные работники часто сталкиваются и с такой ошибкой, как образование заусенцев. Это прямое следствие того, что матрица и пуансон не сочетаются по размерам. Второй фактором появления заусенцев - плохая заточка инструмента. Не допускается к работе и неисправный пуансон, так как нарушения на его поверхности могут привести к образованию борозд.
Справочник: полное руководство по лазерному сверлению
Лазерное сверление это процесс, который будет использоваться для сверления больших и малых отверстий в различных металлах. Можно создать сквозное отверстие, которое идеально подходит для разработки некоторых конкретных элементов, таких как вентиляционные отверстия. Другие отверстия могут быть меньшего размера, чтобы сделать поверхность шероховатой.
При лазерном сверлении будет использоваться лазерный луч при сверлении металла. Вы можете точно управлять лучом, чтобы он восстановил желаемый результат. Лазерное сверление - это концепция, которая развивалась на основе старых технологий.
Кроме того, лазерное сверление позволяет получать отверстия разных размеров и форм на разных типах материалов.
Как работает лазерное сверление
Лазерная обработка - это уникальный метод сверления отверстий термообработкой. Это полностью происходит, когда вы используете большую энергетическую глубину. Пользователь сосредоточится на интенсивных лучах, которые вызовут плавление и, в конечном итоге, испарение материала.
Следовательно, давление пара заставит частицы выходить из буровой скважины. Можно использовать импульсный лазер для получения требуемых результатов и глубины. Процесс будет успешным благодаря следующим факторам.
У вас есть возможность использовать три метода сверления. Просверлить отверстия диаметром менее 0.25 мм всегда сложно. В ответ вам понадобится лазерное сверление, чтобы точно просверлить такие отверстия.
Такие отверстия можно просверлить на любых материалах. Тем не менее, вы также можете удобно сверлить хрупкие материалы, такие как керамика, драгоценные камни и твердые металлы, такие как сталь.
Лучшим методом сверления твердых материалов является трепанирование. Вы начнете с перекрытия и начнете сверление, которое включает круговые движения. Это автоматический процесс, требующий надлежащей защиты маски.
Лазерное сверление - это процесс, который хорошо работает при автоматизации. При сверлении отверстия должны присутствовать следующие параметры:
Вам также понадобится симуляция и моделирование. Таким образом, процесс станет более предсказуемым и точным. Круто то, что лазерное сверление оказалось менее затратным методом по сравнению с другими устаревшими методами, такими как механический способ сверления отверстия.
Сверление микроотверстий является прекрасной альтернативой пробивке, ЧПУ и электроэрозионной обработке. Такие методы оказываются разрушительными при сверлении отверстия. Лазерное сверление полезно в обрабатывающей промышленности.
Пользователь по достоинству оценит высокую точность сверления определенных материалов, таких как медь, резина, стекло и другие. Метод соответствует точным производственным спецификациям.
Благодаря мощности лазера вы можете просверлить отверстия разного размера. Также это будет зависеть от управления движением. Также потребуется быстрое прототипирование, чтобы сделать определенный диапазон отверстий разного размера.
Что интересно, метод лазерного сверления обычно динамический. Его также можно использовать для изменения диаметра отверстия, качества кромки и глубины отверстия.
Интересным аспектом лазерного сверления является то, что отверстия имеют конусность. В других определениях отверстие может быть необязательно прямым. Кроме того, отверстие может быть переотложено, поскольку вы будете проделывать отверстие за счет резких фазовых изменений.
В процессе сверления использованный материал будет плавиться. Позже те же элементы подвергаются охлаждению, прежде чем снова затвердеют. Примечательно, что переосаждение происходит в основном на длинных импульсах.
Вы можете уменьшить как повторное осаждение, так и сужение, выбрав более короткие длительность импульса и длину волны. Примечательно, что природа лазерного луча может помочь пользователю в сверлении твердых материалов, таких как алмаз и другие синтетические материалы.
Интересно, что вы также можете создавать лазеры на материалах с покрытием. Процесс программируется; следовательно, он обеспечивает высокоскоростное бурение.
Виды лазерного сверления
Лазерное сверление трепана
Трепан - это процесс использования нескольких слоев для просверливания отверстия. Вы сделаете отверстие ударным методом. После этого вы увеличите отверстие с помощью лазера. Он движется круговыми движениями, расширяя отверстие. Расплавленные материалы автоматически начнут падать через отверстие.
Ударное лазерное сверление
Здесь вы будете использовать один лазер для создания необходимого сквозного отверстия. Используя этот метод, вы можете сделать несколько отверстий. Интересно, что вы будете использовать только один луч. Следовательно, будут созданы более точные и более глубокие отверстия.
Спиральное лазерное сверление
Спиральное лазерное сверление почти аналогично сверлению трепаном. Заметная разница в том, что вам может не понадобиться начальная пилотная скважина. Лазер с самого начала будет работать, двигаясь круговыми движениями. Лишние материалы начнут стрелять вверх, а не двигаться вниз.
Итак, какой из трех упомянутых лазерных процессов лучший? Что ж, это во многом будет зависеть от результата конкретного, из того, что вы хотите. Это быстрый в использовании процесс.
С другой стороны, другой может быть медленным, но в нем есть прецизионные отверстия. В случае сомнений будет разумно проконсультироваться со специалистом.
Материалы, используемые для лазерного сверления
Существуют различные материалы, которые можно использовать для сверления. Вот они:
пластики
Вы можете использовать лазерное сверление на пластике. Это может быть печатная плата (PWB) или печатная плата (PCB). Также можно просверливать отверстия в многослойных платах из различных материалов, таких как изолятор и медь.
Еще один прекрасный пример - просверлить отверстия для шумоподавления; это можно сделать на полимерных гильзах двигателей самолетов. Некоторые другие материалы - это ПЭТ, ПВХ и полимерные композиты.
Металлургия
Большинство металлов подходят для лазерного сверления. Самые распространенные из них:
кремний
Кремний - это обычно нежный и тонкий материал. Вы можете использовать его для изготовления печатных схем в автомобильной промышленности. При лазерном сверлении кремния не происходит плавления кромок или образования микротрещин. Оставит материал в правильном виде
Вы также найдете печатные платы в телефонах, компьютерах и телевизорах. Можно также использовать высокоскоростное лазерное сверление кремниевых материалов для разработки солнечных элементов с высокой эффективностью. Процесс будет готов через несколько секунд.
Алмазные
Вы можете применить лазерное сверление, чтобы улучшить качество алмаза. Это надежный метод повышения четкости изображения. Луч будет делать небольшие отверстия, более тонкие, чтобы их мог заметить человеческий глаз.
Кроме того, лазерный луч расплавит любые примеси в алмазном материале, чтобы сделать его чистым. Чем чище бриллиант, тем выше его стоимость. Кроме того, вы можете использовать процесс лазерного сверления при заполнении трещин на алмазе. В результате бриллиант останется новым.
Сталь и никель
Возможно создание прецизионных отверстий в некоторых известных металлах, таких как сталь и никель. В результате в процессе изготовления можно изготавливать множество предметов. Когда вы создаете микроотверстия, материал может быть полезен при изготовлении медицинских принадлежностей и фармацевтической промышленности.
Некоторое доступное оборудование, являющееся результатом лазерного сверления, - это шприцы, ампулы и многое другое. Лазерное сверление также является профилактической мерой. Вы можете использовать его для проверки дефектов медицинского оборудования, например, шприцев. Можно определить, есть ли в нем возможная утечка.
Рок
Большинство компаний газовой и нефтяной промышленности используют лазерное бурение для прорезания горных пород. Похоже, это новая концепция, которая вызывает волну на рынке. Это полезный альтернативный метод для других подходов к бурению.
Одним из больших преимуществ является то, что это снижает затраты на бурение, особенно геотермальных стен. По мере роста популярности лазерное бурение станет стандартом в нефтяной и буровой отраслях.
Керамические
Вы также можете использовать лазерное сверление для сверления хрупкого материала. Самый распространенный элемент в этой категории - керамический материал. Это придаст ему отличную отделку.
Преимущества лазерного сверления
- Это бесконтактная техника. Тип буровой среды предполагает легкий. В других определениях вам не понадобится физический контакт между заготовкой и движущимися частями. Он не изнашивает сверлильную часть, а также не загрязняет заготовку.
- Можно создать высокое соотношение сторон. Вы можете легко сделать небольшие отверстия с соотношением сторон 30: 1.
- Лазерное сверление - это метод, который отлично работает с разными материалами, не ломая их. Они могут варьироваться от металлов до камней, дерева и резины.
- Процесс лазерного сверления позволяет решить несколько задач. Таким образом, вы можете запрограммировать его для адаптации к конкретным задачам.
- Лазерное сверление - это быстрый процесс, который увеличит вашу производительность.
Недостатки лазерного сверления
- Для запуска процесса потребуется большой капитал.
- В некоторых процессах может выделяться избыточное тепло, что приводит к трещинам в материале.
Заключение
Лазерное сверление оказалось эффективным методом по сравнению с другими традиционными методами. Во-первых, это упрощает работу и позволяет в короткие сроки серийно производить одни и те же изделия.
Вы можете не обращать внимания на его недостатки и сделать его приоритетом, приняв его принципы. Поступая так, вы становитесь более востребованными в отрасли. Вы можете принять решение сейчас и не сожалеть об этом позже.
Ссылки на связанные источники:
Рошиндустри специализируется на высоком качестве Быстрое прототипирование, быстрый мелкосерийное производство и крупносерийное производство. Услуги быстрого прототипа, которые мы предоставляем, - это профессиональный инжиниринг, Обработка CNC включая фрезерные и токарные станки с ЧПУ, Изготовление листового металла или прототипирование листового металла, Умрите литье, металлическое тиснение, Вакуумное литье, 3D печать, SLA, Изготовление прототипов методом экструзии пластика и алюминия, Быстрая оснастка, Быстрое литье под давлением, Обработка поверхности закончить услуги и другие услуги быстрого прототипирования Китая, пожалуйста свяжитесь с нами прямо сейчас.
Читайте также: