Лазерная резка цветных металлов
Обновлено: 19.05.2024
Лазерная резка на станке с чпу – ключевое направление деятельности нашего предприятия. Мы оказываем услуге в обработке цветных металлов и нержавеющей стали, работаем с листовым металлом, профилем, трубами и металлоконструкциями. Мы учитываем мнение каждого заказчика, поэтому предлагаемые нами услуги пользуются высоким спросом. Много лет качественной работы на рынке металлопроката Москвы и России не прошли бесследно. Своим клиентам мы помогли реализовать проекты, вне зависимости от их сложности, благодаря чему уверены, что они сделали правильный выбор.
Лазерная резка нержавейки, алюминия, титана подходит для всех металлических изделий в различных областях производства. При резке используется точечный раскрой, позволяющий производить самые сложные фигуры по низкой стоимости. Заказ элементов нестандартной формы из трубы и листа, используется для промышленности и строительства.
Устройство и принцип работы
Если вы хотите заказать данную услугу, не будет лишним узнать об особенностях технологии, а именно, как обрабатывается металл. Так, для проведения лазерной резки необходимы:
Рабочая среда. Она является источником излучения. Обычно используется 3 типа сред: твердотельные (мощность 6 кВт), газовые (мощность 20 кВт), газодинамические (мощность достигает 100 кВт).
Источник энергии. Необходим для создания электромагнитного излучения.
Оптический резонатор. Система зеркал, которые усиливают лазерное излучение.
Мы используем оптоволоконный лазер мощностью 2 кВт. Принцип работы устройства несложен. Световой луч пропускается через набор зеркал и линз, в связи с чем площадь его конечной точки становится равна нескольким квадратным микрометрам. Такая высокая степень фокусировки позволяет свету нагревать металл до температуры плавления.
Для выполнения сложного раскроя листа нужно управлять лучом по заданной траектории с определенной скоростью. Благодаря этому получится сделать более гладкий и ровный край среза. Поскольку срез может иметь разные формы, в том числе и сложные, эту процедуру лучше доверить роботу. Оператор в данном случае только задает траекторию движения луча по поверхности металла. Таким образом и работает современное оборудование.
Выделяют 3 типа станков, в зависимости от рабочей среды:
Твердотельные световые аппараты. Действующим механизмом служит газоразрядная лампа. В качестве усилителей применяются установки из зеркал, которые многомерно усиливают луч. Резка стали, нержавейки, алюминия может осуществляться в стабильном и импульсивном режимах.
Газовые лазерные станки. Тепловая энергия создается с помощью газа. Обычно применяются азот и кислород. Для создания энергетической мощности смеси газов соединяются с лазерным лучом.
Газодинамические лазерные станки. Такое оборудование функционирует за счет нагревания углекислого газа до 3000 кельвинов, что усиливается лазерным лучом более слабой мощности. На сегодняшний день популярны станки с системой ЧПУ. Автоматизация практически исключает вероятность возникновения ошибки даже в случае работы с непростыми изделиями.
Как резать лазером медь и другие светоотражающие металлы?

Лазерная резка низкоуглеродистой и нержавеющей стали имеет долгую историю и является одним из применений CO2-лазеров. Однако CO2-лазеры традиционно не являются хорошим решением для резки материалов с высокой отражательной способностью.
Длина волны излучения волоконных лазеров составляет около 1,07 мкм, по сравнению с 10,6 мкм у традиционных альтернатив CO2. Лазерный свет с длиной волны 1,07 мкм не только меньше отражается и, следовательно, легче поглощается, но и более короткая длина волны может быть сфокусирована в пятно, диаметр которого составляет примерно 1/10 диаметра луча CO2. Это обеспечивает значительно более высокую плотность мощности, что облегчает проникновение в металл. При таких высоких уровнях плотности мощности металлы, такие как медь и латунь, быстро проходят через фазовый переход в расплавленное состояние, поэтому лазерный луч быстро преодолевает барьер отражения таких металлов для начала эффективного процесса резки. Резка таких металлов оказалась сложной при использовании CO2-лазеров.
Какие металлы отражают при лазерной резке?
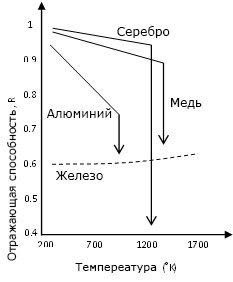
Медь, латунь, бронза, серебро, золото и алюминий в твердом состоянии хорошо отражают инфракрасный свет. Алюминий, однако, не считается отражающим металлом для практических целей резки волоконным лазером .
Почему лазерная резка латуни и меди настолько сложна?
- Низкое поглощение инфракрасного лазерного излучения затрудняет резку этих металлов;
- Медь и латунь (медно-цинковый сплав) являются хорошими отражателями (и, следовательно, плохими поглотителями) инфракрасного (ИК) лазерного света, особенно в твердом состоянии;
- Чистая медь в твердом состоянии отражает> 95% ближнего ИК-излучения (длина волны ~ 1 мкм);
- Отражательная способность меди и других отражающих металлов уменьшается, когда металл нагревается, и резко падает, когда материал плавится (например, до
Распространенные проблемы при лазерной резке отражающих металлов
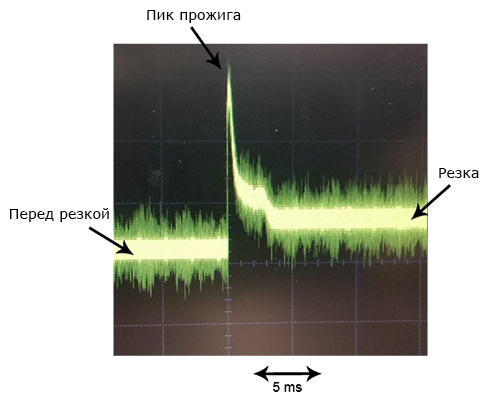
При оптимальном выборе лазера, оптики и процесса резки лазерный луч быстро расплавляет поверхность отражающих материалов, затем взаимодействует с более поглощающим расплавленным металлом и инициирует эффективный, стабильный процесс резки. Неправильный выбор лазерной/оптической установки или использование неоптимальных параметров процесса может привести к чрезмерному сближению лазера с твердым металлом и, следовательно, к чрезмерному количеству отраженного света. Слишком большое отражение, в свою очередь, приводит к неэффективности процесса резки и потенциальному повреждению оптики.
Критической стадией при резке отражающего металла является начало процесса, особенно стадия прожигания, когда лазер взаимодействует с твердым металлом. После создания разреза лазерный луч в основном взаимодействует с расплавленным материалом.
Какие факторы важны для успешной резки меди и латуни с помощью волоконного лазера?
Следующие параметры процесса важны для резки меди и латуни с помощью волоконных лазеров:
Скорость резки
Отступите от максимальной скорости подачи, которую может поддерживать процесс, примерно на 10 - 15%, чтобы избежать риска того, что резка погаснет, тем самым применяя высокий уровень энергии луча к материалу в его наиболее отражающем состоянии. Если вы сомневаетесь, начните с более медленной скорости, чем та, которую может выдержать процесс. Перед перемещением луча для начала резки дайте время выдержки, чтобы убедиться, что отверстие пробито насквозь.
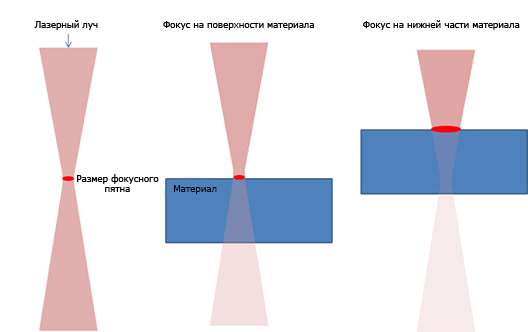
Фокусное положение
Как для прожига, так и для резки, установите положение фокуса как можно ближе к верхней поверхности, насколько позволяет качество резки. Это сводит к минимуму количество поверхностного материала, который взаимодействует с лучом в начале процесса, тем самым максимизируя плотность мощности луча, что приводит к более быстрому плавлению.
| Толщина меди | 1 мм | 1,5 мм | 2 мм | 3 мм | 4 мм | 6 мм |
| Минимальная пиковая мощность, необходимая | 1000 Вт | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт |
Настройка мощности
Использование максимальной пиковой мощности, доступной для прожига и резки, сокращает время, в течение которого материал находится в наиболее отражающем состоянии. Приведенную выше диаграмму можно использовать в качестве консервативного руководства для начала разработки процесса.
Режущий газ
При прожиге и резке меди в качестве режущего газа обычно используется кислород под высоким давлением (100-300 фунтов на квадратный дюйм в зависимости от толщины) для повышения надежности процесса. Когда используется кислород, образование оксида меди на поверхности снижает отражательную способность. Для латуни подойдет азотный газ для резки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Основы лазерной резки — знания, которые вам пригодятся

Лазеры впервые были использованы для резки в 1970-х годах.
В современном промышленном производстве лазерная резка более широко применяется в обработке листового металла, пластмасс, стекла, керамики, полупроводников и таких материалов, как текстиль, дерево и бумага.
В ближайшие несколько лет применение лазерной резки в прецизионной обработке и микрообработке также получит значительный рост.
Во-первых, давайте посмотрим, как работает лазерная резка.
Когда сфокусированный лазерный луч попадает на заготовку, область облучения быстро нагревается, расплавляя или испаряя материал.
Как только лазерный луч проникает в заготовку, начинается процесс резки: лазерный луч движется по контуру и расплавляет материал.
Обычно для удаления расплава из разреза используется струйный поток, оставляя узкий зазор между режущей частью и рамой.
Узкие швы получаются почти такой же ширины, как и сфокусированный лазерный луч.
Примечание: данная статья является переводом
Газовая резка
Газовая резка - это стандартная техника, используемая для резки низкоуглеродистой стали. В качестве режущего газа используется кислород.
Перед вдуванием в разрез давление кислорода повышается до 6 бар. Там нагретый металл вступает в реакцию с кислородом: он начинает гореть и окисляться.
В результате химической реакции высвобождается большое количество энергии (в пять раз больше энергии лазера).

Рис.1 Лазерный луч плавит заготовку, а режущий газ сдувает расплавленный материал и шлак в зоне разреза
Резка плавлением
Резка плавлением - это еще один стандартный процесс, используемый при резке металла, который также может применяться для резки других легкоплавких материалов, например, керамики.
В качестве газа для резки используется азот или аргон, а воздух под давлением 2-20 бар продувается через разрез.
Аргон и азот являются инертными газами, что означает, что они не вступают в реакцию с расплавленным металлом в надрезе, а просто выдувают его на дно.
Между тем, инертный газ может защитить режущую кромку от окисления воздухом.
Резка сжатым воздухом
Сжатый воздух также можно использовать для резки тонких листов.
Давления воздуха, увеличенного до 5-6 бар, достаточно, чтобы сдуть расплавленный металл в разрезе.
Поскольку почти 80% воздуха - это азот, резка сжатым воздухом - это, по сути, резка плавлением.
Плазменная резка
Если параметры выбраны правильно, то в разрезе плазменной резки с применением плазменного наплавления появляются плазменные облака.
Плазменное облако состоит из ионизированного пара металла и ионизированного газа для резки.
Плазменное облако поглощает энергию CO2-лазера и переводит ее в заготовку, позволяя соединить больше энергии с заготовкой, что позволяет быстрее плавить металл и ускоряет процесс резки.
Поэтому процесс резки также называют высокоскоростной плазменной резкой.
Плазменное облако фактически прозрачно для твердого лазера, поэтому плазменная резка может использоваться только при лазерной резке CO2.

Газифицирующая резка
Газифицирующая резка испаряет материал и минимизирует тепловое воздействие на окружающий материал.
Использование непрерывной обработки CO2-лазером для испарения материалов с низким тепловыделением и высоким поглощением позволяет достичь вышеуказанных эффектов, например, тонкой пластиковой пленки и неплавящихся материалов, таких как дерево, бумага и пенопласт.
Ультракороткоимпульсный лазер позволяет применить эту технику к другим материалам.
Свободные электроны в металле поглощают лазер и резко нагреваются.
Лазерный импульс не вступает в реакцию с расплавленными частицами и плазмой, и материал сублимируется напрямую, не успевая передать энергию окружающему материалу в виде тепла.
В материале для пикосекундной импульсной абляции нет явного теплового эффекта, нет плавления и образования заусенцев.

Рис.3 Газификационная резка: лазер заставляет материал испаряться и гореть. Давление пара вытягивает шлак из разреза
На процесс лазерной резки влияют многие параметры, некоторые из которых зависят от технических характеристик лазерного генератора и станка для лазерной резки, а другие варьируются.
Степень поляризации
Степень поляризации показывает, какой процент лазера преобразуется.
Типичная степень поляризации составляет около 90%. Этого достаточно для высококачественной резки.
Диаметр фокусировки
Диаметр фокуса влияет на ширину разреза и может изменяться путем изменения фокусного расстояния фокусирующей линзы. Меньший диаметр фокуса означает более узкие разрезы.
Положение фокуса определяет диаметр луча, плотность мощности и форму надреза на поверхности заготовки.

Рис. 4 Положение фокуса: внутри, на поверхности и на восходящей стороне заготовки.
Мощность лазера
Мощность лазера должна соответствовать ьипу обработки, а также типу и толщине материала.
Мощность должна быть достаточно высокой, чтобы плотность мощности на заготовке превышала порог обработки.

Рис.5 Более высокая мощность лазера позволяет резать более толстый материал
Рабочий режим
Непрерывный режим в основном используется для резки стандартного контура металла и пластика толщиной от миллиметра до сантиметра.
Для выплавки отверстий или получения точных контуров используются низкочастотные импульсные лазеры.
Мощность лазера и скорость резки должны соответствовать друг другу. Слишком высокая или слишком низкая скорость резки может привести к увеличению шероховатости и образованию грата.

Рис.6 Скорость резания уменьшается с увеличением толщины пластины
Диаметр сопла
Диаметр сопла определяет форму потока газа и воздушного потока из сопла.
Чем толще материал, тем больше диаметр газовой струи и, соответственно, больше диаметр отверстия сопла.
Чистота и давление газа
Кислород и азот часто используются в качестве газов для резки.
Чистота и давление газа влияют на эффект резки.
При резке кислородным пламенем чистота газа составляет 99,95 %.
Чем толще стальной лист, тем ниже давление газа.
При резке азотом чистота газа должна достигать 99,995 % (в идеале 99,999 %), что требует более высокого давления при плавлении и резке толстых стальных листов.
Технические параметры
На ранней стадии лазерной резки пользователь должен определить настройки параметров обработки путем пробной операции.
Теперь необходимые параметры обработки хранятся в управляющем устройстве системы резки.
Для каждого типа и толщины материала имеются соответствующие данные.
Технические параметры позволяют людям, не знакомым с технологией, беспрепятственно управлять оборудованием для лазерной резки.
Оценка качества резки
Существует множество критериев для определения качества кромок лазерной резки.
Например, стандарт формы грата, провисания и зернистости можно оценить невооруженным глазом.
Прямолинейность, шероховатость и ширина надреза должны быть измерены специальными приборами.
Осаждение материала, коррозия, область термического воздействия и деформация являются важными факторами для измерения качества лазерной резки.

Перспективы в будущем
Непрерывный успех лазерной резки находится за пределами досягаемости большинства других методов. Эта тенденция продолжается и сегодня. В будущем применение лазерной резки будет становиться все более и более перспективным.
Особенности лазерной резки различных металлов

Резка Металла
Лазерная резка металла последнее время все больше пользуется популярностью. Зарекомендовав себя с положительной стороны, получила широкое распространение в различных отраслях промышленности. Но обработка лазером различных металлов имеют свои тонкости, о которых мы сейчас и поговорим.
Если говорить кратко, то суть процесса лазерной резки заключается в концентрации большой мощности на минимальной площади, обрабатываемой детали.
Технология процесса лазерной резки разных видов металла
Для работы с черными металлами могут применяться лазерные установки, мощность которых превышает 0,5 кВт, а вот для цветных металлов и их сплавов необходимо оборудование от 1 кВт.
Работа со сталями, содержащими высокий процент углерода, осуществляется в основном по газолазерной технологии с применением кислорода. Объясняется это тем, что экзотермическая реакция окисления нагретого железа в рабочей зоне приводит к выделению значительного количества тепловой энергии (превышает энергию лазерного излучения в 4-5 раз). Благодаря этому может выполняться лазерная резка листового металла на более высоких скоростях.
Качество реза достаточно высокое, возможно образование небольшого количества грата на нижней плоскости обрабатываемой детали. Для фигурной резки (малые отверстия, острые углы деталей) стоит применять газолазерную технологию с использованием инертного газа.
Работа лазером по нержавеющей стали существенно осложняется ее химическими и физическими особенностями:
- Легирующие добавки в сплавах могут привести к зашлаковыванию шва.
- Возможность образования оксидов, обладающих высокой тугоплавкостью, которые повышают расход энергии для выполнения работ.
- Некоторые виды нержавейки обладают низкой текучестью, что так же усложняют процесс.
Для работы с нержавеющей сталью требуется применять азот, который должен подаваться в рабочую зону под высоким давлением (до 20 атмосфер). При резке толстых металлов пятно луча лазера должно быть погружено в толщу металла, это обеспечит лучший доступ газа в рабочую зону.
Стоит сказать о том, что цена лазерной резки металла такого типа достаточно высока, поэтому во многих случаях применяются другие технологии.
Суть процесса обработки цветных металлов
Работа с цветными металлами (резка) так же имеет целый ряд особенностей. Работа с ними требует применения оборудования с более высокой мощностью. В первую очередь такие металлы значительно лучше отражают лазерное излучение, они отличаются низким коэффициентом поглощения. Особенно это характерно для длины волны излучения углекислотного лазера.
Поэтому для резки цветных металлов лучше всего применять твердотельные установки.
Кроме того эти материалы отличаются высокой теплопроводностью. Резка тонколистовых деталей должна осуществляться в импульсном режиме излучения. Это поможет снизить зону нагрева поверхности детали вокруг шва и избавит от возможной термической деформации.
А с металлом, имеющим значительную толщину, стоит работать в микроплазменном режиме излучения. При этом в роли плазмообразующих веществ выступают пары обрабатываемых металлов и сплавов (цинк, магний и некоторые другие). Образующая плазма позволяет нагреть обрабатываемые поверхности до температуры плавления с наименьшими энергетическими затратами.
Для раскроя алюминия и его сплавов необходимо применять инертный газ, который должен подаваться при повышенном давлении (до 10 атмосфер). Качество кромок достаточно хорошее, при этом в процессе реза грат образуется только с внутренней стороны, но достаточно легко удаляется. Резка латуни осуществляется в таком же режиме.
Совет по работе с лазерной резкой металлов

При работе с различными видами металла следует учитывать еще один нюанс.
С увеличением толщины детали качество реза существенно ухудшается.
Поэтому стоит руководствоваться следующими данными по максимальному сечению металла при работе лазером, мощность которого составляет 1 кВт:
- Черный металл (стали с разной степенью легирования) — 40 мм.
- Нержавейка — 25 мм.
- Алюминий и его сплавы — 12 мм.
- Латунь — 12мм.
- Медь и сплавы— 5 мм.
Преимущества технологии лазерной резки
По сравнению с другими способами резки металла, лазерное оборудование отличается более высоким качеством реза и производительностью.
К преимуществам стоит отнести:
- Минимальная ширина реза от 0,1 до 1 мм.
- Небольшая зона теплового (термического) влияния.
- Отсутствие деформаций.
- Высокое качество кромок, гарт образуется только с нижней стороны детали, при этом он достаточно легко удаляется.
- Возможность применения лазерных установок с числовым программным управлением для работы с деталями, имеющими сложную форму или контур.
Конкурентом лазерной резке может стать только гидроабразивная технология, которая стала применяться гораздо чаще, чем раньше. При этом резка водой с абразивом не приводит к термическому воздействию на металл.
Чаще всего лазерная резка применяется для работы с металлами, толщина которых не превышает 5-6 мм, резка более толстых материалом чаще всего осуществляется по другим технологиям (из соображений экономической целесообразности).
Но дальнейшее развитие этого направления позволяет надеяться на увеличение его возможностей, а, соответственно, и объемов применения.
Технология лазерной резки металла
Лазерная резка металла — это процесс нагревания и разрушения металла при помощи лазерного луча. Международное название технологии — Laser Beam Cutting (LBC).
На сегодняшний день существует 3 основных способа работы лазера по металлу:

- Плавление — наиболее распространенный способ, который подходит для большого количества материалов. Луч лазера разогревает поверхность металла до температуры плавления, которая различается у видов сырья. При правильно подобранном режиме металл расплавляется только по срезу, целостность кромок сохраняется. В зону обработки бьет поток сжатого газа, который выдувает расплавленный металл, охлаждает края, предотвращает плавление и деформации на срезах. Например, присутствие кислорода при резке нержавеющей стали или алюминия грозит окислением места среза, поэтому поверхность обдувается азотом. Алгоритм движения составлен на базе информации о материале (толщине, температуре плавления) и заложен в программное обеспечение, которое управляет действиями оборудования. Эта технология отличается высокой точность, скоростью и экономичностью.
- Горение — способ лазерной резки металла, который оптимизирует обработку черных металлов, но не подходит для цветных металлов и стали с высоким содержанием легирующих элементов. Воздействие кислорода дает в несколько раз больше тепловой энергии, чем работа лазера. Себестоимость процесса и время обработки уменьшаются. Методика имеет недостаток — горят кромки некоторых материалов. Затраты на постобработку срезов могут превысить экономию непосредственно резки. Выбор технологии лазерной резки “горение” определяет материал. Например, черная сталь в процессе обработки не образует оксидов или позволяет легко удалить их. Сплавы алюминия и нержавеющая сталь при контакте с O₂ окисляются, поэтому при раскрое этих материалов поступление кислорода отсекают струей азота.
- Испарение — используется редко, востребован только при резке тонкостенных изделий или листов малой толщины. Луч работает не сплошной струей, а короткими импульсами, рассчитанными на то, чтобы расплавить и испарить металл, не задев ничего вокруг, например, подложку (в изделиях). Воздушный напор удаляет технический мусор из рабочей области. Эта методика требует значительно большего нагрева материала. Например, алюминий плавится при 660 ํС, а закипает при 2 519 ํС. Соответственно, нужно почти в четыре раза больше энергии. Процесс более затратный, поэтому оправдан только в случаях, где не справляются другие технологии.
Таким образом, лазерная резка методом плавления — оптимальное соотношение цены и качества для большинства материалов.
Оборудование для лазерной резки
Устройства классифицируют по разным параметрам. По типу рабочей среды — источника лазерного излучения — выделяют три вида приборов:
- Твердотельные системы. В осветительном модуле располагается твердое рабочее тело и газоразрядная лампа высокой мощности. Рабочим телом может служить стержень из рубина, неодимового стекла и других материалов. Края стержня оснащены зеркалами: полупрозрачным и отражающим. Луч лазера, созданный рабочим телом, набирает мощность, благодаря множественным отражениям и выходит наружу через полупрозрачное зеркало.
- Газовые устройства. В них работает CO₂ (отдельно или в комплексе с гелием и азотом). Углекислый газ активизируют электроразряды. Для увеличения мощности также используют систему зеркал.
- Газодинамические приборы обладают самой высокой мощностью. Активным веществом тоже является оксид углерода (CO₂), разогретый до температуры в диапазоне от 726 до 2726 °С. Он активизируется при помощи дополнительного лазерного луча небольшой мощности. Проходя через специальное сопло, газ меняет состояние и становится источником излучения. Этот вид оборудования самый дорогостоящий.
Выбор вида лазерной резки зависит от материала, который необходимо обработать.

ЧПУ, использующие углекислый газ, отлично справляются со сваркой, раскроем, гравировкой металла, стекла, пластика и другого сырья. Оборудование твердотельного типа эффективно для резки алюминия, меди, серебра, латуни. Не работают с неметаллическими материалами.
Качество лазерной резки. От чего оно зависит?

Под качеством лазерной резки обычно понимают точность, качество реза (минимальную шероховатость, прямые стенки), скорость предоставления услуг.
Результат работ зависит от многих составляющих:
- Типа и размеров детали;
- Правильной настройки оборудования для лазерной резки;
- Технического состояния ЧПУ-станка;
- Качества разработки макета.
Чтобы получить нужный результат, необходимо учесть все эти параметры. При соблюдении правил использования, лазерные резаки обеспечивают точность до 0,1 мм.
Скорость резки обусловлена мощностью оборудования, толщиной и теплопроводностью обрабатываемого материала. Чем выше показатель, тем быстрее отводится тепло с рабочего участка, соответственно требуется больше энергии. Например мощности лазера в 600 Ватт достаточно для резки титана или черных металлов, но мало для меди или алюминия.
Особенности резки отдельных металлов

Индивидуальные свойства материалов требуют применения различных технологий лазерной резки. Сплавы и цветные металлы обрабатывают на станках мощностью не ниже 1 кВт, для работы с черными металлами будет достаточно мощности от 0,5 кВт.
Раскрой высокоуглеродистых сталей осуществляется в основном по газолазерной технологии с применением кислорода. Благодаря сильной тепловой реакции в зоне воздействия лазера, увеличивается скорость обработки металлического листа.
Этот метод дает высокое качество реза. Для фигурной резки, например, заготовок с острыми углами или отверстиями, в комплексе с лазерным лучом используют инертный газ.
При обработке изделий или листов из нержавеющей стали, используют азот, который транспортируют в рабочую область под давлением до двадцати атмосфер. Учитывая высокую прочность сырья, лазерная резка — практически единственный метод качественной обработки нержавеющей и оцинкованной стали.
Работа с цветными металлами требует аппаратов больше мощности, например твердотельного типа.
Для взаимодействия с латунью, алюминием и сплавами с его содержанием используют инертный газ под давлением до десяти атмосфер. Кромки получаются хорошего качество, возможно небольшое образование грата, который легко удалить.
Медь обладает высокими теплопроводными свойствами. Оптимальная толщина листов для раскроя лазером не больше 0,5 мм. Большая толщина требует значительных расходов, что не является экономически целесообразным.
Альтернатива лазерной резке металла
В современной металлообработке эффективно используют четыре технологии резки металла:
- Лазерная;
- Плазменная;
- Газовая;
- Гидроабразивная.
Каждый способ имеет свои преимущества и недостатки по отношению к различным видам материалов.
Плазменная резка металла
Плазменная резка — технология раскроя металла, при которой в качестве режущего инструмента выступает струя плазмы. К преимуществам относится возможность работы с любыми сырьем: цветными, тугоплавкими и другими сложными металлами. Еще один плюс технологии — создание резы любой формы, в том числе сложной геометрической.
Плазменная резка немного проигрывает лазерной в качестве кромок, соответственно и в точности. При лазерной обработке кромки имеют большую степень соответствия по перпендикулярности.
Для материалов толще 6 мм плазменный метод занимает меньше времени и затрат энергии по сравнению с лазерным. Однако при работе с тонкими материалами и изготовлении деталей сложной геометрии использование лазера эффективнее ввиду большей точности и максимального соответствия техническому заданию.

Газовая резка металла
Суть процесса газовой резки заключается в следующем: газ ацителен или пропан разогревает материал обработки до 1000-1200⁰С, затем подключается кислород, который загорается при контакте с раскаленным металлом и режет его. Технология подходит для материалов, температура горения которых ниже, чем плавления: для сталей с низким и средним содержанием легирующих элементов. Преимущества метода в невысокой стоимости, простоте, мобильности оборудования. Однако он подходит не для всех материалов, точность резки значительно уступает лазерной и плазменной.

Гидроабразизная резка металла
Рабочим инструментом при гидроабразивной резке выступает смесь воды с абразивными частицами (зерна карбида кремния, электрокорунда, других твердых веществ, гранатовый песок). Вода поступает в режущую головку под давлением до 6000 атмосфер, оттуда она со скоростью около 1000 м/сек (и выше) вырывается в камеру, где смешивается с абразивом. Смешанная струя разрушает целостность металла и смывает отрезанные частицы. Важная особенность гидроабразивной резки состоит в том, что обрабатываемые поверхности практически не нагреваются, что дает методу массу неоспоримых преимуществ.
Технология имеет ряд плюсов:
- Работа с любыми материалами;
- Высокое качество реза благодаря отсутствию пригорания и плавления поверхности;
- Возможность обработки термочувствительного сырья;
- Отсутствие вредных выделений в рабочем процессе;
- Пожаробезопасность работ.
К недостаткам можно отнести более низкую скорость в сравнении с плазменной и лазерной обработкой, высокую стоимость оборудования и себестоимость процесса.

Из рассмотренных вариантов лазерная резка — наиболее универсальный инструмент. Кроме непосредственного раскроя устройства используют для лазерной гравировки металла, маркировки, разметки и прочих операций.
Практическое применение технологии лазерной резки
Производство изделий при помощи лазерного оборудование состоит из нескольких этапов:
- Формирование идеи продукта.
- Разработка художественного эскиза.
- Создание технического макета модели.
- Изготовление тестовой детали на ЧПУ-станке.
- Контроль параметров и доработки в случае необходимости.
- Запуск серийного производства.
Созданию технического макета нужно уделить особое внимание, так как от его точности будет зависеть качество готового изделия.

Станки используют форматы программ AutoCAD, CorelDraw, поэтому чертежи для лазерной гравировки или резки должны быть выполнены в этих программах.
Требования к макетам для лазерной резки
- Масштаб чертежа 1:1.
- Замкнутые внешние и внутренние контуры.
- CIRCLE, LINE, ARC — команды для создания контуров.
- Команды ELLIPSE, SPLINE не поддерживаются.
- При наложении линий друг на друга лазерный резак будет проходить по одной и той же траектории несколько раз.
- В чертеже для лазерной резки должно быть указано количество деталей и рабочий материал.
- Вся информация о чертеже должна быть размещена в одном файле.
Ценообразование в услугах лазерной резки металлов
Цена услуг зависит от ряда составляющих и меняется в зависимости от технического задания.
Что влияет на стоимость услуг лазерной резки металла
- Вид металла. Например, резка черных металлов, стали и нержавейки стоит в 2-3 раза дешевле резки меди, латуни, титана, алюминия и его сплавов.
- Толщина листа. Чем больше толщина, тем выше цена. Нестандартные технические задания рассчитываются индивидуально.
- Сложные формы деталей. Чем больше требуется резов для достижения результата, тем выше цена.
Эти и ряд других параметров, которые оговариваются с заказчиком, формируют стоимость лазерной резки и гравировки.
О компании
Адрес: Санкт-Петербург, Петровский пр., д.20 литер Я (около д. 20 литер В)
Режим работы:
Понедельник - пятница
10:00 - 18:00
Полезные статьи
Работаем по всей России
Высокоточное производство
Пользовательское соглашение
Читайте также: