Лазерная резка гибка листового металла
Обновлено: 16.05.2024
Оказываем услуги по высокоточной резке металла лазером на оборудовании последнего поколения AMADA VENTIS (Япония).
Станок AMADA - это волоконный лазер нового поколения, который осуществляет резку различных материалов и толщин, включая нержавеющую сталь, алюминий, цирконий, медь, латунь, титан, а также обеспечивает идеальную поверхность металлических деталей без образования окалины.
Цены на лазерную резку металла
| Толщина, мм | Конструкц. сталь, цена м/п | Нержав. сталь, цена м/п | Дюралий/ Алюминий (АМЦ, АМГ), цена м/п | Латунь, цена м/п | Медь, цена м/п | Титан, цена м/п | Оцинков. сталь, цена м/п | Низко-углеродистая сталь, цена м/п | Электро-техническая сталь, цена м/п |
|---|---|---|---|---|---|---|---|---|---|
| 0,8 | 10,1 руб. | 8,5 руб. | 28 руб. | 10 руб. | 40 руб. | 4,5 руб. | 22 руб. | ||
| 1 | 4,85 руб. | 10,8 руб. | 8,9 руб. | 31 руб. | 12,5 руб. | 45 руб. | 4,8 руб. | 4,85 руб. | 24 руб. |
| 1,5 | 5,45 руб. | 13,2 руб. | 11,1 руб. | 49 руб. | 19 руб. | 53 руб. | 5,3 руб. | 5,45 руб. | 30 руб. |
| 2 | 8,15 руб. | 15,7 руб. | 13,9 руб. | 62 руб. | 36 руб. | 61 руб. | 8,1 руб. | 8,15 руб. | 36 руб. |
| 2,5 | 14,7 руб. | 18,3 руб. | 71 руб. | 39 руб. | 21,4 руб. | 14,7 руб. | 47 руб. | ||
| 3 | 12,25 руб. | 17,6 руб. | 15,3 руб. | 60 руб. | 42 руб. | 70 руб. | 17 руб. | 12,25 руб. | 56 руб. |
| 4 | 13,3 руб. | 22,1 руб. | 21,1 руб. | 71 руб. | 55 руб. | 85 руб. | 21 руб. | 13,3 руб. | 56 руб. |
| 5 | 14,4 руб. | 27,05 руб. | 30,9 руб. | 117 руб. | 14,4 руб. | 66 руб. | |||
| 6 | 17,6 руб. | 32,8 руб. | 38,8 руб. | 17,6 руб. | 83 руб. | ||||
| 8 | 26,2 руб. | 62,3 руб. | 93,6 руб. | 26,2 руб. | 100 руб. | ||||
| 10 | 32,9 руб. | 86,1 руб. | 155,6 руб. | 32,9 руб. | 140 руб. | ||||
| 12 | 43,1 руб. | 120,2 руб. | 245,1 руб. | 43,1 руб. | 175 руб. | ||||
| 14 | 55,02 руб. | 184,9 руб. | 55,02 руб. | ||||||
| 16 | 59,9 руб. | 214,8 руб. | 59,9 руб. | 330 руб. | |||||
| 18 | 86,4 руб. | 266,2 руб. | 86,4 руб. | ||||||
| 20 | 99,3 руб. | 318,7 руб. | 99,3 руб. | ||||||
| 25 | 127,3 руб. | 127,3 руб. |
Описание оборудования:
Новое оборудование от Amada — это первый станок для волоконной лазерной резки металла с технологией LBC (Locus Beam Control), которая повышает качество и производительность обработки нержавеющей стали и алюминия.
Уникальная технология лазерной резки металла позволяет лучу перемещаться из стороны в сторону по разным траекториям за считанные миллисекунды. Этот режим резки позволяет работать с отличным качеством луча. Таким образом, лазер в AMADA достигает сенсационного значения BPP (произведение параметров луча). Такое качество луча имеет особенное значение для обеспечения высококачественной резки без заусенцев, гладкой резки нержавеющей стали и алюминия.
Лазерной обработке могут подвергаться металлы с разной толщиной и характеристиками:
- конструкционная сталь, низкоуглеродистая сталь (1 мм — 2,5 см)
- алюминий и сплавы (0,8 мм — 2,5 см)
- латунь (0,8 мм — 4 мм)
- нержавеющая сталь (0,8 мм — 2 см);
- электротехническая сталь (0,8 мм — 16 мм);
- медь (0,8 мм — 5 мм)
- титан (0,8 мм — 4 мм)
- оцинкованная сталь (0,8 мм — 4 мм)
Технология LBC обеспечивает беспрецедентно высокую скорость и качество реза - в 3 раза быстрее, чем при использовании обычного волоконного лазера.
Сочетание технологии LBC и генератора высокой яркости установило новый мировой стандарт скорости и качества реза волоконным лазером.
Amada с его специально разработанным модулем 4 кВт генератора и технологией LBC способствует снижению затрат на электроэнергию на 30%.
Преимущества волоконных лазеров AMADA:
- Высококачественная обработка. Способствует улучшенному качеству поверхности и устранению окалины;
- Обеспечивает долгосрочную стабильную обработку металла во время работы автоматизированной системы;
- Превосходное качество луча. Необходимо для обеспечения высококачественной резки без заусенцев, гладкой резки нержавеющей стали и алюминия.
- Автоматизированный процесс;
- Энергоэффективность;
- Оборудование отличается высокой скоростью резки;
- Низкие эксплуатационные расходы.



























.jpeg)
.jpeg)


















Технические возможности оборудования:
Размер листа: 1500х3000 мм.
Максимальная толщина изделия:
Для резки металла лазером требуются чертежи в форматах AutoCad (*.dwg, *.dxf) в масштабе 1:1 в виде замкнутого контура.
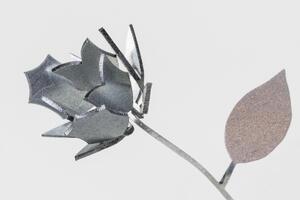
Сфера применения
Область применения лазерной резки очень широка. Лазерный раскрой широко применяется:
- Декорирование интерьеров, домов, участков;
- Строительство;
- Машиностроение;
- Рекламная отрасль;
- Производство бытовой техники и пр.
Технология лазерного раскроя
Лазерная резка металла — технология резки и раскроя, использующая лазер высокой мощности. Сфокусированный лазерный луч, обычно управляемый компьютером, обеспечивает высокую концентрацию энергии и позволяет разрезать практически любой металл независимо от их теплофизических свойств.
В процессе резки, под воздействием лазерного луча металл плавится, испаряется или выдувается струей газа. При этом можно получить тонкие узкие резы с минимальной зоной термического влияния.
Лазерная резка металла отличается отсутствием механического воздействия на обрабатываемый материал, возникают минимальные деформации, как временные в процессе резки, так и остаточные после полного остывания. Вследствие этого лазерную резку можно осуществлять с высокой степенью точности с минимальной последнующей обработкой.
Благодаря большой мощности лазерного излучения обеспечивается высокая производительность процесса в сочетании с высоким качеством поверхностей реза. Легкое и сравнительно простое управление лазерным излучением позволяет осуществлять лазерную резку по сложному контуру плоских и объемных деталей и заготовок с высокой степенью автоматизации процесса.
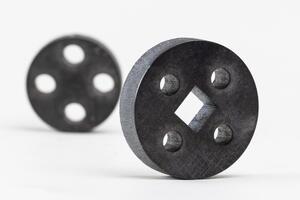
С помощью лазерной резки можно изготавливать составные части изделий машиностроения, приборостроения, электроники, электротехнической промышленности, корпуса приборов, комплектующие для стеллажей, электротехнических шкафов, обшивки, шаблоны, буквы, трафареты, вывески, элементы современного интерьера и торгового оборудования, мебельной фурнитуры и многие другие изделия.
Услуга подходит для резки: черных и нержавеющих, электротехнических сталей, алюминия, латуни, меди, титана, тугоплавких металлов и др.
Кроме лазерной резки металла, мы выполняем: гибку, сварку, продольную и поперечную резку металла, рубку металлических листов и полосы, а также финишную обработку.
В штате нашего предприятия работают высококвалифицированные специалисты, опытные конструктора и технологи , которые окажут помощь и консультацию по услугам, ответят на все вопросы, при необходимости изготовят пробы.
Лазерная резка и гибка металла

Для изготовления разнообразной продукции из металла применяют различные виды металлообработки. Однако в ряде случаев требуются особые виды современной высокоточной и быстрой обработки, к которым относятся гибка металла и резка с применением мощных лазеров.
Так лазерная резка применяется во всех случаях, когда требуется особая точность работ с созданием минимального механического напряжения. Этап предполагает быстрый мощный локальный нагрев поверхности лучом лазерного пучка. При этом вызывается плавление материала, его испарение. Подобного рода работы ведутся без механического контакта инструмента с поверхностью обрабатываемого материала.
Создаётся значительная концентрация энергии, что даёт возможность вести обработку изделий из материалов совершенно любой твёрдости. Получают лазерной резкой отверстия, наносят риски, выполняют пазы, дорожки. Обработку следует вести в специализированных предприятиях, имеющих отличное оборудование и опытных специалистов. Так компания "Металлист" предлагает услуги по лазерной резке любых материалов. Среди металлов в обработку принимаются нержавейка, алюминий, латунь, сплавы стали, медь.
Виды лазерной резки
Обработка металлов ведётся несколькими вариантами рассматриваемой технологии. Среди них следующие:
- Разделение - заключается в сквозной резке материала, что даёт возможность получить отдельные детали заказанной конфигурации.
- Термораскалывание - в зоне обработки лазер создаёт значительное термическое напряжение. Этой методикой работают с довольно хрупкими материалами.
- Скрайбирование - применяется для работы с полупроводниками, ситалловыми подложками, керамикой и пр. Метод обеспечивает их качественное, быстрое разделение.
Две первые методики относятся к технологиям непрерывного действия. При ведении скрайбирования зачастую используют лазеры импульсного варианта либо импульсно-периодического. При подборе методики берут во внимание вид материала, предназначенного для обработки, его толщину, запрошенный уровень качества, требования к чистоте реза, значения мощности лазерного излучения.
Плюсы лазерной резки
Применение ЧПУ позволило исключить значимое влияние человеческого фактора на результаты процесса, поскольку в компьютер станка закладывается готовый программный чертёж, а далее в автоматическом режиме ведутся операции. Это позволяет:
- обрабатывать твёрдые сплавы;
- резать с отклонением всего в 0,05. 0,2 мм;
- создавать сложнейшие детали с узорами, сложными изгибами даже из довольно тонких листов;
- численности отходов свести к минимуму;
- устранить появление сколов, дефектов.
Крупные партии товара производятся в минимальные сроки.
Виды гибки
- Продольная - металл только гнут.
- Поперечная - дополнительно металл осаживают, вытягивают.
По получаемому варианту контура изделия выделяют следующие виды процесса: одноугловую или V-образную; многоугловую методику; дуговую или U-образную; криволинейную; методику, позволяющую получать конструкции типа труб. Создают перечисленные изделия свободной гибкой либо методикой калибрующего удара.
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Лазерная резка листового металла
Лазерная резка – наиболее эффективная, качественная и высокопроизводительная технология раскроя листового металла. Процесс резки заключается в воздействии на металл сфокусированным лазерным лучом, который быстро нагревает материал в зоне реза, что приводит к его плавлению, а при более высокой температуре – испарению.
Преимущества лазерной резки
- Широкий спектр обрабатываемых материалов: черная, углеродистая, легированная, в том числе, нержавеющая сталь, медь, латунь, бронза, титан, алюминий и, другие металлы и сплавы.
- Гладкие качественные кромки разреза не требуют последующей обработки, что снижает себестоимость готовых изделий или деталей.
- Высокая точность реза (до 0,02 мм).
- Очень высокая скорость обработки тонких листов из стали и твердых сплавов.
- Отсутствие механического контакта с металлом дает возможность резать хрупкие и легко деформирующиеся материалы без риска их повреждения. Тончайший лазерный луч воздействует на металл только в зоне реза, не нагревая остальную поверхность, что позволяет предотвратить деформацию материала.
- Лазерные станки с ЧПУ позволяют вырезать изделия различной конфигурации, в том числе, с острыми углами и криволинейные любой степени сложности, а также изделия нестандартных форм.
- Простота управления станком.
- Отсутствие пыли и производственных отходов.
- Длительный срок службы режущего инструмента и лазерного станка в целом. Лазерный луч не может сломаться или затупиться, что характерно для механических инструментов. Луч не нужно очищать от налипшей стружки, останавливая для этого производственный процесс. Волоконный лазерный источник (самая дорогостоящая часть лазерного станка) служит более 100 000 часов.
Недостатки лазерной резки
- Относительно высокая стоимость лазерных станков по сравнению с плазменной резкой
- Наличие ограничений по толщине листового металла, как правило до 25 мм.
- Неисправная работа оборудования может привести к потере качества: увеличению шероховатости кромок, образованию грата и т.д. Причинами возникновения дефектов могут быть: некачественное сырье, неправильная настройка лазерного станка, технические неисправности оборудования, некорректно составленная управляющая программа или низкая квалификация оператора лазерного станка с ЧПУ.
Методы лазерной резки
Испарение
Этот метод предполагает нагревание металла лазерным лучом до температуры кипения, вследствие чего происходит испарение материала в зоне реза. При этом лазерный источник генерирует очень короткие импульсы и излучает более мощный световой поток по сравнению с непрерывным лазерным излучением. Этот процесс требует значительно больших энергозатрат и большей мощности оборудования по сравнению с резкой методом плавления, так как требуется нагреть металл до более высокой температуры. Например, алюминий плавится при температуре 660 °С, а кипит при 2518,82 °С. Из-за высоких затрат резку методом испарения используют довольно редко, например, для резки листов малой толщины и вырезания тонких деталей.
Плавление
Данный метод позволяет существенно снизить затраты энергии, использовать оборудование меньшей мощности и резать более толстые листы металла.
В процессе резки лазерный луч нагревает материал до температуры плавления, а поток вспомогательного газа (кислород, азот, аргон, воздух) выдувает расплавленный металл из зоны реза, охлаждает кромки срезов, предотвращая их деформацию, а также выполняет другие важные функции, которые зависят от вида используемого газа.
Лазерная резка металла кислородом
При взаимодействии кислорода с нагретым материалом происходит реакция окисления, в процессе которой выделяется много тепла, и значительно повышается температура в зоне обработки. Это дает возможность увеличить скорость обработки и толщину разрезаемого листа. Еще одно преимущество - низкая себестоимость производственной операции по сравнению с другими видами лазерной резки. Для резки с кислородом требуется меньше энергии, чем для резки с инертным газом и резки методом испарения.
Недостаток метода заключается в окислении кромок некоторых разрезаемых материалов. В связи с этим сфера применения метода включает резку черных металлов, нелегированных сталей, черной стали. Цветные металлы, нержавеющая сталь и другие легированные стали окисляются при контакте с кислородом, поэтому данный метод резки для них не подходит.
Лазерная резка металла в инертных газах (азот, аргон)
Эта технология применяется при необходимости предотвратить окисление кромок разрезаемого материала. Инертные газы отсекают от зоны реза атмосферный воздух, содержащий кислород. Таким образом, исключается контакт кромок с кислородом, кромки остаются чистыми, гладкими и не нуждаются в последующей обработке. Скорость резки в инертных газах ниже по сравнению с резкой в кислороде, а стоимость – выше, так как отсутствует окисление, которое является дополнительным источником тепла. Аргон применяют для резки титана, азот – для резки легированных сталей, нержавейки, цветных металлов, а также сплавов.
В России распространены два вида лазерного оборудования: волоконные и газовые (СО2) лазерные станки. Важнейшее отличие между ними заключается в длине волны света, излучаемого лазером. Волоконные лазерные станки имеют длину волны 1064 мкм и очень малый диаметр фокуса, что обеспечивает высокую интенсивность луча (в 100 раз выше, чем у СО2 лазера при одинаковой излучаемой мощности) и высокую интенсивность нагрева материала. Кроме того, металлы, особенно цветные, хорошо поглощают коротковолновое лазерное излучение. В связи с этим для резки металлов наиболее эффективно применять оптоволоконные лазерные станки.
Длина волны у СО2 лазеров составляет 10,6 мкм. Это оборудование предназначено в первую очередь для работы с неметаллическими материалами (древесина, пластмасса, стекло, резина, пластики, керамика и т.д.). Цветные металлы (медь, алюминий, алюминиевые сплавы и т.д.) обладают высокой отражающей способностью для излучения с длиной волны 10,6 мкм. Поэтому СО2 лазерные станки не подходят для обработки этих материалов. Кроме того, газовые лазерные станки отличаются более высоким энергопотреблением, более сложны в обслуживании и имеют более сложную оптическую систему, нуждающуюся в периодической юстировке и диагностике.
Современные лазерные станки оснащены числовым программным управлением (ЧПУ), которое существенно упрощает производственный процесс. Управляющую программу, по которой выполняется резка, загружают в контроллер станка в виде специальных кодов, формирующих траекторию движения луча и другие параметры резки. Автоматизация процесса дает возможность быстро получать крупные партии полностью идентичных деталей любой сложности.
Особенности лазерной резки различных материалов
Металлы обладают различными химическими свойствами и по-разному воспринимают воздействие лазерного излучения. Поэтому лазерное оборудование выбирают и настраивают в зависимости от материалов, которые предстоит резать.
Медь
Медь отличается мягкостью и склонностью к деформации, поэтому при ее резке механическими способами могут возникнуть повреждения и большое количество отходов. Бесконтактное воздействие лазерного луча исключает эти недостатки.
Максимальная толщина листа, возможная для лазерной резки, составляет 8 мм при мощности источника в 6 кВт. Для обработки большей толщины требуется чрезмерно высокая мощность оборудования, что приведет к увеличению энергопотребления и себестоимости. Тонкие медные листы режут в импульсном режиме. Для листов большой толщины применяют режим микроплазменной резки, при котором в зоне реза образуется плазма, нагревающая и расплавляющая материал. Сложность и стоимость резки меди зависят от толщины листа.
Латунь
Латунь представляет собой сплав меди и цинка, который придает материалу твердость, но и добавляет хрупкости. Как и медь, латунь обладает высокими теплопроводностью и коэффициентом отражения, поэтому при лазерной резке латуни следует придерживаться тех же рекомендаций, что и при резке меди.
Алюминий и его сплавы
Алюминий считается сложным для лазерной резки, так как его теплопроводность еще выше, чем у латуни. Для работы с алюминием применяют станки с мощным лазерным излучением. Параметры настройки станка зависят от толщины листа и процента содержания алюминия в материале. Резку проводят на небольших скоростях в целях предотвращения деформации, в качестве вспомогательного газа используют азот. Максимальная толщина реза 12-14 мм при использовании 6 кВт лазерного источника.
Как и другие цветные металлы, алюминий хорошо абсорбирует коротковолновое излучение, поэтому его легче резать на волоконных лазерных станках.
Углеродистая сталь
Для этого материала характерны высокое содержание углерода и отсутствие легирующих добавок. Чем выше процент углерода в составе стали, тем выше ее прочность и твердость. Для резки углеродистой стали используют вспомогательный газ кислород, который обеспечивает увеличение скорости резки и снижение энергозатрат. Если не требуется идеальная гладкость кромок, то в целях экономии кислород можно заменить воздухом, который подходит для резки тонких листов. При резке углеродистой стали на низкой скорости материал нагревается до температуры горения даже вне зоны воздействия лазерного луча. Это приводит к увеличению ширины реза и шероховатости.
Максимальная толщина реза 25 мм при использовании 6 кВт лазерного источника.
Нержавеющая сталь
Для резки этого материала не подходит кислород, так как он окисляет кромки разреза, и сталь перестает быть нержавеющей. В качестве вспомогательного газа следует использовать азот.
Максимальная толщина реза 14-16 мм при использовании 6 кВт лазерного источника.
Титан
Этот прочный и твердый материал нельзя резать ни в кислороде, ни в азоте, так как данные газы поглощаются поверхностью материала, что приводит к образованию хрупкого и ломкого слоя. Для работы с титаном необходимо использовать аргон или гелий. В процессе резки титана может возникнуть сильное свечение, поэтому оператор должен защищать глаза очками с высоким коэффициентом светопоглощения.
Резка листового металла в центре лазерных услуг INLASER.PRO
Центр оказывает услуги по резке металла на современных волоконных лазерных станках с ЧПУ. Мы имеем возможность выполнять заказы любого объема и сложности по приемлемым ценам. Наше оборудование позволяет осуществлять резку следующих материалов при использовании базового 4 кВт лазерного источника:
- нержавеющая сталь толщиной до 14 мм;
- углеродистая сталь до 22 мм;
- алюминий до 12 мм;
- латунь до 6 мм;
- медь до 8 мм.
Мы предоставляем услуги заказчикам из всех регионов Российской Федерации. Для обсуждения условий выполнения заказа свяжитесь с нашими специалистами по электронной почте или телефонам, указанным на сайте.

Оставьте свой контактный телефон — мы перезвоним и рассчитаем точные сроки и стоимость вашего заказа.
Видео гибки листового металла от «Металл‑Кейс»
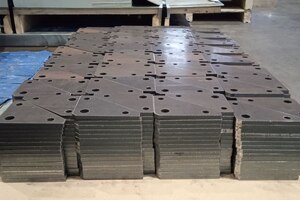
Лазерная резка и гибка — ключевые этапы производства объемных деталей и корпусов из плоского листового металла.
- Лазерная резка разделяет лист металла на заготовки‑развертки нужных очертаний со всеми необходимыми технологическими отверстиями и окнами.
- Гибка на станке с числовым программным управлениям придает этим разверткам нужную форму.
Далее по необходимости подключаются остальные производственные этапы — сварка, установка крепежей, слесарная обработка. Если речь идет о черной стали, то процесс завершается порошковой покраской или гальваническим цинкованием — это необходимо для защиты от коррозии.
Однако все эти дополнительные этапы опциональны — даже коррозионная защита, если в качестве материала выбрана нержавейка или алюминий — а лазерная резка и гибка металла используются практически всегда.
Возможности "Металл-Кейс" по резке металла лазером
Точность резки — до 0,1 мм .
Толщина металла — до 20 мм .
Размер листов — до
1500х3000 мм .
Почему резка лазером и гибка с ЧПУ превосходят предшествовавшие технологии?
- Лазерная резка — это:
- Отличное качество краев — они ровные и четкие. Облой обычно просто не появляется, но даже если он есть, то очень легко удаляется — особенно по сравнению с облоем от плазмы.
- Высокая точность — до 0,1 мм — и полное соответствие проекту, так как, во‑первых, лучом полностью управляет компьютер, а во‑вторых, луч стабилен и прям, в отличие от плазменной дуги.
- Широчайшие возможности по сложным контурам и малым отверстиям — минимальный диаметр отверстие равен толщине металла и начинается от 1 мм.
- Отсутствие механических повреждений и термических деформаций детали — при лазерной резке ее не приходится жестко фиксировать, а перегреваться она в основном просто не успевает.
- Быстрый запуск в производство, возможность изготовления от 1 детали в партии — достаточно просто составить программу резки, не надо изготавливать промежуточные формы или штампы.
- Приемлемая стоимость для тонколистового металла до 20 мм — особенно для толщин от 1 до 5 мм.
- Рост стоимости резки при росте толщины металла. Выше 20 мм цена лазерной резки становится нецелесообразной, там лучше переходить на плазму.
- Точное соответствие проекту — ключевую работу делает машина, и делает ее четко по программе, человеческий фактор исключен.
- Качественная гибка даже сравнительно толстых листов металла — ручной листогиб не способен на это.
- Повышение прочности металла в месте гиба — в отличие от сварных швов, которые по факту скорее становятся слабыми местами конструкции.
- Быстрота и малая стоимость работы — особенно, опять же, в сравнении со сваркой, которая требует тщательной проработки каждого шва и высокой квалификации работника.
Возможности "Металл-Кейс" по гибке листового металла
Радиус гиба — от 0,5 мм .
Толщина металла — до 6 мм .
Длина гиба — до 2000 мм .
Металлообработка, лазерная резка, гибка и покраска металла в «Металл‑Кейс»
Мы выполняем и лазерную резку, и гибку с ЧПУ, и другие виды металлообработки при производстве деталей и корпусов для электроники. И выполняем их качественно, на самых современных станках.
На этой странице вы видите достаточно примеров наших работ, и еще больше вы можете увидеть в разделе «Примеры». Эти фотографии говорят намного больше любых слов. Вы видите, что даже сложные и нестандартные заказы прекрасно выполняются на нашем производстве.
Читайте также: