Лазерная резка металла гравировка
Обновлено: 17.05.2024

Лазерная резка низкоуглеродистой и нержавеющей стали имеет долгую историю и является одним из применений CO2-лазеров. Однако CO2-лазеры традиционно не являются хорошим решением для резки материалов с высокой отражательной способностью.
Длина волны излучения волоконных лазеров составляет около 1,07 мкм, по сравнению с 10,6 мкм у традиционных альтернатив CO2. Лазерный свет с длиной волны 1,07 мкм не только меньше отражается и, следовательно, легче поглощается, но и более короткая длина волны может быть сфокусирована в пятно, диаметр которого составляет примерно 1/10 диаметра луча CO2. Это обеспечивает значительно более высокую плотность мощности, что облегчает проникновение в металл. При таких высоких уровнях плотности мощности металлы, такие как медь и латунь, быстро проходят через фазовый переход в расплавленное состояние, поэтому лазерный луч быстро преодолевает барьер отражения таких металлов для начала эффективного процесса резки. Резка таких металлов оказалась сложной при использовании CO2-лазеров.
Какие металлы отражают при лазерной резке?
Медь, латунь, бронза, серебро, золото и алюминий в твердом состоянии хорошо отражают инфракрасный свет. Алюминий, однако, не считается отражающим металлом для практических целей резки волоконным лазером .
Почему лазерная резка латуни и меди настолько сложна?
- Низкое поглощение инфракрасного лазерного излучения затрудняет резку этих металлов;
- Медь и латунь (медно-цинковый сплав) являются хорошими отражателями (и, следовательно, плохими поглотителями) инфракрасного (ИК) лазерного света, особенно в твердом состоянии;
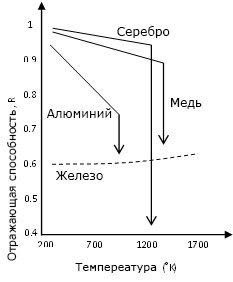
- Чистая медь в твердом состоянии отражает> 95% ближнего ИК-излучения (длина волны ~ 1 мкм);
- Отражательная способность меди и других отражающих металлов уменьшается, когда металл нагревается, и резко падает, когда материал плавится (например, до
Распространенные проблемы при лазерной резке отражающих металлов
При оптимальном выборе лазера, оптики и процесса резки лазерный луч быстро расплавляет поверхность отражающих материалов, затем взаимодействует с более поглощающим расплавленным металлом и инициирует эффективный, стабильный процесс резки. Неправильный выбор лазерной/оптической установки или использование неоптимальных параметров процесса может привести к чрезмерному сближению лазера с твердым металлом и, следовательно, к чрезмерному количеству отраженного света. Слишком большое отражение, в свою очередь, приводит к неэффективности процесса резки и потенциальному повреждению оптики.
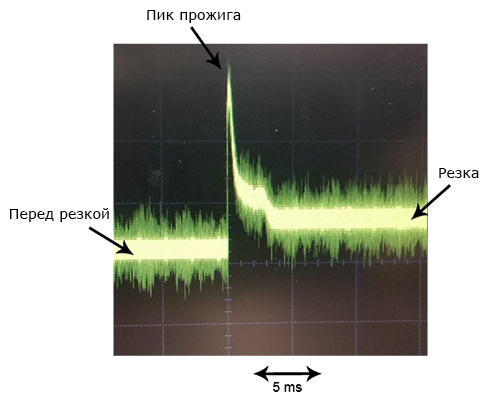
Критической стадией при резке отражающего металла является начало процесса, особенно стадия прожигания, когда лазер взаимодействует с твердым металлом. После создания разреза лазерный луч в основном взаимодействует с расплавленным материалом.
Какие факторы важны для успешной резки меди и латуни с помощью волоконного лазера?
Следующие параметры процесса важны для резки меди и латуни с помощью волоконных лазеров:
Скорость резки
Отступите от максимальной скорости подачи, которую может поддерживать процесс, примерно на 10 - 15%, чтобы избежать риска того, что резка погаснет, тем самым применяя высокий уровень энергии луча к материалу в его наиболее отражающем состоянии. Если вы сомневаетесь, начните с более медленной скорости, чем та, которую может выдержать процесс. Перед перемещением луча для начала резки дайте время выдержки, чтобы убедиться, что отверстие пробито насквозь.
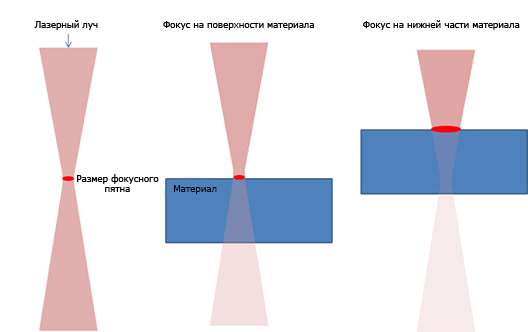
Фокусное положение
Как для прожига, так и для резки, установите положение фокуса как можно ближе к верхней поверхности, насколько позволяет качество резки. Это сводит к минимуму количество поверхностного материала, который взаимодействует с лучом в начале процесса, тем самым максимизируя плотность мощности луча, что приводит к более быстрому плавлению.
| Толщина меди | 1 мм | 1,5 мм | 2 мм | 3 мм | 4 мм | 6 мм |
| Минимальная пиковая мощность, необходимая | 1000 Вт | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт |
Настройка мощности
Использование максимальной пиковой мощности, доступной для прожига и резки, сокращает время, в течение которого материал находится в наиболее отражающем состоянии. Приведенную выше диаграмму можно использовать в качестве консервативного руководства для начала разработки процесса.
Режущий газ
При прожиге и резке меди в качестве режущего газа обычно используется кислород под высоким давлением (100-300 фунтов на квадратный дюйм в зависимости от толщины) для повышения надежности процесса. Когда используется кислород, образование оксида меди на поверхности снижает отражательную способность. Для латуни подойдет азотный газ для резки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Что такое лазерная резка и гравировка: технология, материалы, преимущества

Лазерная гравировка и резка наряду с 3d печатью даёт большие преимущества для вашего производства или хобби. Эта технология может применяться от нанесения маркировки, логотипов и номеров на детали, маркетинговых и рекламных приложений, до использования на сложных производственных комплексах. Но чтобы начать получать от этого выгоду, вы должны понять, как работает лазерная гравировка и какие рекомендации по дизайну необходимо соблюдать, чтобы успешно начать ее использовать.
Что такое лазерная гравировка

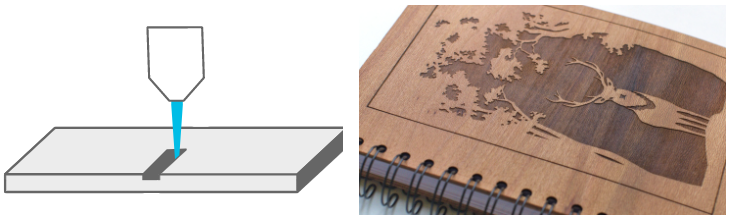
Лазерная гравировка основана на действии лазерного луча, направленного на обрабатываемую поверхность. Сначала вам нужено подготовить файл, растрового (векторного ) изображения в формате gcode, который отправляется с компьютера на контроллер с ЧПУ лазерного гравера. Контроллер позиционирует лазерный луч, таким образом, что бы прожигаемая поверхность была в форме очертаний изображения.
Существует два вида лазерной гравировки: линейная гравировка и гравировка на поверхности . Первый использует векторные изображения, чтобы следовать за линиями, очертаниям границ изображения. Гравировка поверхности работает с растровым изображением созданным по фотографий.
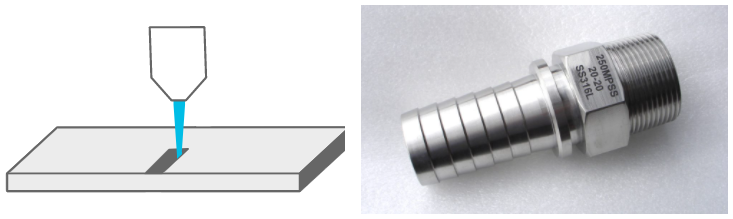
Что такое лазерная резка

Лазерная резка — это высокоточный процесс с ЧПУ, в котором используется мощный лазерный луч для резки. Идеально подходит для различных типов материалов (включая металлы, дерево и полимеры), он позволяет изготавливать сложные детали без использования специального инструмента.
В отличие от гравера, который прожигает только часть толщины листа, резак делает это полностью, вырезая деталь по заданному контуру.
Благодаря высокой повторяемости процесс подходит как для разовых работ, так и для производства небольших и средних объемов. Лазерная резка особенно полезна для изготовления деталей из листового металла (стали , латуни, алюминия или никеля). Он стал неизменным фаворитом в производстве медицинских изделий благодаря своей высокой точности и надежности.
В отличие от ЧПУ станков, лазерная резка работает с листовым материалом, в большинстве случает создавая объекты толщиной до 50 мм (в зависимости от типа материала).
Каковы преимущества лазерной гравировки и резки?
Эта технология особенно полезна для формирования деталей напрямую из листового материала или нанесения маркировки и логотипов на деталях или готовых товарах. Процесс очень быстрый и достаточно надежный. Это особенно эффективно там, где время производства имеет значение. Эта технология значительно ускоряет производственный процесс.
Лазерная гравировка может работать с широким спектром материалов, от дерева до картона и пластмассы, где традиционные методы быть не эффективными. Таким образом, лазерная гравировка может дополнить ваше производство новыми материалами и даст вам новую свободу дизайна.
Лазерная резка позволяет получить очень точные нарезанные детали, подходящие для чего угодно, от открывалок для бутылок до печатных плат. Это и быстрее, и эффективнее, чем ручные методы изготовления.
Недостатки и ограничения лазерной резки
Работа с материалом толщиной более 100 мм может быть затруднена в зависимости от типа лазера, потребуется значительно большое количество времени, что бы изготовить деталь, а соответствующее оборудование будет стоить очень дорого.
Высокое потребление энергии может привести к относительно высоким эксплуатационным расходам.
Типы лазерных граверов и резаков
Тип лазерного резака № 1: CO2-лазер
Из трех типов лазерных резаков чаще всего используются CO2. Благодаря низкому энергопотреблению, относительно низкой цене и высокой эффективности эта технология лазерной резки является наиболее подходящей для потребителей и производителей. Источник лазера создается из газовой смеси, которая в основном состоит из диоксида углерода. Кроме того, CO2-лазеры совместимы с самым широким диапазоном материалов.
- Длина волны 10.6 нм
- КПД 10%
- Диаметр лазерного пятна 0.15 мм
- Плотность энергии 84.9 MW/cm2
Тип лазерного резака № 2: Кристаллический
Этот лазер, созданный на кристаллах, легированных неодимом или иттрием, имеет гораздо меньшую длину волны и более высокую интенсивность по сравнению с CO2-лазерами. Лазер может прорезать более толстые и прочные материалы, включая металлы и некоторую керамику. Обратной стороной этого типа лазера является то, что детали машины изнашиваются очень быстро, что требует более тщательного и дорого обслуживания. К тому же они потребляют значительно больше энергии при эксплуатации. В качестве источника света используется диод или лампа.
- Длина волны 1.06 нм
- КПД 2% ламповый, 6% диодный
- Диаметр лазерного пятна 0.3 мм
- Плотность энергии 8.5 MW/cm2
Тип лазерного резака № 3: Волоконно-оптический лазер
Создан на основе так называемого «затравочного лазера» и усилен специальными оптическими волокнами. Этот лазерный источник имеет высокую интенсивность, которая не уступает неодимовому, но его легче обслуживать из-за конструкции. Станки для лазерной резки на основе волокна в основном используются для процессов лазерной маркировки. В качестве источника света используется диод.
Они до 3 раз более энергоэффективные, чем газовые резаки. Фрезы для стекловолокна не имеют движущихся частей (например , вентиляторов для циркуляции газа или зеркал в источнике света), что делает инструмент более простым в обслуживании. В отличие от лазеров на основе двуокиси углерода, альтернативы стекловолокну позволяют резать тонкие листы быстрее при той же мощности, а также могут без последствий резать светоотражающие материалы.
По цене что то, среднее между СО2 лазером и на базе кристаллов.
- Длина волны 1.07 нм
- КПД около 30%
- Диаметр лазерного пятна 0.15 мм
- Плотность энергии 113.2 MW/cm2
Материалы применяемые в лазерной резке и гравировке
Есть множество материалов на выбор с различными цветами и толщиной. Выбор правильного материала является важным шагом, поэтому мы сейчас дадим вам обзор материалов.
Акрил

Акрил это пластичный материал, который прочен и довольно устойчив к царапинам . Он также достаточно стабилен в отношении усадки. Он отлично справляется с лазерными операциями, а это значит, что ваш дизайн получится хорошего качества.
Кроме того, этот материал может подвергаться воздействию других методов проектирования, таких как склеивание и покраска, он водонепроницаем и может использоваться во влажных средах, таких как кухни или ванные комнаты. Большие применения акрила лежат в различных отраслях промышленности, таких как медицина, молния или электроника.
Для доступных толщин и цветов, проверьте акриловую страницу .
Фанера

Этот материал изготовлен из нескольких склеенных друг с другом листов дерева. Благодаря этому фанера широко используется строителями, производителями кабины или промышленными дизайнерами. Основными характеристиками этого материала являются механическая стойкость, гибкость, водостойкость, легкость и эстетичный вид .
Фанера — отличный материал для готовой продукции. Сделанный из дерева, он придаст вашему дизайну уникальный, естественный вид. С этим материалом также можно работать, как с натуральным деревом, его можно склеить, его также можно прикрутить, распилить и прибить.

МДФ , Древесноволокнистая плита средней плотности, представляет собой конструкционную древесину. Этот материал производится из остатков лиственных или хвойных пород, разложенных на древесные волокна. Волокна соединяются воском и смолой. С применением высокой температуры и давления формируются панели из МДФ.
МДФ имеет тонкую текстуру и натуральный светло-бежевый цвет. Основным преимуществом этого материала является способ регулировки, который он может выдержать, в отличие от массива дерева. МДФ может быть окрашен, окрашен, окрашен, огнестойкий, водостойкий, формованный и даже изогнутый. Он также будет хорошо работать, подвергаясь шлифованию и строганию, так как не содержит узлов или колец.
Картон

Картон изготавливается путем ламинирования плоской, гофрированной или тисненой бумаги различной толщины. Картон может быть очень полезным для вашей продукции, так как он легкий и имеет конкурентоспособную цену .
Как и другие материалы для лазерной гравировки, он может быть изменен путем резки, склеивания или складывания. Помимо всего прочего , картон также пригоден для вторичной переработки и биоразложения . Широко распространено мнение, картон используется только в упаковке, но на самом деле, он также может быть большим для прототипирования или производств презентационных моделей в области архитектуры.

Полиоксиметилен, POM , является инженерным термопластом, он также известен как ацетал или делрин. Этот материал особенно популярен благодаря превосходным механическим свойствам , сильному сопротивлению и большой стабильности размеров . Он имеет гладкую, похожую на стекло поверхность.
Этот материал был разработан с учетом внутренних технических деталей. Это легкий, прочный и прочный, но также атмосферостойкий, водонепроницаемый и стойкий к растворителям. Он хорошо справляется с растрескиванием, что делает его отличным кандидатом для промышленного инструмента, запасных частей, зубчатых колес, петель или замков.
Металл

Резка или гравировка лазером по металлу, уже давно широко используется на множестве крупных заводов и производствах.
В принципе технология почти ничем не отличается от обработки лазером дерева и других материалов, разве что лазер значительно мощнее (в основном примеряют либо CO2, либо диодные оптоволоконные лазеры) и приствуют системы охлаждения.
Металлы, используемые для лазерной резки
Лазерная резка — это универсальный метод производства, который можно использовать для резки различных материалов, включая металлы, пластмассы, дерево, бумагу и текстиль. Что касается металлов, сталь режет лучше, чем алюминий и медь. Это связано с тем, что сталь, в отличие от алюминия и меди, отражает световую и тепловую энергию, что в противном случае может привести к короблению. Ниже вы можете найти краткую информацию о наиболее распространенных металлах, используемых для лазерной резки.
Металлы используемые для лазерной резки:
- +Исключительные качества отделки (легко анодировать)
- + От умеренной до высокой прочности
- — Низкая твердость
- + Прочность выше, чем у 5052
- + Устойчивость к коррозии
- + Хорошая обрабатываемость
- + Отличные термические и электрические свойства
- + Высокая пластичность
- — Высокая теплопроводность
Нержавеющая сталь 304
- + Отличные механические свойства
- + Отличная коррозионная и кислотостойкость
- — Относительно сложная обработка
Нержавеющая сталь 316L
Мягкая сталь 1018
- + Полумагнитный
- + Относительно простой в обработке
- — Низкая коррозионная стойкость
Руководство по подготовке файлов для лазерных граверов и резаков
Есть особенно важные правила, которые вы должны соблюдать, когда дело доходит до лазерной гравировки. Очень популярным аспектом лазерной гравировки является гравировка текста . Когда текст отправляется на контроллер, машина автоматически добавляет рамку вокруг букв, поэтому важно помнить:
- Убедитесь, что буквы имеют правильный интервал
- Минимальный размер текста 2 мм
- Узкие шрифты являются предпочтительными
Лучшие лазерные граверы и резаки
Лазерный гравер и резак OMTech 40 Вт

- Тип лазера СО2
- Рабочая площадь 300 х 200 мм
- Мощность лазера 40 Вт
- Цена 389 $
OMTech — китайский производитель лазерных граверов и резаков. OMTech импортирует оборудование в США, где проводит усиленный контроль качества..
Этот лазерный гравер и резак мощностью 40 Вт представляет собой компактный станок с площадью резки 300 x 200 мм, разрешением 4500 dpi и максимальной скоростью резки 80 мм / с. На самом деле, это отличная модель для начинающих, она стоит менее 400 долларов и предлагает отличное соотношение цены и качества. Некоторые компоненты поддаются модернизации, — вытяжной вентилятор, водяной насос или даже лазер.
В зависимости от материала этот лазер должен резать на глубину 2–3 мм, кожу и дерево, а также резину, гравировать металл.
Лазерный гравер резак Flux Beamo 30 Вт

- Тип лазера СО2
- Рабочая площадь 300 x 210 мм
- Мощность лазера 30 Вт
- Рыночная цена 1499 $
Beamo 30W — это станок для лазерной гравировки и резки начального уровня от Flux — золотая середина между доступностью, простотой использования, внешним видом и функциональностью.
Есть некоторые минусы. Травление и затенение могли бы быть лучше, приложение не всегда работало, а режим предварительного просмотра камеры не захватывает всю рабочую область.
Лазерный гравер и резак OMTech 80 Вт

- Тип лазера СО2
- Рабочая площадь 710 x 500 мм
- Мощность лазера 80 Вт
- Цена 2 799 $
Этот станок OMTech 80 W представляет собой мощный полупромышленный лазерный резак, способный выполнять самые разные работы по резке. Он предлагает рабочую область 500 x 710 мм и может работать с различными материалами, такими как дерево, кожа, резина и оргстекло. Эта конкретная модель может выполнять длительные работы, выходящие за пределы области резки.
В целом, эта компания предлагает высококачественное оборудование, подходящее для малого бизнеса и промышленности. Лазер также относительно прост в настройке, но имейте в виду, что это большой аппарат — 119 x 86 x 91 см и вам также понадобится достаточно места для вытяжных вентиляторов.
Особенно мощный CO2-лазер, но OMTech предлагает еще более мощный блок с номинальной мощностью 100 Вт.
Лазерный резак Full Spectrum Muse Core
- Тип лазера СО2
- Рабочая площадь 508 x 305 мм
- Мощность лазера 40 Вт
- Цена 3500 $
Muse Core от Full Spectrum Laser — это станок для лазерной резки CO2 мощностью 40 Вт (опционально 45 Вт) с рабочим пространством 508 x 305 мм и несколькими полезными функциями.
Muse Core по цене около 3500 долларов не самый дешевый резак в этом списке, но он немного дешевле, чем Glowforge (его главный конкурент), а также имеет немного большую площадь сборки. У Full Spectrum Laser также есть некоторая родословная: фирма из Лас-Вегаса является известным производителем гораздо более сложных промышленных резаков.
В частности, для производителей и малого бизнеса Muse Core может быть достойной альтернативой подобным Glowforge. Этот резак не способен резать стекло или металл, но дерево, ткань, кожа, бумага, акрил и резина не должны вызывать проблем.
Он также поставляется с программным обеспечением на основе браузера, которое не требует подключения к Интернету для работы, дополнительной поворотной насадкой для цилиндрических работ и поддержкой. Дополнительные насадки и аксессуары также доступны для тех, кто ищет более подходящее для своих нужд.
Лазерный резак Glowforge Plus
- Тип лазера СО2
- Рабочая площадь 500 x 280 мм
- Мощность лазера 40 Вт
- Цена 3 995 $
Glowforge Plus, оснащенный лазерной трубкой для CO2 мощностью 40 Вт, которая обеспечивает высокую мощность резки и точность до 0,025 мм, является средним между всеми любимыми Glowforge Basic и Glowforge Pro. Это устройство, оптимизированное для домашнего и офисного использования, оснащено такими функциями упаковки, как водяное охлаждение, HEPA-фильтр и воздушный компрессор, чтобы выдуть из лазера случайные частицы и предотвратить возгорание.
Он совместим с широким спектром материалов, включая кожу, дерево, акрил, стекло, ткань, картон, и может резать в глубину до 12 мм в зависимости от материала. Этот станок для лазерной резки часто используется малыми предприятиями, которые ищут универсальный и надежный станок для лазерной резки.
ТОП 10 советов и приемов для резки и гравировки на лазерном станке

Одна из замечательных особенностей лазерных станков для резки и гравировки - это то, насколько быстро они могут выгравировать узор или вырезать даже самый замысловатый рисунок. Тем не менее, операторы лазерных станков всегда ищут способы повысить производительность. Вы управляете своим лазером максимально эффективно? Вот несколько советов и приемов, которые вы можете использовать, чтобы убедиться, что вы используете свой лазер с максимальным потенциалом.
Совет №1: Настройка лазера и подготовка пространства для работы
Перед тем, как непосредственно перейти к полезным приемам по лазерной резке и гравировке, сначала следует рассмотреть несколько хороших идей для подготовки к этим процессам.
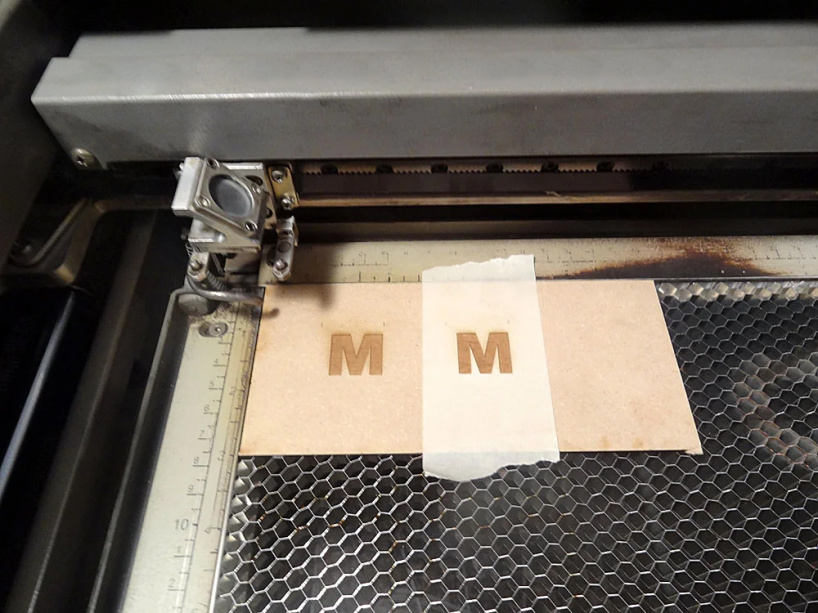
Защита заготовки от следов нагара: когда приступаете к гравировке вы должны быть готовы к тому, что что дым образующийся в процессе гравировки может повлиять на изделие и оставить на нем следы нагара. Чтобы этого не произошло, закройте поверхность изделия малярной лентой, чтобы защитить ее. Малярная лента слегка снизит мощность лазера (чуть-чуть увеличьте мощность, если вы считаето, что это нужно сделать), это защитит материал вокруг гравировки от нагара. После выполнения гравировки просто отклейте малярную ленту. Этот метод особенно хорош, если вы гравируете на коже.
Настройки: Ваш лазер должен иметь предустановленные настройки для резки или гравировки различных материалов разной толщины. Вы также должны иметь возможность загрузить эти настройки в свой компьютер или лазер и сохранить их как предварительные настройки. Важно назвать их так, чтобы вы могли легко их найти. Таким образом, когда вам понадобится гравировка на коже или резка фанеры толщиной 4 мм, вы легко найдёте сохраненные параметры для этой работы.
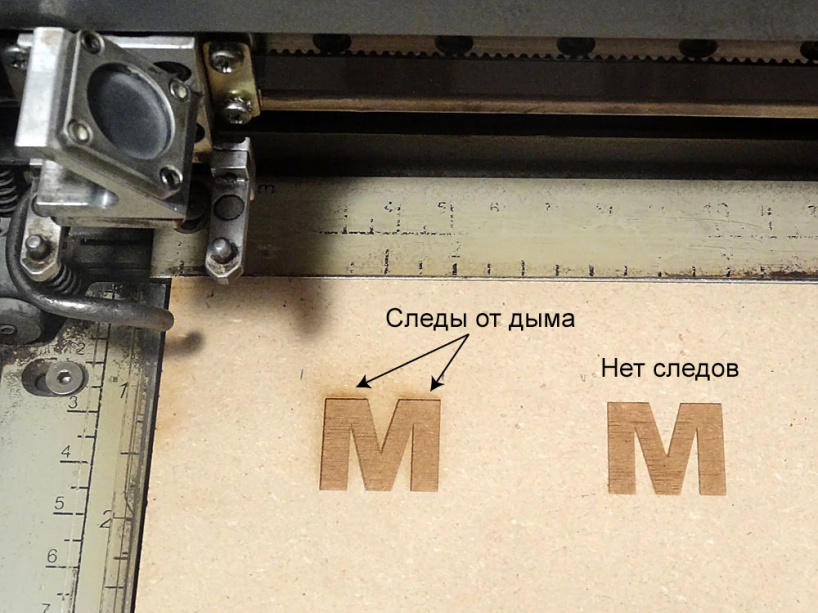
Пробная резка: Даже если у вас есть готовые настройки для резки материалов, сначала лучше провести пробную резку, прежде чем приступить к основной работе. Очень неприятно вынуть заготовку из лазера и увидеть, что она не прорезана до конца. Советуем сделать пару небольших геометрических фигур в одном из углов заготовки (например: круг и квадрат).
Лазерная гравировка на коже
Совет №2: Разбивка дизайна на слои
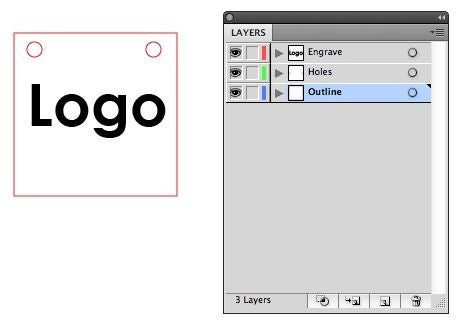
Советы, о которых мы будем говорить дальше, предполагают возможность гравировать/резать только часть проекта или дизайна за раз. Есть легкий способ сделать это - разбейте ваш дизайн на несколько слоев в одном файле. В большинстве графических редакторов есть воможность разбивать файл на слои, а затем включать и выключать их. Вы конечно можете разместить весь дизайн на одном слое, но разделение на несколько слоев даст вам несколько ключевых преимуществ:
1. Контроль порядка резов. Ваш лазер должен иметь настройки для определения в каком порядке происходит рез. Но у вас есть вариант более удобного контроля порядка резов, вы можете разместить разные линии реза на разные слои в файле, чтобы включать и выключать печать каждого слоя в необходимом вам порядке.
2. Несколько деталей и дизайнов в одном файле. Вместо того, чтобы иметь отдельные файлы для каждого дизайна, просто поместите их в один файл на отдельные слои. Затем просто печатайте каждый слой по одному.
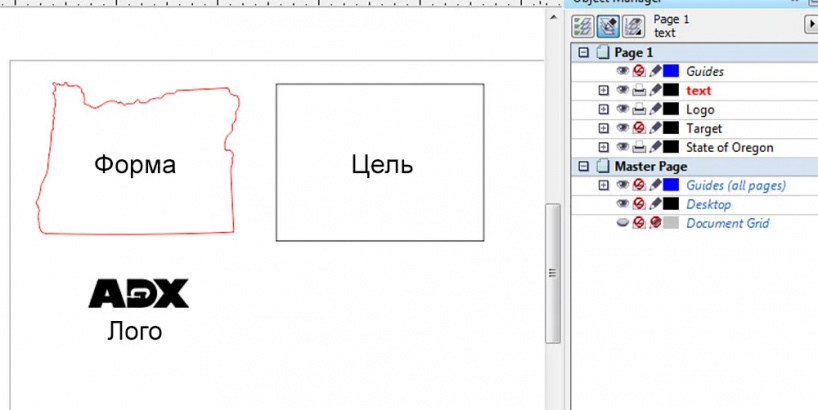
3. Создание направляющих. Возможно, вам потребуется создать несколько направляющих для макета вашего дизайна или, может быть, вам понадобится мишень для размещения объекта. Если вы не хотите, чтобы они гравировались, поместите их на другой слой и отключите гравировку этого слоя.
Совет № 3: Подбор материала для лазерной резки или гравировки
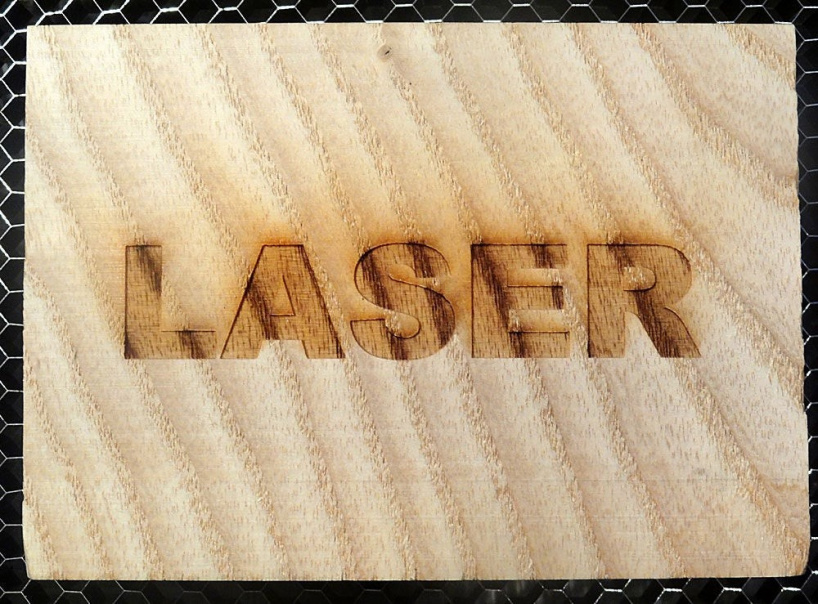
Итак, у вас есть изображение или логотип который вы хотите выжечь на куске древесины. Дерево это замечательный материал для гравировки, но вам нужно знать различия между гравировкой на цельной древесине или композитном материале, таким как фанера или МДФ. В отличие от фанеры или мдф, текстура дерева не является однородной. Волокна в древесине представляют разные этапы роста дерева(зимой и летом) и каждое из них будет резаться по разному. Обычно темные волокна тверже, а светлые части между ними мягче. Как вы можете понять на примере фото выше, на гравировке вы видите узор зебры. Если вам важно, чтобы гравировка выглядела однородно, вам лучше подобрать такую заготовку, где верхний слой более однороден.
Еще одна вещь, которую следует учесть, - это особенность гравировки материалов с тонким шпоном из хорошего дерева сверху. Гравировка часто прожигает тонкий шпон, обнажая то, что находится под ним. Убедитесь, что то, что находится под шпоном, выглядит хорошо и что вы прожигаете весь путь через шпон, чтобы у вас не было смеси шпона и поверхности под ним.
Совет №4: Перекрывающиеся линии
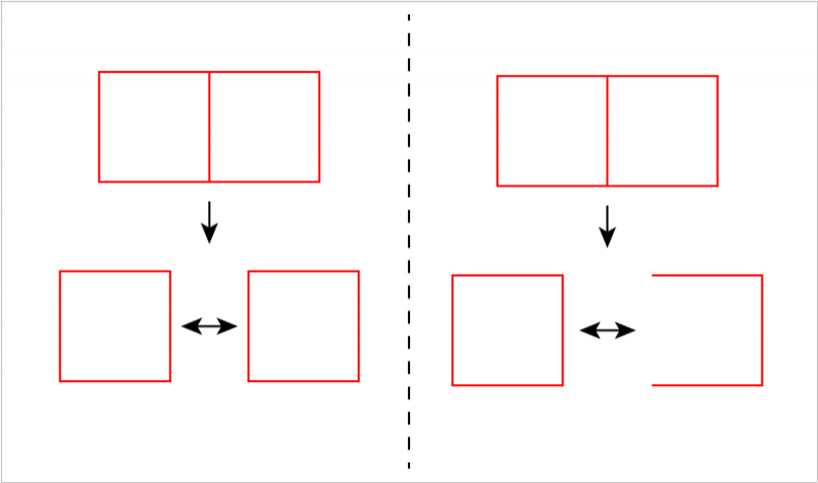
Часто при вырезании нескольких частей одновременно возникает искушение поместить их рядом друг с другом, чтобы соседние линиии перекрывали друг друга. Это хорошая идея, но есть хороший и плохой способ это реализовать.
Скажем, вам нужно вырезать несколько квадратов. Если вы нарисуете 2 квадрата (по 4 стороны каждый), а затем прижмете их друг к другу, это будет выглядеть так, как будто между ними есть только одна линия. Проблема в том, что, хотя кажется, что есть только одна линия с перекрывающейся стороны, компьютер все равно видит 2. В резульитате этого лазер пройдет два раза по одному и тому же месту. Это может привести к ожогу края, а не к чистому порезу. Это также тратит время на ненужный порез.
Совет №5: Линии - растр против вектора
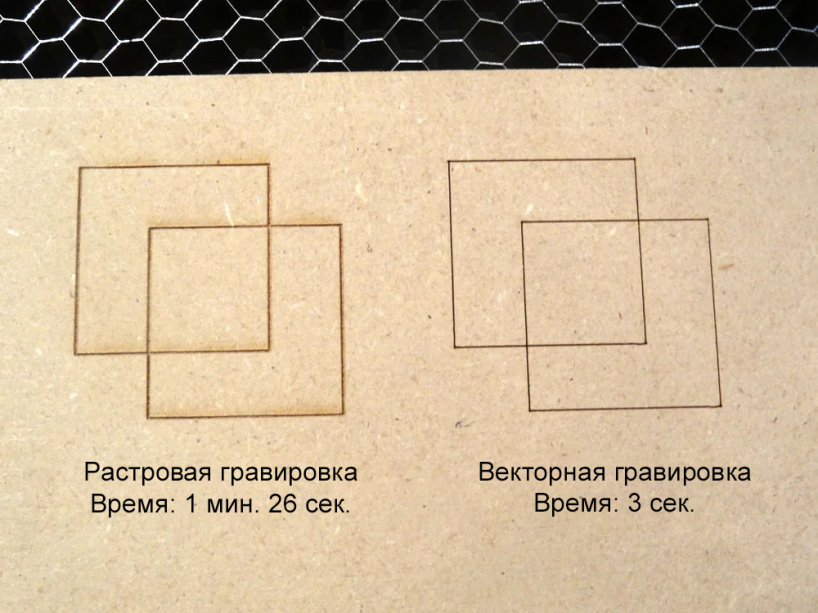
Главная разница между растровой гравировкой и векторной резкой заключается в том, что для гравировки лазерная головка перемещается слева направо по области печати, а затем перемещается вниз на шаг и повторяет это до тех пор, пока не выгравируете изображение. При векторном разрезе лазер просто прослеживает линии разреза. В результате растровая гравировка занимает гораздо больше времени, чем векторная.
Итак, если у вас есть рисунок, например кельтский узел, или дизайн напоминающей карту, в основном состоящий из линий. Вы можете запустить его как растровую гравировку. Преимущество этого метода будет заключаться в том, что вы сможете установить толщину линии такой, как захотите. Недостаток в том, что гравировка займет гораздо больше времени.
Если ваш дизайн или рисунок представляет собой векторный файл, есть быстрый способ создания линий без их разреза. Запустите файл в виде векторного разреза, но выключите питание и увеличьте скорость. Например, чтобы разрезать фанеру 3,2 мм, у меня была бы мощность лазера на 100% и скорость на 20%, но чтобы просто забить древесину, я бы установил мощность на 30% и скорость на 95%. Поэтому вместо того, чтобы разрезать материал, лазер просто прожигает в нем тонкую линию. Преимущество в том, что это будет намного быстрее, чем гравировка. Недостатком является то, что линия будет очень тонкой, и вы не можете изменить ее толщину.
Совет № 6: Для того чтобы векторные линии были толще расфокусируйте лазер

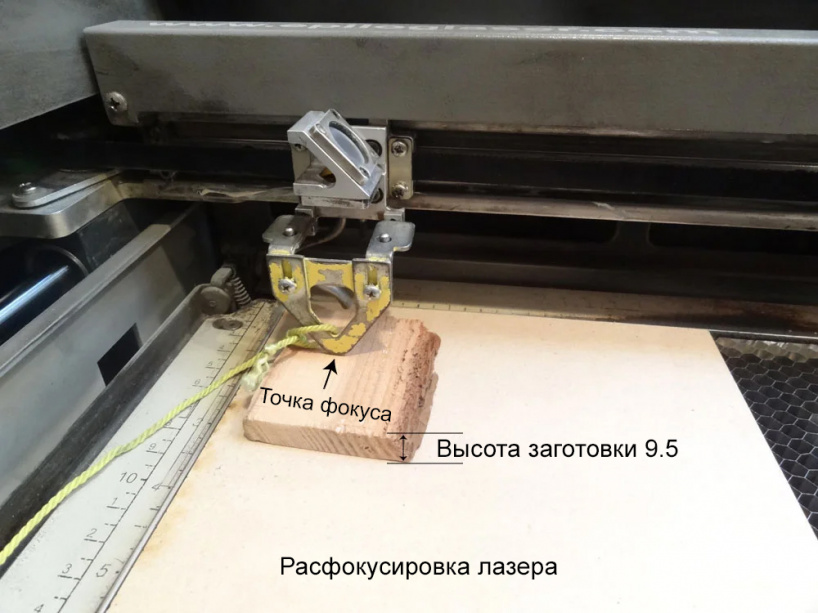
В своем последнем совете мы рассмотрели, как использовать векторные настройки, чтобы просто делать линии в материале для создания рисунков или дизайнов. Но недостатком этого трюка является то, что линия очень тонкая. Но есть способ получить более толстые линии. Лазер имеет очень точный фокус, поэтому, если немного опустить материал, лазер потеряет фокус и рассеивается. Способ, которым я это делаю, заключается в том, чтобы положить небольшой кусок дерева толщиной около 9,5 мм поверх материала, который я использую, и сфокусировать лазер на нем. Затем я запускаю лазер на векторной настройке (с более низкой мощностью и более высокой скоростью). В результате получается гораздо более толстая линия, чем если бы лазер был правильно сфокусирован.
Есть 2 недостатка, которые следует учитывать при использовании этой техники. Во-первых, линия немного мягкая и не такая четкая, как растровая гравюра. Во-вторых, в углах линий лазер делает небольшую паузу, когда он меняет направление, поэтому углы обжигаются немного глубже. Углы выглядят так, будто в них есть маленькие точки.
Совет № 7: Добавление векторного контура к краю шрифта или гравируемого изображения

Обычно вы должны получить хорошие края для любой гравировки, которую делает ваш лазер (если нет, проверьте свой объектив и фокус). Но если вы хотите придать краям вашей гравюры немного дополнительной резкости, вот хороший трюк. Добавьте легкую векторную обводку по краю изображения.
Еще раз вам нужно будет иметь свое изображение в виде векторного файла. Выберите свое изображение и добавьте тонкую обводку по краю. Когда вы настраиваете лазер, установите ход для векторного разреза, но уменьшите мощность и увеличьте скорость, чтобы он горел, но не прорезал край. После того, как лазер сделает гравировку, он вернется и сожжет тонкую линию вокруг самого края.
Это отличный эффект для текста.
Совет № 8: Настройка разрешения

Разрешение - это еще один фактор, который следует учитывать, когда вы сделать качественную гравировку. Четкое изображение важно в любой гравировальной работе, но чем выше DPI, тем дольше изделие будет гравироваться. DPI означает отношение точкек на дюйм, и чем выше DPI, тем ближе друг к другу будут выгравированны точки. Это приводит к высокодетализированному выгравированному изображению, но может занять больше времени, чем вам хотелось бы. Немного снизив разрешение гравировки, вы можете увеличить экономию времени до 33% и более. Чтобы компенсировать низкое разрешение, рассмотрите возможность использования различных схем сглаживания, найденных в драйвере печати Epilog. Сглаживание берет визуальные Точечные узоры, которые можно увидеть с более низким DPI, и рандомизирует их, что скрывает низкое разрешение. Найдя правильное сочетание разрешения и размытия рисунка, вы можете добиться результата, который будет выглядеть хорошо и гравировка которого займет меньше времени.
Совет № 9: Как гравировать несколько изделий за раз
Допустим, у вас есть несколько деревянных подставок, на которых вы хотите выгравировать свой логотип. Вы можете поместить их по одному в источнике лазера и гравировать их один за другим. Но не лучше ли было бы разложить сразу несколько и нанести на них лазерную гравировку?
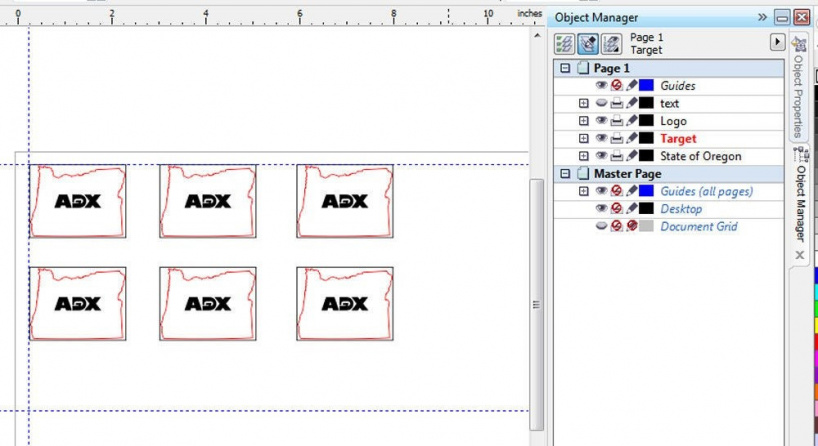
Хитрость заключается в том, чтобы создать сетку, по которой вы можете разложить детали и точно нанести на них лазерную гравировку. Создайте новый векторный файл размером с ваш лазерный стол. Затем измерьте одну из ваших фигур/предметов. Если вам удастся получить его точную форму, но если не просто придумать красивую геометрическую форму, например, круг или квадрат, она будет точно в нее вписываться. Это будет ваша целевая форма. Создайте мишень и разместите свой рисунок (гравировку или вырез) на мишени. Теперь скопируйте мишень, свой дизайн и вставьте столько копий, сколько сможете уместить в пространстве вашего лазерного стола.
Совет: оставьте небольшое пространство между мишенями, чтобы их можно было поставить, не задевая окружающие.
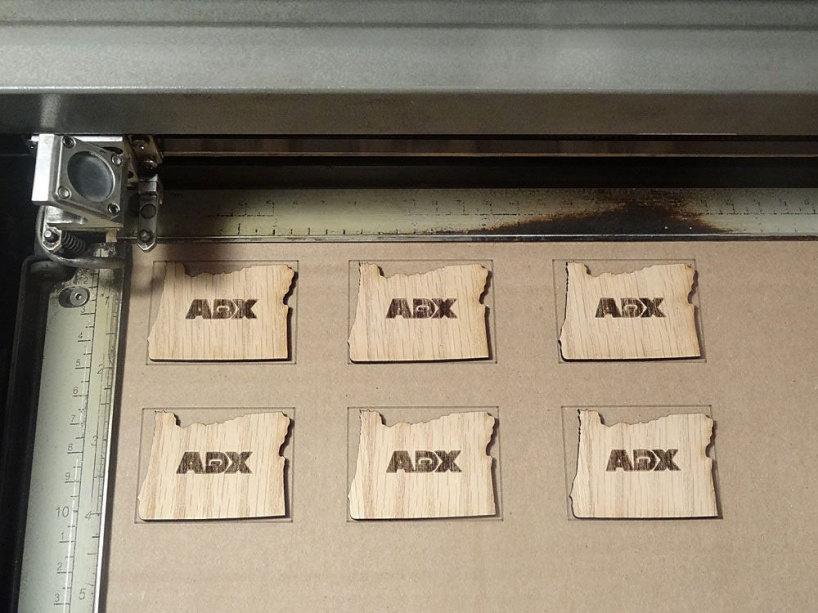
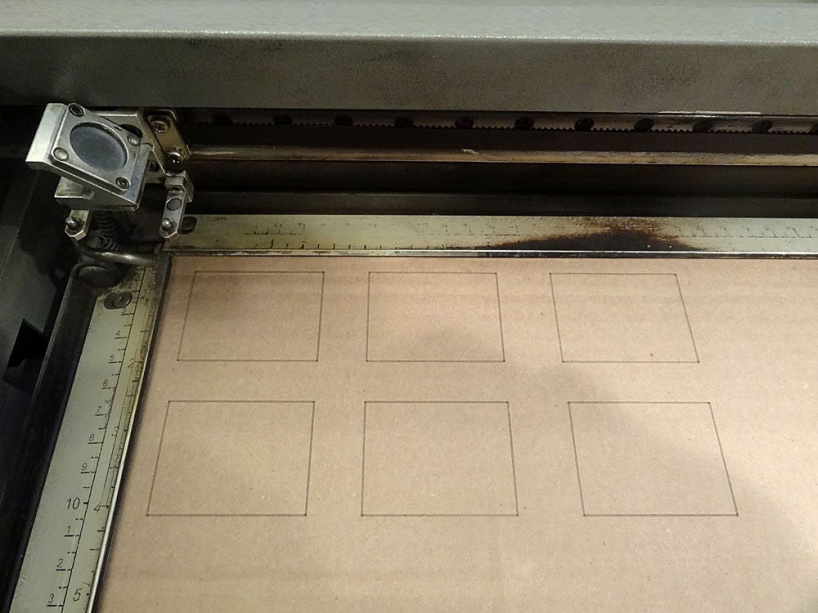
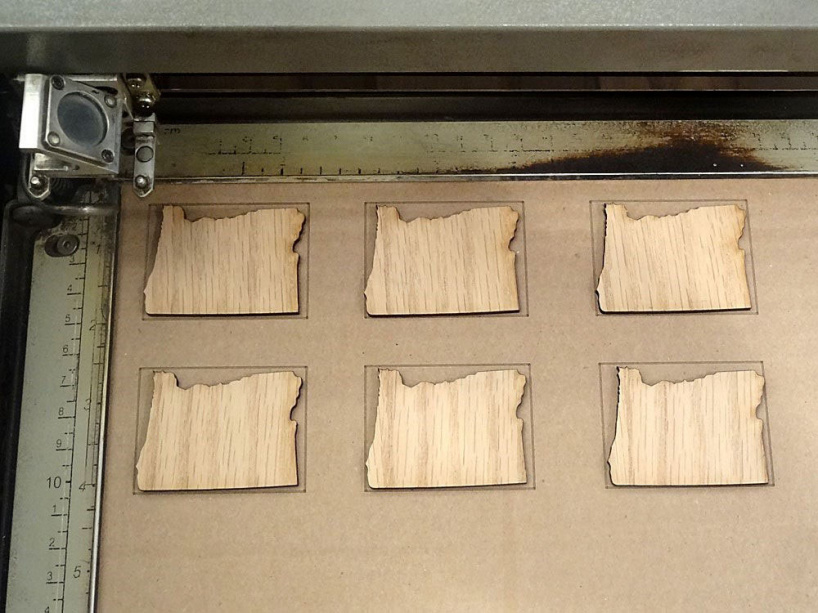
Вырежьте кусок картона по размеру вашего лазерного стола и вставьте его в лазер. Теперь убедитесь, что для печати выбран только слой с мишенями. Выгравируйте, отметьте или вырежьте нужные формы на картонной доске. Это создаст сетку на картоне, которая соответствует сетке в файле. Теперь поместите предметы, которые вы собираетесь выгравировать, на мишени, отмеченные на картоне. Не забудьте перефокусировать лазер на вершины того, что вы гравируете. Теперь вы можете отключить печать целевого слоя и включить печать слоя дизайна.
Пока вы не перемещаете картон, вы можете просто выкладывать новые детали, нажимать гравировку и повторять, пока все детали не будут готовы.
Совет №10: Используйте лазерный указатель, чтобы определить, зоны гравировки и реза
Следует помнить, что это хорошо работает с векторными линиями, где лазерная указатель следует по линияи, но не так хорошо с гравюрами, где лазер проходит обратно и по всей площади гравюры. Если нужно использовать лазерный указатель, чтобы понять, где закончится гравировка, то можно сделать так: нарисовать векторный квадрат или круг вокруг гравировки, а затем лазерный указатель просто трассирует квадрат. Или можно нарисовать горизонтальные и вертикальные центральные линии.
Лазерная резка и гравировка — подробное руководство для начинающих
Лазерные станки — отличное решение для производства самой разнообразной продукции: от простых коробок до гравировки подробной графики на дереве или создания сложных трехмерных объектов.
В этом руководстве для начинающих рассмотрим основы работы лазерного резака, примеры того, что можно сделать с помощью лазера, и как создавать дизайны для лазерной резки или гравировки.
Лазерные станки — что это?
Лазерный резак — это машина с компьютерным управлением, которая использует лазерный луч для точной резки или гравировки материала. Лазер — сильно сфокусированный, усиленный световой луч, который заставляет материал локально гореть, плавиться или испаряться. Тип материала, который может разрезать лазер, зависит от типа лазера и мощности конкретной машины.
Есть разные виды лазерных станков. В этом руководстве особое внимание уделяется газовым машинам и, в частности, лазерным станкам CO2, поскольку этот тип чаще всего используется любителями и малым бизнесом. К другим типам относятся, например, волоконные или кристаллические лазеры, которые в основном используются в промышленности.
Станки для лазерной резки CO2 способны резать и гравировать широкий спектр неметаллических материалов, таких как дерево, бумага, акрил, текстиль и кожа.
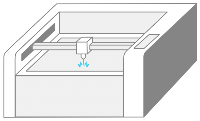
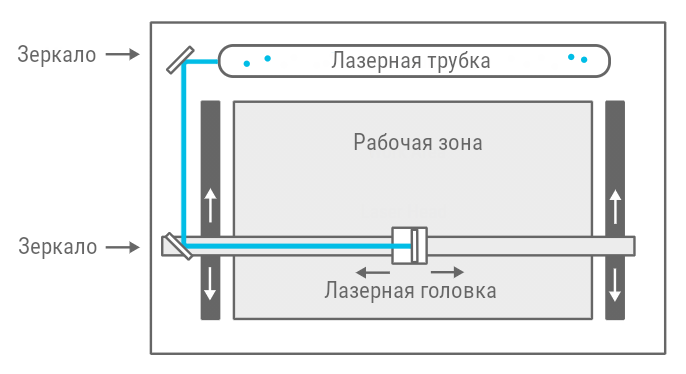
Как работает лазерный станок?
В станке для лазерной резки CO2 лазерный луч создается в трубке, заполненной газом CO2. Далее с помощью зеркал и линз лазерный луч направляется на лазерную головку и фокусируется на поверхности материала. Двигатели с электронным управлением перемещают лазерную головку, чтобы вырезать или выгравировать желаемую форму на материале заготовки. Форма определяется входным файлом, который может быть векторным или растровым изображением.
Когда лазер попадает на материал, очень небольшая область нагревается за очень короткий период времени, в результате чего материал плавится, сгорает или испаряется.
Что можно делать с помощью лазерного станка?
В целом, лазерный станок может выполнять три задачи: резка, гравировка и маркировка.
Резка. Когда лазерный луч проходит через материал заготовки, он создает разрез. Лазерная резка обычно очень точная и чистая. Внешний вид обрезанных кромок зависит от материала. Например, кромки обрезной древесины обычно имеют более темный коричневый цвет, чем исходная древесина. Края акрила не меняют цвет и после лазерной резки имеют красивый глянцевый блеск.
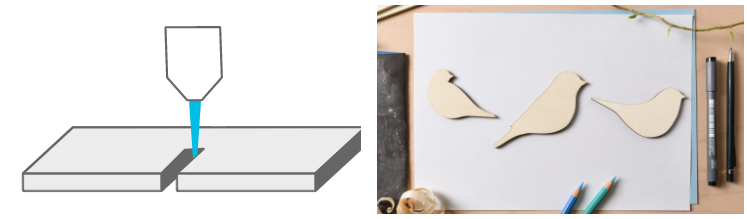
Прорезь у лазерного резака очень маленькая. Термин пропил относится к ширине канавки, сделанной во время резки. Это зависит от материала к материалу, а также от конкретных настроек лазера. Для многих материалов пропил составляет от 0,05 мм (0,002 дюйма) до 0,5 мм (0,02 дюйма).
Гравировка. Лазерный луч удаляет части верхнего материала, но не прорезает весь материал, формируя на поверхности надпись или рисунок.
Маркировка. Лазер не удаляет материал, а, например, меняет цвет материала. На резчиках с CO2-лазером маркировка в основном используется при работе с металлами. Маркировочный раствор (например, CerMark или Enduramark) наносится на поверхность заготовки. После высыхания маркировочного раствора выполняется гравировка. Тепло от лазера связывает раствор с металлом, в результате чего остается стойкая метка.
Какие материалы можно вырезать или гравировать лазером?
Станки с CO2-лазером способны резать и гравировать самые разные материалы. Однако есть и материалы, которые нельзя обрабатывать. Это может быть связано с тем, что лазер не в состоянии прорезать материал или с образованием токсичных газов. Также нельзя использовать легковоспламеняющиеся материалы.
В зависимости от мощности и других характеристик используемой машины максимальная толщина материала, который можно разрезать, будет варьироваться. Мощность лазерных резаков измеряется в ваттах. Типичные уровни мощности находятся в диапазоне от 30 до 120 Вт. Лазеры с большей мощностью в основном используются только в промышленном секторе.
| Материал | Резка | Гравировка | Примечание |
| Древесина | ✓ | ✓ | |
| Фанера | ✓ | ✓ | Лазеры могут с трудом разрезать фанерные листы с наружным клеем. |
| МДФ | ✓ | ✓ | |
| Пробка | ✓ | ✓ | |
| Картон | ✓ | ✓ | |
| Бумага | ✓ | ✓ | |
| Кожа | ✓ | ✓ | Для достижения наилучших результатов используйте растительное дубление. |
| Фетр | ✓ | ✓ | |
| Хлопок | ✓ | ✓ | |
| Акрил (оргстекло) | ✓ | ✓ | |
| Делрин (ПОМ, ацеталь) | ✓ | ||
| Полиэтилен высокой плотности (HDPE) | (✓) | (✓) | Края плохо плавятся. Возможность легкого возгорания. |
| Полипропилен | ✓ | ✓ | Возможно расплавление. |
| Гранит | ✓ | ||
| Мрамор | ✓ | ||
| Каменная плитка | ✓ | ||
| Керамика, фарфор | ✓ | ||
| Стекло | ✓ | ||
| Нержавеющая сталь | ✓ | | |
| Алюминий | ✓ | |
Есть материалы, которые нельзя обрабатывать лазером, потому что это приведет к образованию токсичных газов или пыли, которые также могут повредить машину. Эти материалы включают (но не ограничиваются ими):
- кожа и искусственная кожа, содержащая хром (VI);
- углеродные волокна (Карбон);
- поливинилхлорид (ПВХ);
- поливинилбутирал (ПВБ);
- политетрафторэтилены (ПТФЭ / тефлон);
- оксид бериллия;
- любой материал, содержащий галогены (фтор, хлор, бром, йод и астат), эпоксидные или фенольные смолы.
Как создать дизайн для лазерной резки или гравировки?
Большинство лазерных резаков CO2 работают так же, как и обычные струйные принтеры. Лазерный резак поставляется со специальными драйверами, которые преобразуют изображение с компьютера в формат, который может считывать лазерный резак.
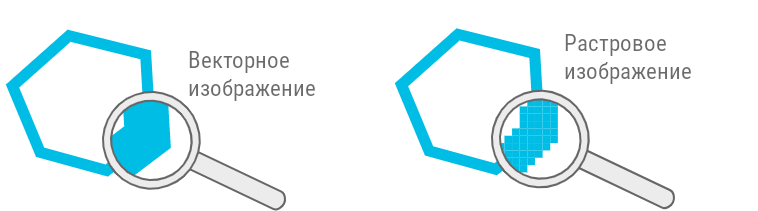
При работе с лазерными резаками важно знать разницу между векторными и растровыми изображениями. Оба типа файлов изображений можно обрабатывать, но растровые изображения можно использовать только для гравировки, но не для резки.
В векторном изображении все линии и цвета хранятся в виде математических формул. Растровые изображения основаны на пикселях. Это означает, что изображение состоит из множества маленьких квадратов. Векторные изображения можно увеличивать без потери качества, в то время как растровые изображения начинают «пикселизироваться» при определенном увеличении.
Типы векторных файлов: SVG, EPS, PDF, DXF, DWG, CDR (CorelDRAW), AI (Adobe Illustrator)
Типы растровых файлов: JPG, PNG, GIF.
Вы можете использовать программное обеспечение по вашему выбору, если экспортируете файл в подходящем формате. Ниже приведены несколько примеров программного обеспечения для графического дизайна.
- Inkscape;
- QCAD;
- CorelDRAW;
- Adobe Illustrator;
- AutoCAD.
- Autodesk Fusion 360;
- Blender;
- FreeCAD;
- Tinkercad;
- Solidworks;
- Onshape.
Общие настройки
Первое, что следует учитывать, — это размер вашего материала / максимальный размер, который может вместить рабочая зона. Это определяет максимальный размер вашего дизайна. Цветовой режим должен быть установлен на RGB. Для обозначения разных процессов обычно используются разные цвета. Например, красный цвет может использоваться для всех частей, которые будут вырезаны, а черный — для гравировки.
Создание файла для лазерной резки
Как объяснялось ранее, во время операции резки лазер направляет непрерывный луч на материал, чтобы разрезать его. Чтобы знать, где резать, лазерному станку нужен векторный путь в качестве входного файла.
Лазер будет вырезать только векторную графику с минимально возможной толщиной линий (это зависит от используемого программного обеспечения). Любая другая графика, например сплошные фигуры или более толстые линии, не будет вырезана.
При вырезании текста или других сложных форм следует учитывать, что несвязанные средние части — например, внутренняя часть буквы «О» — выпадут. В зависимости от желаемого дизайна вы можете предотвратить это. Для текста вы можете, например, использовать трафаретный шрифт, в котором все внутренние части букв соединены с внешними частями.
Создание файла для лазерной гравировки
При лазерной гравировке можно различить векторную гравировку и растровую гравировку. Векторная гравировка в основном аналогична резке с той лишь разницей, что для гравировки мощность меньше, так что лазер просто удаляет части материала, а не прорезает.
Для растровой гравировки входным файлом может быть либо векторный файл, либо растровое изображение. Во время растровой гравировки изображение гравируется лазером линия за линией, пиксель за пикселем. Этот процесс аналогичен тому, как струйный принтер наносит чернила, но вместо нанесения чернил материал удаляется лазерным лучом.
Гравировка подходит как для простых форм, так и для сложных изображений. Для гравировки фотографии необходимо преобразовать в изображения в градациях серого.
Как пользоваться лазерным станком?
Когда ваш дизайн будет готов, настало время для последнего шага — резки на лазере. Лазерные резаки — очень мощные машины. С ними можно творить великие вещи, но они также потенциально опасны, поэтому сначала небольшое предупреждение.
Перед использованием лазерного резака всегда сначала убедитесь, что вы прочитали и поняли все инструкции по технике безопасности, которые прилагаются к нему. Кроме того, имейте в виду, что эта длина волны CO2-лазера находится в инфракрасной части светового спектра, поэтому она невидима для человеческого глаза. Красная точка, которую вы видите на многих станках на поверхности материала, — это всего лишь вспомогательное средство позиционирования, а не лазерный луч, который на самом деле выполняет резку.
Подготовка
Прежде всего, убедитесь, что ваш материал помещается в рабочую зону лазерного резака, и при необходимости отрежьте его по размеру. Кроме того, будьте готовы сделать несколько пробных надрезов или гравюр, и принести с собой запасной материал.
Вам не обязательно нужны дополнительные инструменты при работе с лазерным станком, но все же могут пригодиться:
- универсальный нож: для резки материала, который не был полностью прорезан лазерным резаком, или для резки бумаги и картона по размеру;
- малярная лента: используйте ее для маскировки поверхности вашего материала, чтобы предотвратить появление пятен от ожогов;
- рулетка / штангенциркуль: для измерения размеров и проверки правильности размеров конечных объектов.
Настройки
Четыре наиболее важных параметра лазерного резака — это мощность, скорость, частота и расстояние фокусировки.
Мощность: определяет выходную мощность лазера. Обычно можно установить от 0 до 100% (максимальная мощность). Большая мощность используется для резки толстых материалов, а меньшая мощность используется для гравировки и резки тонких материалов, таких как бумага.
Скорость: определяет скорость движения лазерной головки. Для гравировки и резки тонкого материала скорость обычно устанавливается близко к максимальной. Частота (Гц, PPI): параметр частоты указывает количество лазерных импульсов в секунду. Частота полностью зависит от используемого материала. Например, резка по дереву лучше всего выполняется при частоте от 500 до 1000 Гц, а для акрила рекомендуется от 5000 до 20000 Гц для достижения гладкой кромки.
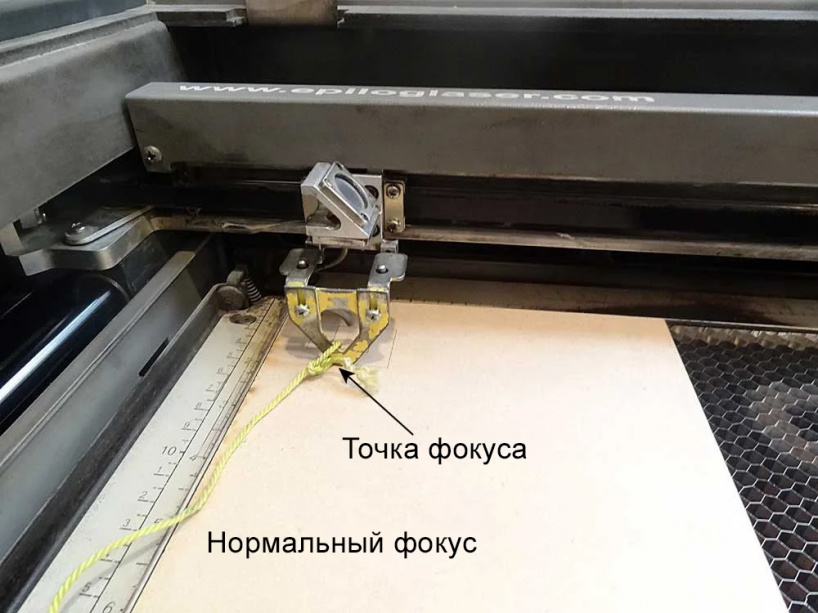
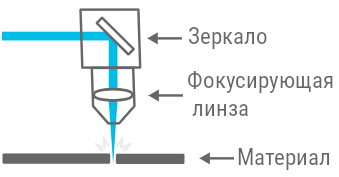
Фокус: как объяснялось ранее, внутри лазерной головки есть фокусирующая линза. Точка фокусировки (где лазерный луч наиболее тонкий) для большинства применений должна находиться на поверхности материала или немного ниже. Для этого материал должен находиться на определенном расстоянии от линзы. Точное расстояние зависит от типа используемой фокусирующей линзы.
Многие лазерные машины имеют моторизованную платформу, которую можно перемещать вверх и вниз для установки расстояния фокусировки. В качестве альтернативы необходимо вручную отрегулировать положение поверхности материала.
Итак, теперь, когда у вас есть базовое представление о доступных настройках, вы можете спросить себя, как найти правильные настройки для конкретно ваших проектов? Хорошей отправной точкой является руководство по эксплуатации лазерного резака. Часто вы найдете предлагаемые настройки для многих материалов. Если вы работаете с совместно используемым лазером в рабочем пространстве, обычно есть списки с доступными рекомендуемыми настройками.
Чтобы найти идеальные настройки для вашего материала, может потребоваться несколько попыток. Всегда изменяйте только один параметр в процессе тестирования. Например, начните с мощности, проверяя разные значения с шагом 5-10%. Когда вы будете довольны своими результатами, не забудьте записать свои настройки для использования в будущем.
Лазерная резка и гравировка – «тонкая» работа на огромных мощностях
Существует множество самых разных способов разделять на части металл, стекло и прочие материалы или же наносить на их поверхности маркировку, однако наиболее высокотехнологичными по праву являются лазерная резка и гравировка.
1 Технология лазерной резки и свойства луча
Также одной из характеристик лазера является когерентность (согласованность во времени нескольких волновых процессов). Данное свойство способствует возникновению резонанса, а значит, и без того достаточная мощность еще увеличится. Чтобы максимально облегчить процесс управления таким лучом, длину его волн делают фиксированной, частоты имеют минимальный разброс, то есть к его особенностям относится еще и монохроматичность.

Таким образом, благодаря всем вышеперечисленным свойствам лазерного луча, этот концентрированный сгусток энергии можно сфокусировать локально на поверхности какого-либо материала, в результате чего последний нагревается до температуры плавления, а иногда даже кипения. Диаметр луча в основном не превышает полмиллиметра. Именно так и осуществляется лазерная резка латуни, алюминия, цветных металлов и других сплавов.
Лазерная резка обладает длинным списком преимуществ. Кромки получаются узкие, аккуратные, при этом зона термического влияния минимальная. За счет того, что края получаются идеально отшлифованные, отпадает необходимость в механическом воздействии на них, а, следовательно, исключается вероятность появления дефектов в результате механической обработки. Процесс автоматизирован, так что для управления необходим компьютер и программа для лазерной резки. За счет этого вероятность погрешности нулевая, а луч движется строго по запрограммированному пути.

Благодаря высокой степени точности появляется возможность совершать раскрои по очень сложным контурам, чего нельзя сделать при механических способах. Данный процесс отличается высокой производительностью. Недостатков у столь совершенного способа практически нет, кроме высокой стоимости оборудования, правда, она оправдывается экономичностью процесса. Также существуют некоторые трудности с толщиной обрабатываемого металла, так как если она будет превышать 2 сантиметра, то лазерную резку осуществить невозможно.
2 Лазерная резка и гравировка – технология и оборудование
Как только что было сказано, оборудование для такой обработки материалов довольно дорогостоящее, поэтому этим в основном занимаются только крупные предприятия промышленного характера. Технология лазерной резки заключается в том, что сфокусированный луч движется в строго заданном направлении. А так как его диаметр очень маленький, при этом мощность невероятно большая, то он нагревает металл до состояния плавления. Однако смежные с лучом участки, несмотря на то что тоже нагреваются, тем не менее не деформируются. Затем в рабочую зону подается газ, это может быть и кислород, и азот, или же смеси газов с инертными свойствами – все зависит от вида и свойств обрабатываемого металла или сплава. Посредством этой струи осуществляется выдувание расплавленного материала, и получается тонкий и аккуратный рез.
Лазерная художественная резка металла в ювелирном деле или же там, где необходима повышенная точность и лучшее качество, осуществляется путем испарения молекул металла из рабочей зоны. Материал также нагревается под воздействием луча, но в отличие от предыдущего способа происходит смещение зоны плавления вглубь. Верхние же слои, в свою очередь, нагреваются до температуры кипения, что и приводит к испарению. Недостаток данной технологии заключается в том, что она требует значительно больше энергозатрат, поэтому ее целесообразно применять только в особенных случаях.

Процесс лазерной резки металлов полностью автоматизирован начиная от таких примитивных операций, как загрузка листов, и заканчивая сортировкой уже готовых изделий. Есть три основных типа машин. Портальная, когда лист металла неподвижен, а перемещается портал с технической оснасткой. Оборудование для лазерной резки второго типа предполагают ход листа, при этом портал статичен. Существуют также установки, в которых перемещаются одновременно и лист, и портал (первый в продольном направлении, а второй – в поперечном).
Кроме того, различными бывают сами лазеры.

- У твердотелых в качестве активного тела выступает рубин, неодимовое стекло либо же алюмоиттриевый гранат. Их мощность обычно не более 6 кВт. Они используются для резки алюминия, латуни или же меди.
- Лазеры, в которых активным телом выступает газ, соответственно, называются газовыми. Возбуждение атомов вещества в этом случае осуществляется посредством электрического разряда. Мощность же данных устройств может достигать 20 кВт.
- Самые "сильные" установки (150 кВт) – газодинамические – работают за счет прокачки горячего газа со сверхзвуковой скоростью. А наиболее популярными по праву можно назвать машины, в которых происходит прокачка CO2 в поперечном направлении (1 МВт). Они достаточно компактные и надежные, с их помощью делается лазерная резка труб, металлов и других материалов.
3 Применение лазерной резки и ее особенности
За счет того, что сфокусированный лазерный луч может прорезать практически любой материал – и металл, и оргстекло, и дерево – то такая технология нашла свое применение почти во всех промышленных областях. Так, например, на заводах осуществляется лазерная резка профильной трубы. Кроме того, этот способ обработки очень актуален для ювелирных работ, ведь там как нигде необходима точность. Также популярна гравировка с помощью лазера. Таким образом маркируют, а также кодируют промышленные образцы, разные детали, наносят надписи, особенно это важно для рекламного бизнеса и при изготовлении ювелирных изделий.
Достоинство такой гравировки прежде всего в миниатюрности и отсутствии механического воздействия, так не возникает никаких проблем при работе с тонкостенными и хрупкими изделиями, а значки получаются четкими, что позволяет легко их считывать.

Несмотря на то что применение лазерной резки сегодня довольно популярно и имеет массу достоинств, стоит учитывать ряд особенностей данной технологии обработки материала. Например работая с такими металлами, как медь, латунь и алюминий, необходимо выбирать лазер большей мощностью из-за хорошей теплопроводности данных материалов. Если же необходимо сделать рез на тонкостенной детали, то лучше использовать импульсный режим.

Обработка нержавеющей стали весьма проблематична из-за большого количества легирующих элементов, которые способствуют образованию тугоплавких оксидов. Особенно данный процесс усложняется, когда необходимо работать с материалом большой толщины. В такой ситуации лучше использовать газовые установки с азотом. При резке углеродистых сталей вспомогательной средой является кислород. Однако если необходимо сделать в детали отверстия очень маленького диаметра либо острые углы, то лучше заменить кислород инертным газом, подающимся под высоким давлением.
Читайте также: