Лазерная резка металла с чпу
Обновлено: 19.05.2024
Лазерная резка металла на станках с ЧПУ используется в основном для раскроя листа по сложному контуру. При этом все достоинства технологии сохраняются независимо от сложности процесса, изделия отличаются чистотой реза и точностью размеров при условии соблюдения технологии.
Резка лазером на станке с ЧПУ осуществляется по специальным чертежам, которые должны быть оформлены в особом формате. В нашей статье мы расскажем обо всех особенностях лазерной резки металла на станке ЧПУ.
Конструкция станка с ЧПУ для лазерной резки
Ранее резка по металлу происходила вручную. Однако замена ее на лазерную привела к появлению новых деталей и узоров, которые создаются теперь с высокой точностью и скоростью.
Управление механизмами и мощностью лазерного луча происходит с помощью ЧПУ.
Оборудование имеет оптику состоящую из:
- трубки лазера;
- головки излучателя;
- отражающих зеркал;
- линзы, с помощью которой происходит фокусировка.
Газовая смесь накачивается в трубку лазера. Затем формируется луч. Для этого в получившуюся газовую среду дается напряжение. Образовавшийся луч фокусируется зеркалами, линзами и направляется в установленную точку. После чего он обрабатывается в заданных направлениях головкой излучателя, которая перемещается над материалом.
Лазерный луч имеет большую мощность, что дает ему возможность проникнуть в любой материал. Такой способ резки не деформирует последний, благодаря чему резать можно любой мягкий материал, например, резину, пластик или бумагу. В случае, когда толщина не очень велика, мощности лазера хватает и для резки металла.

Плюсы и минусы лазерной резки металла на станках с ЧПУ
Основными преимуществами данного метода являются следующие:
- Раскрой с помощью механических инструментов приводит к потерям материала, который уходит на пыль и стружку. Помимо этого, отходы забивают отверстия и линию реза, затрудняя проведение работ. Данные недостатки отсутствуют у лазерной резки.
- Материалоемкость резки лазером минимальна, ведь толщина реза стремится к 0,1 мм. Таким образом, потери материала ничтожны.
- Не происходит образования пыли и стружки. Отходами можно назвать лишь испарения, для удаления которых используется система вентиляции воздуха.
- Конфигурация реза благодаря ЧПУ может быть любая, даже самая сложная.
- Материал может быть практически любым. Лазерное оборудование позволяет резать не только металлы, но некоторые виды других заготовок.
- Известна способность металла деформироваться при воздействии на него высокой температуры. Однако лазерный луч позволяет сделать настолько узкий рез, что тепло мало воздействует даже на его края. Торцы сохраняются ровными и чистыми. Заготовка не деформируется.
- Кромки остаются острыми. Иногда этого требует сам процесс производства. Для получения скругленных краев требуется использование особых технологий.
- Лазерная резка достаточно экономична. Ведь, несмотря на высокую стоимость обработки, точность кроя и его скорость окупают весь процесс.
- Использование ЧПУ делает создание макета значительно легче, позволяет изготавливать детали высокой сложности и выполнять работу точно. Созданный конструктором макет загружается в компьютер, обслуживающий оборудование, где его можно подкорректировать с учетом используемого материала.
Рекомендуем статьи по металлообработке
Лазерная резка металла на станках с ЧПУ имеет ряд недостатков:
- Высокая стоимость оборудования. Аппаратура для резки лазером не относится к дешевой. Еще совсем недавно ее использовали редко именно из-за высокой стоимости. Несмотря на то, что сейчас цена значительно упала, множество производств не могут себе позволить закупить такое оборудование. Впрочем, дороговизна станка зачастую компенсируется в процессе производства, что рассматривалось нами выше.
- Ограничение толщины металла. Лазерная аппаратура не в состоянии работать с толщиной материала более 2 см. Таковы особенности луча лазера. К сожалению, от используемой установки это не зависит.
- Металлы, имеющие свойство отражения, не могут быть обработаны данным способом. Таким материалом является, например, чистый алюминий. Лазерный же луч представляет собой частицы, движущиеся в направленном потоке, которые можно отразить. Металлы, обладающие отражающим свойством, должны обрабатываться механическим способом.
- КПД данного оборудование – достаточно низкий. Данный показатель у лазерного оборудование равен всего 15 %, что сильно сказывается на работе с материалом, чья толщина более 1,2 см, так как увеличивается расход времени и энергии на его обработку.
- Возможные сложности с программным обеспечением. Сбой в работе программ приводит к невозможности правильной работы даже при исправных основных элементах оборудования. Несмотря на надежность современного ПО, данный недостаток может проявиться в любой момент.

Технологии лазерной резки металла на станках с ЧПУ
Существует три вида лазеров для резки металла в зависимости от типа рабочей среды:
1. Твердотельные лазеры.
Основным элементом такого оборудования является осветительная камера. Внутри нее размещено рабочее тело и источник получения энергии. Последней является лампа-вспышка газоразрядная. Ее рабочее тело – это стержень, который может быть выполнен из рубина, неодимового стекла, алюмо-итриевого граната, который легирован иттербием или неодимом. По краям данного стержня располагают отражающее и полупрозрачное зеркала. Луч лазера, отражаясь в процессе прохождения по стержню, усиливается и выходит сквозь полупрозрачное зеркало.
Твердотельными являются также волоконные лазеры. Усиление излучения у них происходит в стекловолокне. Энергия исходит из лазера на полупроводниках.
Чтобы до конца разобраться в работе лазера, рассмотрим оборудование, где рабочее тело – гранатовый стержень, легированный неодимом, чьи ионы выступают в качестве активного центра. Газоразрядная лампа источает энергию, которую усиленно поглощают ионы, переходя в состояние возбуждения. Это значит, что у них появилась лишняя энергия.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Возвращаясь в первоначальное состояние, ионы отдают излишек энергии в виде фотона. Последний является электромагнитным излучением, или светом. Он подталкивает остальные ионы к возвращению в исходное состояние. Получается лавинообразный процесс. Зеркала направляют движение луча. Отражая фотон, они множественно возвращают его в рабочее тело. Тем самым зеркала помогают образовываться фотонам и усиливают излучение. Основными характеристиками такого лазера являются концентрация энергии на высоком уровне и низкая расходимость луча.
2. Газовые лазеры.
В таких установках рабочим телом становится углекислота, а также ее смесь с гелием и азотом. Происходит прокачка газа через газоразрядную трубку. Возбуждение проходит в результате электрических разрядов. Излучение усиливается с помощью зеркал – полупрозрачного и отражающего. Конструкции таких лазеров имеют свои особенности, которые влияют на их виды: поперечной/продольной прокачки или щелевые.

3. Газодинамические лазеры.
Виды брака при лазерной резке металла на станках с ЧПУ
Причин возникновения брака во время резки может быть две. Во-первых, он появляется при нарушении различных норм работы, например, при изменении скорости работ. Во-вторых, в результате применения материалов плохого качества.
Для получения высококачественной продукции необходимо регулярное обслуживание аппаратуры, а также точное исследование тестового экземпляра еще до запуска его в серию.
В процессе лазерной обработки возможен такой брак:
- Облой, называемый еще грат, представляющий капли металла, которые затвердели на краях заготовки. Очищение детали от них происходит вручную, что может изменить геометрию изделия. Это совершенно недопустимо при изготовлении сверхточных деталей.
- Неровная кромка, возникающая при нерегулярности обслуживания оборудования, а также в результате истирания линейных направляющих и прочих компонентов. Еще одной причиной такого брака может стать плохое закрепление на рабочем столе обрабатываемого листа металла, имеющего небольшой вес.
- Вихри или бороздки на выходе. Они могут появиться при резке определенных материалов, имеющих достаточно большую толщину, поскольку происходит отрыв потока газа и возникновение вихря. Решением данной проблемы может стать смена режимов обработки и давления газа на выходе из сопла.
При обработке толстых листов материала важное значение имеет вспомогательный газ, который убирает расплав из реза, очищая его.
Мощность излучения лазера для резки толстолистового металла должна быть повышена. Впрочем, следует учесть, что ее увеличение в процессе обработки может привести к сложностям в получении качественного одномодового лазера. Скорость резки при возрастании толщины заготовки значительно падает и края реза становятся шероховатыми, появляется грат.
Качество обработки падает при резке толстых листов металла, у которых высоко соотношение ширины разреза к толщине заготовки. Причина – в ослабевании силы воздействия газа на расплав и плохое удаление последнего из реза. Вспомогательный газ оказывает большое воздействие на качество резки металлов, чья толщина ≥ 2,5 см. Специалисты считают данную проблему одной из самых важных в современной технологии лазерной резки.

Требования к чертежам для лазерной резки металла на станках с ЧПУ
Процесс лазерной обработки происходит по специальным чертежам, содержащимся в векторных файлах. Станок лазерной резки металла с ЧПУ управляется программой, которая может принимать несколько форматов файлов, таких как: AI, DXF, CDR, PLT. Наиболее легкими в работе считаются два из них: AI (Adobe Illustrator, версия которого не ранее седьмой) и CDR (CorelDraw, версия до X3). Впрочем, чертежи можно сделать и в других программах, лишь бы их распознавал станок.
Существует несколько особенностей, знание которых важно для подготовки рисунков и векторных чертежей для лазерной обработки:
- Линии и их толщина. Луч лазера проходит по заготовке, оставляя рез, заложенный в программе. Тонкая узкая щель на чертеже должна быть обозначена прямоугольником, а не толстой линией. Линии на картинке должны быть обозначены Hairline или 0,001 px, что означает тонкий абрис. Толстые линии следует сделать отдельными объектами. Порядок действий: в Inkscape следует выбрать «Контур/Оконтурить объект(обводку)», а в CorelDraw – «Упорядочить/Преобразовать абрис в объект».
- Линия, которая дублирует аналогичную. Нередко возникают двойные линии, расположенные друг над другом. Лазерный аппарат при этом дважды режет одно и то же место, что может привести к порче детали.
- Ширина разреза. Необходимо принимать во внимание наличие у лазерного луча собственной толщины, несмотря на небольшой размер. Ширина реза при обработке различных материалов отличается, но его размер не выше 0,2 мм. При производстве сборных деталей на чертеже следует делать наложение соприкасающихся граней.
- Цвет для линий. Каждый слой на чертеже имеет свой цвет. При необходимости проведения резки в определенном порядке полосы следует окрашивать в различные цвета. А в аннотации надо обозначить очередность обработки для всех цветов линий. В прочих случаях чертеж делают в одном цвете, приоритетным является черный.
- Заливка определенным цветом. Не следует делать заливку частей чертежа ни текстурой, ни цветом, поскольку программа не в состоянии распознать ее. А для оператора это вызывает затруднения в работе.
- Размер чертежа и его масштаб. Абсолютно все схемы должны иметь масштаб 1:1. Размер же изделия или набора изделий не должен быть более 49х29 см, что является размером рабочей поверхности.
- Повтор детали. При необходимости произвести несколько одинаковых изделий делают чертеж одного из них. Программа самостоятельно их размножит и правильно расположит. Вручную эту работу делать не нужно.
- Растровые изображения. Лазерное оборудование распознает только векторный чертеж, растровую графику просто игнорирует.
- Зазоры изделий. Детали с одной линией реза следует размещать встык, только не делать дублирующих линий (смотрите п. 2). Остальные изделия надлежит располагать с определенным зазором, величина которого зависит от толщины металла. Если толщина менее 2 мм, то зазор делается равным ей или более; если толщина более 2 мм, то зазор должен быть равен 4 мм или быть больше.
Достаточно часто встречается ситуация, когда заказчик работ имеет только растровый чертеж. Это может быть отсканированный документ или нарисованная картинка, как в электронном, так и в бумажном виде. В таком случае чертеж необходимо перевести в векторный формат. Такая работа стоит не менее 600 рублей за 1 час времени специалиста. Конечная стоимость оговаривается при анализе первичной документации.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сколько стоит лазерная резка

Сколько стоит лазерная резка металла, из чего складывается цена на те или иные виды работ – вопросы, которые интересуют многих заказчиков, так как на сайтах металлообрабатывающих компаний, как правило, указывается либо очень приблизительная стоимость, либо большой диапазон цен.
На то есть причины. Лазерная резка металла – сложный технологичный процесс. На скорость и качество его выполнения влияют разные факторы: тип оборудования, вид металла, толщина заготовки, конфигурация детали и многое другое. Из нашего материала вы узнаете, как рассчитывается цена на лазерную резку и какие станки обеспечивают оптимальное соотношение цены и качества.
Факторы, влияющие на стоимость лазерной резки
Лазерная резка металлов обладает многочисленными достоинствами:
- точностью обработки;
- высокой скоростью резки;
- возможностью работы с любыми материалами;
- минимальным количеством отходов.

Недостатком этого вида обработки металлов является высокая стоимость. Это обусловлено ценой оборудования и эксплуатационными расходами. Чаще всего к лазерной резке материалов прибегают в том случае, когда выполнить работу другими способами невозможно.
Этот вид обработки представляет собой сквозной прожиг материала лучом лазера. Для того чтобы понять, сколько стоит лазерная резка металлов и из чего складывается цена, остановимся подробнее на технологии работы, расскажем о ее особенностях.
Во-первых, металл разрезается за счет высокой температуры лазерного луча. Температура резки настолько высока, что специалистам во избежание травмирования следует неукоснительно соблюдать правила безопасности работ.
Во-вторых, чтобы понять, сколько стоит лазерная резка металла, необходимо учитывать, что работа требует высокой точности и безупречности со стороны специалиста.
В-третьих, стоимость увеличивается за счет автоматизации резки. В процессе обработки от мастера требуются минимальные усилия, в то время как основную работу выполняет специальное оборудование. Следовательно, во время резки увеличивается энергопотребление.
В то же время конечная стоимость снижается, поскольку во время обработки образуется минимум отходов.
Говоря о том, сколько стоит лазерная резка и от чего зависит цена, уточним, что на ценообразование влияют следующие факторы:
- вид и режимы резки (насколько мощная лазерная установка используется, от каких источников энергии она работает, каким рабочим элементом, образующим поток газа, оснащено оборудование и пр.);
- конфигурация заготовки (если предполагается резка по прямым линиям, то стоимость будет ниже, чем при необходимости вырезать сложные узоры);
- общая длина разрезов;
- количество экземпляров деталей (чем их больше, тем меньше стоит лазерная резка одного элемента);
- металл или сплав, из которого изготовлена деталь (поскольку разные материалы режутся с разной скоростью, стоимость работы не может быть одинаковой);
- толщина листовой заготовки – она напрямую влияет на затрачиваемое на резку время;
- сроки работы – срочные заказы стоят больше;
- необходимость выполнения дополнительных работ.
Для того чтобы рассчитать, сколько стоит лазерная резка, необходимо уточнить, требуется ли доработка чертежей и технического задания, предоставленных заказчиком. Это дополнительная работа, которая также увеличивает стоимость заказа.
Примерная цена лазерной резки
Рассчитывать, сколько стоит лазерная резка, лучше в индивидуальном порядке. На сайтах компаний, предлагающих услуги такого вида обработки, чаще указаны приблизительные цены работы, более точный расчет можно получить, связавшись со специалистом.

Это вызвано особенностями каждого заказа, ведь именно от нюансов зависит окончательная цена работы.
Стоимость лазерной резки зависит от следующих факторов:
- Толщины, сорта и типа обрабатываемого металла. Резка стальной заготовки длиной 30 см и толщиной 0,1 см стоит около 9 рублей, для деталей из нержавеющей стали стоимость повышается до 20 рублей. Работа с алюминиевыми, латунными, медными, титановыми, дюралюминиевыми, бронзовыми деталями стоит еще дороже из-за особенностей материалов и сложности их обработки.
Лазерная резка толстых листов металла стоит дороже, чем работа с тонколистовым металлом, поскольку увеличивается расход времени и электроэнергии.
Также стоимость зависит от оборудования, используемого для обработки деталей. Оптоволоконные установки эффективнее газовых, так как более длинные волны позволяют выполнять работу точнее, резать тонкие и сильно отражающие излучение металлы.
Поэтому выгоднее заказывать большой тираж, так как в этом случае стоимость резки одной заготовки будет несколько ниже.
Поэтому для снижения расходов лучше обращаться с заказами заблаговременно.
Оптимальный способ лазерной резки металла по соотношению цены и качества
В процессе резки металл нагревается и разрушается лазерным лучом. Международное название этой технологии обработки металлических изделий – Laser Beam Cutting (LBC).
Выделяют три основные разновидности лазерной резки:
- Плавление – самый распространенный способ, используемый для большинства материалов. Лазерный луч нагревает поверхность обрабатываемой заготовки до температуры плавления. Если она подобрана правильно, то металл плавится только в области разреза, кромки остаются целыми. В зону реза подается также поток сжатого газа, выдувающий расплавленный металл, охлаждающий края разреза, предотвращающий расплавление и деформацию кромок.
Кислород не используется при работе с нержавеющей сталью и алюминием, так как он вызывает окисление металла. Для резки этих металлов используется азот. Режим работы оборудования выбирается в зависимости от толщины и температуры плавления материала заготовок. Достоинствами технологии являются точность, высокая скорость и экономичность резки.
- Горение – в основном используется для работы с черными металлами, но также подходит для резки цветных металлов и стали с высоким содержанием легирующих элементов. Кислород увеличивает количество тепловой энергии, что в свою очередь снижает себестоимость. Однако края разреза некоторых металлов горят, поэтому им требуется последующая обработка. Стоит такая лазерная резка достаточно дорого. К этой технологии прибегают при работе с определенными металлами. Так, при резке черных металлов не образуется оксидной пленки либо она легко удаляется. В то же время алюминиевые сплавы и нержавейка под воздействием кислорода сильно окисляются, поэтому при работе с ними также используется азот.
- Испарение – технология, подходящая для резки тонкостенных и тонколистовых заготовок. При этом подача лазерного луча осуществляется импульсно, расплавляя и испаряя металл в зоне реза, но не воздействуя на близлежащие области. Отходы из области обработки удаляются воздушным потоком. При этой технологии увеличивается температура нагрева (плавление алюминия происходит при +660 °С, а закипание – при +2 519 °С), а значит, и возрастает потребление электроэнергии. Из-за затратности способа к нему прибегают в тех случаях, когда использование других технологий не даст результата.
Оптимальное соотношение стоимости и результата работ у лазерной резки методом плавления.
Лазерная резка разных видов металла
Чтобы рассчитать, сколько стоит лазерная резка, следует исходить из индивидуальных свойств обрабатываемых металлов. Для сплавов и цветных металлов используется оборудование с минимальной мощностью 1 кВт, для черных металлов – 0,5 кВт.

Стали с высоким содержанием углерода обрабатывают газолазерным способом с использованием кислорода. Повышенная температура в зоне реза увеличивает скорость работы.
Срез, получаемый в результате газолазерной резки, отличается высоким качеством. Если необходима фигурная обработка (острые углы, отверстия в заготовках), то, помимо лазерного луча, используют также инертный газ.
Нержавеющую и оцинкованную стали режут с применением азота, подаваемого в зону разреза под давлением 20 атмосфер. Так как этот материал отличается высокой прочностью, то качественно обработать заготовки можно только при помощи газолазерной резки.
При определении того, сколько стоит лазерная резка цветных металлов, следует иметь в виду, что для работы с ними необходимо более мощное оборудование, к примеру, твердотельного типа.
Латунь, алюминий и сплавы с содержанием алюминия обрабатывают с помощью инертного газа, поступающего в зону реза под давлением 10 атмосфер. Это позволяет получить качественные чистые срезы. Если образуется некоторое количество грата, то он легко удаляется.
Из-за высокой теплопроводности меди лазером режут листы толщиной не более 0,5 см. В противном случае существенно возрастают расходы на обработку.
Лазерное оборудование используется для разрезания труб толщиной до 3 см. Линия реза может быть выполнена под различными углами, что в дальнейшем облегчает процесс монтажа и сварки.
Виды оборудования и качество лазерной резки
Чтобы определить, сколько стоит лазерная резка металлов, необходимо учесть, какое оборудование будет использоваться в процессе. Для классификации применяют несколько параметров. К примеру, в зависимости от рабочей среды (источника лазерного излучения) выделяют три разновидности установок:
Рассчитать, сколько стоит лазерная резка, можно, исходя из обрабатываемого материала.
Для сварки, резки, гравировки металлических, стеклянных, пластиковых изделий подходит оборудование, работающее на углекислом газе. Твердотельные установки используются для резки алюминиевых, медных, серебряных, латунных заготовок. Неметаллические изделия обработать с их помощью нельзя.
Качество лазерной резки зависит от точности реза (отсутствия шероховатостей, прямых стенок), скорости работы.
На результат обработки влияют:
- тип и размер заготовок;
- настройки лазерного оборудования;
- техническое состояние аппаратуры;
- качество разработанного макета.
Для получения качественного реза необходимо учитывать перечисленные параметры. В таком случае погрешность составляет до 0,1 мм.
Скорость обработки зависит от мощности используемой аппаратуры, толщины и уровня теплопроводности заготовок. Высокая теплопроводность обуславливает быстрый отвод тепла из зоны реза, значит, необходимо больше электроэнергии для работы. К примеру, лазерным станком мощностью 600 Ватт можно резать титановые детали, а также изделия из черного металла, однако обработать медные и алюминиевые заготовки с его помощью не получится.
Лазерные станки по металлу
Лазерный станок по металлу — высокотехнологичное оборудование для быстрого и качественного раскроя листового металла.
Особенность резаков по металлу заключается в том, что его мощность значительно выше CO2 станков за счет оптоволоконного излучателя. В наших станках устанавливаются такие излучатели как IPG, Maxphotonics, Raycus.
Компания Лазеркат организует доставку в России и СНГ, а также проведет бесплатную демонстрацию работы станка в Санкт-Петербурге и Москве и в других городах России.
Лазерные станки по металлу - каталог
Сортировка:
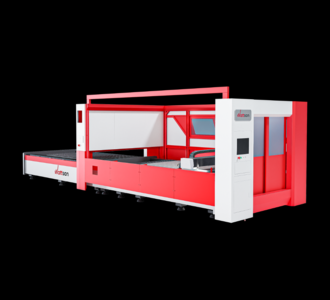
Станок по металлу Wattsan 1325E для резки листа

Лазерный станок по металлу
Станок по металлу Wattsan 1325S для резки листа

- Лазерные станки по металлу
- Статья
- Видео
Как выбрать лазерный станок по металлу?

Станок по металлу Wattsan 1530E для резки листа

2 854 000 ₽
2 350 000 ₽
Станок по металлу Wattsan 1530S для резки листа

3 417 000 ₽
2 814 000 ₽

Лазерный станок по металлу с со сменными столами
3 995 000 ₽
3 290 000 ₽
Поставка «под заказ»
Оборудование идет в среднем 60 рабочих дней . Отгрузка происходит в течении 1—3 рабочих дней.

Забудьте о простоях производства с вечными металлорезами WATTSAN
Полное оснащение производства под ключ: начиная с проекта и заканчивая 100% сервисом*!
* Собственная сервисная служба гарантирует оперативное реагирование 24/7

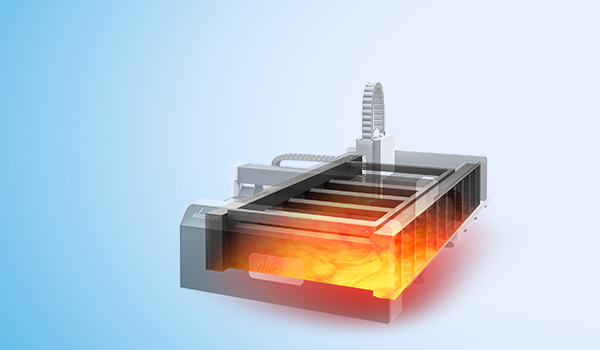
Сварная станина, прошедшая обжиг в печи
Станина — это фундамент металлореза, от нее напрямую зависит точность и долговечность станка.
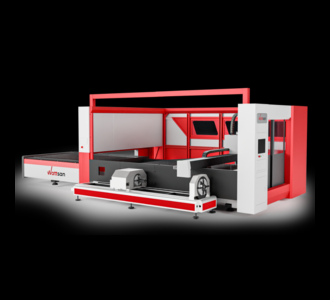
Станок по металлу Wattsan 1530S для резки листа и труб

Лазерный станок по металлу с модулем для резки труб
5 951 000 ₽
4 901 000 ₽
Станок по металлу Wattsan 1530S для резки листа в кабине
Лазерный станок по металлу со сменнными столами и защитной кабиной
5 705 000 ₽
4 698 000 ₽

Лазерный станок по металлу с модулем для резки труб и сменными столами
6 529 000 ₽
5 377 000 ₽
Станок по металлу Wattsan 1530S для резки листа и труб в кабине
Лазерный станок по металлу с модулем для резки труб, сменными столами и кабиной
7 708 000 ₽
6 348 000 ₽
- 3d лазерные граверы
- Китайские станки с ЧПУ
- Китайские станки с ЧПУ по металлу
- Лазерные станки для резки поролона
- Лазерный гравер
- Лазерный гравер для бизнеса
- Лазерный гравер для зеркала
- Лазерный гравер для печатей и штампов
- Лазерный гравер для печатных плат
- Лазерный гравер для сувениров
- Лазерный гравер для фанеры
- Лазерный гравер по дереву
- Лазерный гравер по металлу
- Лазерный станок CO2
- Лазерный гравер CO2
- Лазерный станок для выжигания по дереву с ЧПУ
- Лазерный станок для дома
- Лазерный станок для домашней мастерской
- Лазерный станок для изготовления шевронов
- Лазерный станок для производства масок
- Лазерный станок для резки кожи
- Лазерный станок для резки оргстекла
- Лазерный станок для табличек
- Мини лазерный гравер
- Мини лазерный станок
- Настольный лазерный станок
- Станки для изготовления топперов
- Станок для изготовления ложементов
- Настольный фрезерный станок с ЧПУ
- Мини фрезерный станок с ЧПУ
- Мощные фрезерные станки
- Лазерные станки и граверы в Екатеринбурге
Станок для лазерной резки листового металла с ЧПУ успешно применяется на современных производствах.
К преимуществам использования данного оборудования можно отнести:
- высокая точность раскроя металла;
- отсутствие заусенцев и наплавов на кромке материала;
- возможность получения отверстий с диаметром меньше толщины металла;
- обработка детали любой сложности и траектории;
- на данных станках можно обрабатывать любой металл: сталь, титан, алюминий и т.д.;
- экономичное использование материала.
Купив станок лазерной резки листового металла, вы гарантированно сможете решить целый комплекс задач от начала этапа проектирования до полноценного запуска и дальнейшего совершенствования производственного процесса.
Если ваша компания заинтересована в приобретении качественного оборудования для лазерной резки твердых материалов, мы предлагаем вам купить станок лазерной резки металла в компании Lasercut.
Демонстрация наших станков в более 50 городах России или Online
Подберем оборудование для вашей задачи с учетом всех тонкостей.
80% клиентов выбирали оборудование благодаря нашей консультации.
Лазерная или плазменная резка — что лучше?
Давайте для начала рассмотрим принцип работы плазменного и лазерного оборудования.
Если простыми словами, то плавление металла при плазменной резке происходит за счет дуги. То есть, под воздействием воздуха.

В случае с лазерной резкой плазменной резкой плавление металла происходит за счёт сфокусированного лазерного луча.

Возможности плазменной и лазерной резки
В первом случае ширина реза не постоянна. Она изменяется в зависимости от толщины металла, от 0,8 до 2,5 мм. А при работе на лазерном станке она всегда практически одинакова и равняется от 0,2 до 0,3 мм.
Насколько плазменная резка будет точной, зависит от износа расходных материалов. Этот параметр составляет до 0,1 мм. При лазерном способе точность очень высокая и находится в диапазоне от 0,05 до 0,08 мм.
Важным параметром является конусность, она бывает от 1 до 5 градусов в зависимости от толщины вырезаемых отверстий. При лазере конусность минимальная. Она составляет менее 1 градуса.
Соответственно, отверстия на лазере получаются более геометрически правильными и подходят под точные соединения.
Для того, чтобы вырезать геометрически правильные отверстия на плазме нам необходимо, чтобы диаметр отверстия был в два раза толще листа.

А при лазерной резке возможность вырезания отверстий, как минимум, в два раза тоньше самого листа.
Также необходимо отметить и высокую скорость реза, которая даёт возможность прожигать толстые металлы.
А на лазере скорость значительно выше, чем на плазме. Но при увеличении толщины она сильно падает. Кроме того, время пробивки толстого металла увеличивается.
Стоит отметить про образование окалины при плазменной резке. Её избежать, к сожалению, невозможно, и деталь нужно будет ещё обработать.

А вот при лазерной резке её практически нет. То есть, детали, которые вырезаются на лазере, не нуждаются в дополнительной обработке.
Плазма имеет грязный рез, то есть при резке плазмы образуется много грата, и рез нуждается в пост-обработке. То есть, в любом случае нужно либо шлифовать, либо гальтовать, либо очищать материал другими способами.
В случае с лазерным станком при правильных настройках не требует никакой пост-обработки. Изделие сразу готово, как к сварке, так и к покраске, а в дальнейшем к продаже. Рез получается чистым.

У лазера очень тонкий рез, а у плазмы он может достигать 5 мм засчёт того, что температурное воздействие велико, что даёт дополнительное плавление.
Лазерный станок по металлу потребляет намного меньше электричества, чем плазма. Особенно это заметно на больших объемах.
Какие нужны расходники?
Для аппарата плазменной резки
На плазме необходимо менять сопла, электроды, защитные экраны, кожухи. А на лазере только линзы и сопло.
Для лазерного станка
Но при работе на лазерном станке раз в две недели необходимо менять линзу и сопло. Линза стоит 700 рублей, сопло — 900 рублей.
Максимальная ежемесячная оплата расходников для лазерного станка будет составлять 3 200 рублей.
Итак, давайте подведём итоги.

Плюсы и минусы плазмы и лазера
Плазма
- Большой диапазон разрезаемых толщин от 0,5 до 50 мм на пробивку;
- Высокая скорость реза при больших толщинах;
- Низкая начальная цена оборудования
- Отработанная технология резки под углом, как сейчас привыкли называть, резка со скосом.
- Нецелесообразность обработки металлов тоньше 1 мм;
- Конусность кромок до 5 градусов (некачественный край);
- Присутствие окалины на отверстиях при поворотах, поэтому нужна дополнительная обработка изделий;
- Ограничение на диаметр отверстия до 4 мм;
- Высокая стоимость расходных материалов;
- Низкая точность по сравнению с лазерным станком;
- Требует постобработки;
- Низкая скорость резки по сравнению с лазером на тонких материалах;
- Невозможность выполнять многие разновидности резки, доступные лазерному станку.

Лазер
- Перпендикулярность кромки;
- Малая ширина реза;
- Отсутствие окалины - получаете 100% готовое изделие;
- Диаметр отверстия меньше толщины листа. Можно вырезать мелкие детали вплоть до 1 мм;
- Низкое термическое воздействие на кромку;
- Дешевые расходники;
- Обработка тонкого металла от 0,2 мм;
- Наивысшая возможная скорость резки;
- Материалы не требуют постобработки и готовы к сварке, покраске или упаковке, а затем к продаже.
- Можно резать металл только до 20 мм;
- Высокая начальная цена оборудования.
Для чего нужна плазма, а для чего — лазер?
Лазер подходит там, где нужна точность, чистота реза и кромки и скорость. А плазма режет медленно, относительно лазера, и с грязным резом, поэтому сложные технические детали вырезать невозможно. А на лазерном станке по металлу возможно вырезать, например, небольшие шильды и таблички, тонкие решётки и сложные элементы дизайна, а также роторные колёса.
Плазма нужна для изготовления простых изделий. В форме прямоугольника, овала или квадрата, потому что их можно потом обработать. Но вырезать звёздочку с отверстиями внутри будет сложно. К тому же, на шлифовку уйдёт много времени. А оборудование для пост-обработки будет стоить в разы дороже, чем металлорезчик.
Плазма применяется там, где есть большие толщины и при простой резке, например, рельсов, элементов металлокаркаса или сварных конструкций и т.п..

Почему лазерная резка эффективнее?
Плазменная резка обрабатывает детали толщиной от 25 мм и выше, а оборудование стоит дешевле, чем металлорез. Но, несмотря на это, в сравнении с лазером, плазменная резка проигрывает.
- Во-первых, потому что она более затратная термически.
- Во-вторых, скорость обработки детали на лазере выше минимум в полтора раз по сравнению с плазмой. Лазерный станок за то же время обработает большее количество деталей.
- Благодаря лазерной резке, мы можем обрабатывать больше деталей на одном листе. Это означает, что расстояние между деталями при лазерной обработке намного меньше, чем расстояние при той же плазменной резке. В частности, для лазерной резки при толщине 25 мм расстояние между деталями может составлять от 7 до 10 мм.
При плазменной резке это расстояние значительно увеличивается и соответственно выход готовых изделий металла, он уменьшается. Другими словами, мы за один и тот же промежуток времени обрабатываем большее количество деталей. Мы экономим металл, а отсюда мы выигрываем в экономике.
- Пару слов о качестве резки. Современные лазерные станки обеспечивают высочайшее качество обработки кромки. Здесь нет грата, здесь нет завала кромок, окалин, здесь нет прочих явлений, которые могут возникать при плазменной резке.
При сопоставимом количестве деталей и утолщении листа мы получим стоимость детали на 20 — 30 % больше.. Почему так? Количество деталей, обработанных на этом листе увеличивается в лазерной резке. Расстояние между деталями сокращается, соответственно, мы экономим материал. Не требуется дополнительная обработка металла.
Стоимость лазерного станка окупается достаточно быстро так как:
- экономим на расходниках
- экономим на материале (меньше остатков)
- экономим на пост обработке металла
- экономим на времени за рабочий день можно выполнить больший объем работы
- На лазерном станке делаются сложные высокомаржинальные изделия, которые приносят хорошую прибыль;
- При большой скорости увеличивается выработка;
- Не нужны дополнительные устройство и время на постобработку изделия.
А теперь давайте сравним функциональность лазерных и плазменных станков
Зависит от степени износа расходных материалов.
При непрерывном режиме диаметр равен толщине материала. Для импульсного режима минимальный диаметр отверстия может составлять одну треть толщины материала.
Минимальный диаметр отверстий составляет 1,5 от толщины материала, но не менее 4мм.
Высокое качество углов
Происходит небольшое скругление угла, из нижней части среза удаляется больше материала, чем из верхней.
Обычно имеется (сильная)
Присутствуют на острых наружных кромках деталей.
Больше, чем при лазерной резке в разы.
Производительность резки металла
Очень высокая скорость при малых толщинах. Заметно снижается с увеличением толщины металла, продолжительный прожиг больших толщин.
Быстрый прожиг, очень сильно уступает в скорости лазерному станку, в десятки раз медленнее лазера.
Как быстро окупается лазерный станок?
Поэтому лазер, несмотря на то, что превосходит плазморез в пять раз по цене, окупается гораздо быстрее. Например, если его стоимость 3 миллиона, в у плазмы 1 миллион, то плазма окупится за два месяца. При этом металлорез тоже может окупиться за два месяца, но он сделает больше выработки, чем плазма. И в следующие два месяца он принесёт гораздо больше прибыли. К примеру, плазма принесёт 1 миллион рублей, а металлорез - 3 мл рублей.
И кроме того, функционал лазерного станка шире, чем у плазмареза. Он может резать и сложные, и простые объекты, раскладывать материал, также обладает многими функциями, о которых компания “Лазеркат” рассказывает на пусконаладке. Если раскрыть весь потенциал металлореза, он окупится ещё быстрее, отчасти благодаря более дешевым расходникам.
Например, один наш клиент из Узбекистана, купивший нас станок для лазерной резки металла, заказал обучение и замену лазерной головы. После этого клиент спросил, почему у него при резке расходуется от 12 и более баллонов азота в день. Он вырезал круги и квадраты без режима Flycut, только по контуру. Использование данного режима позволяет резать в 10 раз быстрее, тем самым экономить ресурс излучателя, увеличивать количество производимой продукции и что самое важное - расходовать меньше газа. То есть, посредством экономии на расходниках мы имеем более быструю окупаемость.

Благодаря совокупности этих факторов металлорез эффективнее плазмореза в десятки раз.
Он не может конкурировать с плазмой только в единственном случае, когда нужна резка очень толстых материалов от 25 мм. Такие материалы используются, например, для производства рельс.
Когда металлорезчик режет, например, металл толщиной 20 мм, всё равно возникает определённая шероховатость, требующая доработки. Она ниже, но она лучше, чем у плазмы. Но тем не менее шероховатость нуждается в дополнительной обработке. В такой ситуации логика приобретения лазерного станка пропадает.
Читайте также: