Лазерная резка металла учебное пособие
Обновлено: 21.09.2024

Лазерная резка - это процесс резки лазерным лучом с помощью которого можно разрезать металлическое и неметаллическое сырье различной толщины. При соприкосновении лазерного луча с заготовкой, материал нагревается до такой степени, что плавится или испаряется.
Процесс лазерной резки тесно связан со следующими факторами:
- Режим работы лазера;
- Мощность лазера;
- Положение фокуса лазера;
- Высота сопла;
- Диаметр сопла;
- Вспомогательный газ;
- Чистота вспомогательного газа;
- Расход вспомогательного газа;
- Давление вспомогательного газа;
- Скорость резки;
- Материал подвергающийся резке;
- Качество поверхности материала (ржавчина, посторонние предметы и т.д.).
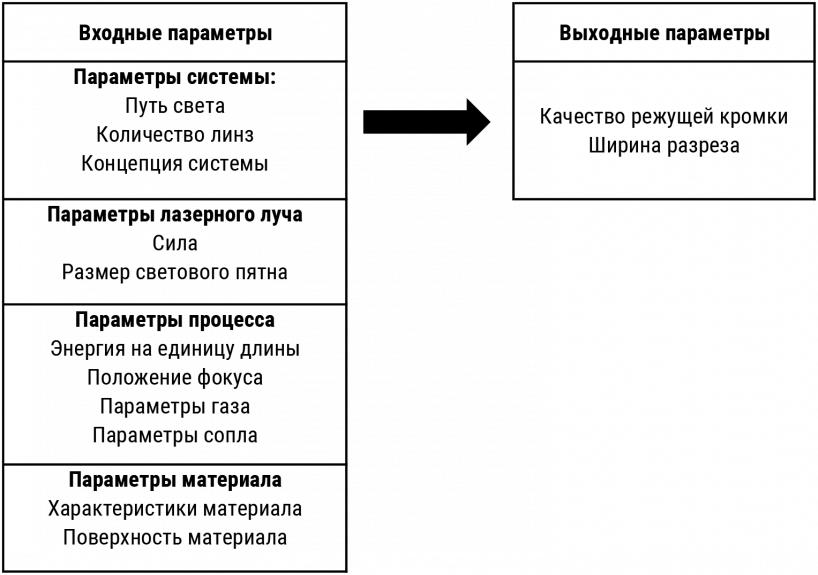
Параметры процесса, связанного с лазерной резкой, показаны на рисунке ниже.
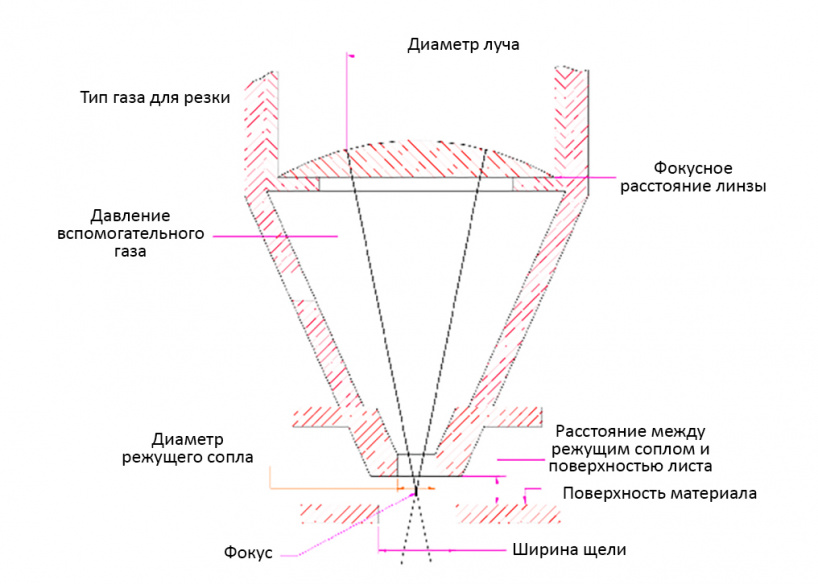
Рис. 1 Параметры процесса резания
I. Режим лазера
Режим лазера оказывает большое влияние на резку, и при резке необходимо использовать режим, позволяющий достигнуть поверхности стального листа и качественную линзу внешнего оптического тракта. При поперечным режиме лазера происходит распределение интенсивности света по поперечному сечению лазерного луча. Поперечный режим обычно рассматривается как стандартный режим лазера.
Для обозначения различных поперечных режимов используется символ TEMmn. TEM означает поперечную электромагнитную волну. M и N - целые положительные числа. Они представляют собой порядковые номера точек с нулевой интенсивностью света в направлениях оси x и оси Y соответственно, что называется порядковым номером режима. На следующем рисунке показаны схемы нескольких различных поперечных режимов лазерного луча. Режим TEM00 также называется основным режимом, и интенсивность любого пятна в нем не равна нулю. Если в направлении X есть пятно с нулевой интенсивностью, оно называется режимом TEM10; Если в направлении Y есть точка с нулевой интенсивностью света, это называется режимом TEM01. По аналогии, чем больше порядковые номера режимов M и N, тем больше точек с нулевой интенсивностью света в пятне. Лазерные лучи с различными поперечными режимами называются многомодовыми.
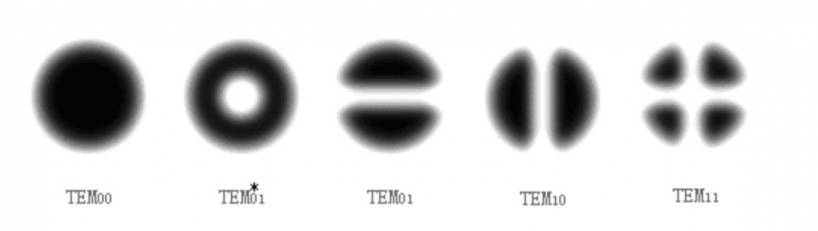
Рис. 2 Режим лазера
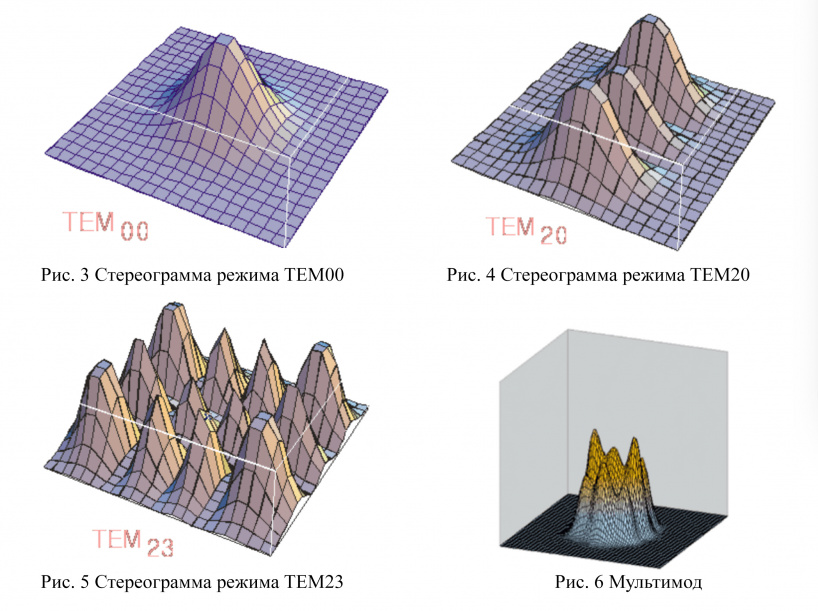
На рисунке выше режим TEM00 называется фундаментальным режимом. Режим TEM* 01 - это однокольцевой режим, также называемый квазифундаментальным режимом. Чтобы отличить его от TEM01, добавляется звездочка *. На самом деле, режим TEM01 и режим TEM10 можно рассматривать как один и тот же режим, поскольку оси X и Y изначально искусственно разделены. Стереограммы нескольких режимов показаны ниже.
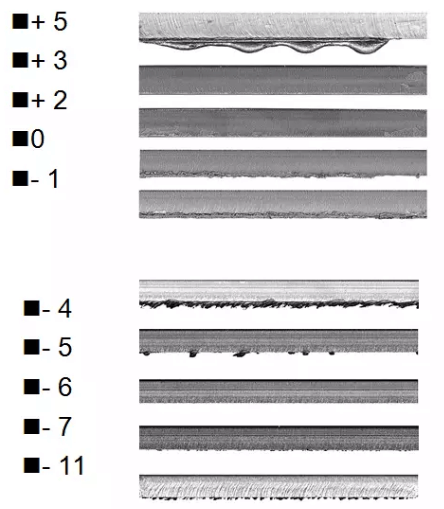
II. Фокусное положение
Положение фокуса является ключевым параметром, поэтому крайне важно настроить его правильно.
1. Взаимосвязь между положением фокуса и поверхностью резания
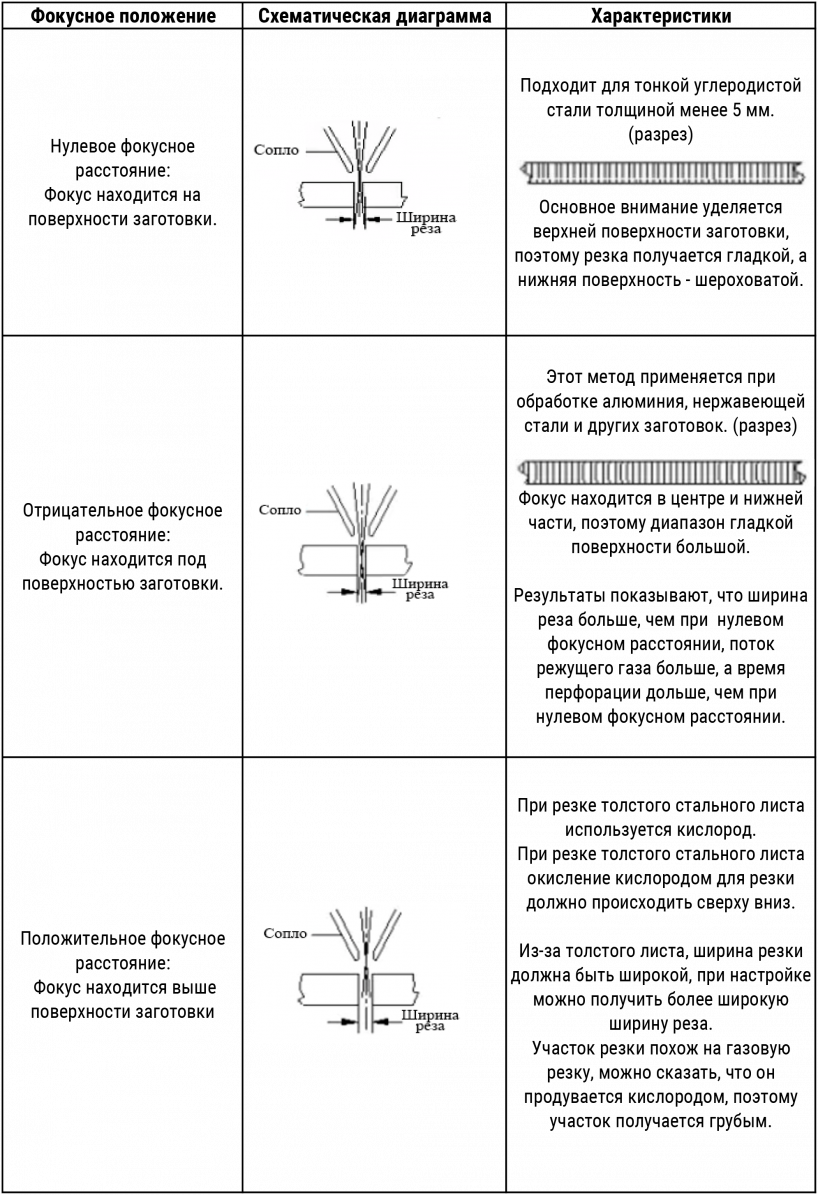
2. Влияние положения фокуса на сечение реза

3. Настройка фокуса
Отрегулировав фокусное расстояние, необходимо проверить размер проколотых отверстий. Положение с наименьшим отверстием является фокусом. Наилучший фокус для резки определяется в соответствии с процессом резки после определения фокуса.
III. Сопло
Форма сопла, диаметр сопла, высота сопла (расстояние между выходным отверстием сопла и поверхностью заготовки) влияют на эффект резки.
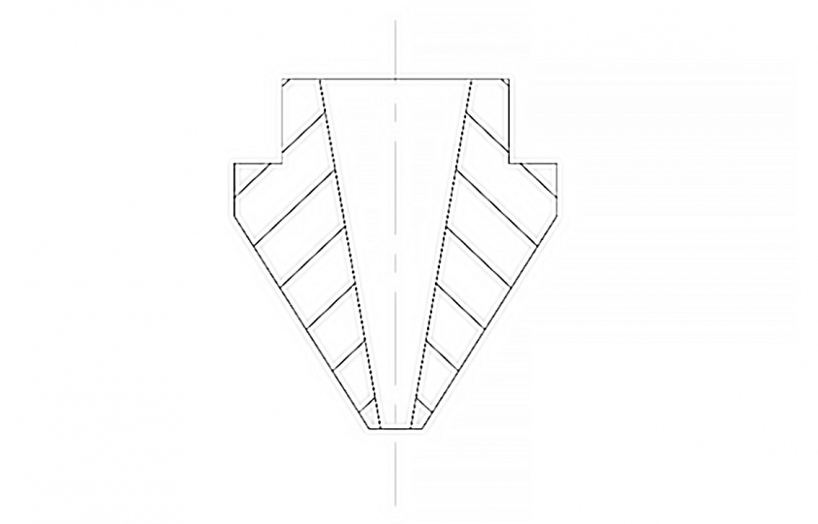
Рис. 7 Сопло
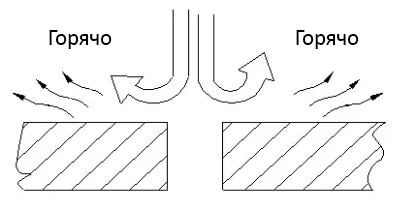
1. Функция сопла
1) Сопло может предотвратить отскок примесей вверх, и предотвратить загрязнение фокусирующей линзы.
2) Позволяет контролировать площадь и размер диффузии газа для контроля качества резки.
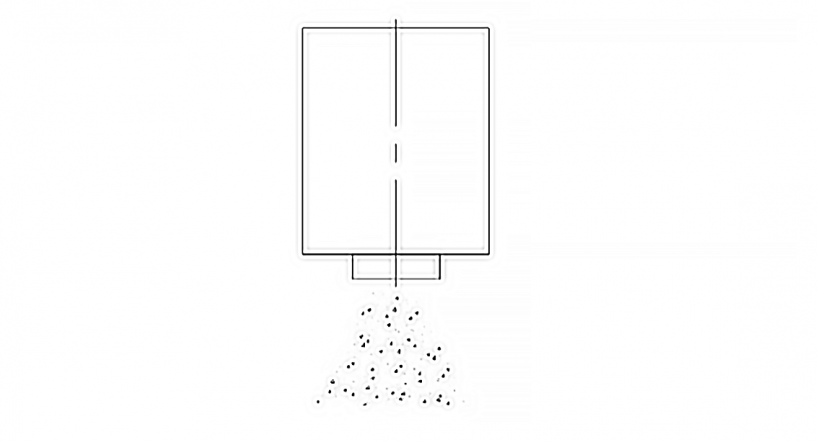
Рис. 8 Выброс газа без сопла
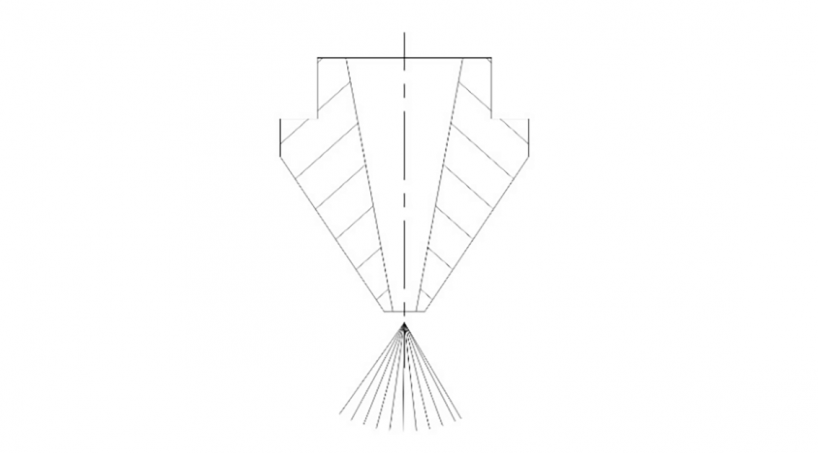
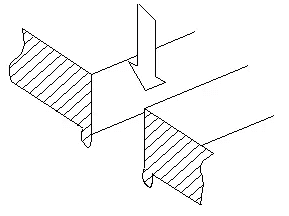
Рис. 9 Выброс газа с помощью сопла
2. Взаимосвязь между соплом и качеством резки
Соосность между центром выходного отверстия сопла и лазерным лучом является одним из важных факторов, влияющих на качество резки. Чем толще заготовка, тем больше влияние. Соосность будет напрямую нарушена при деформации сопла или появлении пятен расплава. Поэтому сопло следует тщательно хранить, чтобы избежать повреждений и деформации. Форма и размер сопла имеют высокую точность изготовления, поэтому следует обратить внимание на правильный метод установки. При использовании сопла в плохом состоянии, качество резки ухудшится, поэтому лучше заменить сопло новым.
Если сопло отличается от оси лазера, на качество резки повлияет следующее.
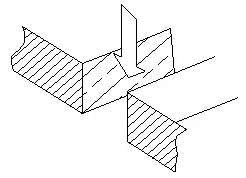
1) Влияние на режущую часть
Как показано на рисунке, когда вспомогательный газ выдувается из сопла, объем газа неравномерен, и на одной стороне есть расплавленное пятно, а на другой нет.
Это мало влияет при резке тонкого листа менее 3 мм, но при резке более 3 мм влияние оказывается серьезным, иногда он не может быть прорезан.
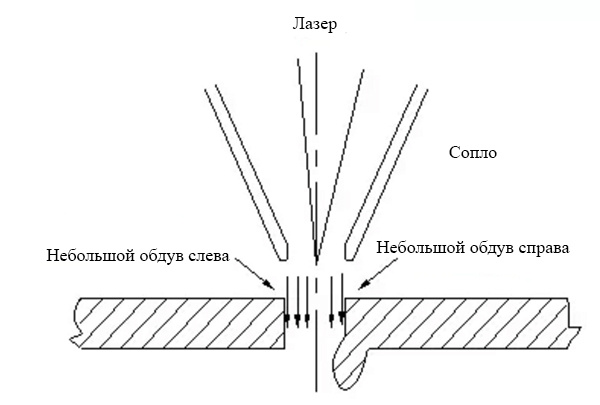
Рис. 10 Влияние соосности на сечение резания
2) Воздействие на острые углы
Если заготовка имеет острый угол или малый угол, легко может возникнуть явление переплавки, и толстый лист может быть не разрезан.
3) Воздействие на перфорацию
Перфорация нестабильна, время нелегко контролировать, толстая пластина будет переплавлена, а условия проникновения нелегко освоить.
Это мало влияет на тонкую пластину.
3. Регулировка соосности между отверстием сопла и лазерным лучом
Этапы регулировки соосности между отверстием сопла и лазерным лучом следующие:
1) Необходимо нанести чернильный тампон на выходную торцевую поверхность сопла (обычно красного цвета) и наклеить клейкую ленту на выходную торцевую поверхность сопла. Как показано на рисунке.
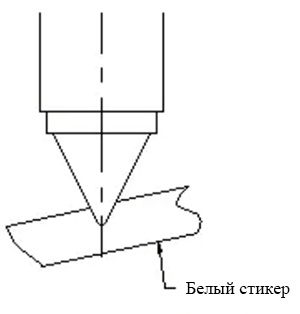
Рис. 11 Шаг 1 регулировка соосности
2) Используйте мощность 10 ~ 20 Вт, ручное управление.
3) Удалите самоклеящуюся бумагу, обратите внимание, чтобы она была направлена в одну сторону с соплом.
При нормальных обстоятельствах самоклеящаяся бумага оставит черное пятно, сожженное лазером. Однако, если центр сопла слишком сильно отклоняется от центра лазерного луча, черное пятно не будет видно (лазерный луч попадает на стенку сопла).
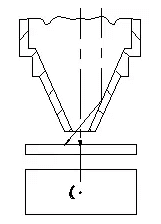
Рис. 12 Слишком большое отклонение сопла
4) Если центральная точка большая или маленькая, обратите внимание на соответствие условий и на то, не ослаблена ли фокусирующая линза.
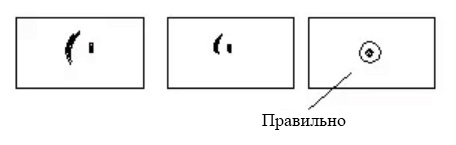
Рис.13 Незакрепленная фокусирующая линза
5) Обратите внимание на направление черной точки от центра сопла и отрегулируйте положение сопла.
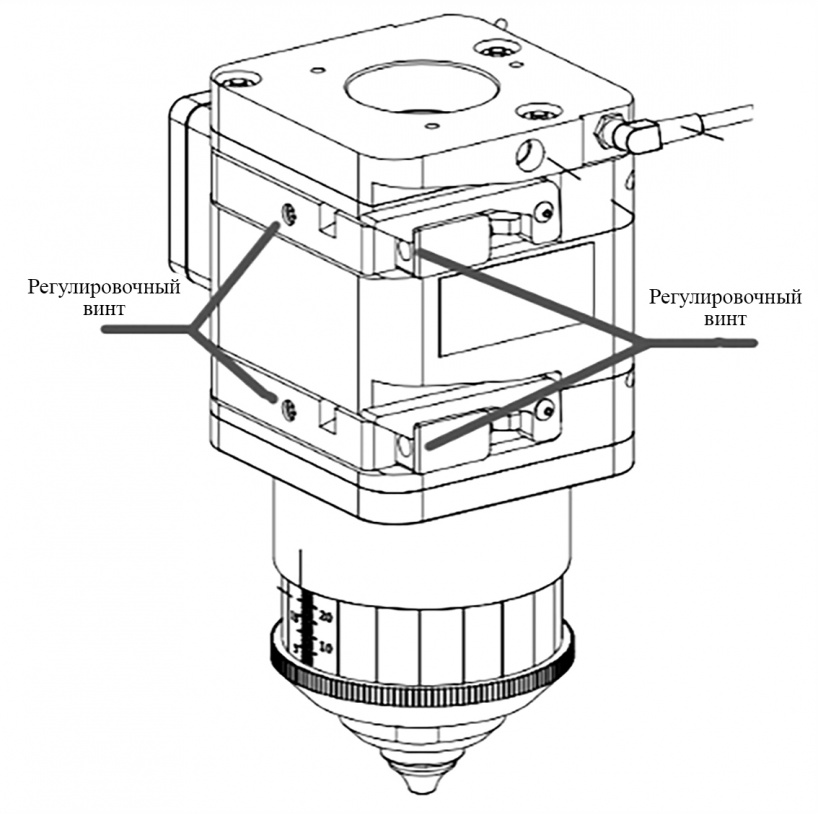
Рис. 14 Регулировка положения соосности лазерного луча
4. Диаметр сопла
Размер отверстия оказывает ключевое влияние на качество резки и качество перфорации. Если отверстие сопла слишком большое, расплавленный материал, разбрызгиваемый во время резки, может пройти через отверстие сопла и попасть на линзу. Чем больше диафрагма, тем хуже защита фокусирующей линзы и тем меньше срок службы линзы.
Сравнение диафрагмы сопла
| Диафрагма сопла | Расход газа | Мощность удаления расплава |
| Маленькая | Быстрый | Большая |
| Большая | Медленный | Маленькая |
Разница между соплом φ1 и φ1.5
| Диаметр сопла | Тонкая пластина (менее 3 мм) | Толстый лист (более 3 мм) Высокая режущая способность, более длительное время охлаждения и более длительное время резки |
| φ1 | Режущая поверхность в норме. | Область диффузии газа мала и нестабильна, но в принципе пригодная. |
| φ1.5 | Режущая поверхность будет толще, а на углу легко появятся пятна от расплава. | Область диффузии газа большая, скорость газа медленная, резка стабильная. |
5. Регулировка высоты сопла
Высота сопла - это расстояние между выходным отверстием сопла и поверхностью заготовки. Диапазон настройки этой высоты составляет от 0,5 мм до 4,0 мм, и мы обычно устанавливаем ее на уровне 0,7 мм-1,2 мм при резке. Если она слишком низкая, сопло будет сталкиваться с поверхностью заготовки. Если оно слишком высоко, концентрация и давление вспомогательного газа уменьшаются, что приводит к снижению качества резки. При перфорации высота должна быть немного больше, чем высота резания, и должна быть установлена на уровне 3,5-4 мм. Таким образом, можно эффективно предотвратить загрязнение фокусирующей линзы брызгами, образующимися во время перфорации.
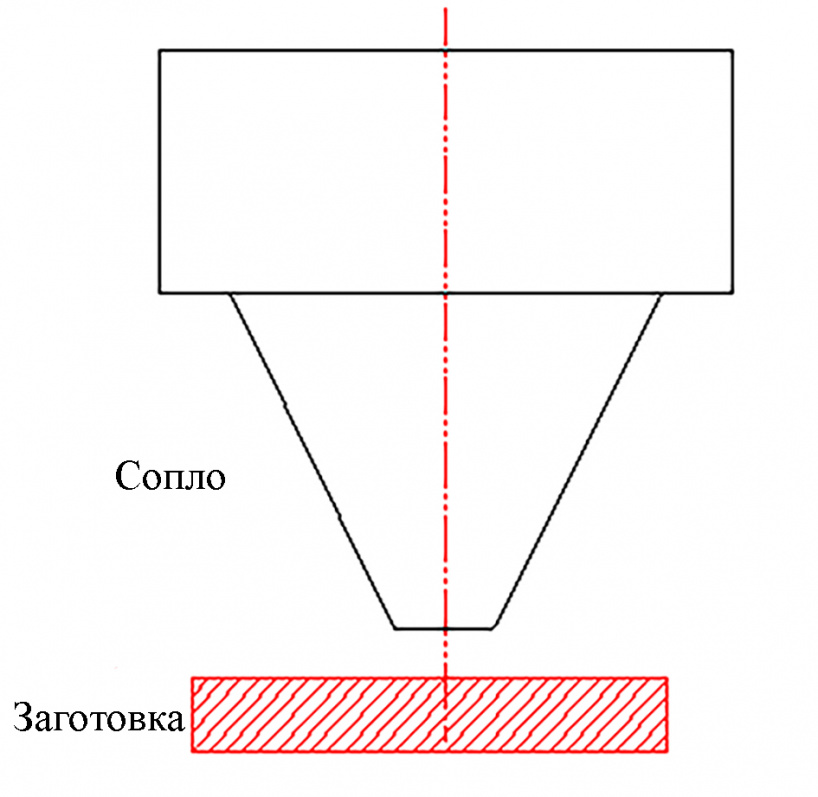
Рис. 15 Высота сопла
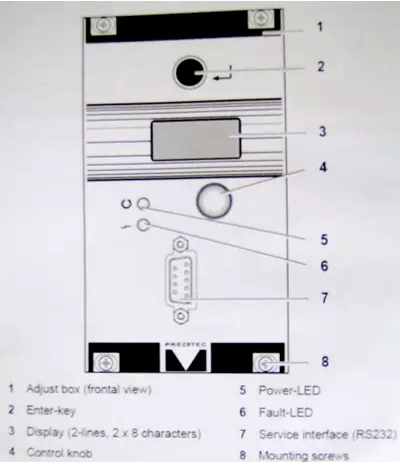
Блок управления емкостными датчиками
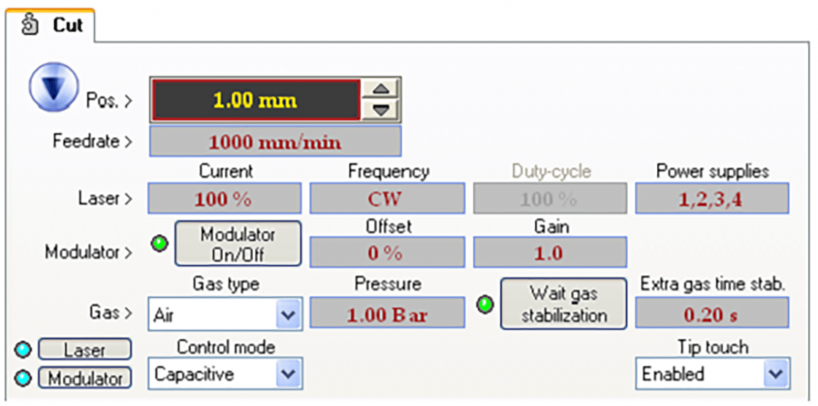
На рисунке в графе "Pos." показан элемент регулировки высоты сопла.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Важные факторы связанные с лазерной резкой [Часть 2]

Параметры лазерной резки зависят от характеристик луча, требуемой скорости резки, состава и толщины разрезаемого материала, желаемого качества режущей кромки и т.д. Процесс лазерной резки и качество резки зависят от правильного выбора параметров лазера и обрабатываемой детали. Недостатки в качестве резки могут быть связаны с нарушениями вызванными колебаниями скорости, изменением мощности и пространственного распределения интенсивности, а также нарушениями оптической целостности. Давайте ознакомимся с факторами влияющими на качество лазерной резки поближе.
IV. Скорость резания
Скорость резки напрямую влияет на ширину и шероховатость поверхности реза.
Существует оптимальное значение скорости резания для различной толщины материала и давления режущего газа, которое составляет около 80% от максимальной скорости резания.
1. Слишком высокая скорость
Если скорость резки слишком высокая, это может привести к следующим последствиям.
1) Может не получиться прорезать материал, а искры будут разлетаться беспорядочно.
2) Некоторые участки будут прорезаны, а некоторые - нет.
3) Разрезаемый участок имеет наклонную полосу, а нижней части среза присутствуют пятна раствора.
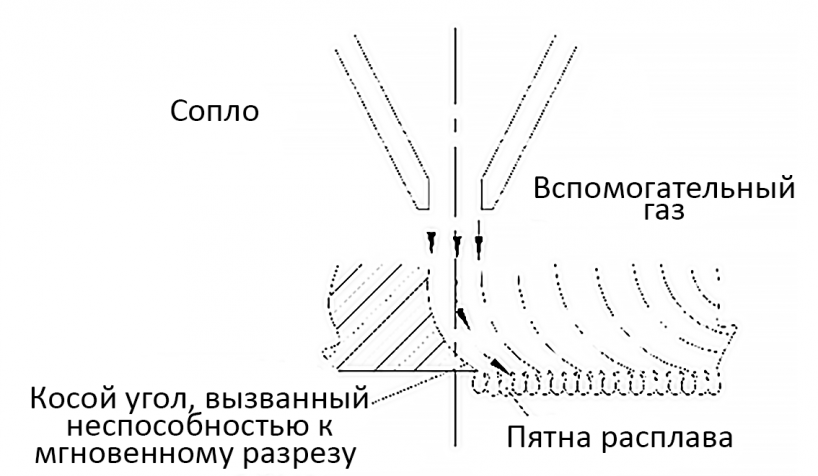
Рис. 18 Слишком высокая скорость
2. Слишком низкая скорость
1) Приводит к переплавке и неровной поверхности реза.
2) Ширина реза расширяется, происходит оплавление острого угла.
3) Влияет на эффективность резки.
3. Определите подходящую скорость резания
О том, можно ли увеличить или уменьшить скорость подачи, можно судить по искрам при резке
1) Искры распространяются сверху вниз.
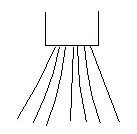
Рис. 19 Нормальная скорость резания
2) Если искры расположены наклонно, скорость резки слишком высокая.
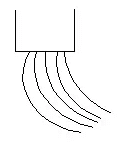
Рис. 20 Слишком высокая скорость резания
3) Если искры не рассеяны, их мало, и они собираются вместе, скорость слишком низкая.
Рис. 21 Слишком низкая скорость резания
Если скорость подачи соответствует требованиям, то как показано на рисунке, поверхность реза представляет собой относительно гладкую линию, а на нижней половине отсутствует оплавление.
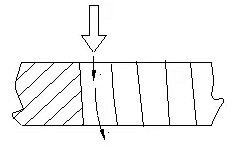
Рис. 22 Нормальная скорость резания
V. Вспомогательный газ для резки
При выборе типа и давления вспомогательного газа для резки необходимо учитывать следующие аспекты:
Кислород обычно используется для резки обычной углеродистой стали при резке под низким давлением.
Воздушная резка обычно используется для резки неметаллов.
Для резки нержавеющей стали обычно используется азот.
Чем выше чистота газа, тем лучше качество резки.
Чистота газа при резке листовой низкоуглеродистой стали должна быть не менее 99,6%, а при резке листовой углеродистой стали толщиной более 12 мм чистота кислорода должна быть выше 99,9%.
Чистота азота при резке листа из нержавеющей стали должна быть выше 99,6%.
Чем выше чистота азота, тем выше качество разрезаемого участка.
Если чистота газа для резки плохая, это не только повлияет на качество резки, но и вызовет загрязнение линзы.
1. Влияние вспомогательного газа на качество резки
1) Газ может способствовать рассеиванию тепла и сгоранию, выдуванию раствора и улучшению качества поверхности резания.
2) Влияние недостаточного давления газа на резку
a. Поверхность резки оплавляется.
б. Скорость резки не может быть увеличена, что влияет на эффективность.
3) Влияние высокого давления газа на качество резки
a. При слишком большом потоке воздуха поверхность реза становится толще, а шов шире.
б. Если поток воздуха слишком велик, отрезаемая часть расплавится, и хорошее качество резки не может быть достигнуто.
2. Влияние вспомогательного газа на перфорацию
1) При низком давлении газа сложнее выполнить перфорацию и время работы увеличивается.
2)При слишком высоком давление газа, точка проникновения расплавится и образуется большая точка плавления.
Поэтому давление газа при перфорации тонкой пластины выше, чем толстой.
3. Вспомогательный газ для резки оргстекла
Оргстекло легко воспламеняется, чтобы получить прозрачную и яркую поверхность резки, для огнезащиты выбирают азот или воздух.
Если выбрать кислород, качество резки будет недостаточно хорошим.
Необходимо выбрать соответствующее давление в соответствии с фактической ситуацией при резке.
Чем меньше давление газа, тем выше яркость режущего света.
Но слишком низкое давление газа приведет к низкой скорости резки, что повлияет на качество нижней поверхности материала.
VI. Мощность лазера
Мощность лазерного станка, необходимая для лазерной резки, в основном зависит от типа резки и свойств разрезаемого материала. Наибольшая мощность лазера требуется при резке с испарением, затем следует резка с плавлением и кислородная резка. Мощность лазера оказывает большое влияние на толщину резки, скорость резки и ширину разреза. С увеличением мощности лазера толщина разрезаемого материала увеличивается, скорость резки растет, а ширина разреза также увеличивается. Мощность лазера оказывает решающее влияние на процесс и качество резки.
1. Мощность резки слишком мала для
Рис. 26 Слишком низкая мощность
2. Если мощность слишком высока, вся режущая поверхность расплавится.
Рис. 27 Чрезмерная мощность
3. Недостаточная мощность приводит к появлению расплавленных пятен после резки.
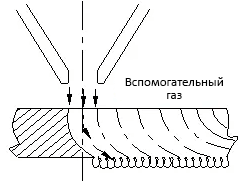
Рис. 28 Дефицит мощности
4. Соответствующая мощность, залог хорошей поверхности разрезаемого участка и отсутсвия расплавленных пятен
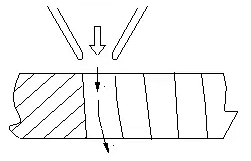
Рис. 29 Надлежащая мощность
Сводка параметров резки
Основные параметры лазерной резки
Скорость резки
Учитывая плотность мощности лазера и материал, скорость резки соответствует эмпирической формуле.
Пока она выше порогового значения, скорость резки материала пропорциональна мощности лазера, то есть увеличение плотности мощности может увеличить скорость резки.
Скорость резки также обратно пропорциональна плотности и толщине разрезаемого материала.
Факторы для повышения скорости резки:
1) Увеличить мощность (500-3000W);
2) Изменить режим луча;
3) Уменьшить размер фокусного пятна (например, использовать линзу с коротким фокусным расстоянием;
Для металлических материалов другие переменные процесса остаются неизменными, и скорость лазерной резки может иметь относительный диапазон регулировки при сохранении удовлетворительного качества резки. Этот диапазон регулировки оказывается относительно широким при резке металлов
Положение фокуса
После фокусировки лазерного луча размер пятна пропорционален фокусному расстоянию линзы.
После фокусировки луча короткофокусной линзой размер пятна становится небольшим, а плотность мощности в точке фокусировки очень высокой, что очень выгодно для резки материала.
Но недостатки заключаются в том, что глубина фокусировки очень мала, а запас регулировки невелик. Как правило, она подходит для высокоскоростной резки тонких материалов.
Для толстых заготовок подходят линзы с более широкой глубиной фокусировки.
Из-за самой высокой плотности мощности в фокальной точке в большинстве случаев во время резки фокусное положение находится прямо на поверхности заготовки или немного ниже ее. Обеспечение постоянного относительного положения между фокальной точкой и заготовкой является важным условием для получения стабильного качества резки.
Иногда во время работы линза нагревается из-за плохого охлаждения, что приводит к изменению фокусного расстояния, что требует своевременной регулировки положения фокуса.
Вспомогательный газ
Вспомогательный газ распыляется коаксиально с лазерным лучом, чтобы защитить линзу от загрязнения и сдуть расплавленный шлак в нижней части зоны резки.
Для неметаллических и некоторых металлических материалов используется сжатый воздух или инертный газ, чтобы удалить расплавленные и испарившиеся материалы и в то же время предотвратить чрезмерное возгорание в зоне резки.
Давление вспомогательного газа
В большинстве случаев для лазерной резки металлов используется реактивный газ (кислород) для образования окислительной экзотермической реакции с горячим металлом.
Это дополнительное тепло может увеличить скорость резки на 1/3-1/2.
При резке тонких листов на высоких скоростях требуется более высокое давление газа для предотвращения прилипания шлака к задней части реза.
При малой толщине материала или низкой скорости резки давление газа может быть соответствующим образом снижено.
Выходная мощность лазера
Мощность лазера и качество режима оказывают важное влияние на резку.
В реальной работе часто устанавливается максимальная мощность для получения высокой скорости резки или для резки толстых материалов.
В приведенном выше параграфе описано большинство факторов, которые могут повлиять на параметры лазерной резки.
В следующей таблице приведены типичные значения параметров резки.
Они не применимы к конкретным случаям, но их можно использовать в качестве справочника для определения правильных параметров запуска.
Типичные значения параметров резки нержавеющей стали DC030
| Толщина (мм) | Фокусное расстояние (дюйм) | Положение фокуса (мм) | Мощность лазера (Вт) | Скорость резки (м/мин) | Давление газа N2 (бар) | Диаметр сопла(мм) | Расстояние от сопла до пластины |
|---|---|---|---|---|---|---|---|
| 1 | 5 | -0.5 | 3000 | 28 | 10 | 1.5 | 0.5 |
| 2 | 5 | -1 | 3000 | 8 | 10 | 1.5 | 0.5 |
| 3 | 5 | -2 | 3000 | 4.75 | 15 | 1.5 | 0.5 |
| 4 | 7.5 | -3 | 3000 | 3.8 | 17.5 | 2 | 0.7 |
| 5 | 7.5 | -4 | 3000 | 2.2 | 20 | 2 | 0.7 |
| 6 | 10 | -5 | 3000 | 2 | 20 | 2.2 | 0.7 |
| 8 | 12.5/15 | -6 | 3000 | 13 | 20 | 3 | 0.7 |
| 10 | 15 | -6 | 3000 | 0.55 | 20 | 3 | 0.7 |
Типичные значения параметров резки низкоуглеродистой стали DC030
| Толщина (мм) | Фокусное расстояние (дюйм) | Положение фокуса (мм) | Мощность лазера (Вт) | Скорость резки (м/мин) | Давление газа N2 (бар) | Диаметр сопла(мм) | Расстояние от сопла до пластины |
|---|---|---|---|---|---|---|---|
| 1 | 5 | 0 | 750 | 9 | 3.5 | 1 | 0.5 |
| 2 | 5 | -0.5 | 800 | 7 | 3 | 1 | 1 |
| 3 | 5 | -0.5 | 800 | 4 | 3 | 1 | 1 |
| 4 | 7.5 | 2 | 3000 | 4.2 | 0.7 | 1 | 1 |
| 6 | 7.5 | 2 | 3000 | 3.3 | 0.7 | 1.2 | 1 |
| 8 | 7.5 | 2 | 3000 | 2.3 | 0.7 | 1.5 | 1 |
| 10 | 7.5 | 2 | 3000 | 1.8 | 0.7 | 1.5 | 1 |
| 12 | 7.5 | 2 | 3000 | 1.5 | 0.7 | 1.5 | 1 |
| 15 | 7.5 | 2 | 3000 | 1.1 | 0.7 | 2 | 1 |
| 20 | 7.5 | 2.5 | 3000 | 0.7 | 0.7 | 2.4 | 1 |
Типичные значения параметров резки стали DC025A1Mg3N2
| Толщина (мм) | Фокусное расстояние (дюйм) | Положение фокуса (мм) | Мощность лазера (Вт) | Скорость резки (м/мин) | Давление газа N2 (бар) | Диаметр сопла(мм) | Расстояние от сопла до пластины |
|---|---|---|---|---|---|---|---|
| 2 | 7.5 | -2.5 | 2500 | 45-6.5 | 10-12 | 1.5 | ≥1.0 |
| 3 | 7.5 | -3.5 | 2500 | 3.0-4.0 | 12-15 | 1.5 | ≥1.0 |
| 4 | 7.5 | -5.0 | 2500 | 1.5-2.0 | 12-16 | 2.0 | ≥1.0 |
| 5 | 7.5 | -5.0 | 2500 | 0.9-1.0 | 12-16 | 2.0 | ≥1.0 |
Григорьянц А.Г. Лазерная резка металлов (книга 7)

М.: Высш. шк., 1988. - 127 с.
В книге рассмотрены физические основы процесса резки металлов непрерывным и импульсно-периодическим лазерным излучением. Приведены основные принципы выбора энергетических, оптических и газодинамических параметров лазерной резки; представлены параметры режима, длительность и форма, частота следования и скважность импульсов; даны технологические особенности резки различных металлов, оборудование для лазерной резки, а также рекомендации по его применению.
Для студентов технических вузов; может быть использована практическими работниками.
Механизмы газолазерной резки металлов
Технологические закономерности процесса газолазерной резки металлов
Элементы технологического оборудования для лазерной резки металлов
Вейко В.П. Лазерная микрообработка
- формат pdf
- размер 6.98 МБ
- добавлен 06 октября 2010 г.
Опорный конспект лекций по курсу «Физико-технические основы лазерных технологий». Изд. 2-е, испр. и дополн. - СПб: СПбГУ ИТМО, 2007. -111 с. Для студентов специальности «Лазерная техника и лазерные технологии», бакалавров и магистров направления «Техническая физика». Курс также может быть полезен инженерам, ученым, маркетологам, менеджерам, которые применяют лазеры в микротехнологиях, для понимания преимуществ и ограничений использования лазеров.
Вейко В.П. Лазерное формирование микрооптических элементов
- формат pdf
- размер 9.12 МБ
- добавлен 28 апреля 2011 г.
СПб: СПбГУ ИТМО, 2008. – 133 с. Для студентов специальностей « Лазерная техника и лазерные технологии», «Физика и техника оптической связи», бакалавров и магистров направлений «Оптотехника», «Техническая физика», «Фотоника и оптоинформатика». Курс также может быть полезен инженерам, ученым, маркетологам, менеджерам, которые интересуются применением лазеров в микрооптике, для понимания преимуществ и ограничений использования лазеров в этой области.
Вейко В.П. Шахно Е.А. Сборник задач по лазерным технологиям
- формат pdf
- размер 1.52 МБ
- добавлен 23 октября 2010 г.
Изд. 3-е, испр. и дополн. - СПб: СПбГУ ИТМО, 2007. - 67 с. Учебное пособие содержит условия задач по лазерным технологиям для самостоятельной работы студентов, а также необходимые теоретические сведения и примеры решения. Рассмотрены вопросы, как общие для различных технологий (характеристики технологических лазеров и лазерного излучения, оптические схемы лазерной обработки, основные физические процессы), так и относящиеся к конкретным лазерным.
Григорьянц А.Г. Основы лазерной обработки материалов
- формат djvu
- размер 9.44 МБ
- добавлен 12 января 2011 г.
М.: Машиностроение, 1989. - 304 с. Рссмотрена возможность применения лазеров для сварки, резки, термойпронения и наплавки конструкционных материалов. Изложены методы расчетов фокусирующих систем лазерных технологических установок, рассмотрены физические явления, возникающие при передаче энергии лазерного излучения непрозрачным твердым материалам. Исследованы структуры и свойства металлов, приобретенные в результате лазерного воздействия. Описаны.
Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки
- формат djvu
- размер 15.27 МБ
- добавлен 31 марта 2010 г.
М.: изд-во МГТУ им. Н. Э. Баумана, 2006. - 664 с. Рассмотрены теоретические основы лазерной обработки и обобщены аналитические и численные методы анализа физических процессов при воздействии лазерного излучения на различные материалы. Представлены технологии лазерной термической и химико-термической обработки, легирования, оплавления, наплавки, сварки, резки и других высокоэффективных процессов лазерной обработки. Изложены особенности лазерных т.
Каданер Л.И. Справочник по гальваностегии
- формат djvu
- размер 3.85 МБ
- добавлен 30 ноября 2010 г.
К. "Технiка", 1976. - 254 с. В книге представлены краткие сведения об электрохимической кинетике, электрокристаллизации металлов, анодных процессах и распределении тока на поверхности катода. Приведены данные о механический и химической подготовке металлов, о процессах нанесения гальванических покрытий и химических неорганических покрытий. Описаны вспомогательные процессы, способы снятия дефектных покрытий. приведена характеристика различных гал.
Калейніков Г. Є. Методические указания к практическим работам из курса Технология лазерной обработки (на укр. языке)
- формат pdf
- размер 4.64 МБ
- добавлен 14 марта 2010 г.
Черкассы: ЧДТУ, 2005г. 30ст. Дисциплина - Обработка материалов за спецтехнологиями Практическая работа №1 - Расчет энергетических параметров твердотелых лазеров. Практическая работа №2 - Расчет голографического запоминающего устройства. Практическая работа №3 - Расчет экономического эффекта от использования процесса лазерной резки труб. Практическая работа №4 - Расчет оптических фокусирующих систем для процессов лазерной обработки. Практическая.
Левинсон Е.М. Электроэрозионная обработка металлов
- формат djvu
- размер 2.1 МБ
- добавлен 20 июня 2010 г.
Лениздат, 1961. - 184 с. В книге освещены основные вопросы практического применения электроэрозионной обработке металлов (штампы, волочильный инструмент и др. ), рассматриваются используемое оборудование и наиболее часто встречающиеся технологические процессы. Книга рассчитана на молодых рабочих металлообрабатывающей промышленности.
Реферат - Лучевые методы обработки материалов
- формат doc
- размер 354.05 КБ
- добавлен 23 июня 2009 г.
Электронно-лучевая обработка материалов, Лазерная обработка материалов, Лазерная резка, Ионно-лучевая обработка материалов, Ионно-лучевые методы осаждения покрытий и ионная литография.
Реферат-Светолучевая обработка металлов
- формат doc
- размер 120.38 КБ
- добавлен 11 января 2010 г.
Некоторые вопросы теории лазерной обработки. Обработка материалов лазерным лучом: Лазерная сварка. Термообработка. Лазерная резка. Получение отверстий. Примеры оборудования для лазерной обработки материалов: Автоматизированный технологический комплекс М-36М для лазерной резки листового материала, Автоматизированный лазерный технологический комплекс М-25С ВГТУ,151001 Технология машиностроения, I курс, Введение в специальность, 16 листов
Рассмотрены теоретические основы лазерной обработки и обобщены аналитические и численные методы анализа физических процессов при воздействии лазерного излучения на различные материалы. Представлены технологии лазерной термической и химико-термической обработки, легирования, оплавления, наплавки, сварки, резки и других высокоэффективных процессов лазерной обработки. Изложены особенности лазерных технологических процессов в микроэлектронике, определяющих подходы к нанотехнологиям в современном производстве. Большое внимание уделено перспективным направлениям лазерной обработки. Показано, что наряду с повышением производительности и качеством процесса достигаются новые результаты, обеспечивающие реализацию технологии изготовления современных деталей и конструкций.
Для студентов высших технических учебных заведений машиностроительных специальностей.
Теоретические основы лазерной обработки.
Лазерное оборудование для обработки материалов.
Физические процессы при взаимодействии лазерного излучения с материалами.
Термодеформационные процессы и превращения в металлах при воздействии лазерного излучения.
Процессы термической лазерной технологии.
Поверхностная лазерная закалка сплавов.
Получение поверхностных покрытий с помощью лазерного излучения.
Лазерная сварка металлов.
Лазерное разделение конструкционных материалов.
Лазерная размерная обработка.
Лазерное оборудование и технологические компклексы.
Лазерные технологические процессы в микроэлектронике и перспективные направления лазерной обработки материалов
Лазерные технологи в микроэлектронике.
Перспективные направления технологии лазерной обработки.
Заключение
Качество: среднее (необработанные фотографии в формате djvu)
Веденов А.А., Гладуш Г.Г. Физические процессы при лазерной обработке материалов
- формат djvu
- размер 8.32 МБ
- добавлен 30 августа 2011 г.
М.: Энергоатомиздат, 1985. – 208 с. Рассмотрены физические процессы, происходящие при взаимодействии мощного сфокусированного ИК-излучения с веществом обрабатываемой поверхности: течение плазмы, паров и капель материала каверны при резке и сварке, гидродинамика расплава при легировании, оптический пробой на поверхности, горение плазменного факела и т.д. Для научных работников и инженеров, занимающихся вопросами лазерной обработки материалов.
Вейко В.П., Либенсон М.Н. Лазерная обработка
- формат djvu
- размер 1.74 МБ
- добавлен 12 августа 2010 г.
Лениздат. 1973. 192 с. В настоящей книге сделана попытка обобщения опыта использования лазерной технологии при обработке материалов в различных отраслях производства. В ней содержится информация о существующих типах лазеров, предназначенных для решения технологических задач, о физических основах процессов обработки и специфике их проведения. Рассмотрены конкретные способы и приведены оптимальные параметры процессов обработки — прошивки отверстий.
- формат djvu
- размер 1.49 МБ
- добавлен 28 сентября 2011 г.
М.: Высш. шк., 1988. - 127 с. В книге рассмотрены физические основы процесса резки металлов непрерывным и импульсно-периодическим лазерным излучением. Приведены основные принципы выбора энергетических, оптических и газодинамических параметров лазерной резки; представлены параметры режима, длительность и форма, частота следования и скважность импульсов; даны технологические особенности резки различных металлов, оборудование для лазерной резки, а т.
Калиниченко А.С., Бергманн Г.В. Управляемое направленное затвердевание и лазерная обработка: теория и практика
- формат djvu
- размер 7.45 МБ
- добавлен 11 августа 2011 г.
Мн.: Технопринт, 2001. – 367 с. Монография содержит результаты теоретических и экспериментальных исследований по созданию новых материалов с использованием процессов направленного управляемого затвердевания и применению процессов лазерной обработки для улучшения поверхностных свойств изделий. Показана возможность обеспечить формирование микрокристаллических структур с расширенной областью растворимости в твердом состоянии за счет глубоких переохл.
Курочкин Ю.В. Специальное технологическое оборудование и оснастка лазерной обработки
- формат pdf
- размер 778.34 КБ
- добавлен 12 октября 2010 г.
М.: МГИУ, 1999. - 90 с. В учебном пособии рассмотрены вопросы принципиального устройства и проектирования специального технологического оборудования и оснастки, используемых при лазерной обработке. Кратко изложены физические основы генерации лазерного излучения и практического применения его в технологии машиностроения. Последовательно рассмотрены типы технологических лазеров, их устройство, приспособления для транспортировки, фокусировки и упра.
Фотеев Н.К. Технология электроэрозионной обработки
- формат djvu
- размер 1.92 МБ
- добавлен 02 ноября 2009 г.
- М.: Машиностроение, 1980, 184 с. ил. — (Б-ка технолога). В книге рассмотрены параметры шероховатости и физико-механические свойства поверхности, обработанной электроэрозионным способом. Описаны (разработанные на этой основе) технологические процессы изготовления штампов, раскатных валов, пресс-форм. Рассмотрены вопросы повышения производительности и точности обработки. Дана методика расчета размеров электрод-инструментов. Кинга предназначена д.
Шиганов И.Н,Федоров Б.М. Технология обработки концентрированными потоками энергии
- формат doc
- размер 2.16 МБ
- добавлен 28 апреля 2009 г.
Приведена классификация методов обработки концентрированными потоками энергии (ОКПЭ) на основе их технологических возможностей. Рассмотрены наиболее широко применяющиеся в машиностроении виды ОКПЭ: электронно-лучевой, плазменный и лазерный.
Читайте также: