Лазерное спекание металла в стоматологии
Обновлено: 06.05.2024
С момента изобретения человеком компьютера настала новая эра в науке, технике и просто в жизни человека. В то время как большинство людей способны использовать компьютерную технику максимум для общения в социальных сетях, скайпе и совершения онлайн покупок, другие уже давно используют компьютеры для совершения сложнейших математических измерений, 3D проектирования, программирования, изучения сопротивления материалов и усталостных нагрузок, а также в области CAD/CAM технологий. CAD/CAM — это аббревиатура, которая расшифровывается как computer-aided design/drafting и computer-aided manufacturing, что дословно переводится как компьютерная помощь в дизайне, разработке и компьютерная помощь в производстве, а по смыслу — это автоматизация производства и системы автоматизированного проектирования / разработки.
С развитием технологий, ортопедическая стоматология также прошла эволюция от времён бронзового человека, когда привязывались искусственные зубы золотой проволокой к соседним зубам, до современного человека, который использует технологию CAD/CAM. В момент появления CAD/CAM, основными технологиями изготовления коронок и мостовидных протезов были старая и имеющая много недостатков технология штамповки и пайки, более перспективная и передовая технология литья и менее распространённые технологии, также лишённые недостатков штамповки и пайки, сверхпластичная формовка и спекание. С другой стороны, две последние технологии можно применять для очень ограниченного количества материалов, например, сверхпластичную формовку только для титана. CAD/CAM технология лишена всех недостатков, присущих технологиям литья, например, усадки, деформации, в том числе и при извлечении отлитых коронок, мостовидных протезов или их каркасов. Отсутствует опасность нарушения технологии, например, перегрева металла при литье или повторное использование литников, что приводит к изменению состава сплава. Отсутствует усадка каркаса после нанесения керамической облицовки, возможная деформация при снятии восковых колпачков с гипсовой модели, поры и раковины при литье, непролитые участки и т.д.. Основным недостатком технологии CAD/CAM является высокая себестоимость, что не позволяет широко внедриться этой технологии в ортопедическую стоматологию. Первоначальная технология CAD/CAM представляла из себя компьютер с необходимым программным обеспечением на котором производилось трёхмерное моделирование несъёмного протеза с последующим компьютерным фрезерованием с точностью до 0.8 микрон из цельного металлического или керамического блока.
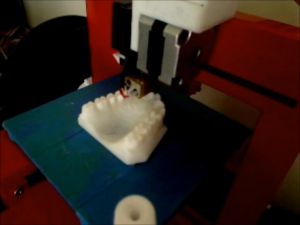
ЗD моделирование коронки Компьютерное фрезерование каркаса протеза
Соответственно, расходными материалами для данной процедуры становились дорогостоящие блоки и фрезы, в основном твёрдосплавные. Благодаря дальнейшей эволюции CAD/CAM технологии, на смену компьютерному фрезерованию пришла технология 3D печати, которая позволила уменьшить себестоимость и дала возможность изготавливать объекты любой формы и сложности, которые невозможно было произвести до этого ни одной из существующих технологий. Например, благодаря 3D печати можно изготовить цельный полый объект с любой формой внутренней поверхности. Применительно к ортопедической стоматологии, можно изготовить полое тело протеза, что позволит не уменьшая прочности конструкции уменьшить его вес. Уникальность технологии 3D печати можно увидеть на видео.
В стоматологии способ 3D печати зависит от печатаемого материала и поэтому саму технологию условно можно разделить на несколько ветвей:
- Печать воском
- Печать пластмассой
- Печать металлом
- Печать гипсом/керамикой
Первая ветвь — это 3D печать воском. Она относится к технологии термопечати, т.е. воск нагреваясь переходит в жидкое состояния, и соответственно в таком состоянии покапельно наносится. После нанесения остывает и переходит в твёрдое состояние. Фактически этот способ является более совершенной технологией моделирования конструкций протезов с присущими ей всеми недостатками литья. Т.е. можно смоделировать на компьютере и напечатать из воска идеальный каркас, но при литье опять столкнуться со всеми проблемами присущими литью. Таким образом данная технология устраняет все недостатки моделирования каркаса из воска, но не устраняет недостатки технологии литья.
Вторая ветвь — это 3D печать пластмассой. Данная технология позволяет получить как разборные модели челюстей, каркасы из беззольной пластмассы для литья, так и готовые протезы, например, коронки или мостовидные протезы из композита, а также напечатать съёмные протезы.
3D печать модели челюстей
В свою очередь существует два метода 3D печати пластмассой:
- Терпомечать
- Светополимеризационная печать
Термопечать можно использовать для 3D печати термопластами, например, съёмных протезов или же для печати беззольной пластмассой. Светополимеризационную печать можно использовать для печати как коронок из композитов, так и каркасов из беззольной пластмассы, съёмных протезов из акрилатов и полиуретана.
Технология термопечати воска и пластмассы схожи и чем-то похожи на принцип печати обычного цветного струйного принтера. Материал разогревается до температуры плавления и микрокаплями наносится, но в отличии от цветного струйного принтера, который печатает только в одной плоскости, 3D принтер печатает в трёх плоскостях и соответственно не краской, а твёрдыми материалами. Благодаря нанесению материала микрокаплями достигается полная компенсация усадки материала. Кроме этого существует ещё один способ термопечати пластмассой, при котором пластмассовая проволока нагревается и непрерывно подаётся на поверхность печатаемого объекта (FDM 3D печать). Такая технология самая дешёвая и распространённая в мире, но в стоматологии не нашла широкого распространения, так как не обладает высокой точностью.
Более совершенным методом термопечати является технология выборочного термического спекания «SHS» (Selective Heat Sintering). Подробное описание метода представлено в разделе «3D печать металлом».
Фотополимерная печать
Существует 2 способа фотополимерной 3D печати пластмассой в стоматологии:
- Струйная фотополимерная 3D печать (MJM)
- Стереолитографическая 3D печать (SLA)
Струйная фотополимерная 3D печать (MJM)
Светополимеризационная (фотополимерная) печать похожа на термопечать и отличается только тем, что материал не нужно разогревать, так как он уже жидкий, а затвердевание т.е. полимеризация происходит под действием света синего спектра 455-470 нм.
Стереолитографическая печать (SLA)
Кардинально другой принцип используется в технологии стереолитографической печати. Суть метода заключается в печати в ванне наполненной фотополимерной пластмассой или композитом. В отличие от остальных методов печати при этом методе печать производится сверху вниз и печатаемый объект находится в перевёрнутом состоянии. У многих читателей возникнет вопрос, а как же можно печатать в ванне наполненной фотополимерным материалом, так как должно произойти отверждение всего материала, находящегося в ванне. Всё до гениальности просто. Дело в том, что платформа на которой начинается выращивание печатаемого объекта погружается в толщу фотополимерного композита, не доходя 6-20 мкм до дна (зависит от принтера), т.е. остаётся прослойка фотополимерного материала толщиной 6-20 мкм и соответственно в нужных местах отверждается только эта прослойка. После отверждения платформа поднимается вверх, отрывая отвердевший полимер от дна ванны, затем повторно погружается не доходя 6-20 мкм полимеризованной частью до дна. Таким образом опять создаётся прослойка неотверждённого фотополирмерного материала между дном ванны и уже напечатанным слоем. Процесс повторяется столько раз, сколько слоёв необходимо напечатать для полной готовности объекта.
Преимуществами технологии стереолитографической печати являются:
- Высокая точность;
- Высокая разрешающая способность;
- Гладкая поверхность.
Недостатками стереолитографической печати являются:
- Возможность печати только одним цветом;
- Фоновая засветка фотополимера, так как небольшая мощность светового излучения рассеивается в общей массе фотополимера. Таким образом часть фотополимерного материала портится, что приводит к увеличению себестоимости печати;
- Ограниченный ресурс ванной. Из-за того, что полимер должен постоянно отрываться от дна ванны, её изготавливают из силикона или аналогичного материала, и со временем она выходит из строя, соответственно требует замены;
- Ограниченный ресурс дорогостоящего лазера.
Третья ветвь – 3D печать металлом. Суть метода заключается в точечном оплавление металлического порошка лучом до получения однородной структуры. Существует несколько способов 3D печати металлом:
- DMD «прямое осаждение металла» (Direct Metal Deposition);
- LDT «технология лазерного напыления» (Laser Deposition Technology);
- LCT «технология лазерного наплавления» (Laser Cladding Technology);
- LFMT «технология лазерного свободноформенного производства» (Laser Freeform Manufacturing Technology);
- LMD «лазерное осаждение металла» (Laser Metal Deposition);
- LMF «лазерное сплавление металла» (Laser Metal Fusion);
- SLS «выборочное лазерное спекание» (Selective Laser Sintering);
- DMLS «прямое лазерное спекание металлов» (Direct Metal Laser Sintering);
- SLM «выборочное лазерное плавление» (Selective Laser Melting);
- LC «лазерная фокусировка» (LaserCusing);
- EBM «электронно-лучевое плавление» (Electron Beam Melting);
- SHS «выборочное термическое спекание» (Selective Heat Sintering).
Технология выборочного лазерного спекания (SLS) была изобретена Карлом Декардом и Джозефом Биманом из Университета Техаса (Остин, США) в середине 1980-х.
Технология выборочного лазерного плавления (SLM) была изобретена Вильгельмом Майнерсом и Конрадом Виссенбахом из Института лазерной техники (ILT) Общества Фраунгофера (Ахене, Германия) совместно с Дитером Шварце и Маттиасом Фокеле из компании F&S Stereolithographietechnik GmbH (Падерборн, Германия) в 1995 году.
Все эти методы можно использовать в стоматологии. Условно их можно разделить на две группы, отличающиеся только методом нанесения порошка металла. К первой группе относятся методы подачи порошка с одновременной микросваркой. Ко второй группе относятся методы нанесения слоя порошка с последующей микросваркой порошка.
I группа методов 3D печати металлом.
Метод 3D печати методом прямого осаждения металла (DMD) очень похож на методику лазерной сварки с применением порошка. Суть метода представлена на схеме.
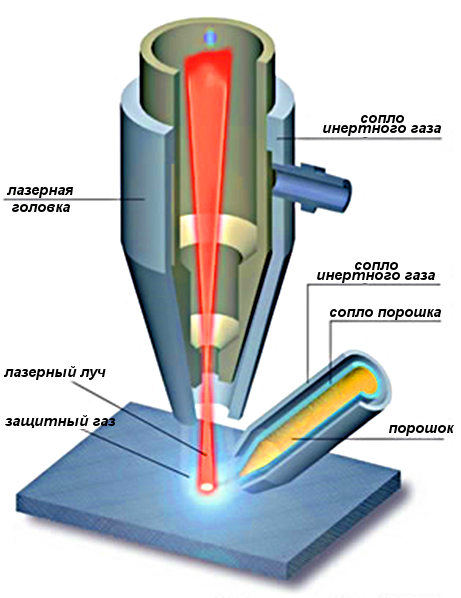
Принцип лазерной сварки
Лазерный луч точечно нагревает участок и туда же подаётся аэрозоль порошка металла в среде инертного газа. Под действием лазера происходит оплавление порошка и переход в жидкую фазу, которая после охлаждения затвердевает. Затем процесс повторяется и таким образом покапельно наслаивается металл. В случае лазерной сварки всё делает зубной техник в ручном режиме. При 3D печати процесс контролируется компьютером, поэтому он производится максимально быстро и точно.
DMD, LFMT, LMD, LDT и LCT методы ничем не отличаются, единственное отличие в том, что LDT и LCT методы применяются для реставрации повреждённых объектов, например, при истирании.
II группа методов 3D печати металлом.
При послойном методе производится нанесении слоя металлического порошка, имеющего микроскопическую толщину (10-50 мкм), на подложку и спекание или точнее микросварка лазером в среде инертного газа микроскопических зёрен металла в необходимых участках слоя. После этого наносится сверху ещё один слой порошка металла, и производится микросварка лазером микрозёрен металла уже не только между собой, но и с нижним слоем.
Слой металлического порошка Микросварка металлического порошка
Таким образом, послойно печатается трёхмерный объект из металла. После завершения печати готовый металлический объект извлекается из порошка. Оставшийся порошок можно использовать повторно. Данная технология представляет из себя безотходное производство, которое в конечном счёте приводит к уменьшению себестоимости конструкции. А благодаря применению компьютерных технологий достигается высокие качество и точность порядка 1-10 микрон. Точность метода ограниченна только диаметром лазерного луча и размером микрозёрен печатаемого материала. Но необходимо помнить, что чем выше точность печати, тем медленнее производиться печать. Предлагаем вашему вниманию видеоролик о 3D печати металлом в стоматологии.
Отличием SLS (выборочное лазерное спекание) от DMLS (прямое лазерное спекание металлов) заключается в том, что второй метод можно применяется только для печати металлом. А методом SLS можно применять для печати любым термопластом. SLS от SLM отличается только тем, что в первом случае производится спекание, а во втором — плавление порошка. Данное отличие является условным, так как при спекании также происходит плавление металла, а отличие названия и описания метода связано с коммерческими моментами. Тоже касается и метода LC и LMF. Поэтому разделение всех этих методов является надуманным, хотя по данным создателей технологий SLS и DMLS плотность печатаемого объекта может регулироваться при использовании этих методов печати.
Электронно-лучевое плавление (EBM) отличается от остальных методов тем, что вместо лазерного луча применяется электронный луч (пучок) высокой мощности, а сама печать производится в условиях вакуума.
Выборочное термическое спекание (SHS) отличается от остальных методов тем, что вместо лазерного или электронного луча используется термоголовка. Благодаря этой технологии возможно создание 3D принтеров маленького размера. Но недостатком технологии является низкая температура печати и поэтому она может быть применена только для печати легкоплавкими металлами и термопластами.
Четвёртая ветвь – 3D печать гипсом/керамикой. Принцип печати гипсом похож на технологию SLS, только вместо лазера используется связующий агент, так называемый клей, соединяющий частички гипса или керамики. Однако печать гипсом не нашла применения в стоматологии, так как модели начали печатать из пластмассы. Печать керамикой является перспективной и позволит печатать каркасы или готовые конструкции коронок и мостовидных протезов.
Селективное лазерное плавление
Селективное лазерное плавление или SLM/DMP (Selective Laser Melting / Direct Metal Printing) – является перспективной технологией во врачебной практике и стоматологии в частности. Принцип основан на использовании принтеров объемной печати. Системы этого класса уже сейчас способны распечатывать ткани организма, не говоря уже о работе с металлами и композитами, которые применяются для лечения ротовой полости. Биопринтеры объемной печати развиваются такими темпами, что к 2030 году предполагается распечатать первый работоспособный орган.
Очевидно, что технология из всех медицинских сфер актуальнее всего использовать именно в стоматологии. Практически каждый современный человек сталкивается с проблемами с зубами, работать с тканями такого класса проще, а вмешательство минимальное в сравнении со сложными хирургическими операциями.
Направление деятельности
По классической методике врач работает с гипсом и эластичными композитами. Работа сопряжена с многочисленными корректировками формы, но и она не будет держаться вечно: геометрия сохраняется ограниченное время, после чего материал теряет свойства. При использовании объемной печати работа по подгонке заготовки ведется в редакторе, что дает возможность проработать все компоненты и контролировать процесс еще до получения компонента в материале. При этом экономится время, материал, растет точность и качество полученного имплантата и элементов системы.

Ручной труд сводится к минимуму, потому проще организовать подбор специалистов, а так же сделать операцию доступнее для клиентов. Сбор информации происходит не на основе слепка, а посредством сканера, который формирует базу данных для моделирования нужной части. Однако, роль врача не исключается полностью, так как он имеет доступ ко всем этапам моделирования и может внести необходимые правки.
Технология позволяет создавать следующие конструкции:
— имплантаты;
— коронки;
— модели из гипса;
— мостовидные протезы;- а так же инструмент для стоматологии, который уникален и позволит выполнять специфические операции на высоком уровне точности.
Методика обладает следующими положительными качествами:
— во-первых, позволяет хранить данные пациентов в электронном формате, что позволяет не просто сэкономить на бумаге, но управлять базой эффективнее, вплоть до автоматизированного контроля;
— во-вторых, скорость реализации моделей выше, не требуется многочисленных подгонок и примерок, что доставляет неудобства и врачу, и пациенту;
— в-третьих, возможность врачебной ошибки практически сводится к нулю, потому растет качество и доверие клиентов к инновационной методике;
— в-четвертых, точность полученной продукции выше аналогов, созданных по классической схеме.
Само передовое оснащение наглядно демонстрирует технологический уровень клиники.
Как работает методика применительно к стоматологии?
В первую очередь проводится сканирование ротовой полости, для чего применяют специализированные сканеры, либо аппараты КТ/ МРТ.
Полученные сведения загружаются в специализированные программы, где происходит автоматическая обработка. Эксперт на данном этапе может вносить изменения по своему усмотрению.
Затем на стоматологическом принтере запускается процесс печати подготовленного электронного образца.
По полученным моделям создаются готовые детали и производится их установка заказчику.
В зависимости от используемого оборудования, принцип обработки сырья различается, чаще всего работает частичное или полное таяние выбранного материала, либо сырье плавится или спекается.
В итоге на базе полимеров и металлов формируются цельные компоненты.
Самые распространенные варианты оборудования приведены ниже, стоимость оборудования для стоматологов колеблется в районе 20 тысяч долларов. Украинская марка предлагает оборудование под брендом KLONA, обсудить конкретные условия заказа позволяет политика конфиденциальности компании Stratasys, которая не указывает ценники своего оборудования.
Так же выделяют различные модели устройств, каждая из которых нацелена на работу определенного класса:
— Objet Eden350V и Eden500V, которые способны работать с 17-ю сырьевыми компонентами;
— именно для выполнения проектов стоматологического характера разрабатывался Objet Eden260VS Dental Advantage;
— из бюджетных вариантов, способных работать на минимальной площади выделяют Objet30 OrthoDesk;
— с высокой точность создает мостовидные системы и коронки CrownWorx;
— а FrameWorx ориентирован на выпуск съемных структур
Варианты методик и подробно о СЛП
На уровне с лазерным плавлением спекание (SLS) и нанесение веществ послойно, полимеризация которых идет ускоренными темпами (WDM).
По рассматриваемому принципу работа ведется с компонентами металлического сплава – мелкодисперсными частицами, которые расплавляются лазером и соединяются друг с другом. Слои последовательно наносятся один на другой до получения компонента с заданной геометрией.
При методе SLS спекание происходит выборочно, что приводит к росту пористости, которая значительно ниже у рассматриваемой технологии. В конечном счете изделия SLM получаются прочнее, надежнее и качественнее. Метод WDM дает возможность укладывать вещество слоями, полимеризация их происходит ускоренными темпами, потому сросшиеся частицы формируют заготовку в короткие сроки.

Именно высокая плотность создаваемых изделий позволили занять методике высокие позиции в сфере стоматологии. Работа ведется с CAD-моделями, что так же положительно влияет на качество. Цифровая заготовка разбивается на несколько слоев, высота которых находится в пределах 20-100 микрон, которые визуализируются двухмерно. Программа анализирует информацию в форме файла STL, который считается отраслевым стандартом. Финальным этапом анализа считается сопоставление полученной модели с возможностями принтера.
После приведения всех аспектов к соответствию, начинается построение:
— порошок металла наносится на плиту, зафиксированную на специальной платформе;
— луч лазера проводит сканирование слоя, выявляя его геометрические параметры, сечение;
— платформа опускается в колодец на толщину создаваемого слоя.
Процесс ведется в камере принтера, который наполнен аргоном/азотом. На первых этапах работы большая часть газа продувается и уходит, что связано с необходимостью создания безвоздушной среды.
В финале детали извлекается из камеры вместе с плитой, поддерживающие детали удаляются, проводится финишная обработка поверхности.
По механическим характеристикам полученные изделия сравнимы с литьем, при высокой точности. Реализовать путем плавления можно протез любой конфигурации, включая сложные геометрические формы.
При выпуске эксперты получают серьезную экономию материала.
Технология отработана и выгодно отличается от альтернатив, как в пользу экспертного сообщества, так и для клиентов стоматологической клиники. В сравнении с селективным лазерным плавлением классический подход преимуществ практически не имеет.
Лазерный мир
В статье раскрывается суть метода аддитивного производства зубных протезов. Инновационная технология позволяет изготавливать стоматологические изделия на основе трехмерного моделирования, обладающих высокой точностью и стабильностью структуры. В качестве расходных материалов применяются стоматологические сплавы металлов в порошковой форме. Аддитивное производство выводит классические технологии протезирования зубов на предельно высокое качество.
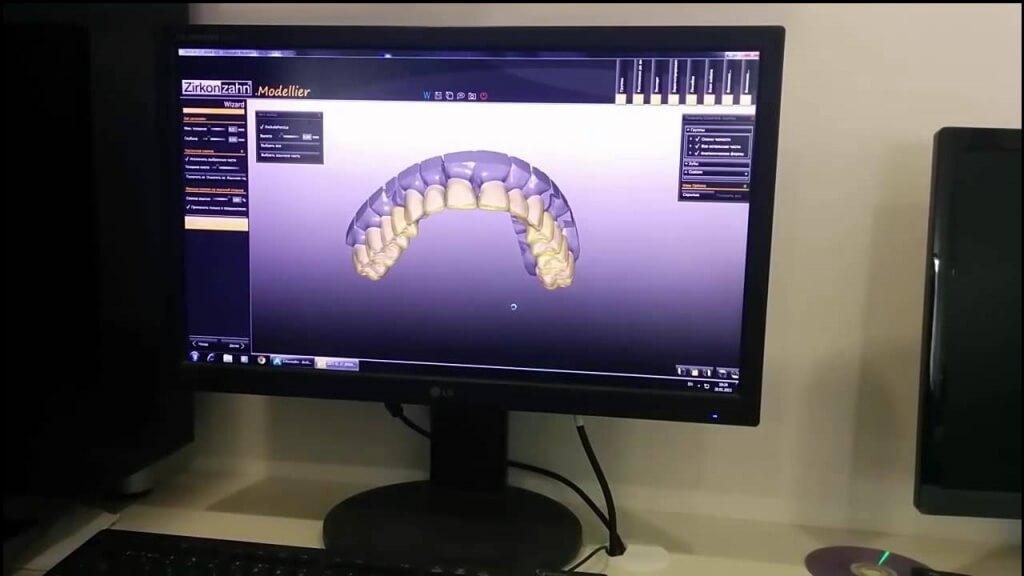
На сегодняшний день стоматологическая индустрия семимильными шагами осваивает современные трехмерные технологии и инновационные способы производства, предъявляя особые требования к свойствам применяемых материалов. Так, активно ворвалась в стоматологию технология СAD-CAM (computer aided design/computer aided manu-facture). Многочисленные исследования подтвердили эффективность использования данного метода для изготовления практически всех видов зубных протезов [3]. Структура СAD-CAM включает в себя несколько элементов: получение данных, обработка и редактирование данных, изготовление изделия. На стоматологическом рынке представлено большое количество лазерных и оптических сканеров для получения трехмерной модели, активно внедряются в практику интраоральные сканеры, которые позволяют сформировать 3-D модель челюсти без необходимости изготовления рабочей гипсовой модели. Активно эволюционирую компьютерные программы для управления этими процессами (рис. 1).
Качественные материалы с уникальными свойствами, совершенствование программного обеспечения и процесса фрезерования дают возможность изготовить качественные зубные протезы, отвечающие самым высоким требованиям. Однако субтрактивная технология не очень экономная т.к. оставляет много отходов, происходит довольно быстрый износ рабочих фрез, да и сама фреза имеет определенный минимальный диаметр рабочей части меньше которого отфрезеровать некоторые элементы изделий просто невозможно. Прогресс не умолим, и мы всё чаше слышим о новых возможностях 3-D печати. Процесс аддитивного спекания металла по сравнению с фрезеровкой технологически, осуществляется совершенно наоборот, не удаляется лишний материал, а слой за слоем формируется или «печатается» форма будущего зубного протеза, или его составной части, согласно 3D модели CAD/CAM [7].
Трехмерный файл, как правило формата STL, виртуально разделяется на тонкие фрагменты, соответствующее толщине слоев, наносимых устройством (рис. 2).
Разделенный файл является поэтапным планом для изготовления стоматологического изделия [6]. Производственный цикл осуществляется следующим образом: равномерные слои металлического порошка наносятся специальным механизмом на платформу, которая может опускаться по вертикали. Весь процесс осуществляется внутри камеры, которая заполняется инертными газами. Отсутствие кислорода дает возможность избавится от оксидации металла [1]. Для спекания металлического порошка применяются оптоволоконные лазеры достаточно высокой мощности – от 50 до 500 Вт [7].
Интенсивный поток лазерного излучения спекает частицы порошка с предыдущем слоем и между собой, в соответствии с границами определенными трехмерной моделью. После завершения конструирования слоя платформа опускается, наносится новая порция порошка и лазер начинает спекать новый слой [5].
Для повышения качества изделия используют горячее изотоническое прессование (ГИП). Суть процесса ГИП заключается в следующем: металлическое изделие помещается в газостат, где она уплотняется под действием высокой температуры в среде инертного газа. Этот процесс позволяет устранить остаточную пористость изделия и повысить его физико-механические свойства (рис. 3) [2].
Представленный метод обладает очень важными свойствами, которые необходимы для изготовления качественных зуботехнических изделий для производства ортопедических конструкций, отвечающих современным требованиям (рис. 4).
Технология практически не имеет ограничений для производства геометрически-сложных изделий, а высокая точность исполнения сводит механическую обработку к минимуму [7].
Для производства изделий для стоматологии применяются порошки различных сплавов: титана, кобальта-хрома, нержавеющей стали. Благодаря этому технология легко интегрируется в рабочий процесс зуботехнической лаборатории [4].
Таким образом, технология лазерного аддитивного спекания металлов – это современный и эффективный метод достижения предельного качества ортопедических конструкций, отличающийся стабильным результатом производства.
В настоящем обзорном исследовании рассмотрены методики препарирования зубов с помощью лазера. Автором проведен обзор литературы по лазерным методам препарирования зубов. Рассмотрена технологию применения лазера в стоматологии, его преимущества и недостатки. В ходе анализа литературы по данной теме было выяснено, что лазер имеет существенные клинические перспективы. Лазерные методы препарирования зубов обладают преимуществом перед традиционными методами препарирования зубов, а именно нет термического и механического раздражения нервных окончаний зуба; нет боли; отсутствие «смазанного слоя»; антисептическое действие; не требуется финирование краев эмали; нет шума. Существенных недостатков данной технологии не выявлено, поэтому применение лазерных методов препарирования является перспективной отраслью стоматологии. К недостаткам лазерного лечения следует отнести большую стоимость оборудования.
С появлением новых технологий проявляется тенденция к более частому использованию лазера. Применение лазера в стоматологии открывает новые возможности, позволяя врачу-стоматологу предложить пациенту широкий спектр минимально инвазивных, фактически безболезненных процедур в безопасных для здоровья стерильных условиях, отвечающих высочайшим клиническим стандартам оказания стоматологической помощи [1,2,10].
Сегодня представлены следующие сферы применения лазеров в стоматологии: это профилактика и лечение кариеса, эндодонтия, эстетическая стоматология, лечение заболеваний кожи и слизистых оболочек и др. [3,4,5].
Цель данной работы: рассмотреть принцип действия и методику препарирования кариозных полостей с помощью лазера.
Механизм работы и действия лазера. В структуру каждого лазера входит цилиндрический стержень с рабочим веществом, на торцах которого расположены зеркала, одно из которых обладает небольшой проницаемостью. В непосредственной близости от цилиндра с рабочим веществом расположена лампа-вспышка. В лазерном излучателе используется так называемое вынужденное излучение, которое отличается от спонтанного и возникает при атаке возбужденного атома квантом света. Испускаемый при этом фотон по всем электромагнитным характеристикам абсолютно идентичен первичному, атаковавшему возбужденный атом. В результате появляются уже два фотона, обладающие одинаковой длиной волны, частотой, амплитудой, направлением распространения и поляризации. В активной среде происходит процесс лавинообразного нарастания числа фотонов, по всем параметрам копирующих первичный «затравочный» фотон, и формирующих однонаправленный световой поток. В качестве такой активной среды в лазерном излучателе выступает рабочее вещество, а возбуждение его атомов (накачка лазера) происходит за счет энергии лампы-вспышки. Потоки фотонов, направление распространения которых перпендикулярно плоскости зеркал, отражаясь от их поверхности, многократно проходят сквозь рабочее вещество туда и обратно, вызывая все новые и новые цепные лавинообразные реакции. Поскольку одно из зеркал обладает частичной проницаемостью, часть образующихся фотонов выходит в форме видимого лазерного луча [2,7].
Классификация лазеров по области практического применения: терапевтические, хирургические, вспомогательные (технологические).
Классификация высокоинтенсивных лазеров, используемых в стоматологии:
Тип I: Аргоновый лазер, используемый для препарирования и отбеливания зубов.
Тип II: Аргоновый лазер, применяемый при операциях на мягких тканях.
Тип III: Nd: YAG, CO2, диодные лазеры, применяемые при операциях на мягких тканях.
Тип IV: Er: YAG-лазер, предназначенный для препарирования твердых тканей зуба.
Тип V: Er, Cr: YSGG-лазеры, предназначенные для препарирования и отбеливания зубов, эндодонтических вмешательств, а также для хирургического воздействия на мягкие ткани.
При работе с лазерной техникой обязательно должны использоваться средства защиты зрения, так как лазерный свет вреден для глаз. Врач и пациент во время препарирования должны находиться в защитных очках. Следует отметить, что опасность потери зрения от лазерного излучения на несколько порядков меньше, чем от стандартного стоматологического фотополимеризатора [8,9].
Методика препарирования с использованием лазера. Лазер работает в импульсном режиме, посылая каждую секунду в среднем около 10-ти лучей. Каждый импульс несет в себе строго определенное количество энергии. Лазерный луч, попадая на твердые ткани, испаряет тончайший слой около 0,003мм. Микровзрыв, возникающий вследствие нагрева молекул воды, выбрасывает частички эмали и дентина, которые удаляются из полости водно-воздушным спреем. Процедура абсолютно безболезненна, поскольку нет сильного нагрева зуба и механических предметов (бора), раздражающих нервные окончания. Препарирование происходит достаточно быстро. У лазера нет такого эффекта, как остаточное вращение турбины после прекращения подачи воздуха. Легкий и полный контроль при работе с лазером обеспечивает высочайшую точность и безопасность.
Поскольку при кариесе зуба (среднем и глубоком) дентин может находиться в двух состояниях — размягченном (чаще) или уплотненном (так называемый прозрачный дентин), оказалось целесообразным препарировать его лазерным лучом различной длины волны: размягченный дентин препарируют лазерным лучом с длиной волны 1,06 — 1,3мкм при частотах 2 — 20Гц и мощностью 1 — 3Дж/имп, а уплотненный (прозрачный) дентин с длиной волны 2,94 мкм, частотой 3 — 15Гц и мощностью 1 — 5Дж/имп.
После лазера на эмали не остается трещин и сколов, которые обязательно образуются при работе борами. Кроме того, полость после препарирования лазером остается стерильной и не требует длительной антисептической обработки, так как лазерный свет уничтожает любую патогенную флору. Лазер приемлем для небольших поражений с прямым доступом. Препарирование более обширных полостей может быть длительным, трудоемким. Процедура безболезненна, поскольку нет сильного нагрева зуба и длительность лазерного импульса приблизительно в 200 раз меньше временного порога восприятия боли [1,6,9].
Таким образом, преимущества лазера заключаются в следующем: нет термического и механического раздражения нервных окончаний зуба; нет боли, то есть отпадает необходимость анестезии; отсутствие «смазанного слоя»; антисептическое действие; нет необходимости в протравке эмали; не требуется финирование краев эмали; нет шума, который часто является причиной беспокойства пациента.
К недостаткам лазерного лечения следует отнести большую стоимость оборудования и высокие профессиональные требования, предъявляемые к врачу-стоматологу и высокая стоимость лечения, при нарушении техники возможно травмирование мягких тканей.
CAD/CAM технология
Реставрационную стоматологию сегодня сложно представить без компьютерных программ. Ручное изготовление протезов путем литья планомерно уступает место новой, точной и быстрой CAD/CAM-технологии в стоматологии.
CAD/CAM – это современная цифровая методика, которая автоматизирует процесс создания зубных протезов: заготовка моделируется в электронной программе и фрезеруется на станке с числовым программным управлением (ЧПУ). Технология применима к цирконию, титану, кобальт-хрому, стеклокерамике и др.
Что такое CAD и CAM?
- CAD – Computer-Aided Design (с англ. компьютерная помощь в проектировании, моделировании). После сканирования полости рта модель создается в виртуальном пространстве на специальном ПО. В результате коронка идеально подходит по размеру.
- CAM – Computer-Aided Manufacturing (с англ. компьютерная помощь в производстве). Данные о смоделированном изделии передаются на станок с ЧПУ, где автоматически вытачивается коронка.
При традиционном изготовлении коронок литьем пациент испытывал дискомфорт при создании оттисков, и могли возникать ситуации, когда коронка не точно подходила по форме. Кроме того, время изготовления протеза занимало в среднем 2-3 дня, на время которых пациент оставался с открытыми обточенными зубами.
Коронки cad/cam не только точнее и совершеннее, чем их сестры, изготовленные литьем, но и производятся значительно быстрее – количество визитов к стоматологу сокращается до одного. При этом пациент может лично наблюдать за изготовлением протеза, и выглядит это впечатляюще.




Преимущества CAD/CAM
- Создание конструкций любой формы и сложности.
- Отсутствие дискомфорта при сканировании ротовой полости.
- Быстрота изготовления ортопедических конструкций.
- Возможность создавать изделия из разных металлов, включая диоксид циркония.
- Высокоточная компьютерная технология (точность до 25мкм).
Технология CAD/CAM подходит для создания цельных керамических и металлических несъемных протезов разных видов: коронок, виниров, абатментов и пр. Этот метод лишен привычных недостатков предыдущих технологий: усадки, деформации, перегрева металла, наличия пор и непролитых участков.
Этапы создания зубных протезов
- Подготовка к протезированию (гигиена, санация, подготовка опорных зубов).
- Сканирование полости рта внутриоральным сканером.
- Электронное трехмерное моделирование индивидуальной коронки кед/кам.
- Автоматическое вытачивание на фрезерном станке.
- Спекание и шлифовка.
Какие cad/cam-программы существуют?

Для полноценной работы оборудования CAD/CAM необходимо корректное программное обеспечение. Общее название для программных продуктов, которые позволяют проводить трехмерное моделирование и передавать данные оборудованию, – CAE. CAE – Computer Aided Engineering (с англ. компьютерная помощь в инженерном анализе). По сути, эта система управляет работой оборудования, анализирует и автоматизирует проведение численных расчетов.
Отдельная CAD/CAM-программа совместима с системами проектирования открытого типа, в которых можно заменять составные части (сканер, ПО, фрезерный станок, расходные материалы и др.). В системах закрытого типа программные модули уже интегрированы в базу.
Популярное программное обеспечение для цифровой стоматологии:
Exocad – полностью открытая программа, совместимая практически с любым оборудованием. Отличается высокой скоростью обработки, гибкостью настроек и простотой применения. Exocad уже в базовой версии предлагает широкие возможности, а дополнительные модули делают его мощным профессиональным инструментом.
Это ПО постоянно обновляется, улучшаются основные инструменты моделирования. Сегодня Dental System позволяет совмещать оборудование, материалы и все достижения цифровой стоматологии для получения максимального результата.
Planmeca – ведущее программное обеспечение для визуализации, поддерживает наиболее широкий спектр 2D и 3D-методов. Открытая система совместима с любым оборудованием, удобна и проста в управлении.
Это далеко не все CAD/CAM-программы, представленные на рынке решений для цифровой стоматологии. Их возможности постоянно совершенствуются, расширяя область использования, методики и перечень материалов. И можно уверенно сказать, что с развитием CAD/CAM наступила новая эра в стоматологии!
Уникальный Фрезерный станок Craft 5X
способен изготовить одиночную коронку из керамики e-max всего за 16 минут!

Видео фрезеровки разных видов материалов:

НОВИНКА: 3D принтер по металлу для стоматологии 3DLam Mini:

Встречайте новинку! С 3д принтером по металлу вы сможете мгновенно начать печать небольших металлических деталей. Вам не придется ждать, пока система удалит из печатающей камеры кислород, так как она небольшого размера!

Идеальный вариант для тех, кто регулярно печатает миниатюрные металлические изделия ☝
Краткий экономический расчет 3D принтера по металлу для стоматологии:
1. Стоимость порошка ( 25-40 микрон) составляет 18000 рублей. Себестоимость (прямая) изготовления 1 каркаса (2гр изделие + 1 грамм поддержки) = 3*18=54 рубля.
2. Время изготовления 60 ед – 2 часа. Количество загрузок в день- 4. Количество изготовленных единиц в день – 240.
3. При заполнении на 60% одной машины ЛСП ( 240*22*0,6) общее количество единиц составит 3168 ( с учетом брака и переделок).
4. При стоимости лазерного спекания на рынке от 300 рублей, валовая прибыль составит 728 000 рублей.
5. Окупаемость технологии, при 60% загрузке составит менее 10 месяцев.



Этапы изготовления от коркаса до готового изделия:
Читайте также: