Лазерное упрочнение поверхности металлов
Обновлено: 16.05.2024
Оборудование на основе лазеров достаточно широко применяется в промышленном производстве. Лазерные системы активно используются для резки, сварки и поверхностной закалки (модификации) сталей.
Суть технологического процесса
Термическое упрочнение материалов и сплавов лазерным излучением основано на локальном нагреве участка поверхности под воздействием излучения и последующем охлаждении этого поверхностного участка со сверхкритической скоростью в результате теплоотвода теплоты во внутренние слои металла. При этом время нагрева и время охлаждения незначительны, практически отсутствует выдержка при температуре нагрева. Данные условия обеспечивают высокие скорости нагрева и охлаждения обрабатываемых поверхностных участков.
Компания «ТермоЛазер» производит и реализует высокоэффективные автоматизированные станки для лазерного упрочнения изделий из металлов. Помимо этого, мы предоставляем услуги по термоупрочнению деталей различного элементного состава и габаритных размеров. Оборудование для модификации поверхности металла нашего производства не уступает по возможностям зарубежным аналогам.
Преимущества лазерной закалки
Лазерное упрочнение поверхности металлов обладает рядом преимуществ. Они проявляются в следующих моментах:
Возможности нашего оборудования
С помощью лазерных комплексов «ТермоЛазер» можно проводить поверхностную закалку как конструкционных, так и инструментальных сталей. В результате такой термической обработки поверхностный слой детали приобретает прочность, которая в 2 – 4 раза превышает твердость основы.
Оформите заявку на услугу, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Основные сферы применения технологии
Лазерное термоупрочнение металла – надежный и экономичный способ повышения прочности деталей, работающих в условиях трения. Технология модификации востребована в машиностроительном, нефтегазовом, сельскохозяйственном производствах, металлургии, инструментальном производстве для обработки режущего инструмента, поверхностей рабочих частей штампов гильотинных ножей и прочего оснащения.
Обработка металлов при помощи лазерного оборудования дает прямые технологические и экономические выгоды. Внедрение высокоэффективной технологии позволяет быстро перестроить технологический процесс, поэтому она пользуется большим спросом не только у крупных производственных предприятий, но и у малых мастерских.
Системы создания и управления лазерным лучом постоянно совершенствуются, однако решающим фактором их эффективного использования остаются инжиниринговые услуги. Компания «ТермоЛазер» предлагает комплексное внедрение технологий лазерной металлообработки в Москве, Владимире и других городах. Мы самостоятельно разрабатываем и производим лазерные системы на базе газовых и диодных лазеров, адаптируя их под технологические задачи конкретного клиента. Наши инженеры работают как на собственном производстве, так и на территории заказчика со своим мобильным оборудованием.
Лазерное поверхностное упрочнение
В настоящее время невозможно представить изготовление деталей без финишной упрочняющей обработки. С её помощью можно повысить прочностные характеристики любого металла. В зависимости от состава и назначения заготовки, её можно подвергать разным видам упрочняющей обработки таким, как: отжиг, закалка, старение и химико-термическая обработка, а также поверхностное упрочнение лазером. В нашей статье речь пойдет о лазерном наклёпе поверхности титановых сплавов.
Изделия из титана чаще всего применяются в авиа и ракетостроении. Например, наиболее трудоемким является производство моноколес, представляющих собой диск с лопастями для забора воздуха, а так же изготовления отдельных лопаток. Всем известно, что остаточные напряжения после проточки лопастей, могут согнуть лопатки, приведя изделие в негодность. А так как титан металл не из дешевых, то такой брак, нанесет серьёзный ущерб предприятию. Для снятия остаточных напряжений применяется термическая обработка готовых изделий и лазерный наклёп для увеличения прочности поверхности.
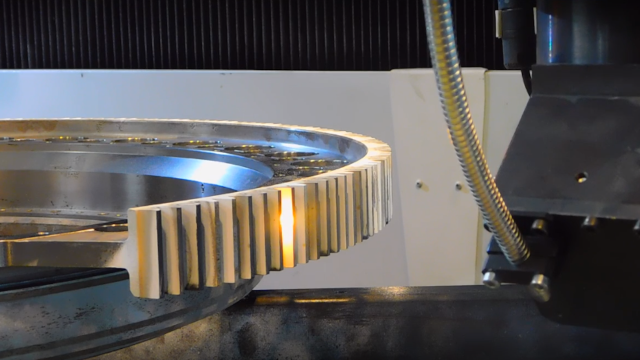
Для снятия напряжений чаще всего изделия из титана подвергают отжигу. Широко применяется вакуумный отжиг, который позволяет уменьшить содержание водорода в титановых сплавах, что приводит к уменьшению склонности к замедленному разрушению и коррозийному растрескиванию. Для снятия небольших внутренних напряжений применяют неполный отжиг при 550–650 град. Титановые сплавы имеют низкое сопротивление износу и при использовании в узлах трения обязательно подвергаются либо химико-термической обработке, либо лазерному наклёпу (Рис. 1).
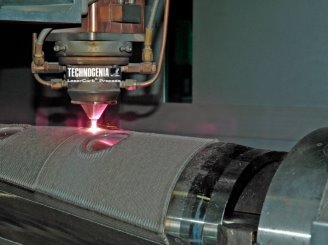
Рис. 1. Лазерный наклёп
В самом традиционном случае наклёп получается в процессе холодной ковки, когда массивным бойком методично наносят удары по упрочняемой поверхности металла, местами деформируя её. Этот способ упрочнения металла известен несколько сот лет. Продолжением этой технологии, когда обрабатывать стало возможно детали сложной формы, является «бомбардировка» металлической поверхности металлическими шариками. При такой обработке специальной дробью, с высокой интенсивностью подачи, поверхность приобретает необходимые механические характеристики и даже становится значительно меньше восприимчивой к коррозии. Это надёжные установки, которые применяются уже не одно десятилетие, производительности их достаточно для осуществления упрочнения в промышленных масштабах.
Однако существует и более прогрессивная технология упрочнения поверхности по схожему методу — использование в качестве источника бомбардирования мощный твердотельный лазер. Эта технология отчасти похожа на плазменное напыление, но только отчасти.
Излучение от такого лазера обладает выдающимися показателями по энергии импульса и частоты «бомбардировки». Самые первые эксперименты по упрочению металлической поверхности лазером были проведены около 30 лет назад. Но с методом упрочнения при помощи стальных шариков, лазеры смогли конкурировать недавно, когда стали доступны действительно мощные лазерные источники энергии.
В промышленности лазер для упрочнения поверхности впервые стали использовать при изготовлении турбинных лопаток для авиационной техники. Это тонкостенные детали сложной формы, поэтому более «деликатное» лазерное упрочнение для них стало предпочтительнее, чем стандартное упрочнение шариками. В настоящее время лазерное упрочнение уже используется не только в авиационной, но и передовой автомобильной (для обработки деталей шасси, коробки передач) и медицинской отраслях (упрочнение коленных и бедренных имплантатов).
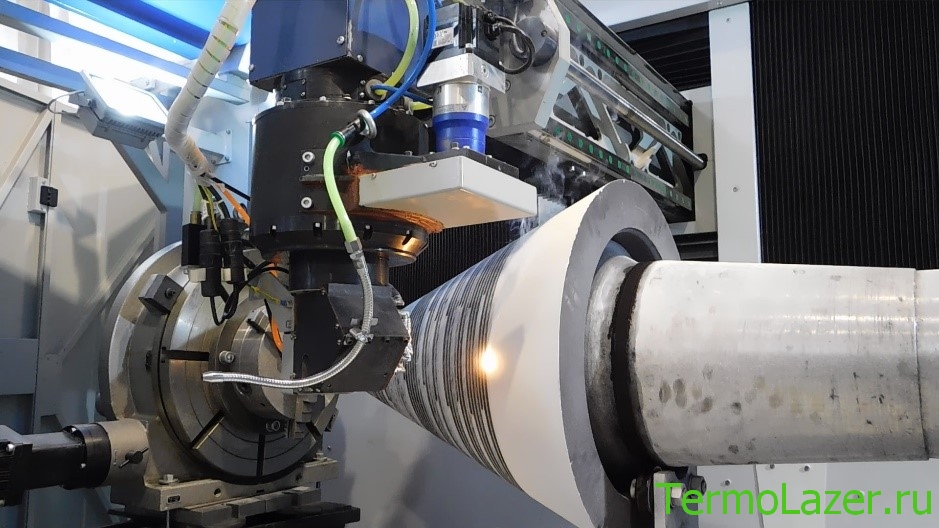
При лазерном упрочнении используются импульсы с высокой интенсивностью — до 10*10 Вт/см², это позволяет создать мощную ударную волну, направленную на упрочняемый материал. В деталях этот процесс выглядит следующим образом: на упрочняемую поверхность перед обработкой наносят два слоя, один из которых поглощает лазерное излучение — это нижний слой прилегающий к металлу, а второй слой прозрачный, он находится на поверхности. В качестве поглощающего слоя используют специальную краску, а качестве прозрачно слоя сверху, обычно используют воду. Направленный на эти слои луч лазера беспрепятственно проходит через воду и начинает интенсивно испарять второй, нижний слой краски. Однако в это время слой воды начинает препятствовать резкому образования газа от испаряющегося нижнего слоя. Соответственно, энергия от образующегося газа взаимодействует в сторону, обратную от слоя воды, т. е. в сторону металла, упрочняя его таким образом. Т. к. весь вышеописанный процесс проходит крайне быстро, то упрочняющий эффект весьма ощутим, а глубина упрочнения, может достигать 1 мм (при упрочнении металлическими шариками предельной считалась глубина в 0,4 мм) (Рис. 2).

Рис. 2. Шероховатость поверхности после обработки
В результате многих опытов и изысканий по данной теме, наметилась тенденция, что один «суперпучок» с энергией в 50 Дж и более, который обработает за один раз 0,5 см², целесообразнее заменить несколькими пучками, покрывающими всего 1,5мм², но работающими намного интенсивнее. Такой путь позволяет многократно удешевить конструкцию, сделать её более производительной в условиях действующих производства. Если выйдет из строя один большой лазер, установка станет неработоспособной, а поломка маленького лазера в системе из десятков таких же, не особо отразится на работоспособности системы (Рис. 3).
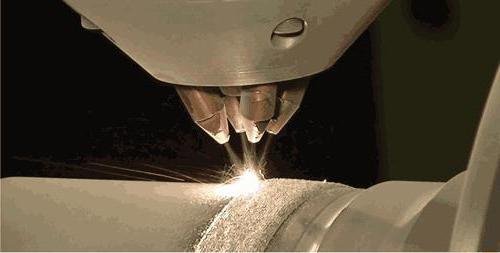
Рис. 3. Обработка 4-мя пучками лазера
Преимущества лазерного упрочнения заключаются в уменьшении объема дополнительной обработки и возможность обработки неоднородных трехмерных заготовок. Благодаря незначительному тепловому воздействию деформация остается на ограниченном уровне, издержки на дополнительную обработку уменьшаются или не возникают вовсе [2].
Выводы.
Очевидно, что лазерное упрочнение поверхности заметно улучшает прочностные характеристики титановых сплавов. В данной статье проведен обзор метода. В следующих статьях планируется провести ряд исследований поверхностного слоя различных марок титана, а так же при различных параметрах. Исследование прочностных характеристик для каждого из режимов, подобранных экспериментальным путем. Планируется провести исследования методами проффилометрии, РФА исследования, а так же исследования методами растровой электронной микроскопии.
Основные термины (генерируются автоматически): лазерное упрочнение, дополнительная обработка, лазер, металлическая поверхность, сложная форма, слой, химико-термическая обработка.
Сравнительный анализ высокоэнергетических методов поверхностного упрочнения стали

В этой статье представлен сравнительный анализ существующих высокоэнергетических способов поверхностного упрочнения стали.
Ключевые слова: плазменное поверхностное упрочнение, лазерная закалка, электронно-лучевая обработка, упрочняемая поверхность, материал, поверхность
1 Введение
Решение вопросов повышения надежности и долговечности ответственных изделий, работающих в экстремальных условиях при переменных контактных, ударных, статических нагрузках, требует применение современных высокопрочных материалов и конструкционных решений. Обеспечить необходимые параметры изделия можно и путем изменений состояния поверхностного слоя стали. Существует большое количество традиционных технологических процессов обработки (закалки) поверхностей, которые имеют свои особенности, преимущества и недостатки, но в последние десятилетие большое внимание уделяется высокоэнергетическим методам улучшения поверхности сталей и, несмотря на многочисленные публикации, механизмы упрочнения металлов и сплавов нельзя считать выясненным полностью.
В данной статье проводится сравнительный анализ высокоэнергетических способов поверхностного упрочнения сталей.
2 Современные материалы и методы
На сегодняшний день, в промышленном производстве применяют следующие высокоэнергетические методы поверхностной упрочняющей обработки сталей:
1) импульсного энергетического воздействия
2) концентрированных потоков частиц или излучения.
К первой группе относится метод упрочнения взрывом.
Ко второй группе относятся:
а) лазерная и электронно-лучевая обработка;
б) детонационное и плазменное поверхностное упрочнение;
в) вакуумная ионно-плазменная обработка.
Упрочнение взрывом
Первый патент на взрывное упрочнение высокомарганцевой стали был выпущен в 1955 году (Сталь Гадфильда (110Г13Л) имеет особое свойство, упрочнятся под действием различных нагрузок, наибольшее воздействие оказывает взрывное упрочнение) [7]. С тех пор научно-исследовательские работы продолжались в США, в 1960-х годах они начались в СССР, а затем в Японии, Китае и других странах. Установлено, что сильная ударная волна, генерируемая взрывом, может нагревать вещество до температуры плавления, индуцировать фазовые переходы и двойникование (полосы Неймана), изменять микроструктуру и механические свойства, такие как твердость, пластичность и прочность. Скорости деформации во фронте ударной волны, движущейся в металле, превышают 10 3 с -1 [10]. Для заметного упрочнения ударная волна должна быть достаточно сильной, т. е. иметь амплитуду, превышающую предел упругости материала.
Хотя прошло уже более 65 лет с тех пор, как начались исследовательские работы по упрочнению взрывом, интерес к этому явлению все еще существует, и исследования продолжаются, например, в поисках новых взрывчатых веществ, пригодных для упрочнения взрывом [3].
Основным преимуществом упрочнения взрывом являются: равномерность упрочнения по все упрочняемой поверхности, возможность упрочнения криволинейных, труднодоступных внешних и внутренних поверхностей, большие скорости деформации, большая производительность, возможность получения композиционных материалов высокого качества.
Область применения данного метода упрочнения: крестовины железнодорожных путей, зубья ковшей экскаваторов, детали дробилок, стали перлитного и мартенситного классов дают незначительный прирост твёрдости, но износостойкость их увеличивается существенно.
Лазерное упрочнение
Лазерное (термическое) упрочнение поверхности — это бесконтактный процесс, обеспечивающий химически инертную (неактивную) и чистую среду (т. е. заготовки не нуждаются в очистке, промывке после термической обработки) при воздействии лазерного луча. Использование лазеров большой мощности является хорошо отработанным процессом и таким способом упрочнения достигают различных результатов:
1) лазерная термическая обработка (закалка, отжиг, отпуск);
2) глазурование (оплавление для получения остеклованной поверхности);
3) поверхностное легирование (процесс введения в состав материала определенных примесей);
4) наплавка (восстановление изношенных деталей);
5) плакирование (покрытие деталей тонким слоем другого металла).
Основой процесса лазерного упрочнения является быстрый разогрев поверхности до температуры плавления со скоростью более 10 2– 10 3 о С/с за счет воздействия на нее высокоэнергетическим пучком излучения и последующие быстрое охлаждение путем отвода тепла (за счет теплопроводности) в основной объем металла, который остается холодным [11].
Преимущества, использования лазеров, заключаются в том, что они обеспечивают локализованный подвод тепла, незначительные искажения, возможность обрабатывать мелкие детали сложной конфигурации, короткое время цикла, отсутствие или минимальное окончательное шлифование заготовок [6]. Этот способ более экономичен по сравнению с классическими процессами термообработки поверхности, а потребляемая энергия может регулироваться в широком диапазоне путем изменения мощности лазерного источника. Процесс лазерной закалки — это автоматизированный процесс, подходящий как для единичного, так и для серийного производства деталей [1].
Несмотря на весомые преимущества лазерной обработки существенными недостатками являются высокие затраты на оборудование, необходимость защиты от радиации, относительно низкий КПД лазеров, а из-за плохого поглощения лазерного света в металлах необходима соответствующая подготовка поверхности [1].
Электронно-лучевая поверхностная обработка
Электронный луч (ЭЛ) вместе с лазерным лучом относится к передовым технологиям, которые могут быть использованы для локальной термообработки поверхности. Оба метода имеют некоторые сходные характеристики, однако существуют явные различия, предопределяющие, какой из них будет выбран для конкретного применения. [4]
В основе электронно-лучевой обработки металлических материалов лежит взаимодействие электронного луча с поверхностью упрочняемого изделия. Когда концентрированный поток электронов передает свою энергию в очень тонкий поверхностный слой за короткое время импульса, сверхбыстрые процессы, такие как нагрев (скорость нагрева и охлаждения порядка 106–105 градусов в секунду), плавление, испарение и последующее затвердевание, а также индуцированное динамическое напряжение придают поверхностному слою улучшенные физико-химические и механические свойства [2].
При этом возникающие в процессе электронно-лучевого упрочнения уникальные условия протекания структурных и фазовых превращений, которые невозможно реализовать традиционными способами закалки, ставят эту технологию в один ряд с наиболее прогрессивными методами металлообработки.
Отметим, что высокие прочностные свойства поверхности материала, упрочненного электронным лучом, предопределили наибольшую распространенность данного метода применительно к деталям, работающим в различных условиях трения с целью увеличения их износостойкости.
Преимуществом является то, что электронный луч способен упрочнить поверхностный слой деталей на глубину 0,2–5 мм с последующей отделкой поверхности шлифованием или обкаткой. Это позволяет достигать высокого качества легированного слоя.
В эту группу также стоит отнести метод электромеханического упрочнения. Это комбинированный метод упрочнения активно исследуемый на нашей кафедре, который реализуется при прохождении электрического тока высокой плотности (108–109 А/м2) и малого (2–6 В) напряжения сквозь площадь контакта детали и инструмента (твердосплавного ролика или пластины), находящихся в движении во взаимноперпендикулярных направлениях при скорости V и подаче S. Принципиальная схема электромеханической обработки показана на рисунке 1.
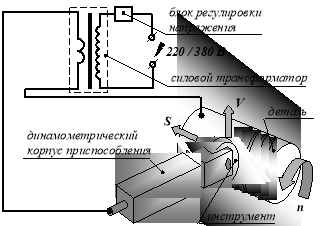
Рис. 1. Принципиальная схема электромеханической обработки
Преимуществом метода ЭМО является универсальность (гибкость), обусловленная возможностью использования в качестве базовых типовых металлорежущих станков, а также относительно несложного и удобного в применении электрооборудования, однако такой способ неприемлем при обработке деталей со сложным профилем [9].
Плазменное поверхностное упрочнение деталей
Плазменное поверхностное упрочнение изделий в основном применяется в мелкосерийном и единичном производстве. Сущность метода заключается в быстром разогреве поверхности за счет воздействия на нее плазменной струей и последующие быстрое охлаждение путем отвода тепла (за счет теплопроводности) в основной объем металла, который остается холодным [11].
Этот метод относится к газотермическим методам, где напыление упрочняющего материала может подаваться в виде порошка или проволоки, действие которых основано на полном или частичном нагреве материала до состояния плавления.
Особенностями и преимуществами этого процесса являются универсальность, большое количество наносимых материалов, неограниченная толщина покрытий, простота автоматизации, высокая производительность, сравнительно низкие эксплуатационные расходы, особенно при использовании сжатого воздуха вместо инертных газов, высокий коэффициент использования: не менее 70 % — для металлов и 50 % — для оксидных керамик.
Плазменная обработка может эффективно применяться для упрочнения не только деталей из стали, но и из чугуна. В этом случае широко используются в основном способы плазменного упрочнения с оплавлением рабочей поверхности, обеспечивающие создание на ней отбеленного слоя с дисперсной дендритной структурой [11].
Детонационное нанесение покрытий
В технологии детонационного напыления нанесение покрытий осуществляется разгоном и разогревом порошкообразного материала с помощью энергии газового взрыва. Продукты взрыва, находящиеся в детонационной пушке, нагреваются до 40 000 о С и вылетают со скоростью более 1 км/с. Такой газовый поток разогревает частицы введенного в ствол порошка до плавления и метает их с большой скоростью на деталь, установленную перед стволом пушки. При столкновении порошка с поверхностью изделия происходит микросварка, и материал прочно соединяется с поверхностью детали. Нужную толщину покрытия получают серией последовательных выстрелов, а для обработки поверхностей большой площади возможно установка оборудования на манипуляторе. Достоинством данного метода являются: низкая пористость покрытия, высокая прочность связи с основой обрабатываемой детали, незначительное термическое воздействие, позволяющее избегать нежелательных термонапряжений и коробления даже тонкостенных деталей сложной конструкции [12].
Вакуумное ионно-плазменное упрочнение
Большое внимание в промышленности уделяется вакуумным ионноплазменным методам, основанных на воздействии на упрочняемое изделие потоком частиц и квантов с высокой энергией. Характерной их чертой является прямое преобразование электрической энергии в энергию технологического воздействия, основанное на структурно-фазовых превращениях в осажденном на поверхности конденсате или в самом поверхностном слое детали, помещенной в вакуумную камеру.
Главным достоинством данного метода является высокий уровень физико-механических свойств материала в весьма тонком поверхностном слое, возможность нанесение плотных тугоплавких химических соединений. а также алмазоподобных соединений, которые невозможно получить традиционными методами.
Кроме того, эти методы позволяют:
1) обеспечивать высокую адгезию покрытия к подложке;
2) получать равномерные покрытия по толщине на большой площади;
3) варьировать состав покрытия в широком диапазоне, в пределах одного технологического цикла;
4) получить высокую чистоту поверхности покрытия;
5) обеспечивать экологическую чистоту производственного цикла [11].
Особенности, преимущества и недостатки выделенных нами методов в краткой форме сведены в таблицу 1, а характеристики источников нагрева для поверхностного упрочнения приведены в таблице 2.
Сравнительная таблица методов поверхностного упрочнения
Метод
Преимущества
Недостатки
1) после лазерной закалки исключаются некоторые технологические операции, например, операция отпуска;
2) отсутствуют остаточные деформации;
3) сохраняются геометрических размеры изделия;
4) минимальное тепловложение в обрабатываемую деталь;
5) локальность воздействия на упрочняемую поверхность;
6) отсутствие охлаждающих жидкостей;
7) процесс поддается автоматизации;
8) резко снижают длительность термического цикла закалки;
9) повышение износостойкости и задиростойкости.
1) высокая стоимость лазерных технологических комплексов;
2) ограниченная зона обработки;
3) глубина упрочненной поверхности зависит от теплофизических характеристик стали (прокаливаемости) и обычно не превышает 1,0…1,5 мм;
4) в зонах перекрытия упрочненных дорожек поверхности имеются зоны отпуска.
1) высокая производительность;
2) высокая скорость нагрева;
3) повышение предела выносливости: в два-три раза по сравнению с объемной (печной) закалкой;
4) сокращение машинного времени термообработки;
5) почти полное отсутствие окалины закаленной поверхности;
1) в зависимости от изменения геометрии детали необходимо изменять геометрию индуктора;
2) на деталях, имеющих острые углы, резкие геометрические переходы, глубокие впадины не удается получить равномерной толщины закалённый слой;
3) для деталей сложной формы, изготовление индуктора затруднительно;
6) уменьшение коробления при закалке;
7) возможность полной механизации и автоматизации процесса.
4) закалка ТВЧ вызывает небольшие деформации и коробление изделий особенно при односторонней поверхностной закалке плоских деталей;
5) в местах удара воды о поверхность (при охлаждении спреем) могут возникать микротрещины паутинообразной формы. Микротрещины в условиях контактного нагружения недопустимы, так как являются очагом разрушения.
1) высокая производительность процесса;
2) минимальное коробление изделия;
3) не зависящий от изделия характер подвода энергии;
4) возможность управления процессом с помощью ЭВМ и устройств с ЧПУ, встраивание установок в автоматические производственные линии;
5) независимость степени поглощения энергии от оптических свойств и шероховатости поверхности, отсутствие необходимости нанесения покрытия на поверхность для повышения поглощающей способности;
6) высокая надежность электромагнитной системы сканирования;
7) возможность использования одного оборудования для проведения различных технологических процессов — сварки, поверхностной закалки, плавления;
8) возможность быстрой и надежной развертки пучка в магнитном поле;
9) отсутствие окисления поверхности;
10) относительная экологичность процесса за счет отсутствия вредных выбросов в атмосферу.
1) большие капитальные затраты на приобретение и монтаж оборудования;
2) затраты, связанные с его эксплуатацией и обслуживанием;
3) необходимость защиты от рентгеновского излучения, возникающего при работе на напряжениях свыше 20 кВ.
Основные технико-экономические характеристики источников нагрева [8].
Разработка технологии лазерного упрочнения штампового оборудования
Из-за растущих темпов производства деталей, ужесточение режимов эксплуатации, увеличение нагрузок трения приводит к уменьшению сроков службы оборудования из-за низкой износостойкости материалов. Статистические данные показывают, что штамповый инструмент приходит в негодность по таким причинам, как поломка около 30 %, износ — 20 %, неправильный подбор стали для штампов — 12 %, и несоблюдения режима термообработки — 6 %
Большинство деталей машин приходят в негодность из-за износа рабочих поверхностей трения, причем распространенным видом изнашивания является механическое.
Износостойкость можно повысить: созданием структур высокой начальной твердости, теплостойкости и других механических характеристик по всему объему детали, либо только в поверхностном слое.
Получение новых структур сталей, превосходящих по триботехническим характеристикам существующие, может существенно решить проблему повышения износостойкости машин. Но при повышении характеристик твердости и прочности понижается пластичность, а это приводит к нежелательной склонности к хрупкому разрушению детали.
Другой путь повышения износостойкости деталей предполагает создание на рабочей поверхности детали структуры высокой прочности и твердости на небольшой глубине от зоны контакта. Этот способ более приемлемый с позиций трибологии, так как не требует высокой прочности структуры стали по всему объему детали.
Наиболее подходящим методом поверхностного упрочнения, будет являться лазерная поверхностная закалка.
Упрочнение лазерной закалкой, штампового оборудования, актуальная задача для АО «Иркутский релейный завод». Так же существует необходимость исследования свойств и структуры получаемого поверхностного слоя.
Большая часть штампов при штамповке выходит из строя вследствие износа рабочих поверхностей. Наиболее часто такие дефекты штампов встречаются, когда штамповку производят со значительным перемещением металла по рабочим поверхностям штампа, что увеличивает время контакта обрабатываемого металла с инструментом, а это увеличивает износ.
Лазерное излучение — это поток фотонов высокой интенсивности, передается почти без потерь за счет узконаправленного потока излучения к поверхности металла, при поглощении превращаясь в тепловую энергию. Теоретически возможны все виды быстрой термообработки, хотя металлы можно упрочнять и длительной термообработкой, известной как «дисперсионное твердение после закалки». Нормализация, сфероидизация (образование зернистого перлита) и упрочнение компактных деталей невозможны.
Плотность потока энергии лазерного луча составляет 10 5 . 10 6 Вт/см 2 .
Поглощение лазерного излучения — это важная составляющая при обработке поверхности, которая зависит от: температуры и длины волны излучения, а также свойств данного материала.
Разогрев поверхности осуществляется за счет воздействия на нее высокоэнергетического пучка излучения. Этим способом можно закаливать внутренние поверхности детали, не закаливая ее наружную поверхность. Полный цикл такой обработки занимает примерно 1. 2 секунды. А максимальная глубина упрочненного слоя 1. 2 мм, чего достаточно для повышения износостойкости и прочности поверхностности детали.
При этом преимущество этого метода заключается в том, что свойства основного металла остаются неизменными, в то время как твердость поверхности растет.
Лазерная обработка обладает значительными преимуществами по сравнению с обычными методами:
‒ высокая концентрация и локальность подводимой энергии в ограниченном промежутке времени позволяет производить обработку поверхностного слоя с высокими скоростями нагрева и охлаждения без нарушения его свойств;
‒ широкое регулирования режимов лазерной обработки позволяет осуществлять ряд поверхностных изменений структуры, фазового состава и механических свойств, а также полной автоматизации данного процесса;
‒ обработка не требует специальной подготовленной среды, то есть может осуществляться в обычных условиях, при отсутствии вредных выбросов определяют высокую технологичность процесса;
‒ возможность транспортировки луча на значительные расстояния и в труднодоступные зоны.
Распределение твердости в зоне закалки обработанного лазером стали приведено на рисунке 1, где глубина закалки зависит от скорости перемещения и мощности воздействия лазера.
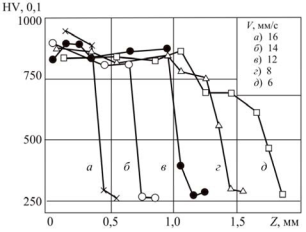
Рис. 1. Зависимость изменения твердости от глубины с изменением скорости перемещения лазерного луча.
В настоящее время перед АО «Иркутский релейный завод» стоит проблема упрочнения рабочего инструмента штамповой оснастки. Стоимость инструментальной оснастки составляет 10. 12 % себестоимости заготовок. Уменьшение затрат на инструмент может быть достигнуто за счет увеличения стойкости в эксплуатации, повышения технико-экономической эффективности использования штампового инструмента. Лазерная закалка это один из наиболее эффективных методов упрочнения и повышения стойкости штампового инструмента. Лазерная закалка значительно повышает срок службы детали.
Основным критерием применимости того или иного способа упрочнения является экономическая целесообразность. Огромный плюс данного процесса — простота технологии упрочения и высокие эксплуатационные свойства закаленного поверхностного слоя. Дальнейшая работа предполагает разработку технологии лазерного упрочнения штампового оборудования. Научная и экспериментальная база на предприятии для этого есть — лазерная установка «Квант-15» и лаборатория.
- Обработка металлов давлением в машиностроении / П. И. Полухин [и др.]. — М.: Машиностроение, 1983. — 279 с.
- Бутыгин В. Б. Инструментальные материалы и инструментальное обеспечение автоматизированного производства, 1991. — 78 с.
- Шастин В. И. Современное состояние и перспективы промышленного использования лазерных технологий в машиностроении // Современные технологии. Системный анализ. Моделирование. — 2008. — № 4.
- Степанова Т. Ю. Технологии поверхностного упрочнения деталей машин: учеб. пособие, 2009. — 64 с.
- Вейко В. П. Технологические лазеры и лазерное излучение. — СПб: СПБ ГУ ИТМО, 2007. — 52 с.
Основные термины (генерируются автоматически): лазерная закалка, штамповый инструмент, лазерная обработка, лазерное излучение, объем детали, свойство, штамповое оборудование.
Похожие статьи
Лазерная обработка как перспективный метод повышения.
металлорежущий инструмент, лазерная обработка, лазерное излучение, фазовый переход, обрабатываемый материал, лазерное легирование, лазерная установка, лазерная наплавка, активная среда, легирующий состав.
Лазерное поверхностное упрочнение | Статья в журнале.
Упрочнение поверхностного слоя деталей машин виброударной обработкой. Прямое лазерное выращивание изделий из порошковых материалов: принцип, оборудование и материалы. Упрочнение деталей автомобилей типа «вал» и «ось».
Разработка технологии лазерного восстановления.
Разработка технологии лазерного упрочнения штампового оборудования. Применение технологии лазерного модифицирования для ремонта тяговой зубчатой передачи колесно-моторного блока локомотива.
Повышение износостойкости подшипникового узла методом.
Наиболее широко применяются: методы поверхностной закалки; различные химико-термические методы обработки (цементация, азотирование, борирование и т. д.); наплавки
Перспективным методом технологии упрочнения деталей является лазерное напыление.
Применение технологии лазерного модифицирования для.
Наиболее перспективным методом является лазерная обработка поверхностей, имеющая ряд преимуществ
Одновременно с этим, используя тоже технологическое лазерное оборудование с
Разработка технологии лазерного упрочнения штампового оборудования.
Проблемы лазерной прочности прозрачных полимеров и методы.
полимер, элемент, полимерная матрица, лазерный импульс, лазерная стойкость, лазерное излучение, лазерная прочность, твердая матрица, краситель, лазерная система.
Применение лазеров в полупроводниковой технологии
В статье рассматриваются физические основы воздействия лазерного излучения с полупроводниковым веществом. Показаны возможности и условия для обработки полупроводниковых кристаллов с помощью лазерной техники.
Производство и изготовление штамповой оснастки
При механической обработки штампа на его поверхностях остаются следы от воздействия режущих инструментов или
Закалка и отпуск детали при необходимых температурах.
признак, термическая обработка, конструктивное оформление, штамповая оснастка.
Применение методов обработки видеоданных для анализа.
Использование компьютерных алгоритмов обработки данных дистанционной диагностики часто применяется для проведения исследований в области воздействия мощного лазерного излучения на материал (например, [3].
Лазерное упрочнение

Увеличение износостойкости готовых изделий одна из основных актуальных проблем в машиностроении. Одним из технологических решений является упрочнение поверхностного слоя изделия за счёт изменения его структуры. Упрочнение поверхности может быть достигнуто различными методами: химико-термическим, плазменным, лазерным , здесь мы рассмотрим лазерное упрочнение.
Физико-механические свойства поверхностных слоев, упрочненных лазерным излучением, связаны с высокими скоростями нагрева и охлаждения. Упрочнение материалов лазерным излучением основано на локальном нагреве участка поверхности под воздействием излучения и последующем охлаждении этого поверхностного участка с высокой скоростью в результате теплоотвода тепла во внутренние слои металла. Эти условия обеспечивают высокие скорости нагрева и охлаждения обрабатываемых поверхностных участков. В результате специфических тепловых процессов на поверхности обрабатываемых деталей возникает мелкодисперсная приповерхностная структура. На обрабатываемой детали образуется своеобразная скорлупа, с повышенными прочностными характеристиками.
Важнейшим преимуществом этой технологии является то, что поверхностное термоупрочнение на глубину 0,1 – 0,5 мм осуществляется за счет структурно-фазовых изменений поверхностных слоев исходного материала путем управляемого воздействия на обрабатываемую поверхность готовой детали лазерным излучением специализированного для этой технологии лазера без какой-либо наплавки, без оплавления поверхности, без нарушения макро- и микрогеометрии и, соответственно, без необходимости какой-либо последующей обработки. Широкое применение лазерная поверхностная обработка находит для повышения долговечности, надежности деталей различных машин и приборов во многих отраслях промышленности: химическом машиностроении, автомобильной промышленности, судостроении, авиастроении и т. д.
Применение
Лазерное упрочнение инструментальной оснастки и режущего инструмента

Наиболее широкая область применения лазерной поверхностной обработки — инструментальное производство, например изготовление и эксплуатация режущего инструмента, элементов штамповой оснастки.
Лазерное упрочнение позволяет снизить в 3—4 раза износ инструмента путем повышения его поверхностной твердости при сохранении общей высокой динамической прочности, повышения теплостойкости, снижения коэффициента трения пары режущий инструмент — заготовка. Упрочнение может проводиться по передней или задней поверхности, а также одновременно по двум поверхностям.
Внедрение технологии лазерного упрочнения инструмента из сталей с пониженным содержанием вольфрама позволяет помимо повышения его стойкости значительно сократить расход дефицитной быстрорежущей стали.
Лазерное упрочнение приводит к повышению износостойкости штампов в 2 раза и более. Упрочнение пуансонов обычно проводиться по боковым поверхностям. При этом возможна многократная переточка пуансонов. При упрочнении по передней поверхности после очередной переточки кромки требуется повторная лазерная обработка.
Эффективно применение лазерного излучения для повышения работоспособности породоразрушающего инструмента для машин горнодобывающей промышленности. Здесь применение лазерной обработки приводит к росту износостойкости резцов комбайнов в 2—3 раза.
Изготовление коленчатых валов
Широкое применение лазерная поверхностная обработка находит для повышения долговечности, надежности деталей различных машин и механизмов во многих отраслях промышленности: химическом машиностроении, автомобильной промышленности, судостроении, авиастроении, сельском хозяйстве и т. д.
В автотракторостроении лазерное упрочнение применяется для повышения износостойкости распредвалов, коленвалов, шестерен заднего моста, рабочих поверхностей клапанов, клапанных седел, поршневых канавок, компрессионных колец, рычагов и других деталей. В нефтепромысловом оборудовании лазерное упрочнение применяют для повышения усталостной прочности резьбовой части замковых соединений.
Читайте также: