Лазерный станок с чпу для резки и гравировки металла
Обновлено: 30.06.2024
Выбор лазерного станка для начинающего - дело не простое. Поди разберись на старте во всех тонкостях станкостроения, особенностях лазерной резки и гравировки, без знания которых невозможно понять, что влияет на скорость обработки, стабильную точность в процессе продолжительной эксплуатации, и как следствие производительность лазерного оборудования.
В этом материале мы подробно расскажем про основные технические характеристики, комплектацию лазерных станков с ЧПУ по неметаллам и объясним, как она влияет на качество лазерной резки и гравировки различных материалов. После прочтения данного материала, а также просмотра детальных ВИДЕОобзоров некоторых аппаратов, вы точно сможете разобраться в данной теме и выбрать для себя оптимальную комплектацию станка с СО2 лазером под ваши задачи.
Содержание
- На что влияет комплектация лазерного станка
- Контроллер
- Лазерная трубка
- Блок розжига или высоковольтного напряжения (БВН)
- Система перемещения лазерного станка с ЧПУ
- Моторы по осям X и Y
- Драйвера моторов
- Направляющие по осям X и Y
- Ремни привода по осям X и Y
- Редукция и на что она влияет
- Концевые датчики
- Система перемещения по оси Z и управление ею
- Купольная система вытяжки и сама вытяжка
- Металл и эргономика корпуса для удобного обслуживания и эксплуатации
На что влияет комплектация лазерного станка
Комплектация лазерного станка с СО2 излучателем напрямую влияет на производительность этого оборудования и как следствие - рентабельность вашего бизнеса. Поэтому определяя начинку вашего аппарата, следует ориентироваться на производственные задачи, которые стоят перед вашей мастерской.
Если вам достаточно низкой скорости обработки, вы будете работать в основном с тонкими неметаллическими материалами и готовы тратить больше обычного времени на обслуживание, то подойдет недорогая комплектация, свойственная малоформатным станкам с рабочим полем до 600х400 мм. Когда у вас предполагается крупная серия, нужна высокая производительность и низкая себестоимость услуг или конечных изделий - выбирайте более совершенный в техническом плане станок с размером рабочего поля 600х900 мм и больше.
Для наглядности и понимания различий посмотрите видеообзор двух разных станков, полупрофессионального малоформатного 6040 lps Zoldo® RD и широкоформатного 1610 lps Zoldo®.
ВИДЕОобзор 6040 lps Zoldo® RD
ВИДЕОобзор 1610 lps Zoldo®
А теперь давайте разберемся с основными комплектующими, которые влияют на производительного лазерного станка для резки и гравировки.
Контроллер
Контроллеры для лазерных станков можно четко разделить на однозадачные и многозадачные. К первым относится плата М2, разработанная компанией LIHUIYU Studio Labs, с управляющей программой CorelLaser, в качестве примера вторых можно выделить наиболее распространенные RuiDa (управляющая программа RDWorks) и AWC от компании Trocen (управляющая программа LaserCAD).
Минус однозадачных контроллеров в том, что если вам необходимо материал и гравировать, и резать, то одновременно в рамках одной задачи обе эти операции вы сделать не сможете. Только друг за другом. Такие контроллеры целесообразно выбирать тогда, когда на вашем производстве большое количество однотипных задач, к примеру, только лазерная резка или только лазерная гравировка. В ином случае вам придется фактически дважды делать макет, а это время.
Многозадачные контроллеры позволяют запускать лазерный резку, гравировку либо быстрый рез в различных режимах обработки в любом количестве в рамках одной задачи. И это значительно экономит время на производстве и снижает себестоимость услуг или готовых изделий.
Лазерная трубка станка, она же СО2 излучатель
На выбор трубки фактически влияет три фактора: мощность, задачи в части обработки и производитель. По первому фактору все просто, чем мощнее лазерная трубка, тем быстрее будет лазерная резка и как следствие производительность вашего лазерного станка с ЧПУ. В зависимости от толщины материала СО2 излучатель одной и той же мощности будет резать его на различных скоростях и с различной мощностью, настраиваемых через контроллер или управляющую программу. К примеру, это примерные скорости резки у наиболее популярных лазерных трубок для резки фанеры, оргстекла или акрила.
Скорость резки фанеры, оргстекла или акрила лазером
Лазерная трубка 40 Вт
- 3 мм - 12 мм/с
- 4 мм - 10 мм/с
- 6 мм - 5 мм/с
- 8 мм - 2 мм/с
- 10 мм - в два прохода
- 12 мм - в два прохода
Лазерная трубка 50 Вт
- 3 мм - 16 мм/с
- 4 мм - 14 мм/с
- 6 мм - 7 мм/с
- 8 мм - 2 мм/с
- 10 мм - в два прохода
- 12 мм - в два прохода
Лазерная трубка RECI W1 80 Вт
- 3 мм - 20 мм/с
- 4 мм - 18 мм/с
- 6 мм - 14 мм/с
- 8 мм - 7 мм/с
- 10 мм - 4 мм/с
- 12 мм - 3 мм/с
Лазерная трубка Lasea F2 80 — 95 Вт
- 3 мм - 22 мм/с
- 4 мм - 20 мм/с
- 6 мм - 15 мм/с
- 8 мм - 10 мм/с
- 10 мм - 5 мм/с
- 12 мм - 3 мм/с
Лазерная трубка RECI W2 90 — 100 Вт
- 3 мм - 25 мм/с
- 4 мм - 22 мм/с
- 6 мм - 19 мм/с
- 8 мм - 10 мм/с
- 10 мм - 6 мм/с
- 12 мм - 5 мм/с
Лазерная трубка Lasea F4 100 — 120 Вт
- 3 мм - 27 мм/с
- 4 мм - 23 мм/с
- 6 мм - 20 мм/с
- 8 мм - 12 мм/с
- 10 мм - 7 мм/с
- 12 мм - 6 мм/с
Лазерная трубка RECI W4 100 — 130 Вт
- 3 мм - 35 мм/с
- 4 мм - 30 мм/с
- 6 мм - 25 мм/с
- 8 мм - 18 мм/с
- 10 мм - 15 мм/с
- 12 мм - 10 мм/с
| Лазерная трубка / Толщина материала | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм |
|---|---|---|---|---|---|---|
| 40 Вт | 12 мм/с | 10 мм/с | 5 мм/с | - | - | - |
| 50 Вт | 16 мм/с | 14 мм/с | 7 мм/с | 2 мм/с | - | - |
| RECI W1 80 Вт | 20 мм/с | 18 мм/с | 14 мм/с | 7 мм/с | 4 мм/с | 3 мм/с |
| Lasea F2 80 — 95 Вт | 22 мм/с | 20 мм/с | 15 мм/с | 10 мм/с | 5 мм/с | 3 мм/с |
| RECI W2 90 — 100 Вт | 25 мм/с | 22 мм/с | 19 мм/с | 10 мм/с | 6 мм/с | 5 мм/с |
| Lasea F4 100 — 120 Вт | 27 мм/с | 23 мм/с | 20 мм/с | 12 мм/с | 7 мм/с | 6 мм/с |
| RECI W4 100 — 130 Вт | 35 мм/с | 30 мм/с | 25 мм/с | 18 мм/с | 15 мм/с | 10 мм/с |
Да, на лучшую прорезаемость влияет несколько факторов, среди которых и идеальная юстировка, и подаваемое в зону реза с компрессора давление воздуха, и температура в системе охлаждения, и, если речь идет о то же фанере, даже ее качество. Но если вас интересует скорость резки фанеры лазером, то возьмите за основу данные из таблицы.
Помимо этого определяясь с лазерной трубкой надо понимать, что более мощные излучатели (выше с 90-100 Вт) не смогут дать вам детальную ювелирную гравировку, к примеру, при изготовлении печатей или на фотогравировке тех же портретов, из-за большого диаметра пятна прожига. Поэтому если перед вашим оборудованиям стоят исключительно подобные задачи, то следует остановиться на универсальной трубке 90-100 Вт или ниже.
Касаемо производителя лазерной трубки, мы рекомендуем RECI от компании Beijing Reci Laser Technology Co., Ltd. На данный момент это наиболее надежные и производительные СО2 излучатели, которые зарекомендовали себя годами. Можете проверить данную информацию на специализированных форумах и убедиться в этом сами.
Блок розжига или высоковольтного напряжения (БВН)
На лазерном станке СО2 излучатель работает в паре с блоком высоковольтного напряжения (БВН) он же блок розжига. От его надежности зависит не только срок службы излучателя, но и его производительность. На данный момент наиболее совершенными из всех представленных на рынке БВН считаются LaserPWR серии Z, серии ES или серии ESA производства Shandong Laser Source Technology Co., Ltd. Среди прочего они:
- Обеспечивают улучшенный контроль удержания силы тока
- Имеют функцию защиты от размыкания цепи
Помимо этого блоки высоковольтного напряжения серии Z могут передавать параметры работы и данные об ошибках на дисплей контроллера RuiDa, а также имеют возможность последовательного подключения.
А БВН серии ESA комплектуются информационным дисплеем с потенциометром, который позволяет в режиме реального времени подстраивать мощность СО2 излучателя, что очень полезно при ювелирных настройках на гравировке или на этапе тестов, когда вам необходимо быстро подобрать на станке необходимые параметры лазерной гравировки.
ВИДЕО. Обзор информационного дисплея с потенциометром БВН LaserPWR
Система перемещения лазерного станка с ЧПУ
На скорость и точность перемещения лазерной головы по рабочему полю и как следствие производительность лазерно гравировального станка влияет его механика, которая состоит из двигателей по осям X и Y, драйверов, направляющих, редукторов, датчиков, а также ремней. Вот основные требования при определении оптимальной комбинации системы перемещения.
Моторы по осям X и Y
На лазерных станках, от которых требуется производительность, должны быть установлены трехфазные шаговые двигатели 57-й серии. Наиболее совершенными и надежными, обеспечивающими стабильно высокую точность и скорость перемещения по рабочему полю в процессе продолжительной эксплуатации на данный момент являются двигатели под торговой маркой Leadshine производства Leadshine Technology Co., Ltd.
Но почему именно трехфазные? Если по-простому, то в отличие от дешевых инертных двухфазных они ускоряют производство на 20-30%. Помимо этого трехфазные моторы позволяют гравировать очень продолжительное время без пропуска шага на скорости до 1000 мм/сек. Такой режим обработки применяется, к примеру, на так называемой светлой лазерной гравировке фанеры или гравировке оргстекла (акрила). Двухфазные моторы не обладают такими показателями, они не смогут нормально гравировать на скорости 1000 мм/сек. Также большие скорости без пропуска шага необходимы в процессе быстрого реза.
В техническом плане основное отличие трёх- от двухфазных моторов в том, что при увеличении скорости вращения первые сохраняют больший крутящий момент. А это значит, что при быстром увеличении частоты вращения мощность у трехфазных моторов теряться не будет, чего не скажешь о медленных двухфазных.
А вот вам небольшой пример того, как это преимущество трехфазных моторов влияет на снижение времени производства. Во время лазерной гравировки любые шаговые двигатели лазерного станка по оси X могут приближаться к своим предельным нагрузкам/возможностям, и тут трёхфазный значительно выигрывает у двухфазного за счёт более высокой динамики разгона, следовательно, можно уменьшить в настройках контроллера расстояние вылета головы по оси X, необходимое при лазерной гравировке на больших скоростях и как следствие сэкономить время на производстве с одной стороны и обработать большую площадь - с другой.
Если речь идет о еще больших скоростях и точности, то обратите внимание на моторы с энкодером (с обратной связью), время производства с которыми в зависимости от задачи уменьшается на 30-40%.
На малоформатных станках с рабочим полем 300х200 мм, 400х400 мм или 600х400 мм допустимо устанавливать двухфазные моторы 42-й серии, так как на таких размерах большие скорости не развить в следствии необходимости запаса пути на разгон и торможение.
Драйвера моторов
Для эффективной подачи напряжения на обмотки шаговых моторов и управления ими на лазерные станки с ЧПУ устанавливаются драйвера. От их качества и надежности также зависит точность и скорость перемещения лазерной головы по рабочему полю. Как и шаговые моторы наиболее совершенными и надежными в техническом плане сегодня являются драйвера Leadshine.
Направляющие по осям X и Y
На производительных СО2 лазерах должны быть установлены квадратные направляющие рельсового (профильного) типа шириной не менее 15 мм. Именно такие дают стабильные показатели точности перемещения лазерной головы и портала по соответствующим осям на больших скоростях и как следствие обеспечивают высокую производительность и снижение себестоимости готовой продукции.
Менее надежный и требующий постоянного обслуживания вариант - роликовые или круглые направляющие, устанавливаются на лазерном СО2 оборудовании для резки и гравировки с малым размером рабочего поля, так как на таком оборудовании нет возможности развить большую скорость перемещения.
Ремни привода по осям X и Y
Зубчатые ремни на лазерных станках устанавливаются для передачи вращательного движения по осям X и Y. Их качество и натяжка напрямую влияют на качество обработки. По материалу и конструкции зубчатые ремни для лазерных станков делятся на резиновые (неопреновые) с кордной нитью или тканью и полиуретановые с металлическим кордом. Также по профилю их можно разделить на дюймовые MXL и метрические 3М.
Преимущество полиуретановых ремней с металлическим кордом над резиновыми в том, что в процессе очень продолжительной эксплуатации они не рвутся и не растягиваются в незаметных местах, гарантируя тем самым точность обработки. С обычными резиновыми ремнями подобная история происходит часто.
Если на вашем лазерном станке будут установлены обычные резиновые (неопреновые) ремни черного цвета, то в скором времени на лазерной резке вас ждет несовпадением размеров, незамыкание тех же окружностей, несовпадение точки старта и финиша, на гравировке наиболее распространенным результатом дефекта резиновых зубчатых ремней является размытость или по другому задвоение изображения.
Именно поэтому все наши лазерные станки, на которых установлены шкивы с количество зубьев не менее чем 24 мы, мы комплектуем полиуретановыми ремнями с металлическим кордом. На шкивы с меньшим количеством зубьев такие ремни устанавливать нельзя, так как меньший диаметр приведет к скорой деформации и разрыву металлического корда, что сразу же скажется на качестве обработки.
Редукция и на что она влияет
Несмотря на высокую точность шаговых трехфазных двигателей улучшить их показатели по осям X и Y помогает редукция. Она может быть 1:2 или 1:3. И чем больше редукция, тем лучше точность позиционирования.
Концевые датчики
Для ориентации в пространстве лазерной головы по оси X и портала по оси Y, а по другому определения нулевой координатной точки, на лазерном станке устанавливаются концевые датчики. Они бывают двух типов: индуктивные и нажимные (механические).
Минус механических в открытости системы, которая со временем загрязняется продуктами горения и выходит из строя. Индуктивные датчики - это датчики закрытого типа, поэтому они более надежны.
Система перемещения по оси Z и управление ею
Выбирая лазерный станок не следует забывать о его дополнительных производственных возможностях. Очень хорошим бонусом к раскрою и гравировке листовых или рулонных материалов будет обработка габаритных или толстых изделий или заготовок, а также цилиндрических предметов, таких как стеклянные бутылки, бокалы и тд и тп.
Для этого на вашем оборудовании должна быть реализована система подъема /опускания рабочего поля по оси Z. Но тут не все так просто. В зависимости от комплектации станка управление этой системой может быть как с отдельных кнопок, так и через контроллер. Если ваш аппарат оснащен платой управления М2, то вам доступен только первый вариант, который увы менее функциональный. В случае с той же RuiDa подъемом/опусканием рабочего поля можно управлять с самого контроллера и ускорить производство в 3-4 раза. Что это дает на практике - смотрите в подробном видеообзоре.
ВИДЕОобзор. Как ускорить лазерную гравировку в 4 раза
Также опускание рабочего поля позволит вам устанавливать в рабочую зону лазерного станка поворотное устройство для обработки цилиндрических изделий. И понятное дело, чем глубже будет опускание по оси Z, тем большее возможностей у вас будет.
Купольная система вытяжки и сама вытяжка
Дым, образующийся в процессе лазерной резки и гравировки, а по другому - продукты горения, являются препятствием для лазерного луча. И чем больше в рабочей зоне будет дыма, тем хуже будет качество обработки. Поэтому на лазерном станке реализована система вентиляции, к которой подключается вытяжка. Оптимальная мощность вытяжки на средне и широкоформатных станках считается 550 Вт, для малоформатных из-за подойдет 250 Вт и меньше. Вытяжки могут быть как встроенные, так и отдельностоящие радиального типа (Улитка). Преимущество вторых в том, что их вы можете устанавливать как рядом со станком, так и далеко от него без потери эффективности удаления продуктов горения из рабочей зоны станка. Единственным условием их работы является периодическая очистка и обслуживание, так как со временем они забиваются теми самыми продуктами горения.
Для наиболее эффективного удаления дыма из станка в процессе обработки в рабочей зоне должно быть реализовано две зоны вытяжной вентиляции: под рабочим полем, чтобы эффективно удалять дым в процессе сквозной лазерной резки, и за ним, чтобы делать это в процессе поверхностной гравировки, когда нижний отвод невозможен.
Помимо этого нижняя система вытяжки должна быть оборудована купольной системой, обеспечивающей наибольшую эффективность, а также защищающей механизм подъема/ опускания рабочего поля от загрязнений. Также дополнительным приятным бонусом такой системы является установка в ее нижней части контейнера для сбора мелких деталей и отходов производства.
Металл и эргономика корпуса для удобного обслуживания и эксплуатации
Обсудив комплектацию отдельно хотелось бы отметить качество корпуса лазерного станка с ЧПУ, который должен быть выполнен из толстого листового металла. Оптимально для базы считается металл 2,8 мм и больше. Для стенок - 2 мм, для крышек - 1,5 мм. Именно такие толщины обеспечат жесткость и большой вес корпуса станка и как следствие точность обработки в процессе продолжительной эксплуатации. Оборудование из тонколистового металла толщиной 1 мм не может гарантировать подобные показатели. Поэтому, выбирая лазерный станок обращайте внимание на толщину металла корпуса. Это действительно очень важный параметр.
Помимо этого корпус должен быть эргономичен, то есть удобным для обслуживания и эксплуатации. В рабочей зоне должно быть много места, а доступ к обслуживанию всех основных механизмов и узлов - легким.
Лазерные станки по металлу
Лазерный станок по металлу — высокотехнологичное оборудование для быстрого и качественного раскроя листового металла.
Особенность резаков по металлу заключается в том, что его мощность значительно выше CO2 станков за счет оптоволоконного излучателя. В наших станках устанавливаются такие излучатели как IPG, Maxphotonics, Raycus.
Компания Лазеркат организует доставку в России и СНГ, а также проведет бесплатную демонстрацию работы станка в Санкт-Петербурге и Москве и в других городах России.
Лазерные станки по металлу - каталог
Сортировка:
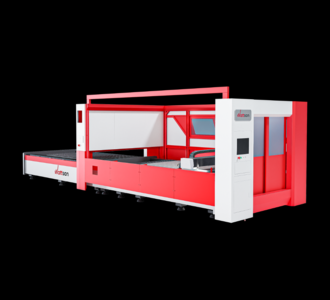
Станок по металлу Wattsan 1325E для резки листа

Лазерный станок по металлу
Станок по металлу Wattsan 1325S для резки листа

- Лазерные станки по металлу
- Статья
- Видео
Как выбрать лазерный станок по металлу?

Станок по металлу Wattsan 1530E для резки листа

2 854 000 ₽
2 350 000 ₽
Станок по металлу Wattsan 1530S для резки листа

3 417 000 ₽
2 814 000 ₽

Лазерный станок по металлу с со сменными столами
3 995 000 ₽
3 290 000 ₽
Поставка «под заказ»
Оборудование идет в среднем 60 рабочих дней . Отгрузка происходит в течении 1—3 рабочих дней.

Забудьте о простоях производства с вечными металлорезами WATTSAN
Полное оснащение производства под ключ: начиная с проекта и заканчивая 100% сервисом*!
* Собственная сервисная служба гарантирует оперативное реагирование 24/7

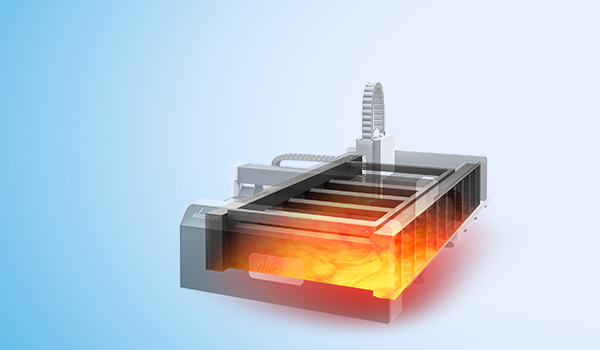
Сварная станина, прошедшая обжиг в печи
Станина — это фундамент металлореза, от нее напрямую зависит точность и долговечность станка.
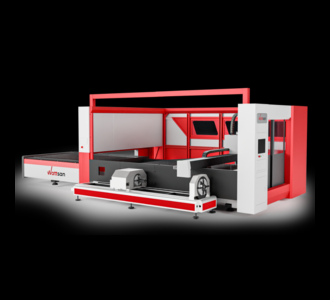
Станок по металлу Wattsan 1530S для резки листа и труб

Лазерный станок по металлу с модулем для резки труб
5 951 000 ₽
4 901 000 ₽
Станок по металлу Wattsan 1530S для резки листа в кабине
Лазерный станок по металлу со сменнными столами и защитной кабиной
5 705 000 ₽
4 698 000 ₽

Лазерный станок по металлу с модулем для резки труб и сменными столами
6 529 000 ₽
5 377 000 ₽
Станок по металлу Wattsan 1530S для резки листа и труб в кабине
Лазерный станок по металлу с модулем для резки труб, сменными столами и кабиной
7 708 000 ₽
6 348 000 ₽
- 3d лазерные граверы
- Китайские станки с ЧПУ
- Китайские станки с ЧПУ по металлу
- Лазерные станки для резки поролона
- Лазерный гравер
- Лазерный гравер для бизнеса
- Лазерный гравер для зеркала
- Лазерный гравер для печатей и штампов
- Лазерный гравер для печатных плат
- Лазерный гравер для сувениров
- Лазерный гравер для фанеры
- Лазерный гравер по дереву
- Лазерный гравер по металлу
- Лазерный станок CO2
- Лазерный гравер CO2
- Лазерный станок для выжигания по дереву с ЧПУ
- Лазерный станок для дома
- Лазерный станок для домашней мастерской
- Лазерный станок для изготовления шевронов
- Лазерный станок для производства масок
- Лазерный станок для резки кожи
- Лазерный станок для резки оргстекла
- Лазерный станок для табличек
- Мини лазерный гравер
- Мини лазерный станок
- Настольный лазерный станок
- Станки для изготовления топперов
- Станок для изготовления ложементов
- Настольный фрезерный станок с ЧПУ
- Мини фрезерный станок с ЧПУ
- Мощные фрезерные станки
- Лазерные станки и граверы в Екатеринбурге
Станок для лазерной резки листового металла с ЧПУ успешно применяется на современных производствах.
К преимуществам использования данного оборудования можно отнести:
- высокая точность раскроя металла;
- отсутствие заусенцев и наплавов на кромке материала;
- возможность получения отверстий с диаметром меньше толщины металла;
- обработка детали любой сложности и траектории;
- на данных станках можно обрабатывать любой металл: сталь, титан, алюминий и т.д.;
- экономичное использование материала.
Купив станок лазерной резки листового металла, вы гарантированно сможете решить целый комплекс задач от начала этапа проектирования до полноценного запуска и дальнейшего совершенствования производственного процесса.
Если ваша компания заинтересована в приобретении качественного оборудования для лазерной резки твердых материалов, мы предлагаем вам купить станок лазерной резки металла в компании Lasercut.
Демонстрация наших станков в более 50 городах России или Online
Подберем оборудование для вашей задачи с учетом всех тонкостей.
80% клиентов выбирали оборудование благодаря нашей консультации.
Лазерный станок, гравер
Каталог ⭐ лазерных станков CO2⭐, граверов и резаков для обработки любых материалов.
Большой ✅ выбор моделей универсальных лазерных станков для резки и гравировки предлагает вам компания «Лазеркат». Мы работаем по всей России и в странах ближнего зарубежья. У нас есть все необходимое оборудование для резки и гравировки: фанеры, дерева, МДФ, ДСП, акрила, оргстекла, пластиков, бумаги, картона, меха и ткани, паронита и резины.
Узнать подробнее о том, какой лазерный гравировальный станок может работать с конкретным материалом, вы можете из нашего каталога или проконсультировавшись с менеджерами.
Лазерный станок, гравер - каталог
Лазерный станок Wattsan 0203 Micro

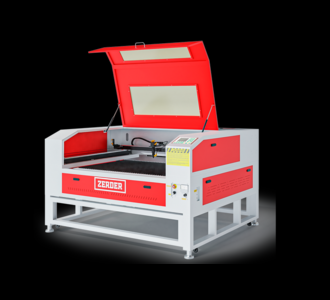
Лазерный станок Zerder 2030 Mini

- Статья
- Лазерные станки
- Видео
Как выбрать лазерный станок и не переплатить?

Лазерный станок Zerder 2030 Mini Tablet

Лазерный станок King Rabbit HX 3040

Лазерный станок Wattsan 0503

За станки вносится предварительная оплата в размере 50% стоимости, последующая оплата 50% стоимости производится после поступления товара на склад
Уникальная рамная конструкция и увеличенная толщина корпусa
Позволяет станку служить в разы дольше, снимает вибрации, увеличивая точность

Экономьте до 70% на производстве с помощью лазерный станков Wattsan
Надежные комплектующие и модернизированные* узлы станка ускорят ваше производство и избавят от простоев.
* За последние 5 лет инженеры Wattsan внесли более 50 улучшений.

Лазерный станок King Rabbit 5030

Лазерный станок Zerder 5030 Mini M2

Лазерный станок Zerder 5030 Mini

Лазерный станок Wattsan 6040
Лазерный станок Zerder 6040 Mini

Лазерный станок Zerder 6040 Mini M2

Лазерный станок Wattsan 6090 LT

Лазерный станок Wattsan 6090 ST

Лазерный станок King Rabbit HX 6090 SE

Лазерный станок King Rabbit HX 6090 SC

Лазерный станок King Rabbit HX 6090 SGC

Лазерный станок Zerder 1060 Ace
Лазерный станок Zerder 1060 Flex

Лазерный станок Wattsan 1290 LT
Лазерный станок Wattsan 1290 ST
Лазерный станок Wattsan 1290 Duos ST
Лазерный станок Wattsan 1290 Duos LT
Лазерный станок King Rabbit 1290 SC

Лазерный станок King Rabbit 1290 SE

Лазерный станок King Rabbit 1290 SG

Лазерный станок Zerder 1390 Ace

Лазерный станок Zerder 1390 Flex
Лазерный станок Wattsan 1610 LT
Новое оборудование New
Лазерный станок Wattsan 1610 LT с автофокусом
Лазерный станок Wattsan 1610 ST
Лазерный станок Wattsan 1610 Duos LT

Лазерный станок Wattsan 1610 Duos ST
Лазерный станок Wattsan 1610 Сonveyer
Принцип работы лазерных станков заключается в испарении частиц материала без физического воздействия. Граверы с ЧПУ используются для резки и гравировки дерева, ДСП, фанеры, оргстекла и ткани. А также кожи, резины и пластика. А для резки металла — отдельная категория лазерных станков по металлу. Для гравировки по металлу используются лазерные маркираторы.
На СО2 станках вырезают сувениры, шкатулки, лекала, печати, материалы для скрапбукинга. И гравировать на крышках шкатулок, чашках, ножках и балясинах.
Лазерное оборудование применяется в деревообработке, лёгкой промышленности, производстве декора, текстиля и при изготовлении трафаретов и рекламы.
Возможны, как варианты небольших настольных лазерных станков для изготовления единичных изделий и широкоформатные для серийных производств.
Как выбрать?
При выборе лазерного станка важен вид, размер и толщина материала.
Например, для резки 6 мм фанеры потребуется лазерная трубка мощностью 60 Вт, для 6 мм акрила — 40 Вт, а для резки кожи до 100 Вт. Срок службы лазерной трубки 1500—7500 часов. Зеркала D25, линза ZnSe D20 f50.
Для производства шкатулок подойдут станки с рабочим полем 200x300, а для изделий из кожи 500x300. Для рекламной продукции 1200x900, а для текстильного — 1600x1000.
Максимальная точность позиционирования лазерных станков достигает 0,05 мм. Они оснащены двухфазными или трёхфазными шаговыми двигателями. Для моделей Rabbit используется система управления M2, а для Wattsan — Ruida. Качественные драйверы Leadshine. СО2 станки поддерживают популярные форматы CDR, PLT, DXF, BMP, JPG, PNG. Присутствует подключение USB к компьютеру или ноутбуку или сетевое — LAN. Рабочий стол бывает либо сотовый, либо ламелевый. Вместе с нашими станками вы можете приобрести чиллеры S&A — CW-3000 или более мощный CW-5000.
На некоторых моделях граверов присутствуют две рабочие головы, что ускоряет производство в два раза. Например, Wattsan 1610 DUOS CONVEYER. Он же оснащён конвейерным столом и автоподачей рулонного материала для текстильного производства.
Одно из основных преимуществ нашей компании является возможность модернизации станков под ваши цели и задачи.
Виды лазерно-гравировальных станков
- Для гравировки на поверхностях: штампах и печатях, ручках, брелоках, номерках, табличках. Для этих задач подойдут настольные лазерные граверы с рабочим полем от 200х200 до 300х400 мм и мощностью лазерной трубки 30—50 Вт.
- Для раскроя и гравировки фанеры, дерева, камня, ткани, резины, оргстекла, полистирола, акрила, поликарбоната. Для этого подходят станки с рабочим полем от 900х600 до 1200х900 мм и мощностью лазерной трубки 60—80 Вт. Таким модели пользуются наибольшим спросом у потребителей.
- Станки для легкой промышленности, оснащённые специальными камерами для распознавания объектов. И это обеспечивает точное вырезание сложных контуров.
- Для производства мебели и широкоформатной рекламы отличаются высокой скоростью работы. Как правило, на них кроят полистирол, фанеру, пластик и поликарбонат.
- Для работ любой сложности. Дорогое, но производительное оборудование, на котором можно кроить материалы любой толщины.
Лазерные станки с ЧПУ
Каталог лазерных станков включает в себя станки для лазерной резки, лазерные маркеры и граверы. Принцип работы станка заключается в воздействии лазерного луча, температура которого достаточна для обработки поверхности материала. Количество используемой тепловой энергии лазерного станка для обработки разнится в зависимости от используемого материала. Оборудование способно обрабатывать шаблоны, макеты и чертежи.
Станок с небольшим рабочим полем и маломощной лазерной трубкой может создавать сувениры, макеты, уникальную гравировку на декоративных досках и кружках.

Лазерные станки CO2 с ЧПУ












Лазерные станки с ЧПУ представлены двумя типами: волоконные и CO2.
В основе волоконных лежит волокно, длиной 1.06 мкм. Хорошо показывают себя при обработке металла. Излучение волоконного лазера на углах 0-86 показывает лучше, чем излучение C02. На отрезке 86-90 перевес идет в пользу CO2. Из плюсов волоконных можно отметить: небольшие габариты, не требуют сложной оптики, низкое потребление энергии, ресурс работы до 100 тыс. часов и обработка таких металлов, как медь, серебро и латунь.
В основе лазера СО2 - смесь газов (основной - это углекислый газ) с длиной волны 10.6 мкм.
Преимущества лазерных станков с ЧПУ
- Гибкость. Одна и та же установка подходит для изготовления различных форм в пределах одной и той же толщины материала. Также возможно применение оборудование практически на любом материале.
- Более экономичное использование материала с меньшим количеством отходов.
- Точность 10 микрометров. Повторяемость на уровне 5 микрометров. Минимальное коробление материала.
- Бесконтактная резка. Только лазерный луч входит в контакт с материалом, тем самым избегается механическое трение, которое приводит к износу инструмента.
- Низкое потребление энергии.
- Минимизация расходов на монтаж и обслуживание.
- Простота работы и управления.
Лазерные ЧПУ станки - возможности для вашего бизнеса!
Рама станка - это цельносварная трехмерная пространственная конструкция, обладающая достаточной жесткостью при небольшом весе. Создавать тяжелую и массивную станину нет необходимости, так как усилие от обрабатывающего инструмента на нее не передается.
При производстве рамы производится отпуск (стабилизация)сварных швов для обеспечения точной ее геометрии, которая влияет на качество работы и на производимую продукцию.
Вы получаете рабочую машину, которая обладает стабильными характеристиками на всем сроке эксплуатации с минимальными вложениями на ее обслуживание, а ваши клиенты получают изделия высокого качества.
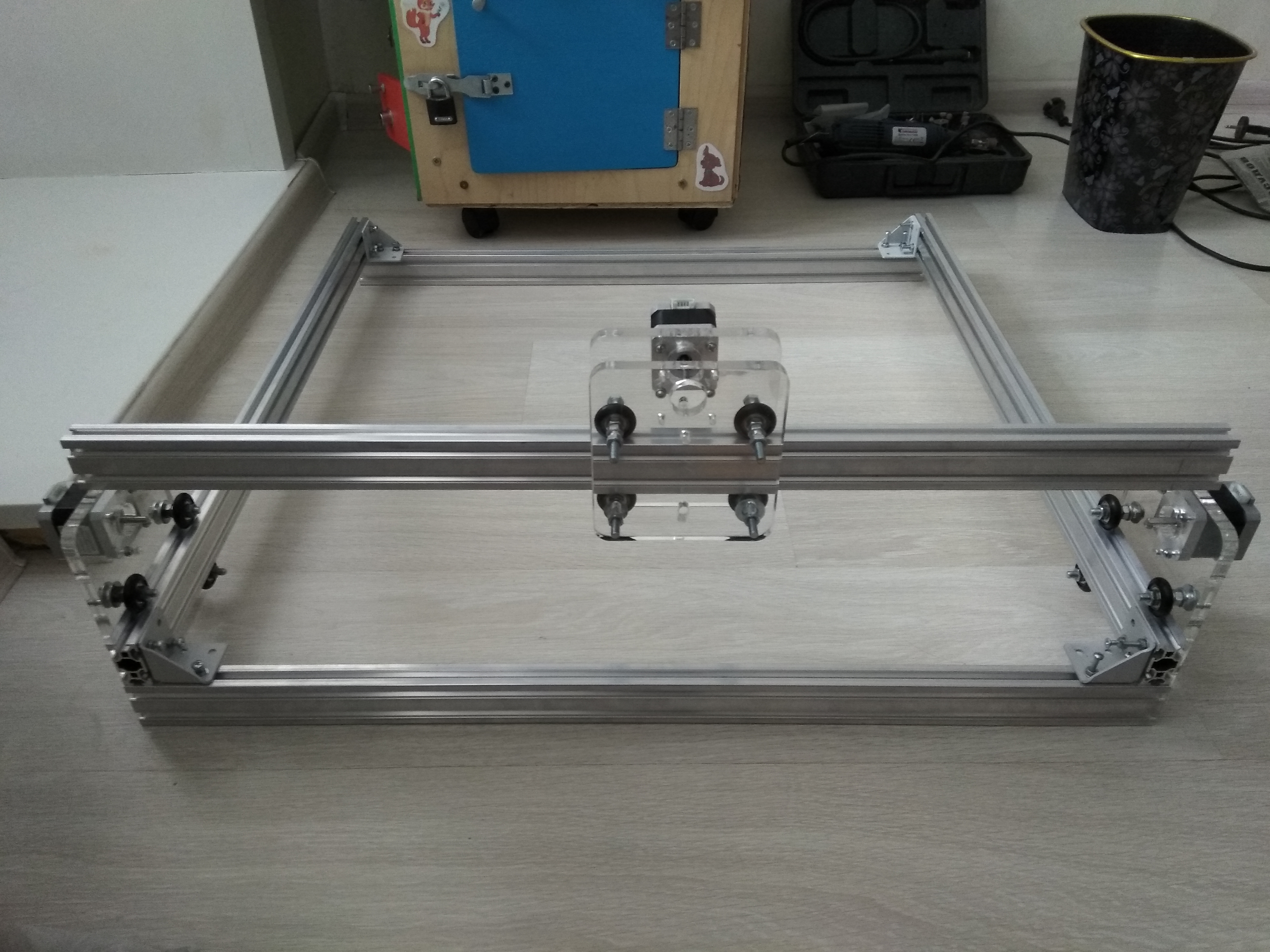
Лазерный станок своими руками

Привет, Хабр! Сегодня расскажу о своем лазерном станке для резки фанеры и гравировки кожи. Цель была как всегда – максимум функционала за минимум денег).
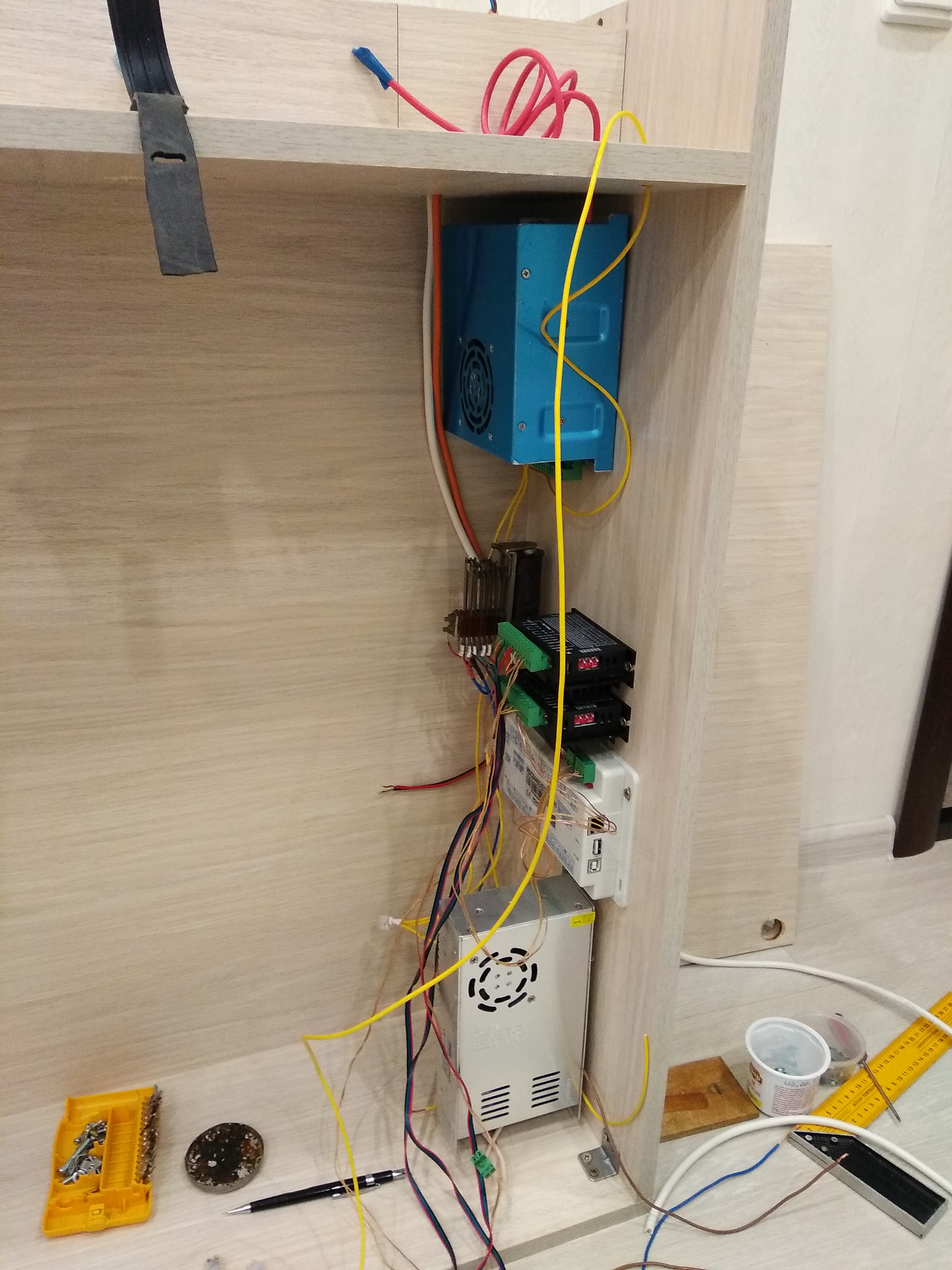
Несмотря на экономию средств, на контроллере было решено не экономить – во-первых, Руида многозадачна, по сравнению со всякими М2 и прочими платами управления, что означает минимум танцев с бубном при подготовке файла на обработку. Во-вторых, Руида автономна, она позволяет работать без компьютера, перенося файлы только на флешке и позволяя менять режимы обработки силами самого контроллера. Что немаловажно при работе на балконе).
В-третьих, если я вдруг решу собрать более серьезный станок с огромной и мощной трубкой – у меня уже будет взрослый контроллер. На этот контроллер есть очень подробный даташит, и собрать вокруг нее станок под конкретные задачи не составляет труда.
Трубка 40вт, чего хватает не спеша, но с приемлемым качеством резать 3-4 мм фанеру. Более мощные трубы длиннее, и уже просто не поместятся на балконе). На этапе сборки и наладки никак не мог добиться прорезания даже 3 мм фанеры. В итоге высоковольтный разряд пробил заднее зеркало резонатора, мода луча раздвоилась и труба отправилась в гараж на эксперименты. Как выяснилось потом, выходное сопло головки экранировало часть луча, решилось рассверливанием сопла. Сейчас стоит уже вторая трубка, тоже 40 вт, и на 30 процентах мощности она гарантированно прорезает 4 мм фанеру на скорости 10 мм/с.
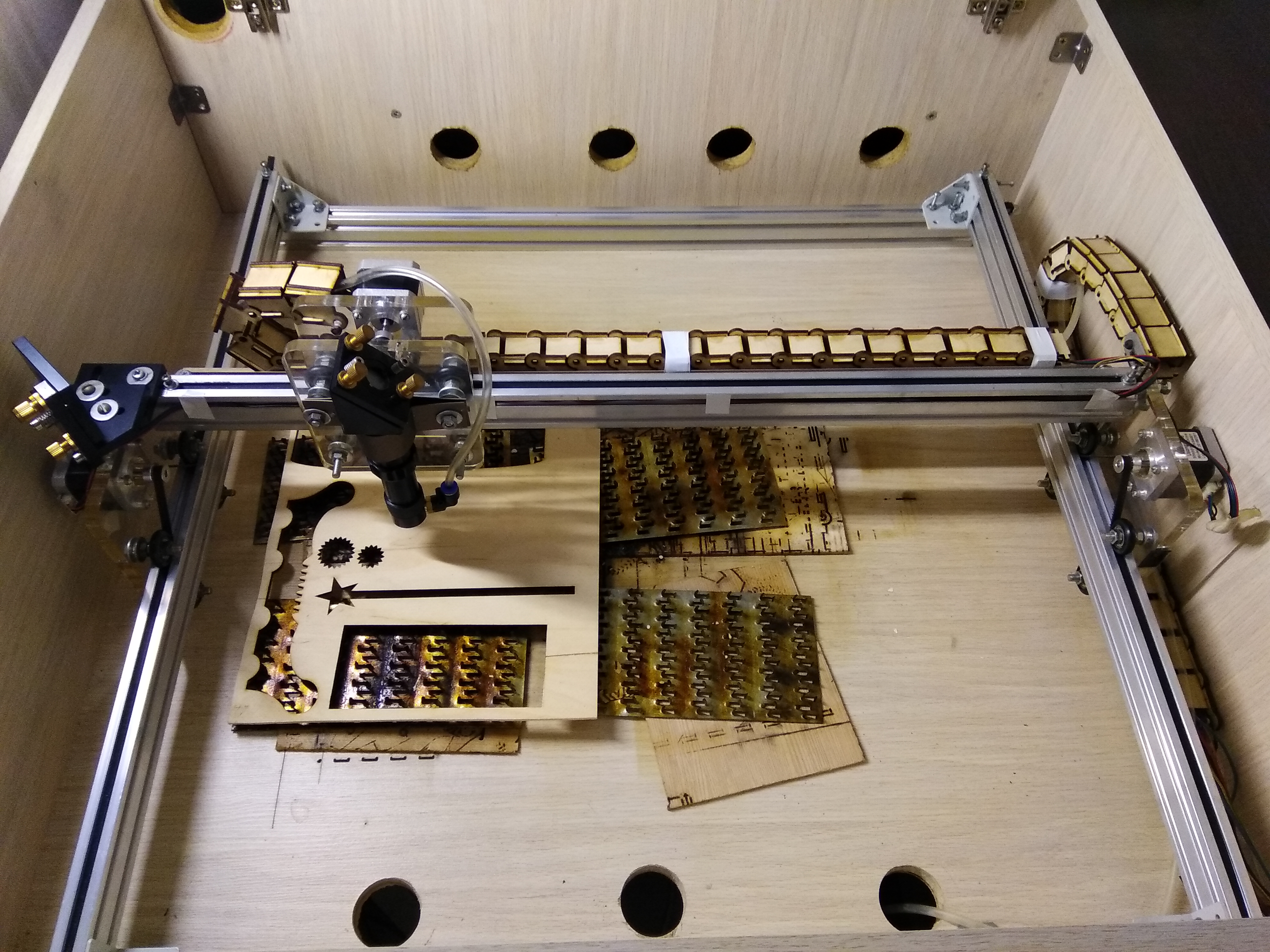
Щеки кареток сделаны из 10 мм оргстекла, вырезаны на работе при помощи 100 вт лазера, между ними закреплены жесткие пластмассовые колесики на шарикоподшипниках. Шаговые моторы Nema 17 для оси Y расположены с обоих концов «портала» и соединены последовательно для синхронизации их движений, управляются одним общим драйвером.
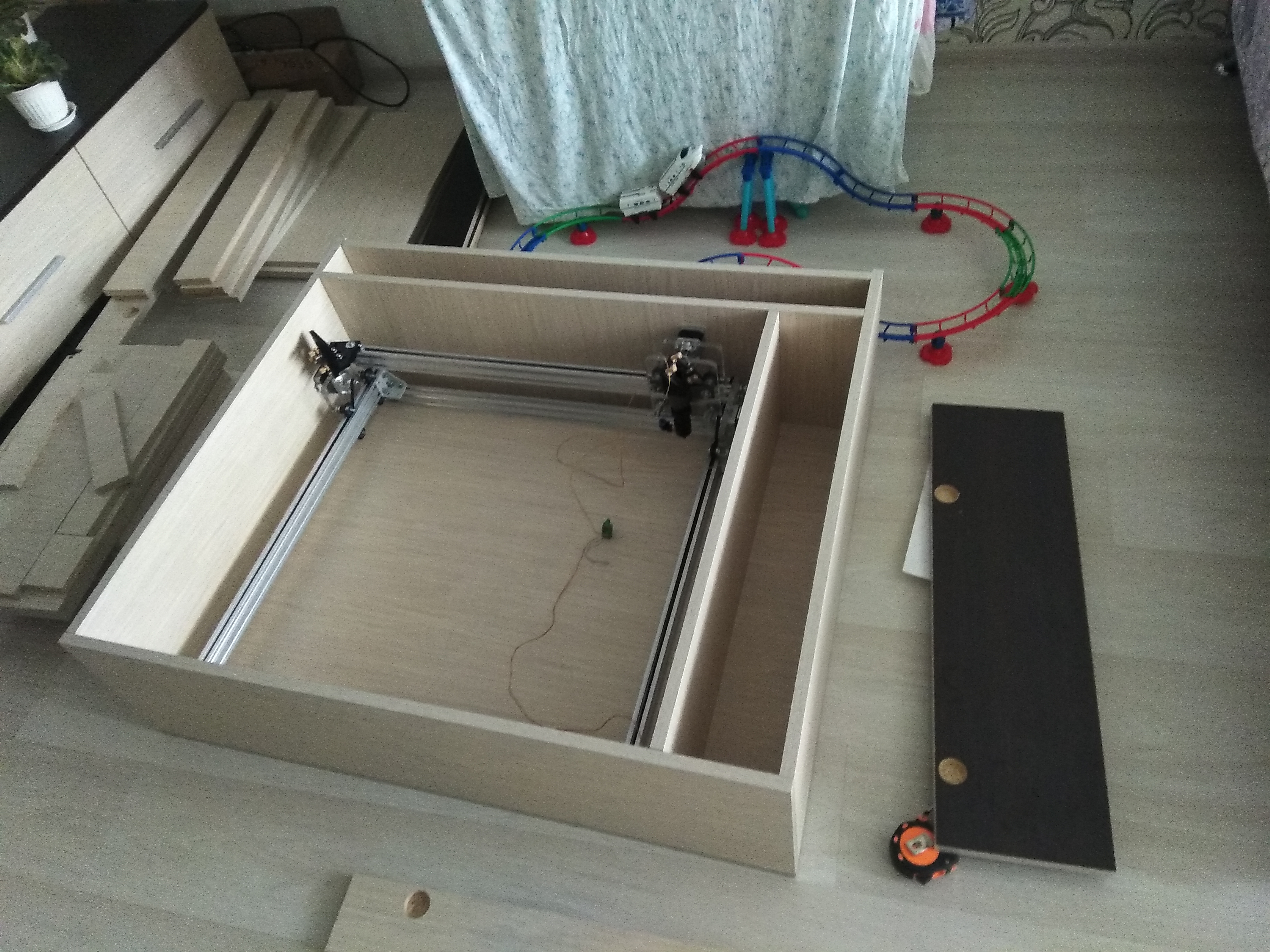
Корпус станка сделан из ДСП, заказан в виде щитов у мебельщиков и собран с помощью мебельной же фурнитуры. Корпус изначально был спроектирован в мебельной программе Pro100.
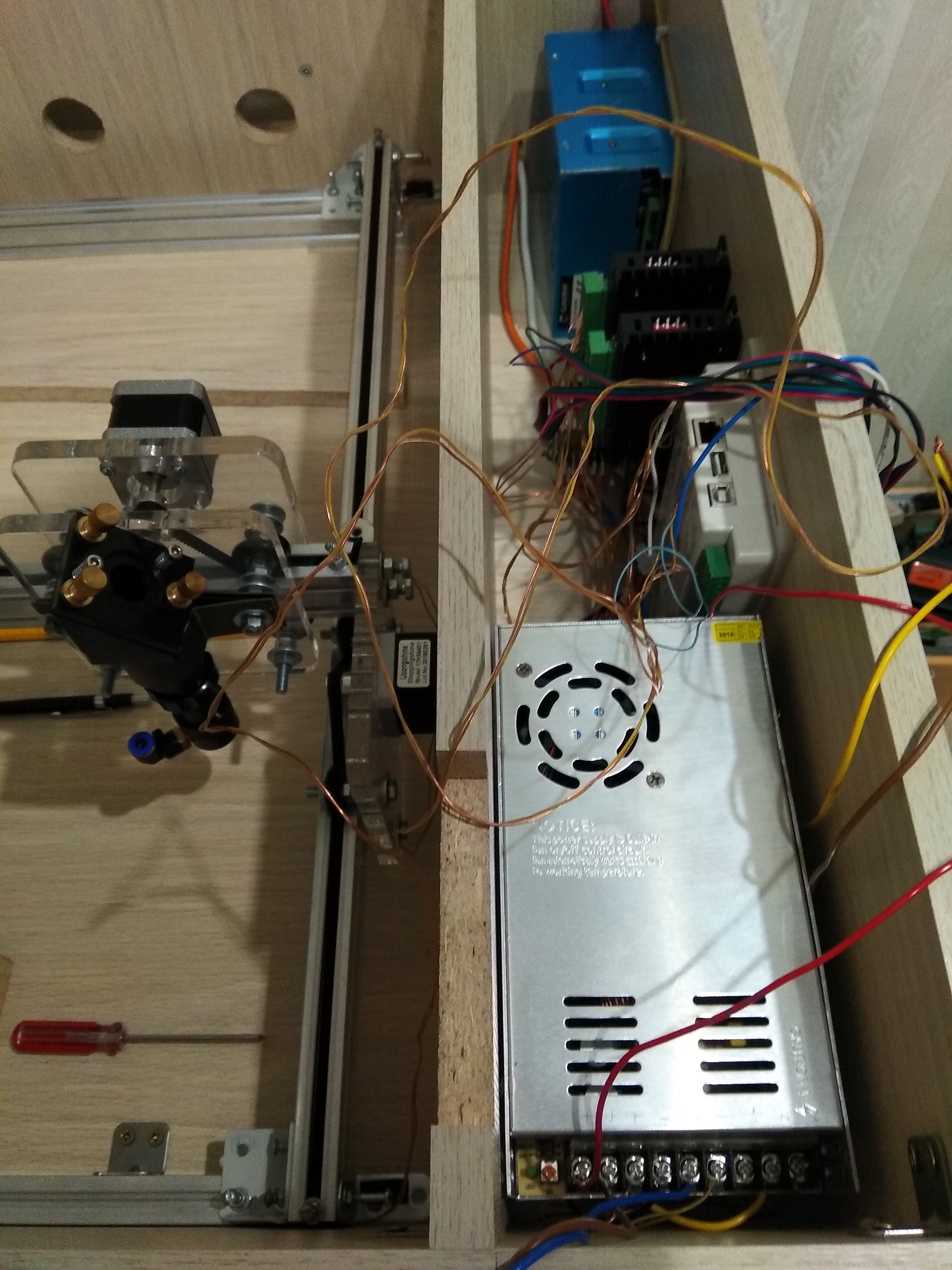
Для вытяжки изначально был применен канальный вентилятор диаметром 100 мм, но его производительности не хватало при резке фанеры – в отличие от гравировки это весьма дымный процесс, и мощности вентилятора не хватало для нормального движения воздуха через зону реза. Поэтому данный вентилятор был заменен улиткой от печки переднеприводных жигулей. Чтоб ее запитать в конструкции появился дополнительный блок питания ATX на 12вольт. Также эта улитка была подключена через регулятор оборотов и включается и выключается независимо от станка – это нужно чтобы можно было менять производительность вытяжки в зависимости от выполняемых работ и не высасывать понапрасну теплый воздух с балкона, работая зимой. Иногда после окончания работ в корпусе остается задымление, тогда я оставляю поработать улитку на какое-то время уже после завершения станком выполнения задания.
В качестве помпы трудится электропомпа газели, запитана от того же 12 вольтового блока питания, что и вытяжка. Система охлаждения представлят собой ведро на 15л, в которое погружен заборный патрубок помпы, сюда же подведена обратка от трубки. Для контроля за температурой в ведро погружен датчик термометра. Летом охлаждение осуществляется с помощью замороженных полторашек с водой, зимой подогрев – с помощью аквариумного подогревателя. И подогрев, и охлаждение нужно включать заранее, но т.к. емкость системы охлаждения около 10 литров, то в среднем за час охлаждающая жидкость и зимой и летом набирает необходимую для работы температуру. По этой же причине включение и выключение помпы осуществляется независимо от станка.
Вместо сотового стола применил гвоздевую доску из строймагазина. Циркуляция воздуха внутри станка сделана таким образом, чтобы воздух двигался сквозь короб от передней стенки к задней, обдувая деталь снизу и сверху. На фото видны воздухозаборные отверстия снизу корпуса, через них же удобно выметать мелкие обрезки фанеры после работы.
Компрессор – от советского холодильника, без ресивера, управляется через реле, розетка на 220в для управляемой станком внешней нагрузки выведена на боковину корпуса. В ней напряжение появляется только когда этого требует контроллер. Минусы – не регулируется давление, плюсы – тихий, неубиваемый. Есть мысль спарить два таких компрессора на общем ресивере, с манометром, реле давления, всей необходимой арматурой. Получится вполне производительный и почти бесшумный агрегат.
Всего на постройку было потрачено около 45 тыс. рублей, за эти деньги получился станок с рабочим полем 50х50 см, мощностью 40 вт и оснащенный многозадачным промышленным лазерным контроллером.
Фото с этапов строительства:








Компрессор от холодильника:
Бутылка на выходе — маслоотделитель.
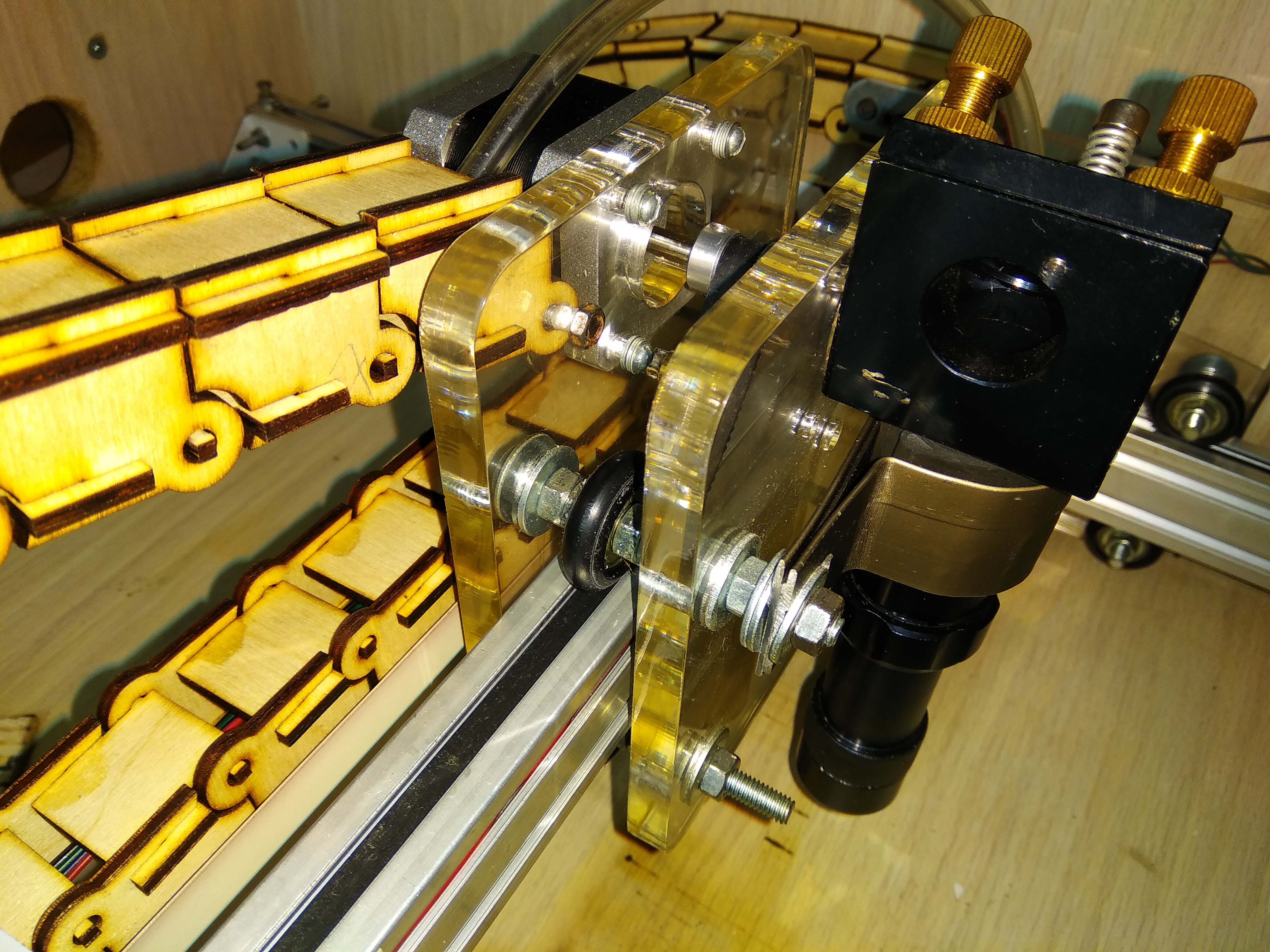
Каретка крупным планом:

Привод портала, левая сторона с зеркалодержателем:
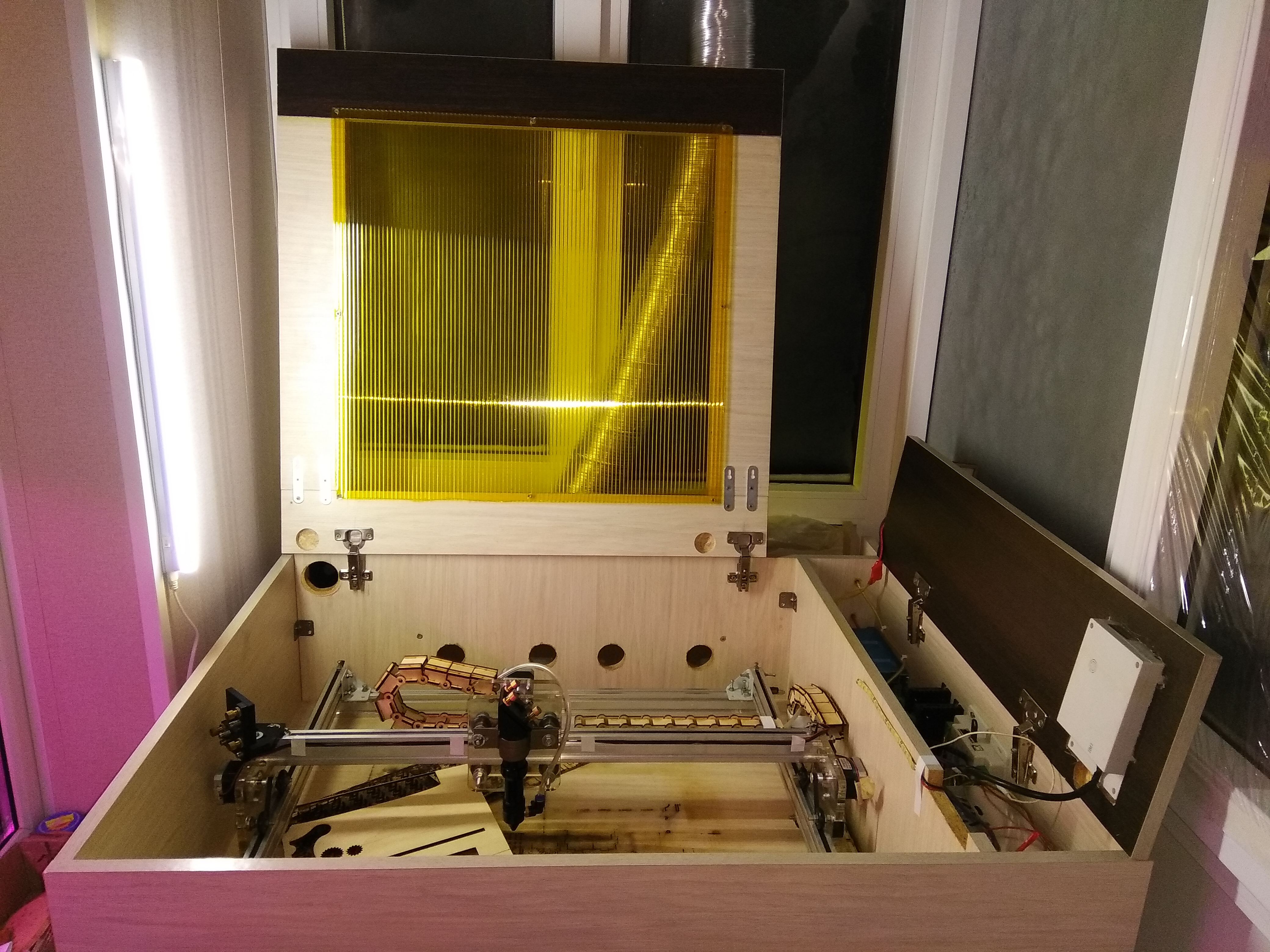
С откинутыми крышками:

Внутрянка:

Схема подключения:
Немного фото готовых изделий:




П.С. Отдельная благодарность выражается моей жене за то, что достойно переносила все тяготы и лишения жизни с техногиком, пока я использовал квартиру в качестве мастерской и лаборатории и даже иногда позволял себе делать пробные резы без вытяжки…:-)
Читайте также: