Линия продольной и поперечной резки рулонного металла
Обновлено: 21.09.2024

Листовой металл широко применяется в различных промышленных сферах. Своей востребованностью он обязан высоким технологическим характеристикам, в первую очередь, возможности упаковки в рулоны с сохранением эксплуатационных качеств в целях дальнейшей транспортировки. Для получения готовых изделий на предприятиях используют продольную и поперечную резку рулонной стали. В этой статье мы подробнее остановимся на том, что представляет собой раскрой рулонного металла, где применяется данная технология и какое оборудование для этого необходимо.
Для чего необходим раскрой рулонного металла

Спрос на рулонный металлопрокат вызван разнообразием продукции и изделий, которые могут быть из него изготовлены. Он подходит для производства различных кровельных покрытий, слоеных стройматериалов, из него делают заготовки для штамповочного производства разнообразной продукции.
Для производства листового проката используются литейно-прокатные комплексы. Металлопрокат делится на несколько видов в соответствии с толщиной листа. Производители предлагают следующие разновидности металлопроката:
- жесть, толщина которой не превышает 2 мм;
- тонколистовой прокат с толщиной, варьирующейся от 2 до 4 мм;
- толстолистовой прокат с толщиной более 4 мм.
Для производства толстолистового проката используется горячая технология, изготовление более тонких разновидностей листового материала выполняется с помощью холодной прокатки.
На производственных предприятиях в большинстве случаев используются стандартные холоднокатаные металлопрокатные рулоны, размеры которых составляют:
- 0,25–4 мм – толщина;
- 1250 мм – ширина;
- до 3000 м – длина (зависит от толщины листа).
Поскольку средний вес листов составляет от 6 до 15 тонн, то работа с материалами, имеющими подобные характеристики, невозможна без специального оборудования.

Рулонный металлопрокат используется для производства разного рода металлических изделий. Существует три основных типа технологического оборудования, выбор которого обусловлен видом выпускаемой конечной продукции:
- штрипс (или продольные полосы) выполняются за счет установленной линии для продольной резки рулонного металла;
- листовые профильные материалы обрабатываются с помощью линии поперечной резки рулонного металла;
- заготовки под штамповку выполняются за счет продольно-поперечной резки рулонной стали при помощи комбинированного оборудования.
Кроме того, выпускаемое оборудование для раскроя рулонного металла представлено:
- станками с ручным приводом;
- полуавтоматическими линиями, оборудованными электромеханическими приводами;
- полностью автоматизированными многопрофильными линиями.
Технология раскроя рулонного металла

Технологический процесс раскроя рулонного металла начинается с предварительной нарезки металлических полос до необходимой длины. Затем на них начинают воздействовать электрическим током.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Точечность нагрева полос достигается за счет мощности электрического тока, при помощи которого происходит температурное разделение и плавление металла. При определении силы тока необходимо исходить из толщины обрабатываемой полосы, частоты подводимого электрического тока, а также физико-химических свойств металла.
При продольной резке металла локальный нагрев полосы обязателен, поскольку он позволяет снизить сопротивление в процессе резки. Данный эффект обусловлен уменьшением механических свойств металла при нагревании до высоких температур. Благодаря линии продольной резки полосы получаются более закругленными, без заусениц, при этом меньшей ширины.

Подобный подход обеспечивает соответствие готовых изделий требованиям стандартов, которые предъявляются к производству гнутых профилей сварных прямошовных труб.
Кроме того, при использовании данной технологии раскроя рулонного металла отсутствует необходимость в дополнительной обработке и других операциях с получаемыми полосами. Соответственно, продольную резку можно отнести к экономически выгодным способам обработки рулонных металлов.
Принцип поперечной резки металла схож с описанной выше технологией продольной обработки. Специальные дисковые ножницы удерживают лист обрабатываемого материала, который фиксируется между верхним и нижним валами и затем разрезается.
Рекомендуем статьи по металлообработке
Для разделения материала используется напряжение, которое прижимает его к верхнему валу. В процессе раскроя рулонного металла верхние и нижние валы находятся в постоянном движении, что обеспечивает непрерывную подачу листов.
Так как высокие температуры ослабляют жесткость металла, диски, используемые для раскроя, часто заменяют углеродистыми стальными вальцами, предварительно нагревая материал за счет воздействия электрического тока. Замена дисков на вальцы позволяет специалистам добиться более высокого качества резки.
Способы раскроя рулонного металла
В основе технологический цепочки работы с рулонными материалами лежит их раскрой. Он может выполняться следующими видами резки:
- продольной;
- поперечной;
- продольно-поперечной.
Благодаря использованию технологии продольной резки металла значительно возрастает эффективность производства, связанного с его обработкой. Следовательно, линии автоматизированной резки находят широкое применение в серийном и массовом производстве.
1. Продольная резка.

С помощью станков продольной резки раскраивают рулонную металлическую ленту на полосы (штрипсы). Они могут иметь различную длину и ширину. Эта технология используется, к примеру, при производстве заготовок для серийного профиля.
2. Поперечная резка.

С помощью станков для поперечного раскроя металла можно:
- Выполнять роспуск рулона на металлические листы нужной длины, которые впоследствии будут обрабатываться и складироваться.
- Изготавливать из гладких металлических листов штучные заготовки необходимых размеров, которые в дальнейшем будут подвергаться обработке. Такое оборудование может составлять единую линию со станками по производству металлочерепицы или профнастила.
3. Продольно-поперечная резка.
В линиях продольно-поперечной резки металла соединены достоинства и возможности ранее описанных видов оборудования для раскроя рулонного материала. Это комплексные установки, для управления которыми используются единые автоматизированные системы (с ЧПУ). При помощи таких линий рулоны или металлические листы разделяются на заготовки заданной длины и ширины.

Линии, предназначенные для продольно-поперечного раскроя рулонного металла, включают в себя следующие модули:
- валки, за счет которых обеспечивается равномерная и правильная подача металлического полотна, размотанного из рулона;
- систему продольной резки;
- блок роликовых ножей, предназначенных для поперечной резки;
- пульт управления, с дисплея которого загружают программу раскроя металла с указанием:
- скорости реза и пр.
Настройка линии резки выполняется достаточно быстро, поскольку предполагает только ввод в станок с ЧПУ новой программы с заранее подготовленного носителя.
Что собой представляет линия по раскрою рулонного металла
Так как разрезать листы при помощи ножниц по металлу малоэффективно и неудобно, на производстве раскрой рулонных металлов выполняется на специальных линиях резки. Они позволяют резать металлопрокат на части с приданием им различной формы (от квадрата до ромба).

Линии поперечного раскроя рулонного металла обладают следующими техническими характеристиками:
- допустимой шириной стального рулона – 0,16 м;
- максимальной толщиной металлических листов – 0,4 см;
- минимальным количеством отрезаемых частей – от 18 и более, в зависимости от длины листа;
- общей мощностью двигателей всех приводов – 206 кВт.
Линия поперечного раскроя рулонного металла состоит из следующих элементов – листовых ножниц с установленным под наклоном ножом, управляющего механизма, устройства для правильного разматывания, узла складывания отрезанных частей, валковой подачи.
Функционирование комплекса осуществляется в соответствии с предварительно установленным алгоритмом, зависящим от различных параметров, включая начальные и конечные размеры заготовок, длину рулона или листа. Установки для раскроя рулонного металла могут быть полностью автоматизированными либо управляемыми операторами. В первом случае оборудование самостоятельно останавливается после того, как в разматывателе заканчивается материал.
Остановимся немного подробнее на составных элементах, входящих в линию раскроя рулонного металла:
1. Правильно-разматывающее устройство.
Предназначение этого узла заключается в минимизации деформации листов до их заправки в ножницы. Одновременно с этим специальные щетки удаляют с листов остатки производственных загрязнений, налета и окалины. Аппарат включают при необходимости роспуска горячекатаного металла на части.
Автоматические ножницы схожи с ручными, разница заключается в том, что они механически связаны с установкой для раскроя рулонного металла.
При возникновении неполадок в приводе ножницы буду выключены одновременно с прочими элементами установки. Контроль процесса нарезки осуществляется с помощью изображения на визуальном дисплее. При этом следует иметь в виду, что погрешность фиксации рулона варьируется до 0,4 мм в ту или иную сторону. На погрешность значительное влияние оказывают характеристики исходного материала.
3. Валковая подача.
На качество резки существенное влияние оказывает механизм, который подает металл. Технология валковой подачи не отличается высокой точностью, но ее можно назвать универсальной и наиболее мягкой, так как она предупреждает удары и толчки, способные привести к порче материала.
Функционирование валковой подачи осуществляется следующим образом:
- Взаимодействие привода, которым оснащено правильно-разматывающее устройство, с приводом односторонней подачи приводит к движению исходной заготовки в момент нахождения ножниц в верхней позиции.
- Как только рулон упирается в конечную плоскость, ножницы начинают свою работу. Лезвия перемещаются, отрезая часть стали заданного размера.
Если рулон относительно легкий, то для его натяжения достаточно будет самих валков, для тяжелых уже понадобится включать электромотор.
4. Устройство складывания.
Технически данный элемент называется стапелирующим узлом. Отрезанные части металлопроката укладываются одним из двух способов – свободно падают под воздействием силы тяжести либо принудительно перемещаются в заданное место. Поперечный раскрой рулонного металла предполагает использование в основном второго способа, что минимизирует число действий по обслуживанию линии, а также упрощает процесс перемещения материала на склад.
Для заготовок простой формы используются простые склизы (направляющие), для отрезков более сложных форм потребуются те, что имеют особую конфигурацию. Чтобы не допустить застревания отрезков, наклон склизов должен составлять не меньше 26°.
Установки для раскроя рулонного материала состоят из:
- системы управления и контроля с необходимыми датчиками;
- разматывающего барабана;
- элемента, фиксирующего рулон по диаметру;
- узла для смазывания листа или рулона;
- электропривода;
- станины (основания).
При необходимости разрезания листа (а не целого рулона) разматыватель может быть отключен. Обрабатываемый металл в этом случае укладывается на опору, при этом центрируется при помощи роликов.
Лист или рулон должны быть размещены строго горизонтально, затем металл попадает в узел с обжимными и распрямляющими роликами, которые могут настраиваться независимо друг от друга. Для оценки правильности настройки используются фотоэлементы и световые индикаторы.
Если речь идет о серийном или массовом производстве, установки могут дополнительно оснащаться:
- Кромкосматывателями – вспомогательными элементами, позволяющими наматывать обрезанную кромку листов, которая образуется при резке тонколистового металла. Модули с этим элементами встраиваются в линии для продольного и продольно-поперечного раскроя металла.
Чаще всего линии оснащаются двумя отдельными кромкосматывателями, один из которых наматывает левую кромку, а другой – правую.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Продольная резка металла

Несмотря на появление новых материалов и бурное развитие технологий их обработки, металл по сей день остается основным конструкционным материалом. Современная промышленность освоила и широко применяет множество разнообразных способов его обработки. Продукт одних технологий является сырьем для других и т. д. Но, не вдаваясь в тонкости классификации процессов, отметим, что сегодня существует большой спрос на такой продукт металлообработки, как листовой прокат и штрипсовая лента. Поэтому продольная резка металла была и остается весьма востребованной технологической процедурой.
Основные типы раскроя металла
В основе технологий обработки листового проката лежит его раскрой. Выделяют следующие виды резки:
- продольная;
- поперечная;
- продольно-поперечная.
Продольная резка нужна для выработки полос металла определенных габаритов. Она применяется в основном для изготовления деталей серийного профиля.

Листовой металлопрокат стандартных размеров поступает на производство свернутым в рулоны. Далее материал необходимо распустить вдоль и нарезать поперек листа. Это возможно сделать на станках продольной и поперечной резки металла. Данное оборудование часто работает в одной линии с устройствами по производству металлочерепицы и профнастила.
Возможности станков для продольной и поперечной резки металлопроката часто объединяют в рамках одной производственной линии. Как правило, они представляют собой комплексы модулей, управление работой которых возложено на автоматическую систему. На таком оборудовании рулоны с листовым прокатом нарезают на заготовки нужных размеров.
В данной же статье речь пойдет о продольной резке металла.
Виды продольной резки металла
Этот тип раскроя служит для получения широкого ассортимента продукции. Как и в любой технологии, тут есть свои сильные и слабые стороны. Продольную (в чистом виде) резку металла обычно применяют для изготовления простых заготовок, например, полос определенных размеров. Более сложные изделия требуют применения специальных методов резки. Рассмотрим некоторые из них.
Эта технология нашла применение в создании декоративных элементов интерьера и экстерьера. С ее помощью можно изготовить ворота, декоративные решетки и ограждения, фонари, элементы внутренних и внешних лестниц, детали инсталляций и прочие аксессуары.

Художественная резка металла используется при изготовлении логотипов, декоративных рамок. Резка металла производится специальными пилами.
Так принято называть технически усовершенствованный способ разрезания металла. Модернизация состоит в замене пил лазерной установкой, что позволяет увеличить скорость и точность процесса, а также уменьшить процент выхода брака. За счет устранения динамического воздействия на заготовки появилась возможность выработки большего количества разных материалов.
Современные станки для лазерной резки управляются компьютерами, что сильно упрощает работу с ними. Надо лишь укрепить лист заготовки на рабочем столе и, выбрав определенный рисунок, запустить процесс. При этом следующая деталь может иметь совсем иную конфигурацию.
При помощи станков лазерной обработки можно получать достаточно сложные детали с узорным контуром. Такую технологию называют фигурной резкой. При ней ввиду отсутствия механического воздействия на металлические листы не происходит деформация последних.
Это еще одна разновидность лазерной резки, режимы которой подобраны так, что отпадает необходимость в дополнительном шлифовании. Небольшой (до 0,4 мм) диаметр лазерного луча позволяет вырезать довольно сложные узоры. Этот метод применяется также при разделении рулонов.
На каком оборудовании осуществляется продольная резка металла
В подающие вальцы станков для продольной резки листового металла на полосы материал загружают в листовом виде. Далее заготовка подается в зону обработки, где режется специальными ножницами дискового типа, способными раскроить листы различной толщины из разного сырья, к примеру, из стали, алюминия, меди, плотного картона, пластика и т. д.

Нож для продольной резки металла – это режущий диск, который при помощи болтов крепится к прижимному валу, что позволяет регулировать ширину нарезаемых полос. Регулируют процесс в зависимости от модели станка вручную или автоматически. Более современные типы оборудования обеспечивают, кроме продольной, еще и поперечную резку.
Подобные станки часто снабжают блоками, которые предназначены для нанесения защитной пленки, наклеиваемой на лист до его раскроя.
С увеличением объемов целесообразно перенести производство на линию продольной резки рулонного металла, которая имеет достаточно высокую производительность. Ее широко используют при изготовлении разного рода заготовок, полуфабрикатов, комплектующих деталей и готовых изделий из листового проката.

Стандартная линия для резания листовых материалов состоит из таких узлов:
- Бункера – места, куда на валу устанавливают рулон материала, подлежащего раскрою.
- Транспортера, состоящего из системы подающих валов, предназначенных для разматывания рулона с последующей подачей листа в зону резания.
- Режущего узла – агрегата, непосредственно осуществляющего резку материала. В некоторых высокоскоростных узлах дополнительно монтируется устройство, которое с целью снижения динамической нагрузки на режущий инструмент за счет повышения пластичности раскраиваемого материала осуществляет нагрев его индукционными токами.
Как правило, режущий узел любой линии состоит из двух блоков. Первый осуществляет продольный роспуск листа, а второй является механизмом для поперечной резки обрабатываемого материала. Синхронизация операций на высокоскоростных линиях обеспечивается управляющим числовым программируемым устройством. После раскройки листа в структуре металла по кромкам в результате индукционного нагрева образуются остаточные напряжения, которые необходимо снять. Эта операция также выполняется непосредственно на линии.
Основным достоинством таких линий является высокая скорость обработки материала и широта типоразмеров выпускаемых с их помощью заготовок, что связано с возможностями настройки режущего блока.
- Агрегат продольной резки металла.
Если необходимо организовать производство большого количества однотипных деталей, то есть речь идет об изготовлении крупной серии, то следует воспользоваться агрегатом – автоматической линией производства заготовок.

Агрегат для резки рулонного металла включает в себя следующие модули:
- Транспортер. Он представляет собой установленную на рельсы тележку с бункером для рулона с прокатом. Лист из бункера раскручивается и заправляется в транспортные вальцы прижимного типа, которые потом прокатывают материал дальше. При этом тележка движется в противоположную сторону, что дает возможность увеличить скорость подачи материала в зону его раскроя.
- Узел предварительной обработки. Здесь лист готовится к раскрою: прогревается, обрезаются кромки. Отходы от обрезки наматывают на отдельные бухты.
- Блок продольного резания. В этом модуле посредством дисковых ножей лист распускается вдоль на полосы.
- Петлевой компенсатор. Это устройство служит для уменьшения скорости движения нарезанных полос.
- Приемный барабан. Нарезанные вдоль полосы нужной ширины наматываются на приемный барабан.
- Система разгрузки барабана. Механизирует процесс снятия готовых рулонов с приемного барабана.
Управление подобными агрегатами – автоматическое. Готовые рулоны отправляются на дальнейшую обработку.
Дополнительное оснащение линий продольной резки металла
В условиях серийного, крупносерийного и массового производства линия может быть укомплектована следующим оборудованием:
- Кромкосматывателем. При раскрое тонколистового металла в местах разреза образуется кромка, которая срезается с листа и собирается отдельно. Как правило, используются два отдельных кромкосматывателя: один для сматывания левой кромки, а другой – для правой.
- Намотчиком рулонного металла. Если на выходе получаются штрипсы длиной более 3,5 м, то они сматываются этим механизмом в рулоны. В противном случае листы пакетируются.
- Грузовой тележкой. Представляет собой транспортное средство с установленным на нем гидравлическим погрузочно-разгрузочным механизмом. Повозка служит для транспортирования заготовок на следующую операцию или на промежуточный склад.
Технология продольной резки металла
Техпроцесс продольной резки металла включает несколько последовательных этапов.
Работа линии идет в автоматическом режиме:
- Листы подаются на рабочий стол и нарезаются вдоль на полосы.
- На индукционную установку подается ток, и листы нагреваются. Ток регулируется в зависимости от толщины металла.
- Помимо общего нагрева выполняется локальный нагрев мест разреза.
- На последнем этапе производится продольная резка заготовок.
На небольших станках ручной труд также механизирован – мастер только выставляет металлический лист и запускает двигатель оборудования. Далее он лишь контролирует рабочий процесс, особенно заточку режущих ножниц, так как неисправный инструмент может испортить металлические листы во время резки.
Важные вопросы, касающиеся продольной резки металла
- Насколько долговечны дисковые ножи?
Ножи для резки металлических листов делают из легированной инструментальной стали марки ХВГ с последующей ее термообработкой и шлифовкой. Сталь обладает высокими эксплуатационными свойствами, позволяющими ножам нарезать из нее до 800 т листов толщиной 0,55 мм. А если учесть, что обычно используют двусторонние ножи, то расчетный ресурс увеличивается вдвое.
К тому же затупившиеся ножи можно восстановить, отшлифовав их на обычном плоскошлифовальном станке. Шлифовка позволяет продлить срок службы ножей еще в 2-3 раза.
- Можно ли работать на станках, если температура окружающего воздуха ниже нуля?
В документации сказано, что диапазон температур окружающего воздуха, при котором возможна эксплуатация большинства линий резки, составляет от -20 °С до +40 °С. Более того, при соблюдении некоторых простых правил работа может осуществляться вне помещения на открытой территории.
- В каких случаях целесообразно для резки листового металла использовать легкие станки?
При небольших объемах производства уменьшаются затраты на оборудование. Закрепленным на определенном месте линиям резки требуется специальная вспомогательная техника: погрузчик, кран-балка. Да и сами они стоят недешево. Линии становятся выгодными, начиная с определенных объемов производства.

Также использование легких станков позволяет экономить на помещениях. Разместить такое оборудование можно практически везде: на свободных производственных площадях, на стройплощадке, на открытом полигоне и т. п.
- По каким критериям выбирать станок для резки металла?
В перечень основных технических характеристик станков входят мощность их электродвигателя и диаметр валов. В процессе резки происходит разжим валов с установленными на них дисковыми ножами. Поэтому чем выше диаметр валов, тем толще может быть разрезаемый лист, а также большее количество пар ножей можно установить на один станок.
Использование линий продольной резки металла значительно повышает технологическую эффективность производства, но как уже было сказано, экономически их применение становится выгодным, начиная с определенных объемов. Их широко используют в серийном и массовом производстве.
В настоящее время на рынке можно отыскать множество компаний, предлагающих свои услуги по продольной и поперечной резке листового металла. Цена за работу существенным образом зависит от объемов заказа, используемого оборудования, сырья, а также квалификации персонала.
Почему следует обращаться именно к нам
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Линия продольно-поперечной резки ЛППР-1250/5-А
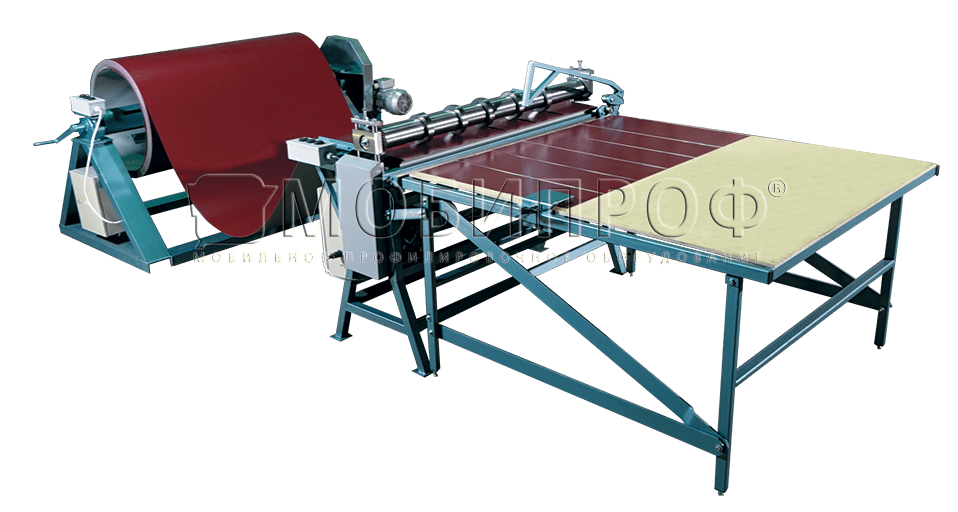
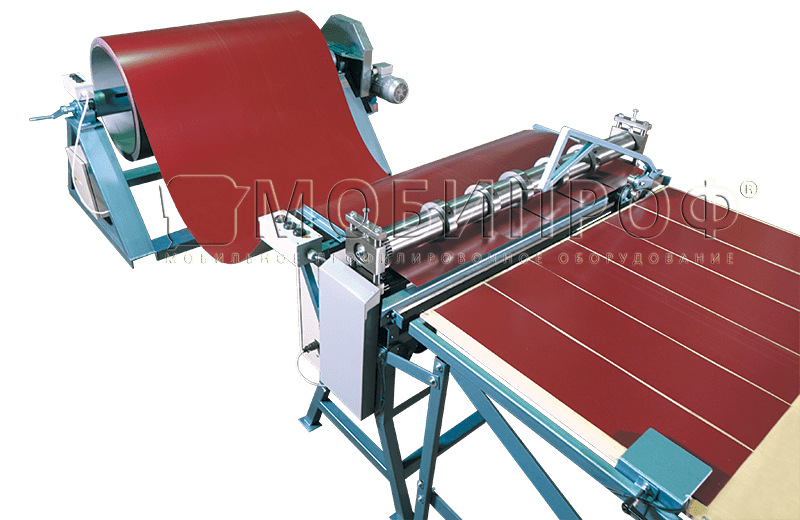
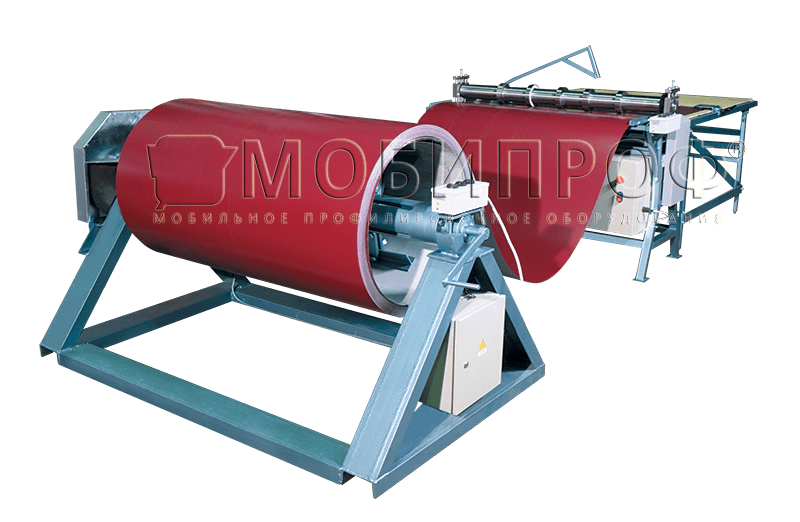
ЛППР-1250/5-А





Линия МОБИПРОФ ЛППР-1250/5-А предназначена для продольно-поперечной резки рулонного металла на полосы мерной длины. По сравнению с линией ЛППР-1250/3-А позволяет осуществлять продольную резку большим количеством ножей и обладает большей производительностью.
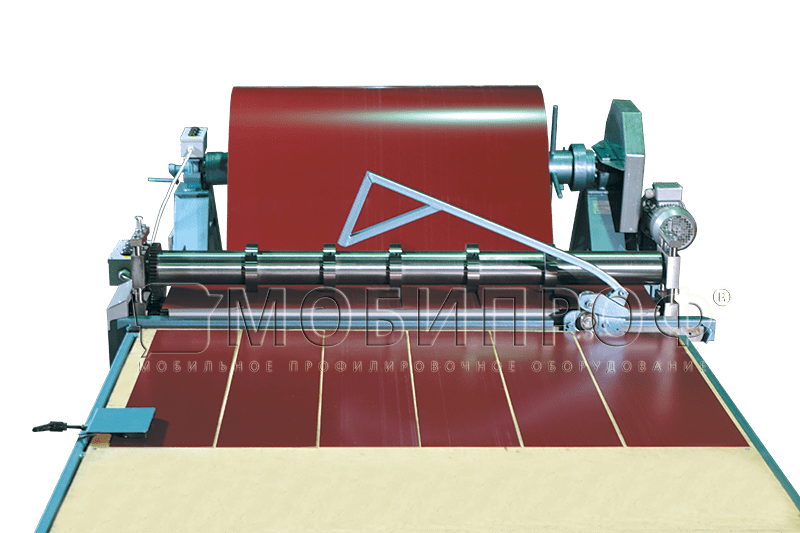
В состав линии входят приводной двухопорный самоцентрирующийся разматыватель грузоподъемностью 8 тонн (модель РМСЦ-1250-Э), электромеханический станок продольной резки СПР-1250/5-А, ручной дисковый нож поперечной резки, электрический шкаф с частотным преобразователем на 220 В и концевым выключателем, приемный стол длиной 1,5 метра.
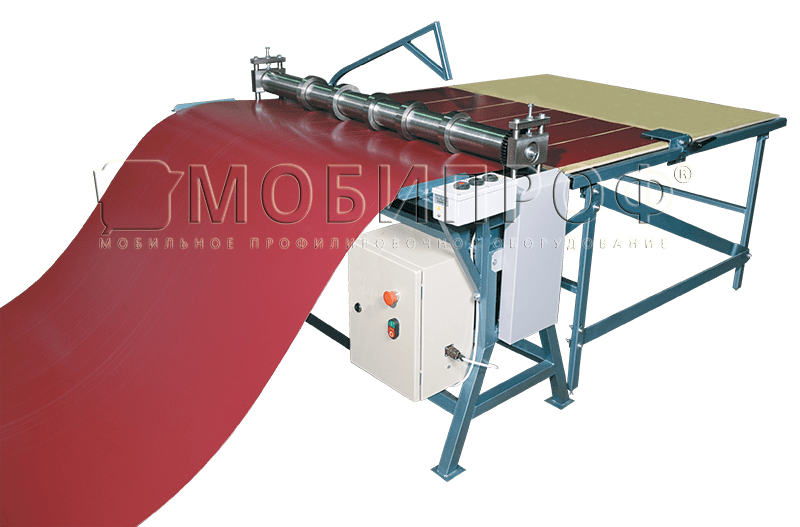
Разматыватель с реверсивным электроприводом облегчает и ускоряет размотку рулонов, для размотки оператору необходимо лишь нажать кнопку на пульте управления. Резка металла происходит на дисковых ножницах с электроприводом. В базовой комплектации на станке установлено 5 пар ножей продольной резки.
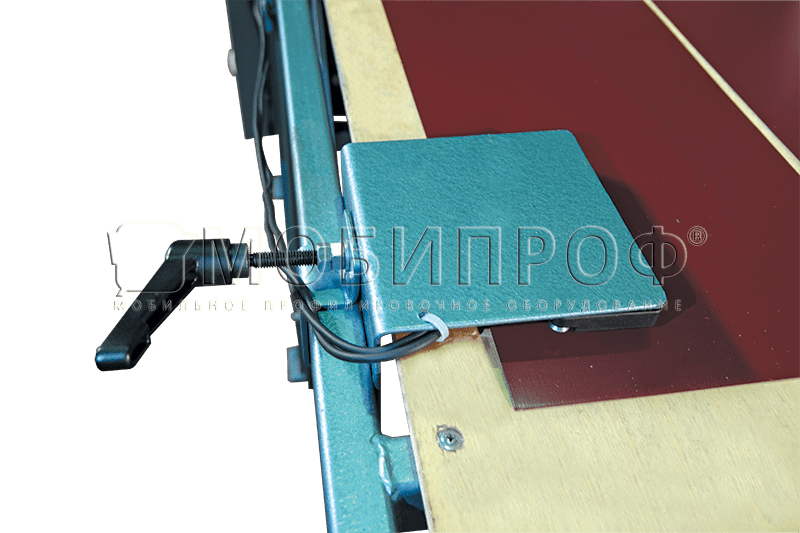
Частотный преобразователь позволяет регулировать скорость резки, обеспечивает плавный разгон-торможение. Концевой выключатель способствует уменьшению трудоемкости и автоматизации процесса резания. При достижении металлом выключателя, привод станка продольной резки останавливается. Таким образом, не требуется каждый раз контролировать длину получаемой заготовки, достаточно выставить концевик на нужном расстоянии. С помощью специального крепления датчик легко перемещается и фиксируется на приемном столе.
Узлы линии, благодаря их независимости, могут быть заменены или дополнены.
Таблица зависимости максимальной толщины реза от количества используемых ножей:

Примечание : Для резки на полосы шириной менее 80 мм дополнительно устанавливаются специальные узкие ножи.
| Производительность, м/мин | до 5 |
| Толщина продольного реза, мм | 0,35 - 1,5 |
| Толщина поперечного реза, мм | 0,35 - 0,8 |
| Ширина рулона, мм | 1250 |
| Масса рулона, кг | до 8000 |
| Минимальная ширина реза, мм | 80 |
| Количество установленных ножей, пара | 5 |
| Максимально возможное количество ножей, пара | 15 |
| Режим работы, тип | полуавтоматический |
| Потребляемая мощность, кВт | 2,25 |
| Напряжение питания, В | 220 |
| Количество обслуживающего персонала, чел. | 1 - 2 |
| Размеры, ДхШхВ, мм | 6000x2150x1100 |
| Масса, кг | 755 |
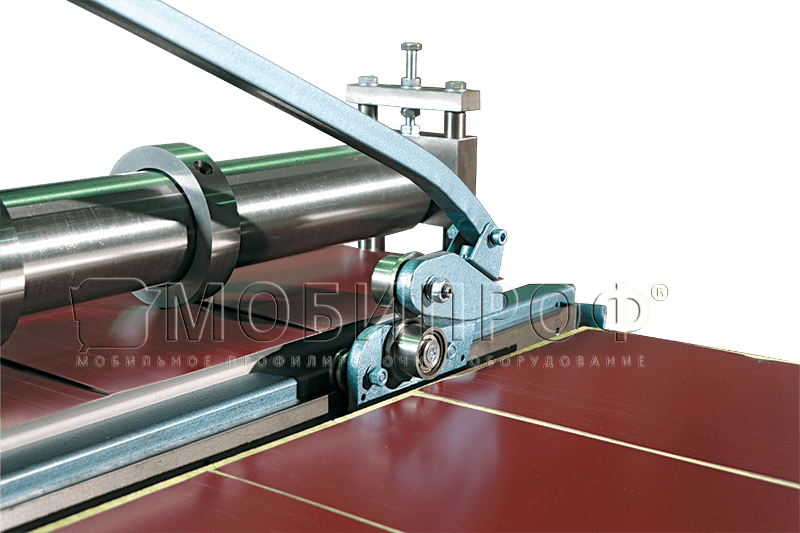
Станок продольной резки СПР-1250/5-А с электрическим шкафом на 220В, концевой выключатель, нож поперечной резки, размотчик РМСЦ-Э/АСУ, приемный стол.
Линии продольной резки рулонного металла

Линия продольно поперечной резки – это набор оборудования для качественного раскроя листового или рулонного металла. Компания «МОБИПРОФ» реализует линии резки металла в Москве и других городах России. Производимое нами оборудование продольно-поперечной резки рулонного металла сертифицировано и отвечает современным требованиям качества, безопасности и функциональности. Производство осуществляется в соответствии с действующими отраслевыми стандартами.
Наши линии поперечной резки металла адаптированы для эксплуатации в российских условиях, поэтому отличаются повышенной надёжностью. При ихизготовлении используются передовые технологии, модернизированные системы проектирования и высококачественные материалы.
Особенности работы линии резки металла
С помощью данного оборудования выполняется качественный поперечный и продольный раскрой металла на полосы заданной длины и ширины. Заготовками выступают как листы, так и рулоны. Ширина полос регулируется направляющими и достигает 1250 мм. Кроме раскроя возможно нанесение защитной плёнки и последующая намоткав рулоны (производство штрипса).
Линия резки рулонного металла состоит из следующих элементов:
- разматыватель (доступны разные модификации);
- станок продольной резки рулонного металла;
- дисковый нож или электромеханическая гильотина;
- приёмный стол длиной 1,5 метра;
- наматыватель (при необходимости).
Автоматизированная линия резки оснащается автоматической системой управления. С помощью пульта оператор задает необходимую длину и количество изготавливаемых полос.На линии поперечнойрезки можно успешно обрабатывать не только электротехническую и оцинкованную рулонную сталь с полимерным покрытием, но цветные сплавы толщиной от 0,3 до 1,5 мм (медь, алюминий, сплавы цинка и титана).
Виды линий продольно-поперечной резки рулонного металла
Вниманию покупателя представлено несколько линий для продольно-поперечного раскроя. Они различаются по следующим техническим параметрам:
- производительности (рулонные метры в минуту): от 5 до 10 м;
- максимальной толщине обрабатываемого листа: от 0,3 до 1,5 мм;
- наибольшей массы рулона: от 5000 до 10000 кг;
- режима работы: ручной, полуавтоматический, автоматический;
- потребляемой мощности: от 0,75 до 5,15 кВт;
- максимально возможного количества пар установленных ножей — до 15;
- размеров, массы.
Мы предлагаем следующие модели:
- ЛППР-1250/3-А;
- ЛППР-1250/3-Р;
- ЛППР-1250/5-А;
- ЛППР-1250/5-АСУ;
- ЛПР-1250/5-А.
Выбор определенной модели зависит от потребностей конкретного производства. Мы окажем экспертное содействие и поможем приобрести оборудование для изготовления штрипса, максимально соответствующее специфике эксплуатации.
Кроме того, у нас можно купить следующие комплектующие:
- дисковые ножи для продольного реза;
- устройство для нанесения плёнки;
- приводные двухопорные наматыватели;
- дополнительные секции для приёмных столов и прочие приспособления, необходимые для эффективной работы.
Преимущества линий поперечной резки металла
- Низкое энергопотребление;
- Высокая производительность;
- Универсальность в применении;
- Удобное управление, максимальный контроль;
- Долгий срок службы;
- Компактность, оптимальные габариты;
- Минимальное количество обслуживаемого персонала (1–2 человека);
- Широкий диапазон толщин перерабатываемого материала;
- Мобильность, взаимозаменяемость, свободная компоновка (узлы автономны и могут быть дополнены при необходимости);
- Отсутствие потребности в специальной подготовке помещения (станок можно установить просто на пол или разместить на строительной площадке в любом удобном месте).
Почему линии продольно-поперечной резки рулонного металла лучше покупать у нас?
- Большой опыт работы на рынке (с 1998 года);
- Возможность изготовления станков по индивидуальному заказу;
- Оперативная обработка заявки;
- Фирменная гарантия и квалифицированное сервисное обслуживание;
- Организация доставки по России.
Читайте также: