Литье металлов литье по выплавляемым моделям
Обновлено: 18.05.2024
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Я решил попробовать научиться лить металл дома, когда встретил в сети упоминания карборундового тигля, способного расплавить алюминий и бронзу в СВЧ печи.
Описание процесса и результаты попыток кратко изложу в этой статье.

Изготовление мастер-модели
Модели я печатал из PLA - самого легкоплавкого пластика из имевшихся под рукой. Сопло 0.4-0.6, слой 0.1-0.2, заполнение 30%, в общем, всё как обычно.
В качестве моделей взял стандартные "кораблик" и "кубик", к которым прилепил литники из воска от сыра.
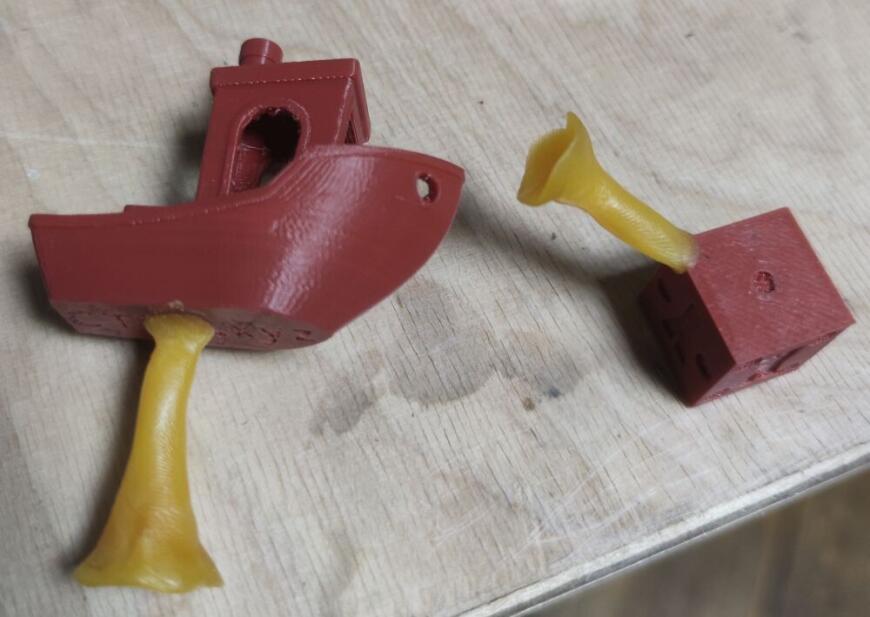
И начерченный в CAD-e барашек для крана автоклава взамен потерянного (у него литники сделал прямо при моделировании - правда, они сразу отломались, пришлось зажигалкой приклеивать).
Изготовление литьевой формы
В целом, есть два способа изготовить форму. Можно сделать по модели форму из нескольких частей, потом вынуть из формы модель, собрать форму обратно и залить в неё металл.
Можно сделать монолитную форму, потом вытопить из неё модель и залить металл в образовавшуюся полость. Первый вариант не портит модель и позволяет использовать форму несколько раз, второй - проще технически и позволяет делать модели сложной формы. Для разового литья по распечатываемым моделям разумно использовать выплавляемые формы, что я и сделал.
Что касается материала для формы, то есть три типа популярных смесей, песок + глина, песок + жидкое стекло и смеси на основе гипса.
Смеси на основе гипса легки в изготовлении, но их нужно прокаливать при 700 градусов Цельсия, чтобы избавиться от химически связанной воды. Дома, естественно, хотелось минимизировать работу с высокими температурами, поэтому гипс я отмёл.
Смеси на основе глины удобны многоразовостью материала и быстротой прототипирования - но, судя по рассказам, крайне прихотливы. К тому же их обычно используют во влажном виде, что не применимо к методу выплавляемых моделей.
Поэтому я остановился на смесях на основе жидкого стекла. Их рекомендуемый состав - смесь песок : жидкое стекло в соотношении 100 : (7-10). Впрочем, у меня они, почему-то, получались при таком соотношении слишком сыпучими, так что я брал жидкого стекла чуть больше.
Жидкое стекло использовал первое попавшееся в магазине.
Песок, судя по рассказам, лучше брать карьерный, но для составов с жидким стеклом это не так важно; я взял речной, фракцию "менее 0.25 мм" (облепливал ею модель) и "0.25-0.5 мм" (делал из неё периферические части формы). Но не думаю, что это очень важно, подозреваю, что песок, просто просеянный через сито для муки, даст почти тот же результат.
Забив внутренние части модели смесью и по возможности облепив ею снаружи, я засыпал на дно подходящей конической баночки смесь, укладывал на неё модель и забивал смесью все свободное место.
В общем, на модели объёмом порядка 10-20 мл уходило 300-600 граммов просеянного песка.
Сушка и выплавление формы
Для сушки я использовал электрическую духовку в режиме обдува горячим воздухом.
Сначала я подсушивал форму прямо в баночке при 70*С - так, чтобы образовалась сухая корочка и форму можно было перевернуть. Это занимало где-то час.
Потом я переворачивал форму и снимал пластмассовую баночку, в которой делал форму.
В таком виде сушил ночь - но, если честно, подозреваю, что этот этап можно пропустить.
Затем подстилал на дно фольгу, поднимал температуру до 250, и вытапливал PLA в течении целого дня. Учтите, что обдув горячим воздухом приводит к тому, что капли PLA падают отнюдь не вертикально, поэтому фольга должна быть не только прямо под формой, но и по всему дну.

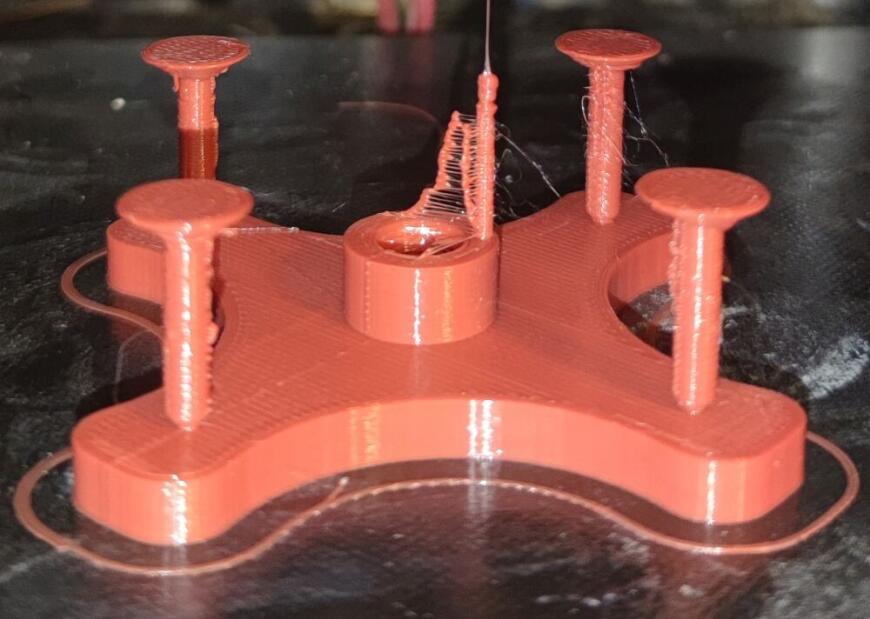
Вот так выглядят формы после выплавления:

Требуемый объём металла легко увидеть в слайсере, если задать нарезку модели со 100% заполнением. Плотность бронзы около 9 г/мл, алюминия - около 3 г/мл. На самом деле, поменьше, но ведь ещё запас на литник нужен, на окисление при плавлении, и так далее.
На алюминий я распустил литой корпус старого прибора, надпилил его реноватором и разломал на подходящие кусочки парой газовых ключей.
Бронзу марки БРОФ7-0.25 приобрёл на Авито в виде стружки. Сразу говорю, это была плохая идея, у бронзовой стружки очень низкая насыпная плотность, её влезает в тигель хорошо если десяток-другой граммов, она пружинит, а не прессуется.
Проводилась в соответствии с инструкцией изготовителя тигля.
Размеры тигля - примерно 45 мм внутренний диаметр и примерно 35 мм высота. Теоретически это даёт объём около 50 мл. Но полностью использовать объём можно, только заложив в тигель заготовку, точно выточенную под объём тигля; на практике, если использовать обычные куски металла, влезает около 25-30 мл. Вот тигель, полный алюминия - даже с небольшой горкой над уровнем тигля; это примерно 70 граммов, то есть 25 мл:

Алюминий расплавился довольно быстро (примерно, за 10 минут), а вот бронзовая стружка пыталась расплавиться около получаса - после чего СВЧ печь издала странный звук и больше ничего плавить не захотела. Изучение проблемы показало, что в печке сгорели высоковольтные конденсатор и предохранитель. Я их, конечно, поменял - но решил, что это знак свыше, и больше бронзу плавить не пытался.
К сожалению, как раз перед сгоранием печи бронза всё-таки почти расплавилась, и легла блином на дно тигля. Как я уже сказал больше бронзу я плавить не стал, так что пользовался тиглем с бронзовым блином на дне.

Вот так выглядят формы, в которые уже залит металл:

Чистка отливок. Результат.
Большая часть формы легко осыпалась после нескольких ударов молотком, но то, что прилегало непосредственно к модели, слегка окаменело, и эти остатки пришлось очищать стальной иглой.
Кораблик после отбвивания молотком основной части формы, но до чистки иглой:

В общем, результат получился лучше, чем я рассчитывал, учитывая все прелести алюминия, хотя местами, конечно, наблюдается непролив.
Обзорное фото результатов вы видели в начале статьи. Вот оно ещё раз.
Видно, что кубик и кораблик, в целом, получились похожими на модель, но не идеально пролитые. А вот ручка вышла откровенно плохо: я сделал слишком тонкие литники, и алюминий просто не затёк в форму.
Дно корабля, слом литника. Видно, что структура зернистая, с полостями:

Кораблик спереди. Видны непроливы:

Крыша кораблика. Видна слоистость печати принтера (0.1 мм слои):

0. Всё нижеперечисленное - мои выводы на основе минимального опыта.
1. Литьё небольших деталей можно организовать на обычной кухне с минимальным набором специально докупленных вещей.
2. Отливать можно детали из алюминия. Теоретически можно и из бронзы, но на пределе возможностей микроволновки.
3. Отливать можно детали объёмом где-то до 20-25 мл.
4. Для литья по выплавляемым моделям подходят модели из PLA.
5. Теоретически, можно печатать слоем 0.1 мл, но, на практике, 0.2 мм обычно достаточно.
6. В качестве формовочной массы подходит смесь песка с жидким стеклом (7-15%).
7. Песок можно брать обычный речной, фракция "менее 0.5 мм" достаточна, хотя для более тонкого литья можно попытаться взять фракцию "менее 0.25 мм".
8. Выплавлять модель можно несколько часов, при температуре около 250 градусов Цельсия.
9. При литье из алюминия стабильно получаются элементы толщиной больше 2-3 мм.
10. В частности, литники желательно делать толщиной 4-5 мм.
11. Не забывайте о технике безопасности при литье. Надевайте перчатки, хлопковую или кожаную одежду с длинными рукавами и штанинами, ботинки.
Подпишитесь на автора
Модели для литья
Существует множество методов обработки металла и получения из него различных видов деталей. Но среди множества способов не всегда можно получить изделие требуемой формы и размеров с использованием токарно-фрезерного или штамповочного оборудования.

Литье по выплавляемым моделям
В таком случае инженеры прибегают к помощи литья, в том числе и по выплавляемым моделям.
Техпроцесс литья по выплавляемым моделям
Технология литья по выплавляемым моделям состоит из нескольких этапов:
- Создание модели для литья.
- Получение формы с изготовленной модели.
- Получение литейной формы.
- Изготовление готовой отливки.

Литье титана по выплавляемым моделям
Создание модели
Для изготовления первичной формы применяют материалы, обладающие низкой температурой плавления. Чаще всего применяют парафины, воск и пр. То есть те вещества температура плавления не превышает 100 градусов, например, состав ПС 70 – 30. При такой температуре парафин в состоянии всю изложницу. Так, называют деталь, в которой изготавливают литейную форму.
После того как модель обрела необходимую твердость можно приступать к изготовлению литейной формы. Для этого используют состав, выполненный на основании керамики. Форма должна иметь определенную стойкость к температурным воздействиям. Для этого, на поверхность модели наносят песок мелкой фракции, для повышения характеристик формы в песок добавляют цирконий.

Песок мелкой фракции
Процесс нанесения песка может повторяться от 3 до 7 раз. Оптимальная толщина такого покрытия может составлять порядка 7 мм.
На этом этапе необходимо обеспечить выполнение следующих условий:
- Распределение состава по поверхности модели должно быть равномерным.
- Нельзя допускать появление внутренних пустот. Их наличие может привести к ошибкам в конфигурации отливки.
- Форма должна выдержать температуру, которая должна быть выше чем температура металлического расплава. Она должна находиться в диапазоне от 900 до 1200 градусов.
- После того как формирование будет прекращено, необходимо проделать отверстия, через которые будет происходить удаление парафина.
- По окончании всех работ, связанных с получением формы, ее помещают в печь. В ней происходит испарение парафина и происходит дополнительный дожиг формы.
Процесс получения отливки
Перед началом литья расплавленного металла по выплавляемым моделям необходимо форму прогреть до определенной температуры. Нагрев должен быть выполнен равномерно по всей форме.
Для литья выплавляемым моделям в форме необходимо заранее подготовить горловину заготовки. В ранее сформированную горловину заливают металл. Остывание должно происходить естественным путем. Принудительное остужение недопустимо.

Процесс литья по моделям
Через 5 – 6 часов по окончании отливки можно удалить оболочку. В заводских условиях для этого применяют вибрационный стол. После того деталь направляют на механическую обработку. То есть, отсекают литник, зачищают облой, если таковой имеется. Для этого применяют ручной и механизированный инструмент. Кстати, один из эффективных способов приведения детали в соответствии с требованиями конструкторской документации является пескоструйная обработка.
Область применения
Особенности этого технологического процесса позволяет его использовать и на крупных предприятиях, и в небольших мастерских, и в домашних условиях.
В промышленности, так исторически сложилось, что литье по выплавляемым моделям применяют в машиностроении, в частности, по этой технологии выполняют отливки корпусных деталей для продукции электротехнической промышленности, деталей судов, автомобилей.

Литье по выплавляемым моделям в машиностроение
Надо отметить, что такое широкое применение литья по такой технологии стали применять в промышленных масштабах относительно недавно. Это было связано с тем, что существовали определенные проблемы при получении формы. Их стало возможным решить после появления такого химиката, как этилсиликат. Его использование позволило допиться необходимых показателей по термической стойкости и вязкости материала.
Литье в керамические формы
Так, называют метод получения отливок в том числе и с крупными размерами, обладающих высокой точностью в одноразовых формах выполненных из керамики. Их изготавливают из подвижных смесей, используя для этого постоянную модель.
Модель после получения формы не утилизируют и ее можно использовать для получения новых форм.

Литье в керамические формы
В состав этой смеси входят огнестойкие порошки разной фракции, и растворов этилсиликата и огеливателя. После тщательного перемешивания ее выливают в заранее подготовленную оснастку. Там она затвердевает, пройдя через эластичное состояние. После выполнения этой операции форму снимают и отправляют в печь для прокаливания. Во время этого процесса происходит сгорание спиртовых паров и в результате этого в форме происходит формирование микротрещин. Металлический расплав заливают в холодную форму, но иногда, это определяет марка расплава, ее подогревают до 900 градусов Цельсия. Такой метод применяют для получения штампового инструмента, технологической прессовой оснастки, компонентов литейных форм и пр.
Существует несколько наименование литья в керамические формы – шоу-процесс, уникаст-процесс и керамкаст-процесс. Разница между первыми двумя заключается только во времени получения патента. Последний процесс, включает в себя элементы технологии первых двух.
Оболочковые формы для последнего процесса производят при помощи разъемных моделей с тонкими стенами, которые выполнены из искусственного каучука.
Керамическую оболочку выполняют точно так же, как и для литья по выплавляемым моделям. При сборке формы, эластичные детали просто вытягивают, а литники или выплавляют или выжигают.
Для изготовления стержней используют такой способ – в ящик для формовки стержней заливают суспензию и через некоторое время ее сливают. На поверхности ящика останется слой суспензии, засыпаемый огнеупором. Те частицы, которые не прилипли, удаляют из ящика. После чего, снова заливают суспензию и посыпают ее порошком. Эту операцию повторяют несколько раз до тех пор, пока стержень не получить необходимые размеры.

Литниково-питающая система при литье по выплавляемым моделям
Плотность отливок в первую очередь зависима от способа заливки и строения литниково–питающей системы. Учитывая то, что металлический расплав подают в разогретую форму, получение отливок высокого качества сопровождается рядом сложностей.
Во время заливки формы расплав должен заполнить полости, расположенные в форме равномерно, но при этом необходимо как-то компенсировать усадку, сопровождающую затвердевание металла. Эту задачу решают путем использования системы литников и прибылей, формируемых при изготовлении модели. Практика литейного дела представило множество знаний о системах подобного типа.
Все дело в том, что принципы, заложенные в технологию литья в песчаные формы во многом сходны с принципами литья по выплавляемым моделям.
Хранилище жидкого металла называют прибылью. Ее размещают так, чтобы была возможность компенсации объема металла, расходуемого на усадку. Прибыль должна быть размещена таким образом, чтобы металл оставался в жидком состоянии дольше, чем в рабочей части формы. То есть, прибыль служит для подпитки отливки во время ее затвердевания.

Миксер для временного хранения жидкого металла
Прибыль выполняют из тех же материалов, которые применяют для изготовления формы и поэтому она охлаждается так же как и другие части системы. Для обеспечения более позднего остывания прибыли изготовление моделей выполняют таким образом, чтобы, она остывала несколько медленнее. Для замедления процесса остывания иногда применяют материалы с меньшей теплопроводностью.
Изготовление моделей и модельные составы
Для того, чтобы изготовить модели применяют так называемые модельные составы. Их основу составляют смеси выполняемые на основе воска. Кроме этого, в состав добавляют полимеры, они улучшают механические свойства смесей. На некоторых производствах применяют мягкие составы. Они могут быть насыщены воздухом, для их упрочнения применяют полиэтилен или битум.
Модельные составы должны в полной мере отвечать следующим требованиям:
- Они должны обладать малой усадкой и не должны сильно расширяться под воздействием высоких температур.
- Постоянством твердости и прочностных характеристик.
- Определенной эластичностью.
- Возможность предельно точно повторять полость пресс-формы.
- Модельная смесь не должна прилипать к рабочим поверхностям формы и не должна оказывать коррозионного воздействия на них.
- Стойкостью к определенным химическим и физическим воздействиям.
- Смесь должна обладать хорошей стойкостью к окислению при разных температурах.
Изготовление пресс форм
Пресс-форма — это сложное инженерно-техническая конструкция, которая должна обеспечить качество получаемых отливок. По сути, это высокоточный инструмент, который состоит из нескольких частей, внутри которого имеются полости, куда поступает расплав.
Форму устанавливают в узле, в котором происходит смыкание литейной машины. При каждом смыкании в форму подается расплав, затем он выдерживается под определенным давлением и по прохождении заданного по технологии времени происходит размыкание. Остывшие отливки попадают в приемное устройство.
Этот инструмент проектируют и изготавливают в несколько этапов.
- Анализ технического задания. На этом этапе заказчик передает в распоряжение исполнителя технические требования на будущую форму. В числе требований должны быть данные об условиях эксплуатации, в частности, должны быть указанные данные о материале, из которого будут выполнять отливки, программу выпуска на месяц, квартал или год. Исходя из полученных данных, проектировщики выполняют расчет оптимальных характеристик формы. Кроме этого, заказчик должен передать в распоряжение изготовителя либо чертежи на планируемое к выпуску изделие или образец.
- На этапе проектирования проектировщики выполняют создание 3D-модели. Она поможет наглядно представить как она (форма) будет работать, как будет продвигаться материал. Современные программные средства позволяют смоделировать детальную работу всех узлов формы, температурные параметры и множество другой информации необходимой для создания рабочей документации. Следует отметить, что в распоряжении проектировщиков находятся программные средства, позволяющие повысить качество рабочей (конструкторской и технологической) документации, минимизировать ошибки и существенно ускорить процесс проектирования.
- Современные пресс-формы, по большей части производят на оборудовании, работающем под управлением компьютера. Это позволяет минимизировать участие человека в изготовлении элементов формы и соответствии сводит к нулю получение некондиционных изделий. Кстати, на серьезных производствах с успехом работают безбумажные технологии. То есть разработчик, после того, как спроектировал форму, с применением специальных программных комплексов в состоянии выполнить написание управляющих программ для станков с ЧПУ. После чего, она может быть отправлена на станок по заводской ЛВС.
- После производства опытной формы, заказчик проверяет качество полученной отливки и принимает решение о производстве серийной формы.
Для производства пресс-форм используют легированные и инструментальные сплавы. Их использование позволяет выпускать продукцию, которая может выдержать десятки тысяч смыканий-размыканий.
Готовые отливки
Изделия, получаемые при литье металлов можно разделить на несколько типов:
- Чушки, которые в дальнейшем будут использоваться для дальнейшей переплавки.
- Слитки, предназначенные для обработки давлением.
- Фасонные изделия, которые могут быть отправлены на дополнительную механическую обработку, необходимую для удаления литников, облоя.

Современные технологии литья металлов позволяют получать детали, которые не требуют дополнительной обработки.
Преимущества и недостатки литья по выплавляемым моделям
Такая технология литья отличается следующими достоинствами:
- Высокая точность получаемых отливок, это позволяет исключить или уменьшить количество механической обработки.
- Возможность получения отливок сложной конфигурации, в том числе и с тонкими стенками.

Преимущество метода — точность детали
Но, литье по формам обладает существенным недостатком, они довольно сложны в изготовлении, и обладают высокой стоимостью.
Технологии литья
Изготовление металлических изделий методом литья – это широко распространенный способ получения деталей сложной конфигурации без использования дорогостоящего оборудования. Производители используют различные технологии литья. Благодаря этому детали можно получить такой точности, что не требуется дальнейшая механическая обработка. Автоматизация и механизация технологического процесса позволяет поставить получение отливок на поток.

Для литья пригодны такие металлы и сплавы как:
- черные:
- сталь:
- конструкционная;
- легированная;
- серый;
- белый;
- половинчатый;
- цветные:
- медь:
- бронза;
- латунь;
- силумин;
- дюралюминий;
- редкоземельные;
- драгоценные.
Для получения деталей определенного качества разрабатываются новые сплавы с различным процентным содержанием компонентов. От их наличия и количества во многом зависит температура плавления и жидкотекучесть расплава.
Новая технология в литье – прогрессивный способ разливки. Позволяет снизить себестоимость продукции в отличие от конкурирующих предприятий. Кроме издревле известных способов литья в землю или песчано-глинистые формы, для увеличения количества отливок используются неразрушаемые металлические формы – кокили.
Кроме перечисленных способов применяются такие методы литья как:
- под давлением:
- избыточным;
- вакуумическим;
- выплавляемым;
- газифицируемым;
Для литья чугуна с невысоким показателем шероховатости поверхности используются песчано-глинистые формы. Разлив производится как в опочные формы, так и в безопочные.
Использование типа формы зависит от массовости получения отливок. Так, разовые формы разрушаются, чтобы извлечь отливку. Из-за невысокой прочности состава, формы, предназначенные для разлива под небольшим давлением, изготавливаются толстостенными. Благодаря введению специальных связывающих материалов, придающих дополнительную прочность, форма изготавливается небольшой толщины, но с использованием опоки.
Для цветного литья используются более прогрессивные технологии.
Литье алюминия из-за его низкой температуры плавления сопряжено с некоторыми трудностями. Если разлив производится в формы из металла, то под давлением и с использованием специальных смазок, чтобы исключить появление дефектов.
Для получения ровной наружной поверхности и точного размера на изделиях, имеющих форму вращения, не только из алюминиевых, но и из других сплавов, используется центробежное литье. Центробежные силы распределяют расплавленный металл по форме равномерно. К тому же из расплава удаляются излишки воздуха и газов. Далее ознакомимся с некоторыми технологическими способами литейного производства.
По газифицируемым моделям
Получение формы происходит за счет неизвлекаемой модели, и заливка металла производится в неразъемную форму. При этом модель получают из пенопласта вспениванием при высокой температуре. При литье металла в форму, пенопластовая модель полностью выгорает, освобождая внутренний объем.
Если модели для мелких деталей можно получить вспениванием состава, то крупные вырезают из склеенных плит. Резка производится вручную. Для этого используется нихромовая проволока. Поданное напряжение разогревает проволоку, что облегчает резку.
Также модель может вырезаться на фрезерных или гравировальных станках с числовым программным управлением по заданному алгоритму. Подготовленная модель красится и дополнительно покрывается термостойким составом.
Формовка при ЛГМ производится двумя методами. В первом случае для отливок несложных форм используются вибрационные столы, на которых происходит уплотнение формовочной смеси с использованием опок. Затем на опоку укладывается крышка и монтируется литниковый приемник.
Во втором случае, когда изделие имеет сложную геометрию, формовку проводят под вакуумом. Чтобы закрытая форма не разрушилась, она подвергается действию пониженного давления вплоть до окончания заливки. Значение вакуумического давления невелико – порядка 4-5 ГПа.
![Заготовки для литья по газифицируемым моделям]()
Заготовки для литья по газифицируемым моделям
Температура разливаемого металла значительно выше, чем начало газификации пенопласта (560 °С). Газы, выделяемые пенопластом, из формы легко удаляются вакуумной системой. При этом отсутствует задымленность рабочей зоны.
В качестве основного достоинства этого метода отмечают высокое качество отливок, которое можно получить литьем в обыкновенный или облицованный кокиль. Возможным это стало из-за того, что форма цельная.
![Литье по газифицируемым моделям]()
Литье по газифицируемым моделям
На современном этапе литье по выжигаемым моделям применяется для отливки:
- крупных и средних изделий на мелкосерийном производстве;
- заготовок со сложной конфигураций и весом до 50 кг, к которым предъявляются требования повышенной точности размеров, на среднесерийном и крупносерийном производстве.
Под давлением
Технология литья под давлением предполагает быструю подачу расплава в форму путем использования компрессорных или поршневых механизмов. Благодаря автоматизации процесса литье под давлением считается высокопроизводительным.
Таким способом можно получать детали:
- сложной геометрической формы;
- с достаточно тонкими стенками;
- высокой точности;
- с повышенной шероховатостью.
Способ литья под давлением применяется для получения деталей в автомобилестроении. Они получаются небольшого веса, достаточной прочности, что позволяет снизить общую массу агрегата.
Стоит отметить, что метод литья под высоким давлением имеет следующие достоинства:
- возможность получения размеров 9 класса и грубее;
- достигаемая шероховатость поверхности — 1,25 мкм;
- минимальная размер стенок — 0,6 мм;
- минимальным диаметром отверстий — 1 мм;
- формирование наружной резьбы;
- накатки, надписей на внешней стороне.
К недостаткам относят следующее:
- высока цена на сами формы;
- разлив металлов с низкой температурой плавления;
- повышенная вероятность образования внутренних дефектов в виде трещин и напряжений.
![Схема литья под давлением]()
Схема литья под давлением
Широкое использование литья алюминия под давлением обусловлено:
- малым значениями температуры в период кристаллизации;
- пластичностью сплава;
- хорошей жидкотекучестью;
- инертностью к химическим реакциям;
- невысоким объемом усадки.
Рассматривая способы технологию поделить следующим образом:
- камера прессования:
- горячая;
- холодная;
- горизонтальный;
- вертикальный;
- поршневой;
- компрессорный.
Протекание процесса
Расплав подается в специальную полость. Поршневым пальцем жидкий металл на большой скорости вгоняется во внутреннюю полость пресс-формы. После чего происходит охлаждение без снятия давления. После затвердевания пресс-форма разъединяется, и отливка извлекается. Для облегчения извлечения конструкция оборудуется толкателями.
В кокиль
При литье в кокиль, или в металлические формы, жидкий металл заливают свободно, то есть под действием гравитационных сил. Саму форму изготавливают разборной из двух частей, установленных на плиту. Для получения полостей и отверстий в предусмотренные канавки, в которые укладываются стержни. Для изготовления металлических форм используются стали и чугуны.
![Процесс отлива в кокиль]()
Процесс отлива в кокиль
Для удаления газов во время заливки предусматриваются вентиляционные каналы. Чтобы к внутренним поверхностям кокиля не прилипал расплав их облицовывают или красят огнеупорными составами. Толщина покрытия зависит от разливаемого металла и скорости его охлаждения. Перед покрытием полость формы очищается, а затем нагревается до температур 150 °С — 280 °С.
Особенности получения отливок:
- Из-за высокой теплопроводности сплавы в кокиле быстро остывают, поэтому сплавы с малой жидкотекучестью должны иметь максимальную толщину стенок. Высокая скорость остывания формирует мелкозернистую внутреннюю структуру.
- Металлическая форма неподатлива, поэтому в отливке отсутствуют дефекты, вызываемые остаточными деформациями, а также предотвращает усадку. Получаемая точность заготовок: стали и чугуны – 7-11 класс, цветные сплавы – 5-9 класс.
- Отсутствие пригара.
- Достигаемая шероховатость поверхности соответствует Rz = 40-10 мкм.
- Кокиль – газонепроницаемая конструкция. Вентиляционные каналы и огнеупорные покрытия не могут полностью отвести газы. В связи с этим газовые раковины – это частое явление.
- постоянные характеристики для получаемых отливок;
- возможность использования песчаных стержней;
- высокая производительность;
- малое количество производимых операций;
- чистая поверхность готовых изделий;
- механизация работ;
- невысокая квалификация работников.
- значительная стоимость формообразующей оснастки;
- ограниченная стойкость форм;
- быстрое остывание расплава.
В кокиль отливаются практически все металлы, но большинство отливок — это чугуны и литейные стали.
В землю
Литье в землю или в формы из смеси песка и глины — самый старый способ получения заготовок из расплавленного металла. Свыше 80% всего литья приходится на него. Отличается простотой и доступностью используемых материалов.
Из древесины изготавливаются модельный и литниковый комплект. После того как модель готова, замешивается формовочная смесь. В состав самой простой входят песок, кварц и глина.
![Технология литья в землю]()
Технология литья в землю
Формовка производится и вручную и на машинах. Ручное изготовление форм применяется при изготовлении разовых или нескольких отливок и считается непродуктивной. Формовка на машинах используется на автоматизированных литейных линиях. Литейные формы состоят из двух половин и являются одноразовыми. После заливки и охлаждения, формы разрушаются. Больше половины отработавшего материала возвращается на формовочную операцию после очищения и восстановления.
Прецизионное литье
Прецизионное литье, обладающее повышенной точностью, применяется уже не одно десятилетие. С его помощью можно изделиям придать любую форму и при этом не увеличивать затраты на производство.
Прецизионное литье металлов характеризуется тем, что отливки имеют:
- любую форму;
- высокую точность;
- минимальные припуски.
Данный способ литья используется при отливке мелких деталей весом от одного грамма до 10 кг.
Литье по выплавляемым моделям - технология
Издавна литьё по выплавляемым моделям пользовалось популярностью. С помощью данной технологии выливались пушки, колокола, античные скульптуры. Технологии сегодняшнего дня значительно усовершенствовались. Они дают возможность сделать детали, которые отличаются сложными конструкциями, малым весом, не требуют механической доработки.
![изделия при литье по выплавляемым моделям]()
Технология
Этот метод используется для производства изделий из разных сплавов. Обеспечивается показатель качества до ±0,005 мм на каждые 25 мм поверхности. Указанная точность позволяет изготавливать изделия, которые не требуют дополнительной обработки. Залог успешности технологического процесса в том, что модель производится из быстро плавящегося вещества. Используется парафин, воск, канифоль либо их смесь.
Технологический процесс состоит из действий:
- Производство модели:
- под модель берётся специальная форма из гипса, пластмассы, стали либо чугуна;
- в нее заливается вещество образующее модель;
- необходимо дождаться его полного застывания;
- после этого специальная форма открывается, восковая модель вынимается и помещается в емкость под прохладную воду.
- Сборка моделей в блоки:
- для производства качественного изделия модели собираются в простые и сложные блоки, в каждый из них может войти от 2 до 100 штук;
- для увеличения прочности в блочную конструкцию устанавливают алюминиевые стойки;
- их покрывают слоем модельного вещества до 25 мм;
- блочные конструкции объединяются в литниковую систему.
- Нанесение на модель огнестойкой оболочки:
- блок собранный из нескольких моделей помещается в емкость, где находится суспензия из керамики (кварцевая пыль, мелкие фракции шамота) и связывающего компонента (этилово силикатного раствора);
- на протяжении суток он сушится в естественной среде, это время можно сократить до 40 минут под воздействием аммиака;
- таким образом, на указанный блок поочередно наносится 46 слоёв огнезащитной оболочки, с тщательной просушкой каждого из них;
- завершенная модель в огнезащитной оболочке помещается в нагретую воду 90°С;
- за несколько минут модельное вещество растает и всплывет на поверхность воды, где оно собирается для следующего применения.
- Подготовление формы к заливке:
- пустая оболочка промывается в воде и сушится в шкафу на протяжении 2 часов при 200°С;
- сухая оболочка выставляется вертикально в жаростойкую опоку и по краям уплотняется кварцевым песком, помещается в печь на 2 часа при 950°С;
- в печи испаряется оставшаяся влага, остатки модельного состава выгорают, оболочка спекается с огнеупорным материалом, повышая прочность;
- расплавленный металл заливается в прокаленную горячую форму.
- Охлаждение отливки:
- после того, как отливка остыла - оболочка разрушается;
- изделие очищается от ее остатков, для чего поддается химической очистке;
- далее изделие промывается водой и подвергается окончательной сушке.
В итоге, оно подлежит для проведения термической обработки и снятия контрольных мерок. Таким образом изготавливаются отливки необходимого размера и конфигурации.
Литниково-питающая система при литье по выплавляемым моделям
Ее особенности заключаются в следующем:
1. Этот метод продолжительное время используется в литейном производстве, дает возможность делать сложные конструкции, упрощает процесс производства. Система состоит из:
- воронки для литья;
- опоры;
- питателей и зумпфа.
При заливке - струя делится в зумпфе, что уменьшает температурное воздействие. Это положительно влияет на качество отливки. Она применяется в машиностроении и других отраслях промышленности.
2. Могут проявиться следующие недостатки:
- гидродинамический удар способен создать трещины в керамической форме;
- увеличение струи литья может разрушить оболочку;
- завихрения струи могут спровоцировать отслоение элементов и их попадание в структуру готового изделия.
Для предотвращения этого разработано техническое решение по разделу струи горячего металла, что оберегает общую конструкции от преждевременного разрушения.
3. Правильное соотношение между преимуществами и недостатками такой конструкции при осуществлении литья понизит негативное воздействие на 40%. Для этого необходимо сделать следующее:
- модель производится из обычных материалов; на форму наносится определенное количество слоев, защищающих ее от температурного воздействия;
- каждый слой после нанесения должен высохнуть на 100%;
- в период заливки расплавленного металла плавно увеличивается струя.
Это все приводит к увеличению прочности оболочки и понижению воздействия на нее. Простое решение при литье по выплавляемым моделям приводит к использованию системы в промышленных масштабах. Что значительно удешевляет стоимость готовой продукции.
![технология литья]()
Изготовление выплавляемых моделей
Для этого применяются легкоплавкие составы, которые состоят из парафина, церезина, воска и других компонентов. Эти составы должны иметь свойства:
- температура плавки 60–81,6 °С;
- стабильная линейная усадка и расширение должны свестись к минимуму;
- хорошая текучесть материала;
- хорошая прочность и твердость в застывшем состоянии;
- не прилипать к поверхности, минимальное образование золы;
- не вступать в химические реакции с огнеупорными материалами пресс-формы; отсутствие вредных паров во время нагревания;
- многократное применение;
- малая стоимость комплектующих материалов.
Сущность заключается в том, что модельный материал должен собой заполнить все элементы формы и не допустить ее повреждения. А впоследствии, не нанеся ущерба вытечь из формы, освободив место для металлической заливки.
Операции получения отливки
Существуют особенности литья по выплавляемым моделям при производстве подобных изделий. К ним относятся:
- Расплавленный металл заливается равномерно и постепенно. Это даёт возможность сделать выплавляемые детали с гладким и точным покрытием, которое не будет нуждаться в механической доработке.
- Литьё должно иметь необходимую температуру, для каждого материала она разная.
- Время заливки расплавленного состава будет зависеть от сложности будущей конструкции. Важно это делать постепенно, однако не затягивать процесс слишком долго.
- Чтобы выплавить качественное изделие необходимо осознавать, что тонкие детали кристаллизуются и остывают быстрее чем массивные элементы.
- Чтобы литьё остывало равномерно, форму оснащают специальным теплообменником в виде элементов с повышенной проводимостью тепла. Это может быть чугун либо графит.
- При охлаждении литьё передает свою температуру на форму неравномерно, на ее внутренней стороне температура не отличается от остывающей заготовки.
- Выбивка выплавляемой продукции производится после окончания процесса кристаллизации и полного остывания. Спешка может негативно сказаться на качестве изделия.
Благодаря выплавляемым моделям есть возможность сделать своими силами деталь любой сложности. Это дает возможность усовершенствовать производство необходимых предметов.
Плюсы и минусы процесса
Литьё по выплавляемым моделям имеет свои преимущества:
- отсутствие разъема в форме приводит к повышению точности литья;
- простота действий и дешевизна рабочего процесса;
- возможность сделать огромное разнообразие форм для отливки;
- широкий диапазон размеров и массы отливок;
- дает возможность получить сложные конструкции из любых сплавов;
- высокая точность изделия и чистота поверхностного слоя может исключить необходимость последующей механической обработки;
- оболочка легко разрушается;
- отливки хорошо очищаются от ее остатков.
Присутствуют и недостатки:
- требует осторожности в ходе проведения технологического процесса литья;
- длительность рабочего процесса подготовки формы;
- данное производство является рентабельным только при его массовом применении;
- необходимость проветривания в помещении;
- следует строго придерживаться технике безопасности;
- работа с расплавленным металлом требует особого внимания.
Как видим, литьё по выплавляемым моделям обладает достаточным количеством преимуществ, по этой причине оно широко применяется в различных отраслях машиностроения.
Цеха для литья по выплавляемым моделям находятся во многих самодостаточных заводах. Это позволяет делать качественные детали с большой точностью в короткие сроки, экономя денежные средства.
Читайте также:






