Маркер термостойкий для металла
Обновлено: 17.05.2024
Изготовление промышленных изделий из металлов - это многоступенчатый процесс, включающий различные технологические операции: резка, обработка, сварка, и т.п., конечной целью которого является получение изделия с заданными техническими характеристиками. Во время движения от одного технологического участка к другому партии деталей проходят через разные руки, например, от резчиков металла к сварщикам.
Чтобы процесс изготовления был чётко организованным и не имел сбоев, важно правильно идентифицировать все детали. При изготовлении промышленных изделий из металлов нет места для ошибок. Например, резчик готовит заготовки из металла, которые затем поступают на участок сварки. Когда заготовки поступают к сварщику, любые ошибки в размерах или форме заготовки однозначно приводят к тому, что работа должна быть остановлена и начата снова. При изготовлении промышленных изделий металлов, особенно на начальных этапах, важны точность и ещё раз - точность.
Итак, как избежать ошибок?

Компании-производители продукции из металла тратят достаточное количество времени и средств, на поиски и приобретение основных инструментов и оборудования – сварочного оборудования, отрезного инструмента и т.д. Тем не менее, очень часто забывают или не придают должного внимания, выбору одного из самых важных инструментов, необходимых при обработке металла - маркировочному инструменту, маркерам. Пренебрежение экспертным мнением при выборе надлежащих промышленных маркеров для обработки металла может привести к убыткам из-за потери времени и непредусмотренному увеличению брака, поскольку маркировка тем «что было под рукой» становится размытой или неразборчивой при написании на грязной или грубой поверхности металлических заготовок или изделий.

1. Какие маркеры должны применяться при изготовлении промышленных изделий из металлов?
В сильно изменяющейся промышленной среде промышленные маркеры для металлов должны работать на различных поверхностях разных – будь то чистая и ровная, или грубая, ржавая и замасленная. Идеальный маркер для металлов должен без проблем переходить от маркировки металлических поверхностей к маркировке стекла, пластика, керамики и даже деревянных поверхностей.
1.1. Маркеры на основе жидкой краски
Промышленные маркеры на основе жидкой краски производятся с красящим веществом в виде красителя или пигмента. При производстве маркеров для нанесения долговременной маркировки, красящим веществом, как правило, являются пигменты, в силу их стойкости к воздействию водой и некоторым растворителям.
Для обеспечения беспрерывной подачи красящего вещества из корпуса-резервуара наконечники маркеров изготавливают из износостойкого фетра (или войлока) или применяют металлические шарики (аналог шариковых ручек). Это гарантирует получение насыщенных и ярких меток.

Специально разработанные формулы краски для каждого промышленного маркера позволяют наносить маркировку, которая не смазывается и не растекается даже на вертикальных поверхностях.
Промышленные маркеры на основе жидкой краски способны выдерживать экстремально высокие температуры, что является обычным внешним фактором во время процесса изготовления изделий из металлов.

Ведущие производители промышленных маркеров уделяют большое внимание дизайну маркеров и используемым в производстве корпусов материалов – это является залогом длительной и надёжной работы маркеров в жёстких условиях промышленной среды и гарантией минимизации расходов потребителей маркеров.
Постоянно совершенствуемые (и всё более жёсткие) требования к охране труда и обеспечению экологической безопасности во всех отраслях промышленности требуют от производителей маркеров исключить из состава краски вещества, опасные для здоровья человека и окружающей среды. Одним из таких веществ является ксилол - высокотоксичный растворитель, чаще всего применяемый при производстве промышленных маркеров на основе жидкой краски. При выборе маркера уточните у поставщика – входит ли ксилол в состав краски, и взвесьте все, связанные с применением маркера, риски.
1.2. Маркеры на основе твёрдой краски
Промышленный маркер на основе твердой краски - это универсальный и эффективный продукт из высококачественной спрессованной краски в форме удобного маркера-карандаша. Маркеры на основе твёрдой краски не требуют сменных наконечников, заточки или предварительной грунтовки маркируемой поверхности.
Обладая общими и конкретными, для каждого маркера, свойствами промышленные маркеры на основе твёрдой краски успешно применяются для решения многочисленных задач по маркировке, включая маркировку на грубых, ржавых, замасленных или влажных металлах.

Промышленный маркер на основе твёрдой краски – идеальный продукт при выполнении почти всех операций по обработке металлов.
1.3. Маркеры на основе чернил
Способность наносить быстросохнущую маркировку практически на любом материале, делает маркеры на основе чернил универсальным, и одним из самых часто используемых, средством ручной маркировки.
Применяемые в маркерах быстросохнущие чернила безопасны как для человека, так и для любого маркируемого материала.

Промышленные маркеры на основе чернил ведущих производителей отличает прочная конструкция и долговечные и водостойкие чернила. Сверхпрочные наконечники (круглые или скошенные) исключают растекание чернил, обеспечивая длительный срок службы маркера и точность маркировки.
1.4. Сварочные карандаши и мелки из природного стеатита
Так как отметки на металле при выполнении газовой резки или сварки находятся практически в зоне сварочной дуге или пламени горелки, то используемые маркеры должны гарантировать очень высокую термостойкость (до 2 000 С) отметок в течение всего времени выполнения операции (сварки или резки) - нанесённые отметки должны быть чёткими, не должны выгорать и должны быть хорошо различимы через светофильтр маски сварщика или защитные очки.
Карандаши и мелки сварщика должны гарантировать нанесение меток на грубые, влажные или замасленные поверхности, в том числе - на вертикальные.

Разметка должна обладать стойкостью к воздействию атмосферных осадков. Важное требование к составу краски карандашей и мелков сварщиков - отсутствие загрязнения сварочного шва.
1.5. Кислотные маркеры
Маркировка металлов и сплавов методом химического травления возникает за счет получения контрастного изображения насыщенного тёмно-серого цвета, являющегося результатом анодного окисления поверхности изделия в месте контакта металла с кислотой, при не полном удалении продуктов реакции.
Маркировка металлов травлением является дешёвым, эффективным и безопасным методом получения высококонтрастной и достаточно долговечной маркировки на изделиях, изготовленных из различных марок сталей, цветных металлов и сплавов.

2. Что означает «низкая коррозия», «низкий хлорид», «низкий галоген»?
Почему так важно использовать маркеры с маркировкой «низкая коррозия»?
Ряд отраслей промышленности продолжает использовать нержавеющую сталь в силу её коррозионной стойкости, но, входящие в состав маркеров химические соединения могут вызвать коррозию нержавеющей стали. К таким отраслям относятся: атомная энергетика, нефтепереработка, аэрокосмическая, судостроение, военное производство, производство продуктов питания.
Нежелательная коррозия может привести к загрязнению, повреждению и отказам критически важного оборудования, что, в свою очередь, станет источником опасности для здоровья персонала и окружающей среды.
Некоторые маркеры содержат высокоактивные химические соединения, такие как хлориды, галогены, серы и металлы с низкой температурой плавления, которые часто встречаются в маркерах и лакокрасочной продукции, могут способствовать нежелательной коррозии, деградации, точечной коррозии и к ослаблению чувствительных к коррозии материалов.
Каково определение маркера с низким коррозионным воздействием?
Несмотря на отсутствие национальных или международных стандартов, которые определяют низкую коррозию в отношении промышленных маркеров, общим допустимым порогом для маркеров с низким коррозионным воздействием являются следующие цифры, показывающее содержание вызывающих коррозию веществ в ppm (частях на миллион):
- Менее 200 ppm хлоридов и общего количества галогенов
- Менее 250 ppm каждого металла с низкой температурой плавления (включая: сурьму, висмут, кадмий, свинец, ртуть, фосфор, олово, цинк, медь, серебро)
- Менее 250 ppm серы

В некоторых отраслях существуют ещё более строгие ограничения на предельное содержание указанных выше веществ. Поэтому, для применения в этих отраслях, каждая партия маркеров должна иметь специальную маркировку, гарантирующую её прослеживаемость, а маркеры должны быть сертифицированы в соответствия с требованиями, разработанными для конкретной отрасли.
Надписи «Низкая коррозия» и «Низкий хлорид»/«Низкий галоген» - в чём разница?
Чтобы бы в полной мере соответствовать заявлению производителя - «Низкая коррозия» («Low Corrosion»), промышленные маркеры должны иметь не только низкое содержание хлоридов, но также - низкое содержание других веществ, вызывающих коррозию нержавеющей стали: серы, фторидов, галогенов, металлов с низкой температурой плавления и т. д.
Некоторые маркеры, имеющие маркировку «Низкое содержание галогенов» («Low Halogen» ) и/или «Низкое содержание хлоридов» («Low Chloride»), имеют неприемлемо высокое содержание этих веществ, поэтому они не являются действительно маркерами с «низкой коррозией».
Профессиональные специальные маркеры
Маркеры компании Markal можно разделить на две больших категории.

Остановимся подробнее на специальных профессиональных маркерах.
1. Маркеры для сварщиков
Группа компаний La-Co Industries, выпускающая продукцию под брендами Markal, La-Co и Tempil предлагает своим клиентам широкую линейку специальных маркеров для разметки на металлических поверхностях, при монтажных работах, раскройке металла, изготовлении металлоконструкций, маркировки продукции. В зависимости от задач и требований производства, компания Markal предлагает несколько типов маркеров
1.1 Натуральный мыльный камень (мелок сварщика): FM.400, Soapstone Marker Flat и Soapstone Marker Round;

1.2. Специальные карандаши для разметки металла, маркировка хорошо видна через стекло и светофильтры сварочной маски: Silver Streak Welder Pencil и Red Riter Welder Pencil;

2. Маркеры для горячих поверхностей
Маркировка горячего металла является одной из сложнейших задач по маркировке. На данный момент существует несколько возможных способов маркировки горячего металла: штамповка или клеймение, лазерная маркировка, маркировка табличками и бирками, нанесение аэрозольной краски и маркировка краской. Компания Markal предлагает для решения данной задачи термостойкие маркеры способные выдерживать температуру до 2200 ° F (1204 ° C). Это наиболее простой и менее затратный способ маркировки таких изделий из металла, как: горячие слябы, блюмы, рулоны, листы, чушки, отливки, поковки, катушки или трубы.В ассортименте маркеров Markal термостойкие маркеры можно разделить по температуре эксплуатации и нанесения, а также по толщине маркера:

3. Термокарандаши
Термокарандаш - универсальное средство моментального определения температуры на поверхности металла в диапазоне от +38 0С до 1204 0С. При этом достигается высокая точность контроля – ± 1% в пределах температурного диапазона.
Термокарандаш представляет собой стержень, состоящий из лакополимерного композита. Стержень вмонтирован в металлический корпус, снабженный карманным держателем и фиксатором стержня. Материал стержня плавится при определенной температуре, называемой номиналом карандаша. Номинал указан на корпусе карандаша (посмотреть)

4. Кислотные маркеры
В результате поиска компанией Markal долговечных ручных средств маркировки по твердым поверхностям была разработана линейка кислотных маркеров. Данные маркираторы отличаются от других ручных средств маркировки безусловной стойкостью надписей и линий к агрессивным воздействиям внешней среды. SC. 862 и SC.865

5. Контроль резьбовых соединений
Security Check Paint Marker обеспечивает удобный визуальный метод наблюдения для идентификации вибрирующего ослабления или повреждения в муфте, болтах, крепежных и сборных деталях. Яркая хорошо заметная краска после высыхания функционирует как пломба, которая легко ломается при попытке откручивания или вскрытия. Специальная краска устойчива к воздействию УФ-лучей, атмосферных осадков, кислот, растворителей, тормозной жидкости, масел и бензина. Безопасна для большинства поверхностей за счет отсутствия в составе краски ксилола, и в то же время обеспечивает прекрасное сцепление с металлом. Идеально подходит для контроля резьбовых соединений в тормозных системах автомобилей и другой подвижной техники.

6. Маркеры для сканеров в деревообрабатывающей промышленности
Маркеры предназначены для работы на автоматических линиях по распиловке, раскряжевке и оторцовке древесины и пиломатериалов. Флуоресцентный карандаш оставляет яркую, четкую маркировку хорошо видимую оператором ленточнопильного станка или циркулярной пилы.

Основные задачи и применение - маркировка кабеля, маркировка пластиковых бирок, маркировка кембриков ПВХ, маркировка пластиковых трубопроводов и других изделий из пластика.
Предлагаем разобрать наиболее ярких представителей продукции Markal для маркировки по ржавому и грязному металлу.
Среди линейки промышленных маркеров Markal широко представлены маркеры для решения задач маркировки по бетону, кирпичу, различным грубым поверхностям.
Маркер с жидкой быстросохнущей краской, надпись которого светится ярко-синим цветом под ультрафиолетовой лампой.
Компания Markal производит маркеры для широкого промышленного применения, в их числе твёрдые маркеры.
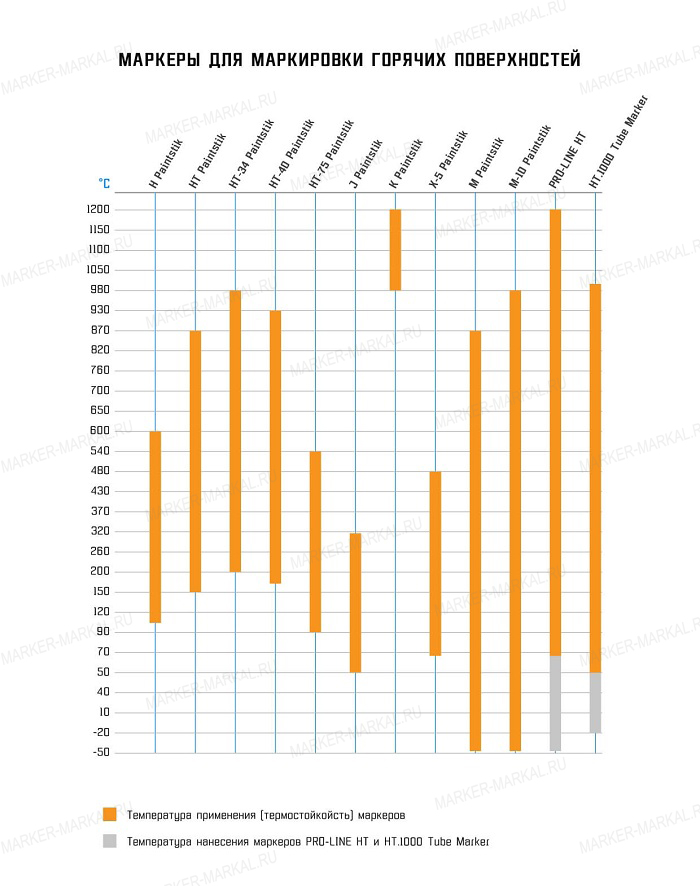
Маркеры MARKAL для маркировки горячего металла
Предприятия металлургического производства стремятся оптимизировать свои расходы в том числе за счет:
- повышения производительности производства с введением автоматизации процессов маркировки;
- устранения необходимости утилизации полуфабрикатов или готовых изделий из-за неправильной идентификации;
- отслеживания в производственном цикле как полуфабрикатов, так и готовой продукции;
- сокращения ошибок в учете движения полуфабрикатов на производстве.
При этом оперативность (актуальность), корректность и достоверность наносимой информации чрезвычайно важны для реализации эффективного управления металлургическим производством.
Из-за длительного производственного цикла и множества процессов транспортировки материалов и изделий необходимо идентифицировать нанесённую информацию на каждом этапе для управления запасами и логистики.
Наибольшая сложность при выполнении маркировки металлургической продукции состоит в том, что наносить ее часто требуется на полуфабрикаты, имеющие температуру в несколько сот градусов.

На крупных металлургических производствах задача маркировки полуфабрикатов и изделий готовой продукции, имеющих высокую температуру, автоматизирована полностью или частично на самых критических участках, что снижает уровень опасности для жизни персонала и исключает возникновение ошибок при нанесении маркировки.
ЦЕЛИ МАРКИРОВКИ:
Современное металлургическое производство предполагает множество этапов в производственном процессе. Даже при наличии автоматизированной системы маркировки горячих полуфабрикатов (после машины непрерывного литья заготовок, где температура изделий достигает 900….1 000 °С), существует ряд задач, требующих нанесения временной информации различного назначения на горячие и готовые изделия, как правило ручным способом:
- Контроль качества продукции. В первую очередь речь может идти о необходимости нанесения информации сотрудниками ОТК – отметки об обнаружении видимых дефектов горячего литья (слитки, блюмы, слябы) или горячего проката.
Принимая во внимание огромный ассортимент проката (всех видов: плоского, сортового, фасонного) и, нецелесообразность автоматизированной маркировки в процессе выборочной (или полной) оценки качества продукции, поиск эффективных и дешёвых средств маркировки становится особенно актуальной задачей. - Прочая информация на горячих полуфабрикатах и прокате. Это может быть информация технологического содержания – указания, информационные отметки и т.п., а также логистическая – информация о перемещении продукции в указанные в маркировке места временного хранения (с соответствующими комментариями).

РЕКОМЕНДУЕМЫЕ МАРКЕРЫ
Перед нанесением маркировки на горячие отливки или горячий прокат необходимо определить температуру металла на поверхности – для того, чтобы выбрать соответствующий маркер, который может быть рекомендован компанией Markal (производителем маркеров) для работы при требуемой температуре.
Для этого можно воспользоваться бесконтактным пирометром для дистанционного измерения температуры – безопасным и точным инструментальным средством.
Для маркировки горячих отливок и горячего проката компания Markal предлагает большой ассортимент своих продуктов, который включает:
- восемь маркеров на основе твёрдой краски, имеющих очень широкий температурный диапазон применения 49….1 204 °С и которые могут наноситься, в том числе, на грубые поверхности. Подробнее в разделе«Твердые маркеры для горячей поверхности»;
- два маркера на основе твёрдой краски, с термостойкостью маркировки до 982 °С; маркировка может наноситься на очень холодные изделия без их предварительного нагрева. Подробнее о маркерахMarkal M PaintstikиM-10 Paintstik;
- два маркера на основе жидкой краски, которые позволяют маркировать изделия, температура поверхности которых может достигать 1 200 °С; маркировка может наноситься на очень холодные изделия без их предварительного нагрева. Подробнее о маркерахMarkal Pro-Line HTиHT.1000.
Быстросохнущая износостойкая маркировка не растекается, не обугливается, сохраняет свой цвет, не отшелушивается и не трескается. Для выбора маркера предлагаем воспользоваться удобной диаграммой, на которой отражены температурные диапазоны применения маркеров, рекомендуемых компанией Markal для маркировки горячих металлов.
Нажмите на эту область, чтобы увидеть таблицу маркеров
МЕРЫ БЕЗОПАСНОСТИ
Тепловое излучение горячего металла является источником очень высокой опасности для здоровья и жизни персонала. Поэтому, при нанесении маркировки на горячие изделия, компания Markal настоятельно рекомендует использовать специальные держатели для маркеров. Подробную информацию о держателях маркеров можно найти в разделе «Держатели для маркеров».
2. Обработка металлов
Из всех видов обработки металлов, обработка горячих металлов является одной из самых распространённых ввиду её высокой эффективности и более высокой, чем в случае холодной обработки, производительности.

Ниже рассмотрены некоторые, наиболее часто применяемые в промышленности, виды обработки горячих металлов: термическая обработка, горячая обработка металлов давлением, сварка. Предложены эффективные продукты для решения задач маркировки.
2.1. Термическая обработка
Это совокупность операций нагрева, выдержки и охлаждения твёрдых металлических сплавов с целью получения заданных свойств за счёт изменения внутреннего строения и структуры. Термическая обработка используется либо в качестве промежуточной операции для улучшения обрабатываемости давлением, резанием, либо как окончательная операция технологического процесса, обеспечивающая заданный уровень свойств изделия.
Основными видами термической обработки являются: закалка, отжиг, отпуск, нормализация, старение.
Закалка металлов - вид термической обработки, заключающийся в их нагреве выше критической температуры, с последующим быстрым охлаждением. Один из наиболее часто применяемых способов закалки - сначала деталь закаливают в воде, а затем переносят её в масло. Такой вид закалки применяют для деталей сложной формы (метчики, сверла, фрезы и др.) из углеродистых сталей с целью избежать трещин и коробления. Обычно, температура закалки сталей не превышает 1 300 °С. Для снижения хрупкости и увеличения пластичности и вязкости после закалки применяют отпуск или искусственное старение. Температура отпуска сталей после закалки обычно не превышает 700 °С. Температура искусственного старения – как правило не выше 200 °С.
Отжиг - вид термической обработки, заключающийся в нагреве до определённой температуры, выдержке при этой температуре и последующем медленном охлаждении до комнатной температуры. Отжигу подвергают отливки, поковки, прокат, заготовки из углеродистой и легированной стали.
Нормализация стали по сравнению с отжигом является более коротким процессом термической обработки, а, следовательно, и более производительным. Поэтому углеродистые и низколегированные стали подвергают, как правило, не отжигу, а нормализации.
Цели отжига и нормализации - снижение твёрдости для облегчения механической обработки, улучшение микроструктуры и достижение большей однородности металла, снятие внутренних напряжений. Температура нагрева большинства сталей при отжиге и нормализации не превышает 1 000 °С.
ЦЕЛИ МАРКИРОВКИ: технологическая маркировка (указание важных данных для контроля качества процесса термообработки изделия), маркировка внутризаводской прослеживаемости изделий (временные идентификаторы изделий, и проч.)
РЕКОМЕНДУЕМЫЕ МАРКЕРЫ
При том, что существуют разные виды термической обработки металлов, общим для них является нагрев металлов до температуры, значительно превышающей температуру окружающего воздуха. Это делает невозможным применение дешёвых маркирующих средств типа – мелков, маркеров на спиртовой или водной основе и т.п., для получения хорошо видимой и стойкой к воздействию высокой температуры маркировки.
Для маркировки изделий, которые будут подвергаться термообработке, компания Markal предлагает большой ассортимент своих продуктов, который включает десять маркеров на основе твёрдой краски, и два маркера на основе жидкой краски, которые позволяют маркировать изделия, температура поверхности которых в процессе термообработки может достигать 1 200 °С. Быстросохнущая износостойкая маркировка не растекается, не обугливается, сохраняет свой цвет, не отшелушивается и не трескается.
Предлагаемые компанией Markal маркеры для горячих металлов можно условно разбить на две группы:
- Маркеры для металлов, подвергающихся немедленной закалке в двух жидких средах (вода и масло): M Paintstik и М-10 Paintstik.
Помимо очень высокой стойкости маркировки при погружении изделия в закалочные ванны, эти маркеры имеют очень широкий температурный диапазон применения (от -46 до 871 °С – для M Paintstik, от -46 до 982 °С – для М-10 Paintstik), что позволяет маркировать очень холодные изделия без их предварительного нагрева. - Маркеры для изделий, подвергающихся другим видам термической обработки - отжигу, отпуску, нормализации или старению: H Paintstik, HT Paintstik, HT-34 Paintstik, HT-40 Paintstik, HT-75 Paintstik, J Paintstik, K Paintstik, X-5 Paintstik, Pro-Line НТ, HT.1000 Tube Marker.
Для выбора маркера предлагаем воспользоваться удобной диаграммой, на которой отражены температурные диапазоны применения маркеров, рекомендуемых компанией Markal для маркировки горячих металлов.
2.2. Горячая обработка металлов давлением
Является основным видом обработки, включающем такие методы как:
- Ковку;
- Горячую прокатку;
- Горячую объёмную штамповку;
- Горячее волочение;
- Прессование.
К этому виду обработки металлов можно также отнести горячую гибку.
Горячая обработка металлов давлением в зоне установленных температур снижает сопротивление деформированию примерно в 10-15 раз по сравнению с обычным холодным состоянием. При горячей обработке металлов давлением необходимо соблюдать определенный температурный интервал, зависящий от вида и химического состава сплава.
Развивающийся технологический прогресс в области обработки металла давлением идет по пути достижения такой чистоты поверхности и точности деталей, которая позволяла бы подавать их на сборку без обработки резанием. Это возможно в том случае, когда применяемый материал имеет жёсткие допуски, а температура нагрева его выдерживается точно.
ЦЕЛИ МАРКИРОВКИ: технологическая маркировка (указание важных, для контроля качества процесса обработки изделия, данных), маркировка внутризаводской прослеживаемости изделий (временные идентификаторы изделий, и проч.).
2.3. Сварка металлов
Как один из видов обработки металлов, предполагает значительное термическое воздействие на свариваемые металлы, особенно – в зоне сварного шва и зоне термического влияния; даже вне пределов зоны термического влияния температура поверхности металлов может достигать нескольких сот градусов.
В случае необходимости предварительного подогрева металлов перед сваркой свариваемые детали могут нагреваться до температуры 400 °С.

Рис. 7. Предварительный подогрев с использованием термоиндикаторного карандаша Markal Thermomelt HEAT STIK
Помимо нагрева деталей в процессе предварительного подогрева или сварки, часто возникает необходимость термической обработки сваренных металлов для улучшения качества сварного соединения и близкой к нему зоны основного металла. Для этого сваренные металлы нагревают до определённой температуры (зависит от вида термообработки, но, как правило, не превышает 600-680°С) и медленно охлаждают. Всё это предъявляет очень высокие требования к термостойкости используемых средств маркировки свариваемых изделий.
ЦЕЛИ МАРКИРОВКИ: технологическая маркировка (указание важных для контроля качества сварки данных), маркировка внутризаводской прослеживаемости изделий (временные идентификаторы изделий, и проч.).
ВАЖНО: Несмотря на высокую термостойкость (до 2000 °С), долговечная маркировка металлических деталей специальными мелками на основе стеатита неприемлема в силу того, что легко удаляется и, соответственно, не может применяться для получения стойкой и долговечной маркировки общего назначения (например: нанесение информации об изделии, специальные пометки и т.п.). Для получения более долговечной маркировки предлагаем использовать специальные маркеры Markal.
Маркеры по металлу

Промышленный маркер краска Markal B Paintstik, 14 цветов

Термостойкий маркер мелок Markal M Paintstik, 4 цвета

Флуоресцентный маркер паста Markal F Paintstik, 4 цвета

Промышленный маркер краска Markal Paintstik Original B Hex, 2 цвета

Маркер-краска универсальный Markal Valve Action, 14 цветов

Маркер Markal Pro-Line HP для замасленных поверхностей, 14 цветов
Маркер краска термостойкий Markal Pro-Line HT, 4 цвета

Лаковый маркер промышленный Markal Markpaint, 9 цветов

Аэрозольный флуоресцентный маркер Soppec Ideal Spray, для строительства и геодезии, 7 цветов
Тальковый мелок Markal, плоский (127 х 13 х 5 мм)

Восковый самозатачивающийся карандаш Markal China Marker

Маркер с длинным наконечником Markal Dura-Ink 5 Needle Nose, 3 цв.
Нестираемый маркер Markal Dura-Ink 60

Нестираемый маркер с тонким наконечником Markal Dura Ink 15

Толстый перманентный маркер Markal Dura-Ink 200, 4 цвета

Тонкий маркер краска Markal Pro-Line Micro, 4 цвета

Промышленный маркер Markal Pro-line Fine, 7 цветов

Толстый маркер краска Markal PRO-MAX, 14 мм, 10 цветов

Карманный лаковый маркер Markal Pocket Paint Marker, 6 цветов
Флуоресцентный маркер-краска Markal Valve Action, 4 цвета

Невидимый маркер-краска Markal Valve Action UV
Маркер-краска для грубых поверхностей Markal Pro-Line XT, 12 цветов

Маркер краска Markal Pro-Line WP для мокрых поверхностей, 8 цветов

Маркер-паста Markal Quik Stik All Purpose, 8 цветов

Твёрдый маркер паста на основе краски Markal Quik Stik mini, 4 цвета

Маркер-паста Markal QUIK STIK+ O.S., для замасленных поверхностей

Твёрдый маркер промышленный Sakura Solid Marker XSC, 7 цветов

Маркер паста в металлической тубе Markal Stylmark, 9 цветов

Маркер в тубе Markal ST 2100 для нержавеющих сталей,6 цветов

Маркер краска с шариковым наконечником Markal Ball Paint, 7 цветов

Мелок для маркировки горячего металла Markal HT-34 Paintstik, белый

Маркер по горячим поверхностям Markal K Paintstik, белый
ООО «ОСК» — официальный дистрибьютор Markal ® , Artline ® , Soppec ® , Thermax ® . Только оригинальная продукция по лучшим ценам. Подтверждающие сертификаты от производителей.
Читайте также: