Материал ленточных пил по металлу
Обновлено: 18.05.2024
Эффективный раскрой металлических заготовок невозможно выполнить без применения специальной технологической оснастки – пильного полотна. В настоящее время на современном рынке металлообработки представлены ленточные пилы из углеродистых сталей, а также биметаллические (пружинная основа, зубья сделаны из быстрорежущей стали или твёрдого сплава). В зависимости от конструктивных особенностей и применяемых режимов резания рассматриваемая оснастка позволяет добиться высокой производительности и существенного снижения себестоимости выполнения требуемых технологических операций. На выходе получаются изделия, обладающие отличным качеством реза без каких-либо внешних дефектов.
Виды ленточных пил
Ленточные пилы, выполненные из высокоуглеродистой инструментальной стали высокого качества, позволяют осуществлять экономичную резку широкого спектра таких материалов, как легированная и нелегированная сталь (прочность на разрыв до 80 кПа/мм). Следует отметить, что по определённым эксплуатационным характеристикам рассматриваемые ленточнопильные полотна несколько уступают биметаллическим полотнам.
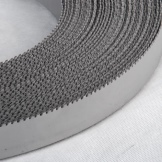
Биметаллическое полотно с зубом, выполненным из быстрорежущей стали, пользуются значительной популярностью и нередко применяется в качестве технологической оснастки в современных ленточнопильных станках. Режущая часть зубьев выполнена из быстрорежущей стали M42. Данная сталь отличается значительной твёрдостью (до 950 HV). Для создания основы пильного полотна специально подбиралась пружинная сталь, отличающаяся износостойкостью (устойчивостью даже к значительным эксплуатационным нагрузкам). Основа и режущие зубья соединены между собой посредством высокопрочного электронно-лучевого сварного соединения. Пила может применяться в тяжёлых производственных условиях. Новая конструкция пильного полотна с комбинированным шагом позволяет максимально качественно справляться с такими технологическими операциями, как резка труб, профилей, а также заготовок, обладающих переменным сечением. Благодаря переменному шагу зуба пилы существенно уменьшается вибрационная нагрузка на оборудование, повышается устойчивость и эффективность выполнения процесса резки заготовок переменного сечения.
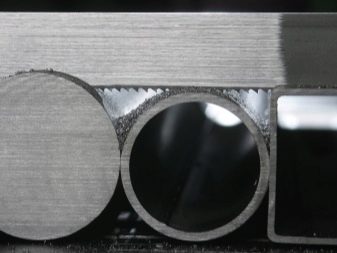
Когда требуется выполнить резку металла в трудных условиях, то целесообразным будет применение ленточнопильных полотен с твёрдосплавным зубом. Данная технологическая оснастка характерна для применения жёстких двухколонных ленточнопильных станках и с её помощью выполнение резания таких материалов, как чугунное литьё, неферромагнитные сплавы, редкоземельные металлы – простое и удобное занятие, не требующее много времени и усилий. Значительно снижается себестоимость разделительной резки. Конструктивно гнездо для фиксации твёрдосплавной пластины выполнено таким образом, что позволяет обеспечить высокую прочность её соединения с ленточнопильным полотном. Зубья пил обладают соответствующей разводкой, которая способна обеспечить требуемый зазор при выполнении пиления и удалении металлической стружки. Данные пилы используются только для резки сплошных сечений диаметром более 60 мм.
Технические параметры
В зависимости от формы заготовок и групп материалов необходимо в точном соответствии подбирать параметры ленточнопильного полотна. Обращайте внимание на шаг, форму и разводку зуба, а также на режимы работы ленточнопильного станка.
Число зубьев на дюйм (TPI) Число зубьев на дюйм определяет шаг зуба полотна и может изменяться от 1 до 32 для пил с постоянным шагом и от 10/14 до 0,75/1,25 для пил с переменным шагом зуба.
Постоянный шаг зубьев (Промышленные объемы резки заготовок сплошного сечения)
Переменный шаг зубьев (Минимальные вибрации, улучшенная чистота среза универсальность применения)
Разводка зубьев
Такой параметр, как разводка зубьев обозначает наклон или угол разворота зуба к плоскости пильного полотна. Позволяет обеспечить свободный ход полотна и кромки зуба. Ниже будут представлены основные типы разводок.
Стандартная (лево, право, прямой), для всех типов стали
Переменная (лево, право + зачистной), уменьшенный шум и вибрация
Волновая, для тонких материалов
Форма NORMAL (N). Зуб имеет передний угол 0°. Пилы с такой формой зуба предназначены для резки сплавов с высоким содержанием углерода (таких, например как чугун), для материалов с небольшим поперечным сечением и тонкостенных профилей и труб.
Форма HOOK (H). Зуб имеет передний угол 10°. Пилы с такой формой зуба предназначены для резки сплошных прутков, толстостенных труб из легированных сталей.
Форма RP. Зуб имеет передний угол 16°. Пилы с такой формой зуба предназначены для агрессивной резки сплошных прутков из высоколегированных сталей, трудно обрабатываемых металлов и цветных сплавов.
Форма MASTER. Зуб изготавливается в двух исполнениях по переднему углу 10° и 16°. Имеет продольно шлифованную фаску, что улучшает шероховатость обрабатываемой поверхности. Пилы с такой формой зуба предназначены для резки сплошных прутков из высоколегированных сталей.
Скорость ленточной пилы
Этот показатель зависит от материала заготовки (учитывайте к какой группе сталей и сплавов его можно отнести), а также технических особенностей применяемого оборудования. Важно знать размер заготовки – это позволяет правильно подобрать шаг зуба.
Скорость подачи ленточнопильного полотна
Каждый зуб ленточнопильного полотна должен выполнять срез металлической стружки заданной толщины. При таком подходе можно добиться оптимального качества реза. Подбор скорости подачи полотна выполняется в зависимости от рекомендаций производителей оборудования, а также с учётом типа стружки, которая будет получена при выполнении резки. Когда стружка тонкая или даже пылеобразная, то рекомендацией будет повысить скорость подачи полотна или снизить такой параметр, как скорость резания. Если стружка вьётся слабо, то режим пиления выбран точно и правильно. Толстая стружка указывает на то, что скорость подачи пильного полотна чрезмерно высокая.
Выбираем полотно для ленточной пилы по металлу
Полотно для ленточной пилы является ключевым элементом, который определяет качество реза и возможности станка. Материал данной статьи поможет читателю определиться с выбором ленты по металлу и подскажет, на что стоит обратить внимание при покупке.
Что это?
Полотном для ленточной пилы по металлу называют гибкое режущее лезвие в форме кольца, которое может иметь зубья разного типа. Именно они и играют ключевую роль в выборе данного элемента ленточнопильного станка. Полотно используют для резки в металлообработке. При этом применяют его как на бытовом, так и на промышленном оборудовании.


Что нужно знать?
Ленточнопильное полотно отличается такими критериями, как материал, из которого оно изготовлено, форма зубьев, вариант разводки. Саму ленту изготавливают из высокоуглеродистой стали монолитного типа либо биметаллического сплава. Стальные изделия, характеризующиеся сопротивлением на разрыв до 80 МПа, применяют при распиле цветного металла, заготовок из стали и чугуна. Такие полотна используют на агрегатах консольного и одностоечного вида профессионального и полупрофессионального назначения.
Биметаллические ленты используют на высокомощном двухстоечном оборудовании. Такие изделия отличаются сложностью конструкции, имеют гибкую ленту из пружинной стали с зубами из быстрорежущей стали. Твердость таких полотен составляет примерно 950 HV. Их зубцы располагаются в гнездах и закрепляются посредством электронно-лучевого паяния. Эти варианты подходят для реза сплошных заготовок, справляются с чугуном и сталью самых твердых сплавов.

Одной из задач покупателя является правильный выбор разводки и формы зубьев. Это позволит использовать твердосплавные полотна ленточнопильного оборудования при работе с нержавейкой.
Если говорить конкретнее, для реза высокоуглеродистой стали нужно брать полотна из композитных сплавов марки М-51. Для средне- и низкоуглеродистых подойдут ленты биметаллического типа М-42. SP нужно брать, когда планируется продолжительная работа с жаростойкой сталью. Варианты ТСТ подойдут для работы с заготовками из титана и никеля.



Критерии выбора
Нет универсального изделия, которое сможет удовлетворить все запросы покупателя. Поэтому при покупке придется обращать внимание на ряд моментов. Например, ширину нужно подбирать исходя из типа работ. Она варьируется в диапазоне 14-80 мм. Стандартом принято считать модели на 31-41 мм. Чтобы не запутаться, можно обратиться к инструкции имеющегося станка. Как правило, в ней всегда указываются основные характеристики нужного полотна. Следуя конкретным параметрам, можно приобрести правильный вариант, благодаря которому станок будет работать высокопроизводительно.


Тип зубьев
Зубцы режущей ленты имеют особое расположение. Оно не прямое, а отклоненное в стороны от плоскости основной ленты. Вид такого расположения называют разводкой, которая бывает разной. На сегодняшний день она делится на три типа: прямую, волнообразную и чередование.
Поочередное отклонение зубьев в правую и левую стороны позволяет обеспечить более широкую форму реза. При этом исключается застревание ленты в обрабатываемой заготовке. Чаще сегодня покупают полотна, у которых разводка такова:
- направо, прямо, налево;
- направо, налево по очереди;
- волной с изменением угла наклона зуба.
Полотна первого типа применяют в работе с пакетами сплошных заготовок, труб и профилей. Второй вариант считается универсальным, однако, как показывает практика, лучше он показывает себя в работе с мягкими металлами. Третий тип разводки применяют в работе с тонкостенными трубами и малыми размерами заготовок.
Форма
Форма зубьев у ленточных полотен также разнится. Разработанные стандартные решения позволяют выбрать вариант с учетом потребностей покупателя.
- Кромка с зубьями NORMAL располагается по направлению вверх относительно полотна. У данной формы не наклонена фаска, используют ее при резке деталей из высокоуглеродистой стали.
- HOOK имеет фронтальный наклон 10 градусов. Резать такими зубьями можно сплошные прутья разного сечения, выполненные из легированной стали. Также данным полотном можно резать толстостенные заготовки.
- Вариант RP характеризуется наклоном режущей кромки 16 градусов. Полотна с такой формой зубьев покупают для работы с цветными сплавами. Также можно использовать такую ленту для реза труднообрабатываемого сплава.
- Форма MASTER считается универсальной и наиболее распространенной. Ее наклон фаски может составлять 10 и 15 градусов, здесь же имеется шлифовка продольной кромки, что позволяет снизить шероховатость обработанного края.



Полотна для ленточнопильных станков по металлу могут различаться и количеством зубьев. Выбор шага напрямую влияет на качество реза. При постоянном шаге число зубьев может составлять от 2 до 32 на 1 дюйм. При этом чем больше их количество, тем меньшей должна быть толщина резки заготовки. В аналогах с переменным шагом количество зубьев варьируется в диапазоне от 2 до 14 на 1 дюйм. Выбор правильного шага зуба подбирают с учетом толщины стенок труб и профилей, с которыми придется работать в дальнейшем.
Скорость реза
Режим резки будет зависеть от разных показателей. Одним из них является обрабатываемый материал. Придется учитывать группу стали и сплав, а также размер самой детали и шаг зубьев. Здесь же придется выбирать конкретную торговую марку, поскольку этот фактор тоже определяет качество и эффективность полотна.
Скорость вращения лент неодинакова, при покупке продавцы укажут на это. Важно определиться и со скоростью подачи ленточного полотна, так как в идеале каждый зуб пилы должен срезать стружку конкретной толщины. У каждого станка своя заданная скорость, а потому подбирать нужное значение придется исходя из этого. Конечно, можно пойти экспериментальным путем, купить ленту и смотреть на ее эффективность уже по стружкам. Однако лучше изначально подбирать нужный вариант, ведь от этого напрямую зависит качество выполняемой работы. Кроме того, важно понимать, что производительность полотна и ее ресурс не бесконечны.
При покупке нужно опираться на рекомендации фирм, выпускающих данную категорию товаров. Также можно воспользоваться таблицами скорости и производительности. Несмотря на то что в них указывают усредненные значения, а реальные параметры могут немного отличаться, это лучше, чем идти методом экспериментального подбора.
Скорость вращения ленты и подача считаются ключевыми критериями. Опираясь на них, подбирают модификации полотен, шаг зубьев, разводку.
Советы по эксплуатации
Чтобы оборудование работало наиболее эффективно, оно должно быть устойчивым. Для этого его выравнивают в горизонтальной плоскости. Напряжение и ток сети питания нужно соотносить с рабочим напряжением и током станка. Перед эксплуатацией важно проверить направление вращения ленточной пилы. Кроме того, необходим визуальный осмотр оборудования на предмет повреждений. Иногда приходится натягивать ленту, руководствуясь инструкцией изготовителя.
Агрегат запускают и выполняют цикл резания без материала. В это время обращают внимание на функциональность станка, плавность запуска и работу прочих узлов. Для пуска и остановки станок имеет специальные кнопки. Пилить материал можно только тогда, когда он зажат.

О том, как выбрать полотна для ленточных пил, смотрите в следующем видео.
Особенности полотен для ленточной пилы и их выбор
Ни одно оборудование не является высокоэффективным, когда его возможности ограничивают комплектующие. В ленточнопильных станках ключевым элементом является полотно. Несмотря на огромный перечень предлагаемых вниманию покупателей вариантов, нередко изделие оказывается не таким эффективным, как хотелось бы. О том, как выбрать полотно для ленточной пилы, читателя познакомит материал данной статьи. Из него вы узнаете об особенностях и разновидностях полотен, а также о важных критериях выбора.


Особенности
Полотно для ленточной пилы есть не что иное, как узкая и гибкая металлическая лента, с одного края которой по всей длине напаяны зубья. Сама лента непрерывна, так как имеет кольцевидную форму. С ее помощью выполняют разрезание различных материалов. При этом в зависимости от конструкционных особенностей рабочего станка рез может быть прямолинейным и фигурным.
Данные металлические ленты используют в строительной и металлообрабатывающей отрасли. Непросвещенный покупатель вряд ли знает, что при кажущейся простоте конструкции полотно может иметь разный ресурс и эффективность. Его нельзя назвать абсолютно универсальным – оно не может резать идеально разные по материалу изготовления и толщине стенок материалы. А потому сложно осуществить правильный выбор, не зная возможности ленточнопильного оборудования.


Полотно для ленточных пил классифицируется по типу обрабатываемого материала. Каждый вид работы требует своей ленты, которая бы справлялась с древесиной, пластиком, композитным сырьем, черным либо цветным металлом. Зная основные параметры полотна, можно купить варианты, которые будут качественно резать различный материал с минимальным количеством отходов, высокой точностью и должной скоростью выполнения работы.


Разновидности
Полотна для ленточнопильных станков отличаются типом и материалом исполнения. К примеру, помимо углеродистой стали они бывают биметаллическими, оснащенными пружинной основой, а также твердосплавными стальными зубьями. Изделие может быть монолитным либо характеризующимся приварными зубцами, выполненными из другого материала. Варианты из высокоуглеродистого стального типа применяют для резания богатого перечня нелегированных и легированных сплавов. Несмотря на это, более востребованы у покупателя биметаллические аналоги, выделяясь техническими и эксплуатационными характеристиками.
Особенно нравятся покупателям изделия с зубцами из быстрорежущей стали. Такие полотна зарекомендовали себя в работе с лучшей стороны. Они поддерживают работоспособность и долговечность ленточнопильного оборудования. Эксплуатационные и качественные характеристики таких полотен высоки.


Классификация по типу используемого в обработке материала позволяет разделить режущие полотна на 4 вида: по работе с камнем, металлом, древесиной и материалами синтетического происхождения. Чтобы выбрать нужный тип ленты правильно, нужно обращать внимание не тот, для которого она предназначена. Это позволит при эксплуатации изделия выполнять рез качественно, без скалывания и трещин. Здесь стоит отметить главный принцип: чем плотнее сплав пилящей кромки, тем более твердым должно быть сырье заготовки.
Например, когда полотно покупают для работы с заготовками из титана либо никелевого сплава, то стоит выбирать кольцевые ленты ТСТ. Если мастер работает на оборудовании по резу высокоуглеродистой стали, покупать нужно полотно из композитного сплава. Чтобы резать низкоуглеродистые стальные детали, нужно покупать биметаллические ленты. Когда планируется резать долго, работая с жаростойкими стальными сплавами, имеет смысл покупка полотен SP.


Рейтинг производителей
Современный рынок ленточнопильного оборудования переполнен предложениями на любой вкус и кошелек. Среди иных вариантов можно отметить несколько брендов, чьи изделия востребованы у покупателей.
- Fimar – итальянский производитель качественных ленточных пил и полотен с высокими качественными и эксплуатационными характеристиками.
- Lenox – марка, производящая режущие ленты с защитным покрытием Armor на основе нитрида алюминия и титана.
- Wikus – один из лидеров в своем сегменте с многолетней практикой, выпускающий широкий ряд полотен для ленточнопильных станков.
- Forezienne – компания, выпускающая полотна на основе обогащенной руды. В процессе изготовления полотен осуществляется закалка и отпуск, горячий и холодный прокат.
- Lennartz – изготовитель инструментария для распиловки различных по твердости материалов, производит ленты из композитных сплавов.
- Arntz – производитель со специализацией на твердосплавных полотнах, известен на рынке порядка 200 лет.


Выбор
Несмотря на то что внешне конструкция ленты кажется простой, она имеет немало отличительных признаков, которые указывают, с какой задачей полотно справляется лучше и для чего предназначено. К ним относят количество и форма зуба, а также скорость резки и вариант разводки.


Число и габариты зубьев
Присматривая полотно для ленточнопильного станка, нужно обращать внимание на количество зубьев со стороны режущей кромки. Оно неслучайно, так как от этого зависит ровность распила. Чем их больше, тем легче сделать ровный рез детали с толстыми стенками. Если же плотность зубьев невелика, то это отражается на рабочей нагрузке, подаваемой на детали (она снижается). Когда режущих зубцов очень много, в процессе работы происходит распределение напряжения на всю площадь полотна.
Что касается размера зубьев, то здесь все просто: чем они меньше, тем меньше глубина пропила. Например, если полотно имеет маленькие режущие кромки, им лучше работать преимущественно с тонкостенными листами. Зубья стандартного размера предназначены для работы преимущественно на тонких заготовках. Такие полотна можно использовать, если нужен фигурный рез. Когда необходим глубокий пропил, имеет смысл купить вариант с крупными зубьями.


Здесь не все так просто: чтобы купить верный вариант, нужно соотнести шаг с параметрами ответной части на самом станке. Здесь можно учесть, что полотно с крупным и постоянным шагом выпускают для реза небольших тонких деталей (редкие зубья не справятся с большой толщиной). Если нужно разрезать большой лист, стоит покупать ленту, зубья которой расположены близко друг к другу. В случае работы с мягким материалом целесообразно приобретать ленту, зубцы которой переменны.
Шаг может быть не только постоянным, но и переменным. Чтобы не запутаться при покупке, нужно обращаться к квалифицированным продавцам, требуя инструкцию к конкретному изделию. Как правило, современная номенклатура изделий предусматривает наличие инструкций по выбору шага зубьев для разного вида проката (например, профилей, листов, труб).


Разводка
В зависимости от типа полотна для ленточной пилы зубья у нее могут располагаться по-разному. Они имеют небольшое отклонение в стороны относительно плоскости самой кольцевидной ленты. Именно от разводки зависит качество реза и степень вибрирования во время работы с тем или иным материалом. Кроме того, от этого зависит и скорость стачивания самого инструмента.
Развод может быть стандартным, групповым и волнообразным. При стандартном варианте зубцы располагаются попеременно в обе стороны, а третий – смотрит в центр. Полотно с данной разводкой используют для распила габаритных секций из металла на горизонтальном оборудовании, а также для контурного пиления и реза сырья на станках, оснащенных вертикальной подачей.


В групповом режущем профиле зубья смотрят попеременно вправо и влево. Скорость вращения такого полотна больше (в сравнении с иными аналогами). К тому же оно не создает колоссальных нагрузок на обрабатываемые детали и отличается высоким качеством реза. В волновом разводе зубья смотрят попеременно в обе стороны, но при этом в каждую сторону может смотреть сразу несколько элементов. Такая разводка актуальна для реза тонких материалов и маленьких заготовок.
Скорость резки
Степень полезности полотна для решения запланированных задач зависит от скорости реза и подачи. И здесь придется отталкиваться от типа обрабатываемого материала. Чтобы подобрать верный вариант, нужно отталкиваться и от выбора конкретного производителя, поскольку каждый зуб должен спиливать с обрабатываемой заготовки стружку конкретной толщины. Полотно подбирают, исходя из особенностей ленточнопильного оборудования, так как каждый станок имеет свою скорость реза и подачи материала.


В целях обеспечения эффективной работы станка необходимо следить за его устойчивым положением, выравнивая оборудование в горизонтальном положении. Перед тем как приступить к работе, нужно удостовериться в правильности направления режущей ленты. Также нужно убедиться в отсутствии неисправностей и дефектов, проверить натяжение полотна. Пилить материал можно только тогда, когда он плотно зажат тисками.
Если нужно поменять ленту, делают это при выключенном из сети агрегате. Сначала ослабляют натяжение полотна, снимают штифт, выставляющий высоту стола, убирают вкладыш рабочего стола. После этого ослабляют установочные винты, за счет которых крепят направляющие блоки. После этого поворачивают рукоять микрорегулировки, сдвигая подальше подшипник опоры.


Ослабляют винт, держащий нижний узел направляющих, а также опорного подшипника. Узел сдвигают подальше. Далее ослабляют винты направляющих, добиваясь достаточного зазора. После этого, надев перчатки, осторожно снимают ленту с приводных колес. Ее сразу убирают подальше, доступные внутренние поверхности агрегата чистят от стружки, используя пылесос цеха.
Проверяют подшипники, доступные элементы оборудования. После этого ленту протягивают в паз рабочего стола, надевая его на верхнее и нижнее приводное колесо. Зубцы пильной ленты должны смотреть в пол, а сама кромка при этом располагается в защитном пазу (слева от рамы оборудования). Натягивать его нужно посредством ручки натяжения.


Расположение должно быть примерно по центру колес. При необходимости выполняют регулировку, настраивают наклон, после этого надежно затягивают установочный винт. Далее выполняют настройку нижнего опорного узла, верхних твердосплавных направляющих, возвращают вкладыш и штифт на свои места. После этого закрывают дверцы приводных колес и подключают станок.
О том, как выбрать и настроить полотно для ленточной пилы, смотрите в следующем видео.
Как выбирать и использовать ленточные пилы по металлу?
Ленточные пилы по металлу являются незаменимыми агрегатами многих заготовительных производств. В статье мы рассмотрим их разновидности, основные характеристики, остановимся на принципе работы и отметим основные критерии выбора, благодаря которым читатель сможет определиться с покупкой лучшего варианта пильной техники.


Основные характеристики
Классифицируют ленточные пилы по нескольким признакам. К ним относятся параметры пропила (его высота и ширина), вид режущего полотна, мощность электродвигателя. Пильное оборудование по металлу отличается разной мощностью, скоростью резания, размерами, весом и функционалом. Исходя из этого, отличается и его стоимость.
Ленты могут разделять заготовки из металла, отличающегося прочностью, твердостью и упругостью. Они надежнее маятниковых дисковых аналогов и отличаются высокой стойкостью за счет беспрерывной подачи СОЖ в зону обработки. Что касается скорости движения ленты, стоит отметить: она бывает постоянной либо изменяемой. Первые варианты сегодня встречаются редко, скорость вторых варьируется в диапазоне 10-100 м/с.



Станки характеризуются разным натяжением лезвия, высокой двигательной способностью и достаточной емкостью гидравлического резервуара. Исходя из модификации, они могут оснащаться опциями смены параметров реза, компактностью размеров, способностью настраивания и регулировки станка под резку различных по твердости металлов. Тип подачи металла зависит от вида ленточнопильного станка.
Мощность привода ленточной пилы может составлять от 2000 до 2500 Вт и больше (зависит от стационарного либо переносного типа). Некоторые изделия предусматривают изменение параметров резки. Согласно регламенту ГОСТ, каждое ленточное полотно имеет свою ширину, основание, длину, толщину, спинку пилы. Кроме того, его техническими характеристиками являются расстояние между зубьями, шаг зуба, а также конструктивные особенности (например, геометрия зуба, его угол заточки и материал).


Устройство и принцип работы
Конструкция ленточнопильного станка есть не что иное, как станина с закрепленным электрическим двигателем и роликовым механизмом. Ленточная пила представляет собой режущий инструмент, применяемый для ленточнопильных станков. По сути, ключевым органом станка считается стальная лента с присущей ей гибкостью. Она имеет зубья, которые располагаются по одному краю. В иных модификациях зубьев нет, здесь резка происходит за счет трения рабочей поверхности ленты об обрабатываемый материал либо методом электрического воздействия. С помощью металлической ленты можно выполнять пропилы прямолинейного и фигурного типа.
Само полотно предусматривает многократное применение в строительстве. Устанавливают пильную ленту на 2 шкива (один из коих является приводным), за счет которых происходит вращение электромотора ленточнопильного станка.
Также шкивов может быть не только 2, но и 4. Чем их больше, тем компактнее станок и длиннее режущее полотно. Лента имеет заданное натяжение, что выполняется вручную либо посредством гидравлической системы натяжения. Наличие гидравлики повышает стоимость станка, а также упрощает работу оператора. В целях проверки точности натяжения ленты прибегают к тензометру.


Работает ленточнопильное оборудование от одно- или трехфазной сети, что зависит от типа конкретной модели (промышленной либо для бытового использования). При этом меньше возможностей у модификаций, относящихся к легкому весовому классу. В процессе работы пила вращается по круговой траектории. Когда включается привод, запускается перемещение полотна. Зубья, расположенные на режущем механизме, начинают резать металл.


При этом заготовка подается к рабочей области реза с конкретной скоростью. В зависимости от разновидности модели оператор может самостоятельно подобрать оптимальную скорость вращения ленты за счет электродвигателя переменного тока с вариатором. Тип зубьев может быть узким и широким. Высота зубьев должна подчиняться ширине рабочей площадки. Как правило, она составляет 20% рабочей области, иначе попросту не справится с возлагаемой нагрузкой.
В процессе реза нужно учитывать правильность интервала между лентой и самой рабочей областью. В целях исключения заклинивания перед работой выполняют развод зубьев. Первый из них располагается под наклоном влево, второй – вправо, третий – прямо. Этот порядок повторяется. Получается, что два зуба пропиливают металл, а третий способствует очищению опилок.
Модели вертикальных ленточных пил бывают профессиональными и бытовыми. Станки ленточного типа по металлу отличаются от аналогов по дереву использованием особых полотен. В отличие от станков по дереву, здесь отмечается меньшая скорость движения полотна. Кроме того, у данного оборудования установлен мотор с большей мощностью, способный выдерживать большие нагрузки. Профиль реза здесь может быть самым разнообразным.
Условно изделия такого типа делятся на 4 класса.
- Модификации 1 класса относят к разряду универсальных. Они дороже иных аналогов, рассчитаны на разный по плотности металл (от алюминия и меди до высоколегированной стали), характеризуются существенным весом и габаритами. По сути, это объемная техника автоматизированного типа, которая нередко оснащена подачей охлаждающей жидкости и автоматикой подачи обрабатываемой детали. Это агрегаты промышленного типа с максимальной эффективностью обработки металла.
- Аналоги второго класса несколько уступают предыдущим моделям, поскольку не могут дать идеального отрезного края. Однако и их используют в производстве, условно относя к универсальному оборудованию. Это станки, оснащенные автоматикой и полуавтоматические агрегаты, в которых заготовка подается вручную. Из двух разновидностей лучшими считают автоматические, поскольку именно у них точнее обработка края.


- Третья категория означает оборудование для пила металла с меньшей точностью реза. В линейку входят автоматические, полуавтоматические и ручные пилы. Такие станки используют преимущественно в небольших мастерских, им присуща невысокая производительность. Они не годятся для массового производства, так как имеют меньшую скорость обработки. Изделия этого класса менее долговечны и требуют бережного обращения.
- Модификации четвертого класса считаются бытовыми. Их отличают функционал и габариты. В линейке встречаются электрические отрезные пилы настольного типа. Это портативные переносные устройства или так называемые мини-пилы. Подача заготовки у них ручная, функционал минимальный, а потому и стоимость изделий заметно ниже аналогов первого класса.
Исходя из типа материала, ленточные пилы делят на 3 вида: варианты из углеродистой стали, биметаллические полотна, имеющие быстрорежущую сталь и модификации с твердосплавным зубом. Что касается лучшего варианта, то это последний тип, так как именно такие пилы справляются с особо тяжелыми металлами.
Ими можно резать сплошные элементы диаметром более 6 см. Уступают им биметаллические аналоги, но они же лучше первых изделий, которые широко используют для экономной резки различных марок стали.


Обзор популярных марок
Сегодня рынок ленточнопильного оборудования по металлу богат самыми разнообразными предложениями. Среди богатого перечня производителей можно выделить несколько брендов, популярных у покупателей.
- Компания Arntz выпускает твердосплавные модели ленточных станков. Изделия немецкого производителя отличаются надежностью, качеством сборки и изготавливаются под контролем качества на всех этапах производства.
- Продукция американского бренда Lenox отличается нанесением на пилы слоя защиты, выполненного из нитрида алюминия титана. Эти модели хотя и дорогие, но особо прочные и износоустойчивые, ими можно нарезать металл с высоким абразивом.
- Forezienne – французская марка, занимающаяся выпуском ленточных пил из стали из обогащенной руды. Во время формовки происходит чередование закалки и отпуска, горячий и холодный прокат, от чего пилы компании являются одними из лучших в своем сегменте.
- Lennartz – мировой изготовитель, производящий пилы из композиционного сплава. Методика изготовления пил предусматривает выполнение полотна и закалки из особо прочной стали, а также приварку зубчатой кромки из быстрорежущей стали.
- «Роспил» – российский производитель, выпускающий биметаллические и твердосплавные ленточнопильные полотна для металлообработки. Полотна изготавливают из быстрорежущей стали, никелевых и титановых сплавов, а также холодно- и горячекатаной конструкционной стали.


Тонкости выбора
Выбирая оптимальное ленточнопильное оборудование, отталкиваются от условий эксплуатации. Также при этом учитывают конструктивные особенности конкретного агрегата, его функционал, назначение, уровень автоматизации, технические характеристики. Стоит учесть, что для использования агрегата в условиях промышленного производства целесообразнее купить дорогой вариант с высоким уровнем прочности и надежности.
Выбирая полотно для станков, учитывают длину и ширину, не забывая при этом соотносить нюансы конструкции с параметрами режущего приспособления. Лучшей пилой будет вариант широкого типа. Стоит отметить, что в работе с особо плотными заготовками тонкое лезвие быстро деформируется. В то же время если обрабатываемые заготовки выполнены из тонкого металла, их нежелательно пилить толстой лентой.


Если ленту подбирают для реза контурных фигурных краев, важно соотносить ширину режущего элемента с возможностью отреза под нужным углом. Учитывая, что диапазон ширины ленты колеблется в пределах 14-80 мм, стоит выбрать золотую середину (например, вариант с показателем в 4 см). Что касается выбора зубьев, можно отметить: их большее количество, что особенно хорошо для реза толстого металла. Если же зубья редковаты, это говорит, что данная пила имеет небольшую нагрузку на площадь полотна.
Обращая внимание на размеры зубьев, покупатель может для себя отметить: если они большие, лента пилит достаточно глубоко. Для тонких металлических листов в идеале необходима режущая кромка с небольшой высотой. Говоря о разводке зубьев, оказываемой прямое воздействие на эффективность агрегата и уровень вибрации, важно знать: для реза небольших деталей из тонкого металла достаточно волнистого профиля. Если металл объемный либо модель станка вертикальная, берут стандартный профиль. Переменный хорош наличием попарного расположения зубьев – это наиболее эффективный вариант.
Рекомендации по использованию
Сразу после покупки работать пилой с максимальной нагрузкой нельзя. Перед тем как начать пользоваться ей в нормальном режиме, нужно настроить агрегат и провести обкатку оборудования. Перед этим выполняют регулировку рабочих элементов, проверяют режимы работы, осматривают пилу на предмет визуальных повреждений. Обкатка позволит придать форму новым зубьям, она же укрепит их.


Кроме того, данный процесс способствует продлению срока службы полотна. Выполняют ее на рекомендуемой производителем скорости движения пилы. Рез выполняют в темпе подачи заготовки (на 50% меньше чем обычно). Примерно через 20 минут можно увеличить темп реза, повышая интенсивность подачи до рекомендуемого резания. Чтобы достичь качественного реза и достаточного проникновения в твердый металл, нужно постепенно увеличивать силу подачи (ускорять темп).
Пиление после обкатки нуждается в поддержании темпа резания. Однако превышать лимит темпа недопустимо: от этого распил получится косым, а полотно будет быстро затупляться. Во время работы нужно следить за тем, чтобы руки и края одежды не находились слишком близко от вращающейся пилы. Полотно натягивают с учетом особенностей конкретной модели, продвигая направляющую близко к заготовке.



Применение
Используют ленточные пилы по металлу в домашнем производстве, на пилорамах, ленточных станках и разрезных пилах. Данное оборудование применяют для резки металла по сложному контуру, не нуждающемуся в четкой чистоте края, ведь в дальнейшем стыки будут сваривать в определенную конструкцию. Например, можно резать металл в форме эллипса, параболы.
Кроме того, данными лентами можно выполнять резы прямого и угловатого типа на стержнях из металла, трубах, а также профильном прокате трубчатого и сплошного поперечного сечения.
Подробнее смотрите в следующем видео.
Читайте также: