Материаловедение термическая обработка металлов
Обновлено: 05.10.2024
1. Понятие о химико-термической обработке (ХТО) стали и процессах с ней связанных.
2. Виды ХТО, технология их проведения и назначение.
3. Диффузионная металлизация.
Химико-термической обработкой называется процесс поверхностного насыщения стали различными элементами, путем их диффузии из внешней среды при высокой температуре. Цель химико-термической обработки-поверхностное упрочнение металлов и сплавов и повышение их стойкости против воздействия внешних агрессивных сред при нормальной и повышенной температурах.
Процессы химико-термической обработки состоят из трех стадий :
диссоциации, которая заключается в распаде молекул и образовании активных атомов
диффундирующего элемента .Например, диссоциации окиси углерода 2СО-СО2+С или аммиака 2Н N 3-3Н2+2 N ;
адсорбиции, т.е. кантактирования атомов диффундирующего элемента с поверхностью стального изделия и образования химических связей с атомами металла; диффузии, т.е. проникновения насыщающего элемента в глубь металла.
Скорость диффузии при проникновении диффундирующих атомов в решетку растворителя будет выше, если при взаимодействии образуется твердые растворы внедрения, и значительно ниже, если образуются твердые растворы замещения.
Концентрация диффундирующего элемента на поверхности зависит от притока атомов этого элемента к поверхности и от скорости диффузионных процессов, т.е. отвода этих атомов в глубь металла.
Толщина диффузионного слоя зависит от температуры нагрева, продолжительности выдержки при насыщении и концентрации диффундирующего элемента на поверхности.
Чем выше концентрация диффундирующего элемента на поверхности детали, тем выше толщина слоя. Чем выше температура процесса, тем больше скорость диффузии атомов, а следственно, возрастает толщина диффузионного слоя.
Границы зерен являются участками, где диффузионные процессы облегчают из-за наличия большого числа дефектов кристаллического строения. Если растворимость диффундирующего элемента в металле мала, то часто наблюдается преимущественная диффузия по границам зерен. При значительной растворимости диффундирующего элемента в металле роль пограничных слоев уменьшается. В момент фазовых превращений диффузия протекает быстрее.
Цементацией называется процесс насыщения поверхностного слоя стальных изделий углеродом. Цементация осуществляется с целью получения высокой твердости на поверхности изделия при сохранении вязкой сердцевины, она способствует повышению износостойкости и предела выносливости.
Цементацией подвергают детали из низкоуглеродистых сталей (до 0,25% ), работающие в условиях контактного износа и знакопеременных нагрузок (втулки, поршневые пальцы, кулачки, колонки и т.д.) .
Для цементации детали поступают после механической обработки с припуском на шлифование 0,05-0,10мм. Участки, не подлежащие цементации, защищают тонким слоем меди, наносимым электрическим способом, или специальными обмазками ,состоящими из смеси огнеупорной глины, песка и асбеста, замешанных на жидком стекле.
Цементация осуществляется при температурах выше 900-950с. Чем меньше углерода в стали, тем выше температура нагрева для цементации. При этих температурах атомарный углерод адсорбируется на поверхности стали и диффундирует в глубь металла.
Среда, в которой проводят цементацию, называют карбюризатором.
Цементация в твердой среде.
Карбютизатором является активированный древесный уголь, а также каменноугольный полукокс и торфяной кокс. Для ускорения процесса к древесному углю добавляют активизаторы – углекислый барий, кальцинированную соду, поташ в количестве 10-40% от массы угля.
Обычная рабочая смесь, применяется для цементации, состоит из 25-35% свежего карбюризатора и 65-75% отработанного.
Подготовленнные для цементации изделия укладывают в металлический ящик. Предварительно в ящик насыпают слой карбюризатора 20-30см. Детали укладывают слоями на расстоянии 10-15 мм друг от друга. Каждый слой детали засыпают карбюризатором и на него укладывают следующий слой деталей.
Повышенная температура цементации до 950-1000с позволяет значительно ускорить процесс, но такой режим применим для наследственно мелкозернистых сталей.
После цементации детали подвергают нормализации для измельчения зерна, повторной закалке и низкотемпературному отпуску. В результате такой обработки поверхностный слой приобретает структуру мартенсита отпуска с включениями избыточных карбидов с твердостью HRC 60-63.
Структура сердцевины зависит от состава стали и режима закалки. У углеродистых сталей она состоит из феррита и сорбита или троостита, а у легированных из малоуглеродистого мартенсита.
Цементация пастами.
Процесс заключается в нанесение на поверхность обрабатываемой детали слоя вещества в виде суспензии, обмазки или шликера, в сушке и последующим нагреве. Вид пасты определяет технологию ее нанесения. Паста сравнительно жидкой консистенции наносится на детали окунанием, а более густо-с помощью кисти. Толщина слоя пасты должна быть в 6-8 раз больше заданной глубины цементованного слоя. Основными компонентами паст являются сажа и кальцинированная сода, кокс малосернистый, сода или поташ.
Высушенные детали аккуратно, чтобы не повредить слой пасты, укладывают одна на другую в ящик и закрывают его крышкой. Ящик загружают в печь с температурой 950-1050с; чем выше температура нагрева, тем меньше длительность процесса. Кроме того, для нагрева деталей можно применять токи высокой и промышленной частоты.
По окончанию выдержки детали охлаждают в ящиках на воздухе. Можно осуществить также подсуживание до закалочной температуры и произвести закалку непосредственно с цементационного нагрева.
Газовая цементация. В настоящие время газовая цементация является основным процессом цементации на заводах массового производства. При газовой цементации сокращается длительность процесса, так как отпадает необходимость прогрева ящиков, можно обеспечивать более полную механизацию и автоматизацию процесса, упрощается последующая термическая обработка и, самое главное, можно получить заданную концентрацию углерода в слое.
Цементацию выполняют в шахтных, муфельных или безмуфельных печах непрерывного печах непрерывного действия.
При цементации в шахтных печах для получения науглероживающей атмосферы применяют метан, керосин, синтин, бензол.
В печах непрерывного действия чаще используют метан. Для получения заданной концентрации углерода применяют атмосферы с регулируемым потенциалом углерода .
Под углеродным потенциалом атмосферы понимают определенную концентрацию углерода на поверхности цементованного слоя. Для ускорения процесса углеродный потенциал атмосферы в печи меняют по зонам. Вначале его поддерживают высоким, обеспечивающим получение в поверхностном слое концентрации углерода 1,3-1,4%, а затем его снижают для получения в этом слое оптимального содержания углерода 0,8%.
После газовой цементации применяют закалку непосредственно из цементационной печи предварительно сделав подстуживание до температуры 850-830с. Заключительной операцией является низкотемпературный отпуск при температуре 160-180с.
Азотирование
Азотированием называется процесс насыщения поверхности стали азотом. Процесс осуществляется в среде аммиака при температуре 480-650с. При этих температурах выделяется атомарный азот, который диффундирует в поверхностные слои детали.
При азотировании легированных сталей азот образуется с легирующими элементами устойчивые нитриды, которые придают азотированному слою высокую твердость.
Твердость поверхностного слоя деталей после азотирования достигает HV 11000-12000.
Перед азотированием детали подвергают термической обработке, состоящей из закалки и высокотемпературного отпуска. Затем производят механическую обработку, придающую окончательные размеры изделию.
Участки, не подлежащие азотированию, защищают тонким слоем олова, нанесенным электролитическим методом, или жидким стеклом. В процессе азотирования олово расплавляется и благодаря поверхностному натяжению удерживается на поверхности стали в виде тонкой непроницаемой для азота пленки.
Обычно процесс азотирования ведут при температурах 500-520с. В этом случае получают толщиной до 0,5мм за 24-90ч.
В процессе азотирования изменяются размеры деталей за счет увеличения объема поверхностного слоя. Чем выше температура процесса и больше толщина азотированного слоя, тем больше изменение размеров детали.
Процесс жидкого азотирования осуществляется при температуре 570с в расплаве цианосодержащих солей. В ходе процесса расплав непрерывно продувается сухим и чистым воздухом, что обеспечивает превращения цианида в цианат, являющийся поставщиком атомов углерода и азота.
Менее распространены процессы азотирования в бесцианистых солях, содержащих азот и в расплавах нейтральных солей, через которые продувают аммиак.
Широкое применение получает ионное азотирование. По сравнению с газовым азотированием оно имеет ряд преимуществ: меньшую продолжительность процесса, более высокое качество азотированного слоя, пониженную хрупкость слоя.
Рабочее давление в камере печи составляет 130-1300Па. При более высоком давлении тлеющий разряд становится менее стабильным и чаще переходит в дуговой. Это может вызвать перегрев поверхности и даже ее оплавление.
Цианирование и нитроцементация.
Цианирование называется процесс одновременного насыщения поверхности деталей углеродом и азотом.
На состав и свойства цианированного слоя особое влияние оказывает температура процесса. Повышение температуры цианирования ведет к увеличению содержания углерода в слое, снижает температуры- к увеличению содержания азота.
Толщина цианированного слоя также зависит от температуры-и продолжительности процесса. Для цианирования применяют стали, содержащие 0,3-0,4% углерода.
Различают жидкое и газовое цианирование. Газовое цианирование еще называют нитроцементацией. Жидкое цианирование проводят в расплавленных солях, содержащих цианистый натрий NACN . Примерный состав ванны следующий:20-25% NACN ; 25-50% Nacl и 25-50% Na 2 CO 3.
Первый состав применяют для цианирования при 820-850С, второй -при 900-950С.
Цианирование при температурах 820-850С позволяет осуществлять закалку непосредственно из ванны. После закалки следует низкотемпературный отпуск. Твердость цианированного слоя после термической обработки HRC 59-62.
Цианирование при температурах 820-850С позволяет получать слои толщиной 0,15-0,35 мм за 30-90 минут. Глубокое цианирование имеет ряд преимуществ по сравнению с цементацией: меньше продолжительность процесса для получения слоя заданной толщины; меньше деформация и коробление; более высокое сопротивление износу и повышенная усталостная прочрость.
После цианирования детали охлаждают на воздухе, повторно нагревают для закалки и проводят низкотемпературный отпуск.
Недостатком цианирования является ядовитость цианистых солей. Поэтому цианирование проводят в специально выделенных помещениях с соблюдением мер предосторожности.
Нитроцементацию осуществляют при температурах 840-860С в газовой смеси из науглероживающего газа и аммиака. Продолжительность процесса зависит от глубины насыщаемого слоя и составляет 1-10 ч. Толщина слоя колеблется от 0,1 до 1 мм.
После нитроцементации изделия подвергают закалке и низкотемпературному отпуску при температуре 160-180С.
Низкотемпературное цианирование осуществляется при температурах 540-560С в расплавленных цианистых солях.
Низкотемпературному цианированию подвергают инструмент из быстрорежущих сталей для повышения его стойкости при резании. В результате такой обработки образуется нитроцементованный слой толщиной 0,02-0,04мм твердостью HV 9500-11000. Длительность процесса 1-1,5 часа.
Нитроцементация в твердых смесях применяется для повышения стойкости инструментов из быстрорежущей стали. Инструменты укладываются в металлические ящики и пересыпаются смесью, состоящей из 60-80% древесного угля и 20-40% желтой кровяной соли или другого состава. Потом ящики закрывают и устанавливают в печь с температурой 550-560С. После выдержки 2-3ч ящики выгружают из печи и охлаждают до 200-100С. Затем ящики раскрывают и вынимают инструмент, очищая металлическими щетками.
Хрупкость слоя возникает при пересыщении слоя углеродом и азотом, когда образуется сетка или сплошная корка карбонитридов у самой поверхности.
«Темная составляющая» в структуре возникает после нитроцементации в виде темной разорванной или сплошной сетки, обнаруживаемой на нетравленных микрошлифах. Причина: повышенная концентрация азота, увеличение времени выдержки и появление окисляющих газов в рабочем пространстве печи.
Диффузионная металлизация.
Диффузионной металлизация-это процесс диффузионного насыщения поверхностных слоев стали различными металлами. Она может осуществляться в твердых, жидких и газообразных средах.
При диффузионной металлизации в твердых средах применяют порошкообразные смеси, состоящие из ферросплавов с добавлением хлористого аммония в количисве 0,5-5%.
Жидкая диффузионная металлизация осуществляется погружением детали в расплавленный металл (например цинк, алюминий).
При газовом способе насыщения применяют летучие хлористые соединения металлов, образующиеся при взаимодействии хлора с металлами при высоких температурах .
Диффузия металлов в железе идет значительно медленнее, чем углерода и азота, потому что углерод и азот образуют с железом твердые растворы внедрения, а металлы – твердые растворы замещения. Это приводит к тому, что диффузионные слои при металлизации получаются в десятки раз более тонкими.
Поверхностное насыщение стали металлами проводится при температуре 900-1200С.
Алитирование м называется процесс насыщения поверхности стали алюминием. В результате алитирования сталь приобретает высокую окалиностойкость и коррозионную стойкость в атмосфере и в ряде сред.
При алитировании в порошкообразных смесях чистые детали вместе со смесью упаковывают в железный ящик.
Алитирование в расплавленном алюминии отличается от алитирования в порошкообразных смесях простотой метода, быстрой и более низкой температурой.
Основным недостатком является- налипание алюминия на поверхность детали.
Алитированные стали металлизацией с последующим диффузионным отжигом в несколько раз дешевле, чем в порошках.
Алитированием подвергают трубы, инструмент для литья цветных сплавов, чехлы термопар, детали газогенераторных машин и т.д.
Хромирование проводят для повышения коррозионной стойкости, кислотостойкости, окалиностойкости и т.д. Хромирование средне- и высокоуглеродистых сталей повышает твердость и износостойкость.
Хромирование чаще всего проводят в порошкообразных смесях. Процесс происходит при температуре 1000-1050С.Диффузионный слой, получаемый при хромировании углеродистых сталей, состоит из карбидов хрома. Карбидный слой имеет высокую твердость HV 12000-13000. Толщина хромированного слоя достигает 0,15- 0,20 мм при длительности процесса 6-15ч.Чем больше углерода в стали, тем меньше толщина слоя.
Иногда применяют хромирование в вакууме. Издели засыпают кусочками хрома в стальном или керамическом тигле и помещают в вакуумную печь.
Хромирование применяют для пароводяной арматуры, клапанов, вентилей.
Борированием называется насыщение стали бором. Борирование проводят с целью повышения стойкости против абразивного износа. Толщина борированных слоев не превышает 0,3мм, твердость HV 18000-20000.
Широкое распространение получил метод электролизного борирования в расплавленных солях, содержащих бор. Деталь служит катодом в ванне с расплавленной бурой. Температура процесса 900-950С. Процесс можно вести и без электролиза в ваннах с расплавленными хлористыми солями, в которые добавляют порошкообразный ферробор или карбид бора.
Борированию подвергают втулки грязевых нефтяных насосов, штампы.
Силицированием называется процесс насыщения поверхности стали кремнием. В результате силицирования сталь приобретает высокую коррозионную стойкость в морской воде, в различных кислотах и повышенную износостойкость. Кроме того, силицирование резко повышает окалиностойкость молибдена и некоторых других металлов и сплавов.
Силицированный слой представляет собой твердый раствор кремния в а-железе. Силицированный слой несмотря на низкую твердость ( HV 2000-3000) и пористость после пропитки маслом при температуре 170-200С имеет повышенную износостойкость.
При газовом силицировании при температуре 1000С в течение 2-4ч образуется слой толщиной 0,5-1,0 мм.
Силицированием подвергают детали, применяемые а оборудовании химической, бумажной и нефтяной промышленности.
Контрольные вопросы ;
1. Что называется ХТО и с какой целью ее проводят?
2. Какие процессы характеризуют ХТО?
3. Какие виды ХТО Вам известны?
4. Какую микроструктуру получают стали после каждого вида ХТО?
5. Что называется диффузионной металлизацией и с какой целью она проводится?
6. При какой температуре проводится диффузионная металлизация?
7. Охарактеризуйте виды диффузионной металлизации.
Темы для рефератов (самостоятельная работа):
1. Диффузионая металлизация, ее виды и технология проведения.
2. Влияние химико-термической обработки на технологические и эксплуатационные свойства сталей и изделий из них.
Литература и интернет источники:
2. Остапенко Н.Н.,Крапивницкий Н.Н. Технология металлов. М. Высшая школа,1970г.
3. А. Н. Минкевич. "Химико-термическая обработка металлов и сплавов"
Издательство "Машиностроение" Москва, 1965 г.
Химико-термическая обработка стали
Существуют различные способы воздействия на сталь с целью придания ей требуемых свойств. Один из комбинированных методов — химико-термическая обработка стали.

Общие принципы
Суть данной технологии состоит в преобразовании внешнего слоя материала насыщением. Химико-термическая обработка металлов и сплавов осуществляется путем выдерживания при нагреве обрабатываемых материалов в средах конкретного состава различного фазового состояния. То есть, это совмещение пластической деформации и температурного воздействия.
Это ведет к изменению параметров стали, в чем состоит цель химико-термической обработки. Таким образом, назначение данной технологии — улучшение твердости, износостойкости, коррозионной устойчивости. В сравнении с прочими технологиями химико-термическая обработка выгодно отличается тем, что при значительном росте прочности пластичность снижается не так сильно.
Основные ее параметры — температура и длительность выдержки.
Рассматриваемый процесс включает три этапа:
- диссоциацию;
- адсорбцию;
- диффузию.
Интенсивность диффузии увеличивается в случае формирования растворов внедрения и снижается, если вместо них формируются растворы замещения.
Количество насыщающего элемента определяется притоком его атомов и скоростью диффузии.
На размер диффузионного слоя влияют температура и длительность выдержки. Данные параметры связаны прямой зависимостью. То есть с ростом концентрации насыщающего элемента возрастает толщина слоя, а повышение интенсивности теплового воздействия приводит к ускорению диффузии, следовательно, за тот же промежуток времени она распространится на большую глубину.
Большое значение для протекания процесса диффузии имеет растворимость в материале обрабатываемой детали насыщающего элемента. В данном случае играют роль пограничные слои. Это объясняется тем, что ввиду наличия у границ зерен множества кристаллических дефектов диффузия происходит более интенсивно. Особенно это проявляется в случае малой растворимости насыщающего элемента в материале. При хорошей растворимости это менее заметно. Кроме того, диффузия ускоряется при фазовых превращениях.
Классификация
Химико-термическая обработка стали подразделяется на основе фазового состояния среды насыщения на жидкую, твердую, газовую.
В первом случае диффузия происходит на фрагментах контакта поверхности предмета со средой. Ввиду низкой эффективности данный способ мало распространен. Твердую фазу обычно используют с целью создания жидких или газовых сред.
Химико-термическая операция в жидкости предполагает помещение предмета в расплав соли либо металла.
При газовом методе элемент насыщения формируют реакции диссоциации, диспропорционирования, обмена, восстановления. Наиболее часто в промышленности для создания газовой и активной газовой сред используют нагрев твердых. Удобнее всего проводить работы в чисто газовой среде ввиду быстрого прогрева, легкого регулирования состава, отсутствия необходимости повторного нагрева, возможности автоматизации и механизации.
Как видно, классификация по фазе среды не всегда отражает сущность процесса, поэтому была создана классификация на основе фазы источника насыщения. В соответствии с ней химико-термическая обработка стали подразделена на насыщение из твердой, паровой, жидкой, газовой сред.
Кроме того, химико-термическая технология подразделена по типу изменения состава стали на насыщение неметаллами, металлами, удаление элементов.
По температурному режиму ее классифицируют на высоко- и низкотемпературную. Во втором случае производят нагрев до аустенитного состояния, а в первом — выше и оканчивают отпуском.
Наконец, химико-термическая обработка деталей включает следующие методы, выделяемые на основе технологии выполнения: цементацию, азотирование, металлизацию, нитроцементацию.
Диффузионная металлизация
Это поверхностное насыщение стали металлами.
Возможно проведение в жидкой, твердой, газовой средах. Твердый метод предполагает использование порошков из ферросплавов. Жидкой средой служит расплав металла (алюминий, цинк и т. д.). Газовый метод предполагает использование хлористых металлических соединений.

Металлизация дает тонкий слой. Это объясняется малой интенсивностью диффузии металлов в сравнении с азотом и углеродом, так как вместо растворов внедрения они формируют растворы замещения.
Такая химико-термическая операция производится при 900 — 1200°С. Это дорогостоящий и длительный процесс.
Основное положительное качество — жаростойкость продуктов. Ввиду этого металлизацию применяют для производства предметов для эксплуатационных температур 1000 — 1200°С из углеродистых сталей.
По насыщающим элементам металлизацию подразделяют на алитирование (алюминием), хромирование, борирование, сицилирование (кремнием).
Первая химико-термическая технология придает материалу стойкость к окалине коррозии, однако на поверхности после нее остается алюминий. Алитирование возможно в порошковых смесях либо в расплаве при меньшей температуре. Второй способ быстрее, дешевле и проще.
Хромирование тоже увеличивает стойкость к коррозии и окалине, а также к воздействию кислот и т. д. У высоко- и среднеуглеродистых сталей оно также улучшает износостойкость и твердость. Данная химико-термическая операция в основном производится в порошковых смесях, иногда в вакууме.
Основное назначение борирования состоит в улучшении стойкости к абразивному износу. Распространена электролизная технология с применением расплавов боросодержащих солей. Существует и безэлектролизный метод, предполагающий использование хлористых солей с ферробором или карбидом бора.
Сицилирование увеличивает стойкость к коррозии в соленой воде и кислотах, к износу и окалине некоторых металлов.
Науглероживание (цементация)
Это насыщение поверхности стальных предметов углеродом. Данная операция улучшает твердость, износостойкость, а также выносливость поверхности материала. Нижележащие слои остаются вязкими.
Данная химико-термическая технология подходит для предметов из низкоуглеродистых сталей (0,25%), подверженных контактному износу и переменным нагрузкам.
Предварительно необходима механическая обработка. Не цементируемые участки покрывают слоем меди либо обмазками.
Температурный режим определяется содержанием углерода в стали. Чем оно ниже, тем больше температура. Для адсорбирования углерода и диффузии в любом случае она должна составлять 900 — 950°С и выше.

Таким образом, путем насыщения поверхности стальных деталей углеродом достигают концентрации данного элемента в верхнем слое 0,8 — 1%. Большие значения ведут к повышению хрупкости.
Цементацию осуществляют в среде, называемой карбюризатором. На основе ее фазы технологию подразделяют на газовую, вакуумную, пастами, в твердой среде, ионную.
При первом способе применяют каменноугольный полукокс, древесный уголь, торфяной кокс. С целью ускорения используют активизаторы и повышают температуру. По завершении материал нормализуют. Ввиду длительности и малой производительности данная химико-термическая технология используется в мелкосерийном выпуске.
Вторая технология предполагает использование суспензий, обмазок либо шликеров.
Газовую среду наиболее часто применяют при цементации ввиду скорости, простоты, возможности автоматизации, механизации и достижения конкретной концентрации углерода. В таком случае используют метан, бензол или керосин.
Более совершенный способ — вакуумная цементация. Это двухступенчатый процесс при пониженном давлении. От прочих методов отличается скоростью, равномерностью и светлой поверхностью слоя, отсутствием внутреннего окисления, лучшими условиями производства, мобильностью оборудования.
Ионный метод подразумевает катодное распыление.
Цементация — промежуточная химико-термическая операция. Далее осуществляют закалку и отпуск, определяющие свойства материала, такие как износостойкость, выносливость при контакте и изгибе, твердость. Главный недостаток — длительность.
Азотирование
Данным термином называют насыщение материала азотом. Этот процесс производят в аммиаке при 480 — 650°С.
С легирующими данный элемент формирует нитриды, характеризующиеся дисперсностью, температурной устойчивостью и твердостью.
Такая технология химико-термической обработки увеличивает твердость, стойкость к коррозии и износу.
Необходима предварительная механическая и термическая обработка для придания окончательных размеров. Не азотируемые фрагменты покрывают оловом либо жидким стеклом.
Обычно используют температурный интервал от 500 до 520°С. Это дает за 24 — 90 ч. 0,5 мм слой. Толщина определяется длительностью, составом материала, температурой.

Азотирование приводит к увеличению обрабатываемых деталей вследствие возрастания объема верхнего слоя. Величина роста напрямую определяется его толщиной и температурным режимом.
При жидком способе применяют цианосодержащие, реже бесцианитные и нейтральные соли. Ионная химико-термическая операция отличается повышенной скоростью.
Азотирование подразделяют по целевым свойствам: им достигается или улучшение устойчивости к коррозии, либо повышение стойкости к износу и твердости.
Цианирование, нитроцементация
Это технология насыщения стали азотом и углеродом. Таким способом обрабатывают стали с количеством углерода 0,3 — 0,4%.
Соотношение между углеродом и азотом определяется температурным режимом. С его ростом возрастает доля углерода. В случае пересыщения обоими элементами слой обретает хрупкость.
На размер слоя влияет длительность выдержки и температура.
Цианирование проводится в жидкой и газовой средах. Первый способ называют также нитроцементацией. Кроме того, по температурному режиму оба типа подразделяют на высоко- и низкотемпературные.
При жидком способе используют соли с цианистым натрием. Основной недостаток — их токсичность. Высокотемпературный вариант отличается от цементации быстротой, большими износостойкостью и твердостью, меньшей деформацией материала. Нитроцементация дешевле и безопаснее.

Предварительно производят окончательную механическую обработку, а не подлежащие цианированию фрагменты покрывают слоем меди в 18 — 25 мкм толщиной.
Сульфидирование, сульфоцианирование
Это новая химико-термическая технология, направленная на улучшение износостойкости.
Первый метод состоит в насыщении материала серой и азотом путем нагрева в серноазотистых слоях.
Сульфоцианирование подразумевает насыщение углеродом, помимо названных элементов.
Термическая обработка стали
Термическая обработка стали позволяет придать изделиям, деталям и заготовкам требуемые качества и характеристики. В зависимости от того, на каком этапе в технологическом процессе изготовления проводилась термическая обработка, у заготовок повышается обрабатываемость, с деталей снимаются остаточные напряжения, а у деталей повышаются эксплуатационные качества.
Технология термической обработки стали – это совокупность процессов: нагревания, выдерживания и охлаждения с целью изменения внутренней структуры металла или сплава. При этом химический состав не изменяется.
Так, молекулярная решетка углеродистой стали при температуре не более 910°С представляет из себя куб объемно-центрированный. При нагревании свыше 910°С до 1400°С решетка принимает форму гране-центрированного куба. Дальнейший нагрев превращает куб в объемно-центрированный.

Термическая обработка стали
Сущность термической обработки сталей – это изменение размера зерна внутренней структуры стали. Строгое соблюдение температурного режима, времени и скорости на всех этапах, которые напрямую зависят от количества углерода, легирующих элементов и примесей, снижающих качество материала. Во время нагрева происходят структурные изменения, которые при охлаждении протекают в обратной последовательности. На рисунке видно, какие превращения происходят во время термической обработки.

Изменение структуры металла при термообработке
Назначение термической обработки
Термическая обработка стали проводится при температурах, приближенных к критическим точкам . Здесь происходит:
- вторичная кристаллизация сплава;
- переход гамма железа в состояние альфа железа;
- переход крупных частиц в пластинки.
Внутренняя структура двухфазной смеси напрямую влияет на эксплуатационные качества и легкость обработки.

Образование структур в зависимости от интенсивности охлаждения
Основное назначение термической обработки — это придание сталям:
- В готовых изделиях:
- прочности;
- износостойкости;
- коррозионностойкость;
- термостойкости.
- В заготовках:
- снятие внутренних напряжений после
- литья;
- штамповки (горячей, холодной);
- глубокой вытяжки;
Термическая обработка применяется к следующим типам сталей:
- Углеродистым и легированным.
- С различным содержанием углерода, от низкоуглеродистых 0,25% до высокоуглеродистых 0,7%.
- Конструкционным, специальным, инструментальным.
- Любого качества.
Классификация и виды термообработки
Основополагающими параметрами, влияющими на качество термообработки являются:
- время нагревания (скорость);
- температура нагревания;
- длительность выдерживания при заданной температуре;
- время охлаждения (интенсивность).
Изменяя данные режимы можно получить несколько видов термообработки.
Виды термической обработки стали:
- Отжиг
- I – рода:
- гомогенизация;
- рекристаллизация;
- изотермический;
- снятие внутренних и остаточных напряжений;
- полный;
- неполный;
- Закалка;
- Отпуск:
- низкий;
- средний;
- высокий.
- Нормализация.
![Температура нагрева стали при термообработке]()
Температура нагрева стали при термообработке
Отпуск
Отпуск в машиностроении используется для уменьшения силы внутренних напряжений, которые появляются во время закалки. Высокая твердость делает изделия хрупкими, поэтому отпуском добиваются увеличения ударной вязкости и снижения жесткости и хрупкости стали.
1. Отпуск низкий
Для низкого отпуска характерна внутренняя структура мартенсита, которая, не снижая твердости повышает вязкость. Данной термообработке подвергаются измерительный и режущий инструмент. Режимы обработки:
- Нагревание до температуры – от 150°С, но не выше 250°С;
- выдерживание — полтора часа;
- остывание – воздух, масло.
2. Средний отпуск
Для среднего отпуска преобразование мартенсита в тростит. Твердость снижается до 400 НВ. Вязкость возрастает. Данному отпуску подвергаются детали, работающие со значительными упругими нагрузками. Режимы обработки:
- нагревание до температуры – от 340°С, но не выше 500°С;
- охлаждение – воздух.
3. Высокий отпуск
При высоком отпуске кристаллизуется сорбит, который ликвидирует напряжения в кристаллической решетке. Изготавливаются ответственные детали, обладающие прочностью, пластичностью, вязкостью.
![Отжиг стали]()
Нагревание до температуры – от 450°С, но не выше 650°С.
Отжиг
Применение отжига позволяет получить однородную внутреннюю структуру без напряжений кристаллической решетки. Процесс проводят в следующей последовательности:
- нагревание до температуры чуть выше критической точки в зависимости от марки стали;
- выдержка с постоянным поддержанием температуры;
- медленное охлаждение (обычно остывание происходит совместно с печью).
1. Гомогенизация
Гомогенизация, по-иному отжиг диффузионный, восстанавливает неоднородную ликвацию отливок. Режимы обработки:
2. Рекристаллизация
Рекристаллизация, по-иному низкий отжиг, используется после обработки пластическим деформированием, которое вызывает упрочнение за счет изменения формы зерна (наклеп). Режимы обработки:
- нагревание до температуры – выше точки кристаллизации на 100°С-200°С;
- выдерживание — ½ — 2 часа;
- остывание – медленное.
3. Изотермический отжиг
Изотермическому отжигу подвергаются легированные стали, для того чтобы произошел распад аустенита. Режимы термообработки:
- нагревание до температуры – на 20°С — 30°С выше точки ;
- выдерживание;
- остывание:
- быстрое – не ниже 630°С;
- медленное – при положительных температурах.
4. Отжиг для устранения напряжений
Снятие внутренних и остаточных напряжений отжигом используется после сварочных работ, литья, механической обработки. С наложением рабочих нагрузок детали подвергаются разрушению. Режимы обработки:
- нагревание до температуры – 727°С;
- выдерживание – до 20 часов при температуре 600°С — 700°С;
- остывание — медленное.
5. Отжиг полный
Отжиг полный позволяет получить внутреннюю структуру с мелким зерном, в составе которой феррит с перлитом. Полный отжиг используют для литых, кованных и штампованных заготовок, которые будут в дальнейшем обрабатываться резанием и подвергаться закалке.
![Полный отжиг стали]()
Полный отжиг стали
- температура нагрева – на 30°С-50°С выше точки ;
- выдержка;
- охлаждение до 500°С:
- сталь углеродистая – снижение температуры за час не более 150°С;
- сталь легированная – снижение температуры за час не более 50°С.
6. Неполный отжиг
При неполном отжиге пластинчатый или грубый перлит преобразуется в ферритно-цементитную зернистую структуру, что необходимо для швов, полученных электродуговой сваркой, а также инструментальные стали и стальные детали, подвергшиеся таким методам обработки, температура которых не провоцирует рост зерна внутренней структуры.
- нагревание до температуры – выше точки или , выше 700°С на 40°С — 50°С;
- выдерживание – порядка 20 часов;
- охлаждение — медленное.
Закалка
Закалку сталей применяют для:
- Повышения:
- твердости;
- прочности;
- износоустойчивости;
- предела упругости;
- Снижения:
- пластичности;
- модуля сдвига;
- предела на сжатие.
Суть закалки – это максимально быстрое охлаждение прогретой насквозь детали в различных средах. Каление производится с полиморфными изменениями и без них. Полиморфные изменения возможны только в тех сталях, в которых присутствуют элементы способные к преобразованию.
![Закалка стали]()
Такой сплав подвергается нагреву до той температуры, при которой кристаллическая решетка полиморфного элемента терпит изменения, за счет чего увеличивается растворяемость легирующих материалов. При снижении температуры решетка изменяет структуру из-за избытка легирующего элемента и принимает игольчатую структуру.
Невозможность полиморфных изменений при калении обусловлено ограниченной растворимостью одного компонента в другом при быстрой скорости охлаждения. Для диффузии мало времени. В итоге получается раствор с избытком нерастворенного компонента (метастабильтный).
Для увеличения скорости охлаждения стали используются такие среды как:
- вода;
- соляные растворы на основе воды;
- техническое масло;
- инертные газы.
Сравнивая скоростной режим охлаждения стальных изделий на воздухе, то охлаждение в воде с 600°С происходит в шесть раз быстрее, а с 200°С в масле в 28 раз. Растворенные соли повышают закаливающую способность. Недостатком использования воды считается появление трещин в местах образования мартенсита. Техническое масло используется для закалки легирующих сплавов, но оно пригорает к поверхности.
Металлы, использующиеся при изготовлении изделий медицинской направленности не должны иметь пленки из оксидов, поэтому охлаждение происходит в среде разряженного воздуха.
Чтобы полностью избавиться от аустенита, из-за которого у стали наблюдается высокая хрупкость, изделия подвергаются дополнительному охлаждению при температурах от — 40°С и до -100°С в специальной камере. Также можно использовать углекислую кислоту в смеси с ацетоном. Такая обработка повышает точность деталей, их твердость, магнитные свойства.
Если деталям не требуется объемная термообработка, проводится каление только поверхностного слоя на установках ТВЧ (токами высокой частоты). При этом глубина термообработки составляет от 1 мм до 10 мм, а охлаждение происходит на воздухе. В итоге поверхностный слой становится износоустойчивым, а середина вязкая.
Процесс закалки предполагает прогревание и выдержку стальных изделий при температуре, достигающей порядка 900°С. При такой температуре стали с содержанием углерода до 0,7% имеют структуру мартенсита, который при последующей термообработке перейдет в требуемую структуру с появлением нужных качеств.
Нормализация
Нормализация формирует структуру с мелким зерном. Для низкоуглеродистых сталей — это структура феррит-перлит, для легированных – сорбитоподобная. Получаемая твердость не превышает 300 НВ. Нормализации подвергаются горячекатаные стали. При этом у них увеличивается:
- сопротивление излому;
- производительность обработки;
- прочность;
- вязкость.
![Процесс нормализации стали]()
Процесс нормализации стали
- происходит нагрев до температуры – на 30°С-50°С выше точки ;
- выдерживание в данном температурном коридоре;
- охлаждение – на открытом воздухе.
Преимущества термообработки
Термообработка стали – это технологический процесс, который стал обязательным этапом получения комплектов деталей из стали и сплавов с заданными качествами. Этого позволяет добиться большое разнообразие режимов и способов термического воздействия. Термообработку используют не только применительно к сталям, но и к цветным металлам и сплавам на их основе.
Стали без термообработки используются лишь для возведения металлоконструкций и изготовления неответственных деталей, срок службы которых невелик. К ним не предъявляются дополнительные требования. Повседневная же эксплуатация наоборот диктует ужесточение требований, именно поэтому применение термообработки предпочтительно.
В термически необработанных сталях абразивный износ высок и пропорционален собственной твердости, которая зависит от состава химических элементов. Так, незакаленные матрицы штампов хорошо сочетаются при работе с калеными пуансонами.
Что такое термическая обработка металлов? Методы и преимущества
![]()
Термическая обработка - это процесс нагрева и охлаждения металлов с использованием определенных заранее выбранных методов для получения желаемых свойств. Как черные, так и цветные металлы проходят термическую обработку перед их применением.
Со временем было разработано множество различных методов. Даже сегодня металлурги постоянно работают над улучшением результатов и рентабельности этих процессов.
Для этого они разрабатывают новые графики или циклы для производства различных сортов. Каждый график относится к разной скорости нагрева, выдержки и охлаждения металла.
При тщательном соблюдении этих методов можно производить металлы различных стандартов с удивительно конкретными физическими и химическими свойствами.
Польза
Причины проведения термообработки могут быть разными. Некоторые процедуры делают металл мягким, а другие повышают твердость . Они также могут влиять на электрическую и теплопроводность этих материалов.
Некоторые методы термообработки снимают напряжения, возникшие в более ранних процессах холодной обработки. Другие придают металлам желаемые химические свойства. Выбор идеального метода зависит от типа металла и требуемых свойств.
В некоторых случаях металлическая деталь может пройти несколько процедур термической обработки. Например, некоторые суперсплавы, используемые в авиастроении, могут пройти до шести различных этапов термообработки, чтобы оптимизировать их для применения.
Этапы процесса термообработки
Проще говоря, термическая обработка - это процесс нагрева металла, выдержки его при этой температуре и последующего охлаждения. В процессе обработки металлическая деталь претерпевает изменения своих механических свойств. Это связано с тем, что высокая температура изменяет микроструктуру металла, которая играет важную роль в механических свойствах материала.
Конечный результат зависит от множества различных факторов. К ним относятся время нагрева, время выдержки металлической детали при определенной температуре, скорость охлаждения, окружающие условия и т. д. Параметры зависят от метода термообработки, типа металла и размера детали.
В ходе этих процессов свойства металла изменятся. Среди этих свойств - электрическое сопротивление, магнетизм, твердость, вязкость, пластичность, хрупкость и коррозионная стойкость.
Нагрев
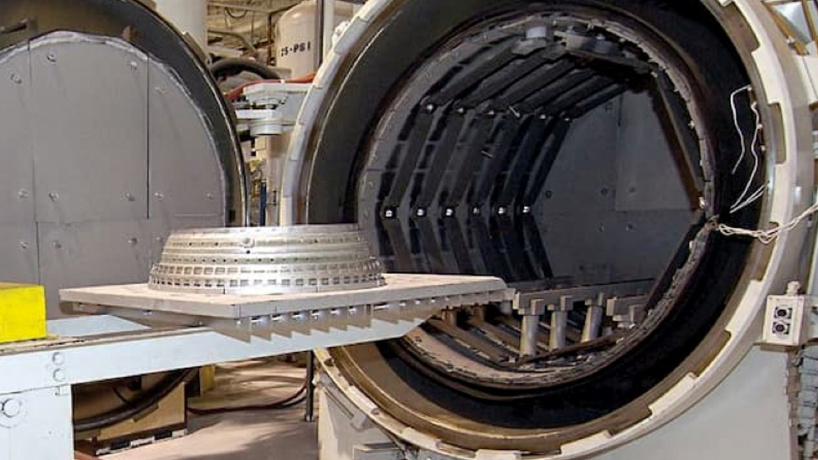
![]()
Детали реактивного двигателя, направляемые в печь
Как мы уже обсуждали, микроструктура сплавов будет изменяться в процессе термообработки. Нагрев осуществляется в соответствии с заданным термическим профилем.
При нагревании сплав может находиться в одном из трех различных состояний. Это может быть механическая смесь, твердый раствор или их комбинация.
Механическая смесь аналогична бетонной смеси, в которой цемент связывает песок и гравий. Песок и гравий все еще видны как отдельные частицы. В случае металлических сплавов механическая смесь удерживается основным металлом.
С другой стороны, в твердом растворе все компоненты смешиваются гомогенно. Это означает, что их невозможно идентифицировать индивидуально даже под микроскопом.
Каждое состояние приносит с собой разные качества. По фазовой диаграмме возможно изменение состояния путем нагрева. Однако охлаждение определяет конечный результат. Сплав может оказаться в одном из трех состояний, в зависимости только от метода.
Выдержка
Во время выдержки металл выдерживается при достигнутой температуре. Продолжительность зависит от требований.
Например, поверхностное упрочнение требует только структурных изменений поверхности металла, чтобы повысить твердость поверхности. В то же время для других методов требуются единые свойства. В этом случае период выдержки больше.
Время выдержки также зависит от типа материала и размера детали. Более крупным деталям требуется больше времени, когда целью являются однородные свойства. Это происходит из-за того, что сердцевине большой части требуется больше времени, чтобы достичь необходимой температуры.
Охлаждение
После завершения этапа выдержки металл необходимо охладить в установленном порядке. На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться неизменным, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.
Скорость охлаждения регулируется различными средами, такими как солевой раствор, вода, масло или воздух. Вышеупомянутая последовательность охлаждающих сред находится в порядке убывания эффективной скорости охлаждения. Солевой раствор быстрее всего поглощает тепло, а воздух - медленнее всего.
Также возможно использование печи в процессе охлаждения. Контролируемая среда обеспечивает высокую точность, когда необходимо медленное охлаждение.
Фазовые диаграммы
У каждого металлического сплава своя фазовая диаграмма. Как уже было сказано ранее, термическая обработка проводится по этим схемам. Они показывают структурные изменения, происходящие при разных температурах и различном химическом составе.
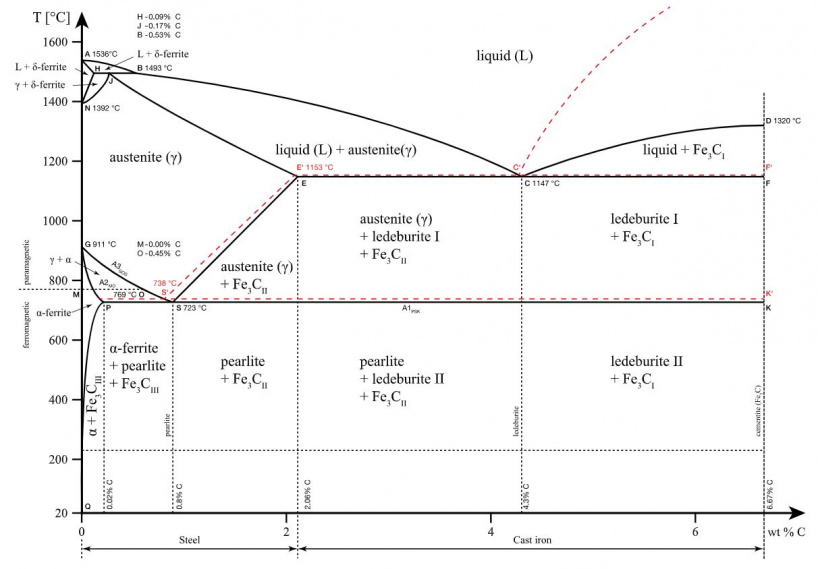
Давайте возьмем фазовую диаграмму железо-углерод в качестве примера, так как она наиболее известна и широко преподается в университетах.
![]()
Фазовая диаграмма железо-углерод является важным инструментом при изучении поведения различных углеродистых сталей при термообработке. Ось x показывает содержание углерода в сплаве, а ось y - температуру.
Обратите внимание, что 2,14% углерода - это предел, при котором сталь становится чугуном.
На диаграмме показаны различные области, где металл существует в различных микросостояниях, таких как аустенит, цементит, перлит. Эти области обозначены границами A1, A2, A3 и Acm. На этих границах происходят фазовые изменения, когда через них проходит температура или значение содержания углерода.
A1: Верхняя граница фазы цементит/феррит.
A2: предел, при котором железо теряет свой магнетизм. Температура, при которой металл теряет свой магнетизм, также называется температурой Кюри.
A3: Граница раздела, отделяющая фазу аустенит + феррит от фазы γ (гамма) аустенита.
Acm: Граница раздела, отделяющая аустенит γ от аустенита + цементита.
Фазовая диаграмма является важным инструментом, позволяющим определить, будет ли термообработка полезной или нет. Каждая структура привносит определенные качества в конечный продукт, и выбор термообработки делается на основе этого.
Распространенные методы термической обработки
Существует довольно много методов термической обработки. Каждый из них обладает определенными качествами.
К наиболее распространенным методам термообработки относятся:
- Отжиг;
- Нормализация;
- Закаливание;
- Старение;
- Снятие напряжения;
- Темперирование;
- Цементация.
Отжиг
При отжиге металл нагревается выше верхней критической температуры, а затем охлаждается с медленной скоростью.
Отжиг проводится для размягчения металла. Это делает металл более пригодным для холодной обработки и формовки. Он также повышает обрабатываемость, пластичность и вязкость металла.
Отжиг также полезен для снятия напряжений в детали, вызванных предшествующими процессами холодной обработки. Присутствующие пластические деформации устраняются во время рекристаллизации, когда температура металла пересекает верхнюю критическую температуру.
Металлы могут подвергаться множеству методов отжига, таких как рекристаллизационный отжиг, полный отжиг, частичный отжиг и окончательный отжиг.
Нормализация
Нормализация - это процесс термообработки, используемый для снятия внутренних напряжений, вызванных такими процессами, как сварка, литье или закалка.
В этом процессе металл нагревается до температуры, которая на 40° C выше его верхней критической температуры.
Эта температура выше, чем при закалке или отжиге. После выдержки при этой температуре в течение определенного периода времени его охлаждают на воздухе. Нормализация создает однородный размер зерна и состав по всей детали.
Нормализованная сталь тверже и прочнее отожженной стали. Фактически, в нормализованном виде сталь прочнее, чем в любом другом состоянии. Вот почему детали, которые требуют ударной вязкости или должны выдерживать большие внешние нагрузки, почти всегда будут нормализованы.
Закалка
Самый распространенный процесс термообработки - закалка - используется для увеличения твердости металла. В некоторых случаях затвердеть может только поверхность.
Заготовку закаляют, нагревая ее до заданной температуры, а затем быстро охлаждают, погружая в охлаждающую среду. Можно использовать масло, солевой раствор или воду. Полученная деталь будет иметь повышенную твердость и прочность, но одновременно возрастет и хрупкость.
Цементное упрочнение - это тип процесса упрочнения, при котором упрочняется только внешний слой заготовки. Используемый процесс такой же, но поскольку тонкий внешний слой подвергается процессу, полученная в результате заготовка имеет твердый внешний слой, но более мягкую сердцевину.
Это обычное дело для валов. Твердый внешний слой защищает его от износа материала . В противном случае при установке подшипника на вал он может повредить поверхность и сместить некоторые частицы, которые ускорят процесс износа. Закаленная поверхность обеспечивает защиту от этого, а сердечник по-прежнему обладает необходимыми свойствами, чтобы выдерживать усталостные напряжения.
Другие типы процессов закалки включают индукционную закалку, дифференциальную закалку и закалку пламенем. Однако закалка пламенем может привести к образованию зоны термического влияния, которая возникает после охлаждения детали.
Старение
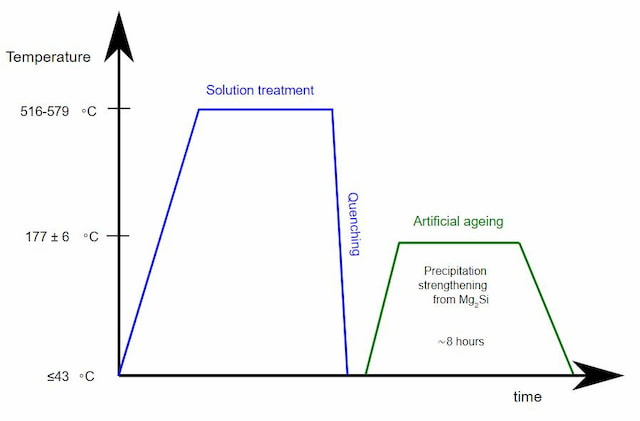
![]()
График старения алюминия 6061
Старение или дисперсионное твердение - это метод термообработки, который в основном используется для повышения предела текучести ковких металлов. В ходе процесса образуются равномерно диспергированные частицы в структуре зерна металла, которые вызывают изменения в свойствах.
Осадочное твердение обычно происходит после еще одного процесса термообработки, при котором достигается более высокая температура. Однако старение только повышает температуру до среднего уровня и снова быстро снижает ее.
Некоторые материалы могут стареть естественным образом (при комнатной температуре), в то время как другие стареют только искусственно, то есть при повышенных температурах. Для естественно стареющих материалов может быть удобно хранить их при более низких температурах.
Снятие напряжения
Снятие напряжения особенно часто используется для деталей котлов, баллонов с воздухом, аккумуляторов и т. д. При этом методе нагревают металл до температуры чуть ниже его нижней критической границы. Процесс охлаждения медленный и, следовательно, равномерный.
Это делается для снятия напряжений, которые возникли в деталях из-за более ранних процессов, таких как формовка, механическая обработка, прокатка или правка.
Отпуск
Отпуск - это процесс уменьшения избыточной твердости и, следовательно, хрупкости, возникающей в процессе закалки. Также снимаются внутренние напряжения. Прохождение этого процесса может сделать металл пригодным для многих применений, в которых требуются такие свойства.
Температура обычно намного ниже температуры затвердевания. Чем выше используемая температура, тем мягче становится конечная заготовка. Скорость охлаждения не влияет на структуру металла во время отпуска, и обычно металл охлаждается на неподвижном воздухе.
Цементация стали
В этом процессе термообработки металл нагревается в присутствии другого материала, который выделяет углерод при разложении.
Освободившийся углерод поглощается поверхностью металла. Содержание углерода на поверхности увеличивается, что делает ее более твердой, чем внутреннее ядро.
Какие металлы подходят для термической обработки?
Хотя черные металлы составляют большинство термообработанных материалов, сплавы меди, магния, алюминия, никеля, латуни и титана также могут подвергаться термообработке.
Около 80% термически обрабатываемых металлов - это разные марки стали. Черные металлы, которые можно подвергать термической обработке, включают чугун, нержавеющую сталь и различные марки инструментальной стали.
Такие процессы, как закалка, отжиг, нормализация, снятие напряжений, цементирование, азотирование и отпуск, обычно выполняются на черных металлах.
Медь и медные сплавы подвергаются таким методам термической обработки, как отжиг, старение и закалка.
Алюминий подходит для таких методов термообработки, как отжиг, термообработка на твердый раствор, естественное и искусственное старение. Термическая обработка алюминия - это точный процесс. Объем процесса должен быть установлен, и его следует тщательно контролировать на каждом этапе для достижения желаемых характеристик.
Очевидно, не все материалы подходят для термической обработки. Точно так же не обязательно использовать каждый метод для отдельного материала. Поэтому каждый материал нужно изучать отдельно, чтобы добиться желаемого результата. Использование фазовых диаграмм и доступной информации о влиянии вышеупомянутых методов является отправной точкой.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Читайте также:
- I – рода:
- снятие внутренних напряжений после