Матрицы для ковки металла
Обновлено: 04.10.2024
Для изготовления художественных деталей кузнецы применяют матрицы и штампы. Матрица для ковки — это пластина или доска с вогнутым изображением нужного элемента.
Обзор матриц
Чтобы сделать декоративные повторяющиеся элементы, кузнецы применяют матрицы. Шаблоны помогают сэкономить время, получить несколько одинаковых по параметрам деталей. Это могут быть формы листьев, шаров, цветов, пик, гусиной лапки и т. д. Существует множество других форм для вогнутых изображений.
Матрицы делятся на два типа:
- односторонние — пластины с одним вогнутым изображением;
- двухсторонние — пластины с зеркальными рисунками, которые устанавливаются на щипцы для обжима.
Кроме того, они могут быть простыми, сложными, универсальными. Сложные конструкции изготавливают по индивидуальному заказу.
Приспособления с матричной формой используют при гибке металла на станках для получения завитков. Они представляют собой кондуктор или плиту с полосой в виде витка, улитки. Применяются в холодной ковке для изготовления завитков и других витых элементов. Для выполнения операций по штамповке, прессовке кузнецы используют специальные пуансоны. Пуансон оказывает давление на штамп для получения рисунка или маркировки.

Использование штампов
Матричные шаблоны изготавливают из резины, полиуретана, железа и других металлов. Штампы получают из стали, прошедшей термообработку. Мастера подкладывают матрицы под поковку на наковальне или закрепляют на молоточном бойке. Штампы используют на пневмомолотах, прессах и других станках. Перед работой на станках стоит изучить, что такое кузнечный молот?
Горячая ручная ковка по шаблону выполняется так:
- На наковальню кладут оттиск.
- Нагревают деталь (чтобы правильно нагреть металл, важно знать устройство и назначение кузнечного горна).
- Раскаленную поковку укладывают на шаблон, затем раскатывают ударами молота.
- Выступившие края срезают или отрубают зубилом.
При работе с односторонними шаблонами, такими как гусиная лапка, листок, пика, используют квадратные, круглые, прутообразные металлические заготовки. Двухсторонние шаблоны состоят из двух частей, поэтому раскаленную поковку кладут между половинами. Затем кованое изделие продавливают молотом.
Технология матричной ковки стала основой для такого вида работ, как машинное штампование. Это изготовление деталей, узоров под давлением. При работе с прессами, пневматическими, механическими станками штамп устанавливают на неподвижный боек молота. Матрицы из полиуретана применяют в качестве ответного узла для штампа. Его конструкция должна совпадать с режущим краем матричного шаблона. Таким образом получают замыкающие узлы.
Главными частями штампа являются матрица и пуансон. Они быстро приходят в негодность. Обычно замена требуется каждые 5 лет. Для производства пуансонов используют оттиски. Также потребуется фрезерное и строгальное оборудование.

Как сделать матрицу для ковки?
Для получения стандартных железных деталей потребуется стальная матрица. Она должна быть прочной, износостойкой, отполированной изнутри, а также хорошо выдерживать ударные нагрузки. Нужную форму можно купить или изготовить в домашних условиях на фрезерном станке. Можно использовать поверхность бойка молотобойного оборудования. Потребуются кузнечные инструменты: кувалда, болгарка, молоты, чеканы, зубила и другие.
Процесс получения матрицы зависит от сложности задуманного рисунка. Плоские хомуты или гусиные лапки легче сделать, чем выпуклые листья.
Рассмотрим этапы получения простой формы для гусиной лапки:
- Подготовить заготовку, выровнять, разметить центральную ось и расходящиеся от нее линии.
- Прорезать по линиям узоры болгаркой или кругом, углубить их по краям.
- Сделать по прорезям треугольные выступы с помощью шлифовальной машинки.
- Рельеф детали оформить напильником.
При изготовлении двухсторонней матрицы во втором куске металла делают зеркальное отражение рисунка. Все впадины на нем должны совпадать с ямками на первой детали. Соединение обжимки выполняют в виде щипцов. Иногда сверху приваривают боек для усиления ударной части и ограничитель из трубы. Самодельную деталь закаливают для усиления прочности.
Фабрика кованой мебели «Металлдекор» производит изделия с элементами художественной ковки. Кузнецы создают изящные кровати, стулья, столы, диваны, прихожие, мебельные гарнитуры и другие эксклюзивные предметы. Мастера изготавливают ограды, беседки, скамейки, фонари и другие аксессуары для дома и приусадебного участка. По желанию клиента мебель куется по индивидуальным заказам. На каждую вещь дается гарантия.
Способы изготовления кондуктора для ковки
Примитивный кондуктор для ковки представляет собой конструкцию, состоящую из трех деталей: направляющей матрицы, опорного зацепа и рычага.

Большинство кузнечных узоров, которые получаются технологиями горячей или холодной ковки, в той или иной степени включают в себя элементы спиралей — пространственных, плоских, одинарных или двойных. И если для изготовления сложной спирали потребуется специальная торсионно-выкрутная машина, то обычная спираль вполне доступна для выполнения своими руками. Нужен только кондуктор для холодной ковки — приспособление, называемой в среде мастеров кузнечного дела улиткой.
Основы применения устройства
Примитивный кондуктор для ковки (см. рис. 1) представляет собой конструкцию, состоящую из трех деталей:
- Направляющей матрицы, которая своим контуром должна соответствовать будущему кованому элементу.
- Опорного зацепа, за который фиксируется прутковая заготовка.
- Рычага, при помощи которого выполняется гибка прутка по контуру.
- Плиты, на которой расположены обе детали и которая, при необходимости, может прикрепляться к основанию, например, верстака.
Наибольшая сложность заключается в изготовлении самого кондуктора для ковки. Кондуктор, представленный на рис. 1, лишь отдаленно напоминает контур спирали и пригоден лишь в производстве сравнительно крупных кузнечных конструкций (например, защитных решеток), для которых важна не конфигурация элемента, а его совместимость с общей компоновкой изделия.

Решений может быть два. Первое, более простое, заключается в том, чтобы разбить образующую спирали на ряд элементарных отрезков, доступных для изготовления своими руками. При этом возможные складки на контактной поверхности кондуктора будут компенсироваться толщиной полосы или диаметром прутка. Для этого потребуется выполнение двух условий:
- Минимальный радиус гибки не должен быть меньше 0,2s (где s — толщина стальной полосы или диаметр прутка);
- В процессе холодной ковки заготовка должна постоянно прижиматься к рабочей поверхности кондуктора.

Поскольку второе условие непременно приведет к усложнению конструкции кондуктора, то особого повышения качества готовой спирали ожидать не приходится. Тем не менее, точность все равно будет выше. Объединенные чертежи спиральной основы кондуктора с отдельными участками показаны на рис. 2.
Следует отметить, что слесарная ручная доводка такого контура достаточно трудоемка, а исполнителю следует располагать шаблоном идеальной спирали, который еще как-то надо изготовить. Как сделать спираль иначе?
Таким образом, традиционный способ конструирования кондуктора приемлем только для габаритных изделий.
Изготовление направляющей для кондуктора
Для этих целей потребуется обычный токарный станок типа 1К62 или 16К20, который в состоянии нарезать архимедову спираль, и, конечно, опытный токарь.
Функция «архимедова спираль» в токарных станках предназначена для нарезки специальных резьб, но она вполне пригодна и для получения канавки в опорной плите, где затем будет располагаться сама направляющая кондуктора .
При подготовке станка выполняются следующие переходы:
- Малую рукоятку коробки подач станка перемещают в положение «Спираль Архимеда».
- Необходимый шаг спирали, который будет определять габариты кондуктора, устанавливают при помощи большой рукоятки.
- Шаг подачи фиксируется рычагом, а величина подачи определяется глубиной канавки в плите (как установить такой параметр, будет рассказано далее).
- После включения станка рычаг подачи остается в прежнем положении, а нарезка выполняется в ходе возвратно-поступательных перемещений шпинделя.
- После каждого прохода суппорт отводится от торца заготовки.
Пример получения архимедовой спирали представлен на этом видео:
То, что на кадрах представлен не металл, а пластик, принципиально ничего не меняет: спираль получается в результате нескольких последовательных проходов резца, который перемещается по заданной траектории.
Определение размеров спиральной канавки производится, исходя из желаемых габаритов кондуктора и высоты его опорной поверхности. Если в первом случае все зависит от размеров исходной заготовки для плиты и возможностей станка, то глубину канавки следует рассчитать по высоте и толщине направляющей матрицы.
Поскольку в холодном состоянии любой металл обладает повышенной механической прочностью, то для изготовления направляющей матрицы своими руками следует принять инструментальную сталь: например, сталь марки У7 по ГОСТ 1435-84. Использовать высоко- или среднеуглеродистую конструкционную сталь типа сталь 45 или сталь 60Г не рекомендуется, поскольку для высоких улиток под воздействием изгибающего момента они могут растрескиваться.
Размеры направляющей матрицы в плане подбираются, исходя из имеющегося сортамента полосовой инструментальной стали по ГОСТ 4405-75. Поскольку кондуктор должен быть компактным, то целесообразно выбрать профили 3×20, 3×25 или 3×30 с предельным отклонением по толщине 0,4 мм. При посадке направляющей в плиту по Н11 ширина спиральной канавки должна быть на 0,5-0,7 мм больше ширины полосы. Глубина канавки должна быть не менее 1,5 высоты полосы, т.е. 4,5 мм или чуть больше. Этот параметр, кстати, определит и толщину самой плиты: она должна быть не менее 6 мм.
По нарезанной канавке в плите определяют суммарную длину направляющей (для замера можно воспользоваться гибкой рулеткой или даже обычной ниткой). После чего отрезают «в размер» нужную длину полосы, вставляют ее в паз и обваривают по контуру ( если на кондукторе будут изготавливаться только плоские улитки — то по наружной образующей, а если объемные — то можно и по внутренней).
В центре кондуктора болтами прикрепляют опорный зацеп. Он должен иметь заходный участок, которым заготовка фиксируется в начальный момент формирования спирали (см. рис. 3).
Применение подобной технологии изготовления направляющей кондуктора значительно увеличивает точность изготавливаемых на нем спиральных кузнечных узоров.
Выбор и изготовление прочих элементов кондуктора
Опорную плиту можно изготовить из конструкционной стали марки сталь 45. Ее размеры подбираются соответственно габаритам направляющей, удобства установки в токарном станке и возможностям ее надежного расположения на столе или верстаке.
Для изготовления поворотного рычага используют рамную конструкцию из квадратных труб, которая собирается в поворотный узел на подшипнике качения, как показано на рис. 4. Торцевую часть желательно прошлифовать, чтобы исключить зажим прутка/полосы.
Рисунок 3 — Опорный зацеп и его крепление на кондукторе для холодной ковки Рисунок 4 — Пример оформления поворотного рычага кондуктора Рисунок 5 — Кондуктор для холодной ковки в сборе.
Готовый кондуктор в сборе представлен на рис. 5.
В качестве альтернативного и достаточно оригинального варианта можно привести пример изготовления направляющей с использованием обычной велоцепи. В этом случае жесткость конструкции повысится, а трение на контактных поверхностях при изготовлении спирали снизится. Общий вид такого кондуктора представлен на рис. 6.

Читателей, имеющих опыт конструирования и изготовления эффективных кондукторов для холодной ковки, приглашаем для обсуждения в блоке комментариев.
Изготовление и применение матриц для ковки
Матрицы для ковки использовали и применяют, если нужно изготовить большое количество однообразных элементов: пик, листьев, шариков и прочих.

Задолго до появления в производстве технологии штамповки изделий, такой метод массового изготовления вещи по шаблону внедряли в своих кузницах многие мастера. Чаще всего матрицы для ковки использовали и применяют сегодня, если нужно изготовить большое количество однообразных элементов: пик, листьев, шариков и прочих.
Что из себя представляют такие штампы, как их изготавливают и используют в работе — об этом далее в нашем материале.
Все матрицы используют в кузницах для изготовления, как правило, декоративных элементов, которые часто повторяются. Это могут быть различные листья или шарики, на производство которых вручную уйдет масса времени. Также такие элементы, как правило, должны быть одинаковыми по параметрам, что тоже довольно непросто сделать.
Как выглядит матрица для ковки? Внешне — это металлическая доска с вогнутым рельефным тиснением, которое изображает необходимый элемент.
Довольно часто можно увидеть такие штампы в продаже с наиболее распространенными фигурами: гусиной лапки, пики или листа растения.
Матрица лист Матрица пика Матрица гусиная лапка
Сегодня их изготавливают из соответствующих сортов стали, которая проходит еще и дополнительную термообработку. Вследствие чего такие штампы долговечны и их можно неоднократно применять в производстве.
Кроме показанных примеров, существует множество других матриц с различными изображениями и формами.
Использование матриц имеет глубокую историю. В 15-17 веках на Руси было распространено так называемое басменное тиснение, с помощью которого производили декоративные украшения на книги, сундуки, оклады икон. Для такой технологии изготовляли матрицы из меди, дерева или камня. Методика работы была следующая: на штамп укладывали листовой (2-2,5 мм) металл, сверху накрывали его свинцом и наносили удары молотом. Полученное изображение могли доводить с помощью чеканов.
Такие штампы используют двумя способами: либо подкладывают под заготовку на наковальне, либо крепят на боек молотка.

Матрицы могут быть как односторонними, так и двусторонними, когда на импровизированных щипцах для обжима расположены рисунки в зеркальном отображении.
Похожими приспособлениями пользуются и при изгибании металла с целью получить различные завитки. Для этого применяют кондуктора в виде плиты и прикрепленной к ней полосе, повторяющей форму витка.
Такие приспособления применяют в холодной ковке, получая одинаковые витые элементы.
Каким образом используют матрицы для производства и какие кузнечные приемы применяют?
Матрицы могут использовать как в ручной ковке, так и при применении различных прессов и пневматических молотов.
Технология таких кузнечных работ следующая.
- На наковальню укладывают штамп нужно формы.
- Заготовку разогревают до ковкой температуры.
- Нагретую болванку укладывают на штамп и ударами молота проводят так называемую раскатку металла.
- Лишние элементы отрубаются зубилом или срезаются.
При работе с такими матрицами, как пика, гусиная лапка, лист и другие подобные, используют прокат в виде прутка, круга или квадрата соответствующего размера.
Когда изготавливают двухсторонний рисунок, разогретую заготовку укладывают между двух половинок матрицы и, нанося удары молота, формируют конфигурацию кованого изделия.
При использовании пневматических или других механизированных молотов матрица может устанавливаться на боек молота (обычно на нижний неподвижный).
Также штампы монтируют и на различные прессы.
Если при изготовлении требуется сделать дополнительные операции (например, отверстия), изделие прошивают, отдельно пользуясь соответствующими инструментами.
Технология использования матриц стала основоположницей такого вида производства, как штампование. Принцип изготовления похож, только вместо ручной работы применяют машины.
Как сделать матрицу для ковки
Сегодня не составляет труда приобрести готовые штампы с различными формами, в том числе и стандартные листы, гусиные лапки, пики, хомуты и прочие.
Однако, как можно изготовить матрицы для ковки своими руками, что для этого нужно и какими материалами воспользоваться?
Материал
Материал матрицы должен обладать высокими качествами, ведь готовый штамп будет постоянно соприкасаться с разогретыми заготовками, да и, к тому же, постоянно испытывать ударные, сжимающие нагрузки.
Для изготовления такого шаблона можно взять сталь с полуоси автомобиля, как показано на представленном видео:
Также можно сделать матрицу на поверхности бойка одного из рабочих молотов.
Или подойдет любой другой кусок стали с отличными свойствами противостоять деформации и сильному разогреву.
Что понадобиться
Есть виды штампов, которые изготавливают на фрезерном станке. Например, как на этом видео:
В предыдущем видео отлично показано, как сделать простейший тип матрицы — гусиную лапку, используя только болгарку, напильник и сварочный аппарат.
Процесс изготовления
Изготовление матриц по сложности зависит от рисунка, нанесенного на ее поверхность. Элементарные тиснения типа гусиных лапок или хомутов сделать намного проще, чем, например, фигурные пики или листы. Сложные рисунки придется наносить зубилами и чеканами.
- Для изготовления простого штампа гусиной лапки подготавливают заготовку. Ее поверхность выравнивают.
- На рабочей стороне нужно сделать разметку в виде расходящихся линий. Изначально отбивают центральную ось, а уже потом от нее два-три ответвления.
- Использую болгарку и отрезной круг, по линиям делают прорезы, углубляя их по краям.
- Работая угловой шлифовальной машиной, нужно сформировать по прорезям треугольные выступы.
- После чего весь рельеф дорабатывают напильником.
- Если изготавливается двухсторонняя обжимка, нужно с такого же куска материала сделать зеркальное отображение с выступами, точно совпадающими с впадинами на первой матрице.
- Обжимку соединяют в виде щипцов.
- Ударную сторону можно дополнительно усилить наваренным сверху бойком.
- Для удобного использования двухсторонней обжимки можно дополнительно изготовить ограничитель из трубы или другого подобного материала.
- Дополнительно сталь нужно закалить, чтобы повысить ее прочностные свойства.
Еще более простым штампом для производства гусиных лапок может стать брусок стали с нарезанными и доведенными до нужной формы продольными бороздами. На такой форме можно очень просто сделать односторонний рисунок ручной ковкой.
Холодная ковка от «А» до «Я»
Какие особенности имеет технология холодной ковки, с каким оборудованием работают мастера и как его изготовить — об этом в нашем материале.

Холодная ковка позволяет делать металлообработку различных видов проката без предварительного нагревания. Причем создаваемые изделия, за счет прессования и гибки, получаются намного прочнее, чем при использовании литья или штамповки.
Какие особенности имеет технология холодной ковки и с каким оборудованием работают мастера — об этом в нашем материале.
Зачем используют холодную ковку
Чаще всего с помощью такой технологии обрабатывают металлопрокат в виде прутка, круга, квадрата или полосы. Создаваемое оборудованием давление изгибает и прессует материал, формируя нужную конфигурацию изделия, при этом упрочняя его. Изготовленные таким способом вещи практически невозможно сломать, их срок службы, в сравнении с литьем или штамповкой, на порядок выше.
Зачем применяют холодную ковку и какие изделия производят?
- Различные фигурные решетки, которые монтирую на окна и двери жилых помещений.
- Декоративные и практичные элементы фасада: козырьки, перила и другие.
- Детали ограждений: заборов, ворот, калиток.
- Элементы мебели: ножки стульев и столов.
- Детали декора: подставки под цветы, кронштейны фонарей, решетки камина, мангалы и прочие.
Все эти поделки выглядят как настоящее произведение искусства, при этом не теряя своего практического назначения и прочности.
Приемы и способы технологии
Понятно, что, в отличие от горячего способа, заготовки предварительно не разогревают до ковочной температуры. Лишь изредка может применяться частичный нагрев поверхностей в месте изгиба.
Технологически такой способ обработки металла построен на одном из физических свойств металла — пластичности. Черновые и цветные металлы, такие как сталь, медь, бронза и другие в зависимости от своего химического состава имеют способность выдерживать нагрузки на изгиб, разрыв, растяжение. Это позволяет их обрабатывать различными приемами без нагрева.
В момент изготовления изделий материал поддается прессованию, что уплотняет структуру металла и, соответственно, делает его прочнее. Изгибание, в свою очередь, добавляет прочности изделию за счет дополнительного сжатия в точках изгиба.
Важным отличием холодной ковки от горячей является то, что нет высокотемпературного воздействия на металл и, как следствие, он не меняет своих химических свойств, а ,значит, нет необходимости проводить дополнительные операции: отпуск, отжиг или закалку.
В итоге, холодная ковка металла имеет как преимущества, так и недостатки.
- Детали и заготовки не требуют предварительного высокотемпературного нагревания.
- Поверхность изделий намного прочнее, чем при изготовлении вещей горячей ковкой.
- Высокоточная обработка деталей, возможна очень точная подгонка.
- Элементы не требуют дополнительной обработки после изготовления. Все изделия изначально прочные.
- Более «чистая» работа, нет следов и продуктов горения на поверхности металла.
- При обработке требуется создать намного большее усилие на металл для формирования деталей.
- Требуется специализированное и, в некоторых случаях, мощное оборудование.
- Обрабатываемые поверхности должны быть чистыми.
- Можно изготавливать только определенные виды продукции.
Главный недостаток холодной металлообработки в том, что можно производить ограниченные наименования продукции.
Какими технологическими приемами обрабатывается металл холодным способом?
Приемы холодной ковки
Изделия производятся путем механических способов и приемов обработки металлических заготовок. Основные операции:
Изгибание металла проводят как на ручном, так и на механическом оборудовании, причем многие изделия вполне реально производить вручную с использованием простейших приспособлений. Гибка — основной технологический прием описываемого способа ковки.
Прессование подразумевает использование сжимающих устройств. Прессы также могут быть ручными и механизированными.
Чеканка — это прием, с помощью которого проводится нанесение рисунка на поверхность изделий. Орнамент создается давлением на металл специальными инструментами или станками. Чаще всего такой способ «рисования» используют для создания рисунков на меди, так как она более пластичный материал.
В холодной ковке, также, как и при любой металлообработке, используют приемы резки, рубки и других общих операций, применяемых для подготовки заготовки и окончательной доводки изделий.
Технология подразумевает применение специализированного оборудования, создающего необходимые условия для производства и обработки материалов.
Оборудование для холодной ковки
Для создания различных элементов холодной ковки применяется ручной и механизированный инструмент. Причем многие детали вполне реально изготовить на простейшем оборудовании, не требующем никакой автоматизации.
Чтобы начать массовое изготовление вещей без горячей кузнечной обработки, потребуется шесть основных приспособлений: гнутик, улитка, волна, твистер, фонарик и глобус. Для чего предназначены такие инструменты и что с их помощью можно сделать?
Гнутик

Такое приспособление служит основным инструментом при изгибании деталей. Особенность в том, что можно выбрать любой угол.
В отличие от горячей обработки, где требуется шаблон и опыт работы со специальной кузнечной вилкой, на гнутике вручную эта операция намного упрощается.
Конструкция состоит из гибочного штампа и эксцентрикового привода. В свою очередь шаблон для гибки состоит из закаленных роликов, которые смонтированы на прочной раме. Такой ручной станок может дополнительно оборудоваться различными приспособлениями. Гнутик может обрабатывать прокат в виде квадрата с размерами 12×12 мм или полосу толщиной до 3 мм.
Улитка

Это ручное приспособление применяют при создании спиралей и завитков. Название улитка прибор получил из-за своей основной составной части — кондуктора, имеющего витую форму. Завитки с проката соответствующего размера такой станок способен изготовить за один подход.
Как и гнутик, улитка вполне свободно обрабатывает основные, использующиеся в холодной ковке, виды проката — квадрат и пруток, сечением 10-12 мм, и полосу, толщиной 3-6 мм.
Основная рабочая часть (кондуктор) состоит из кулачка, располагающегося по центру, и двух дуг (малой и большой).
При создании небольших по размеру завитков дуги демонтируют, проводя гибку на кулачке. На фото показан один из вариантов исполнения такого ручного станка.
Волна

Приспособление, служащее для создания витых, повторяющихся узоров (довольно часто можно увидеть на оконных решетках). Основа устройства — два стальных диска, диаметром 140-150 мм, закрепленных болтами на рабочем столе. Часто можно встретить «управляемую волну» — устройство с регулируемыми зазорами между дисками. Такая функция возможна за счет наличия крепежных отверстий на разном расстоянии одно от другого. Переставляя диск можно создать различный изгиб волны. Как выглядит гибочный станок такого класса показано на фото внизу.
Твистер

Твистер закручивает вокруг своей оси пруток или квадрат. Принцип устройства похож на вороток для горячей обработки.
Конструкция состоит из основы, на которой размещается вращающаяся головка, и ползунок, регулирующий длину изделия. Заготовку фиксируют между этими двумя частями и при помощи рукояток закручивают до требуемого предела.
Фонарик
Одно из самых сложных изделий из холодной ковки — так называемая корзинка. С первого взгляда — это сложное переплетение металлических гнутых прутков или квадратов. Для производства такой детали используется такое кузнечное оборудование для холодной обработки заготовок, как фонарик.
Техника работы оборудования схожа с твистером: на основе закреплена крутящаяся головка и ползунок. Однако, заготовка «наматывается» по спирали на вставку — вал.
Глобус

Такой ручной инструмент для холодной ковки позволяет изгибать заготовку по дуге, загибая концы под востребованный угол, при этом получается объемное изделие. За что часто этот ручной станок называют объемником.
Основа устройства — шаблон в виде дуги и закаленные ролики, позволяющие двигаться ручному приводу. В зависимости от типа инструмента, он может работать с квадратным прокатом со сторонами 14×14 миллиметров, неширокой полосой до 25 мм, а также прутком.
Чаще всего глобус применяют для производства деталей «объемных» решеток, в которых отдельные элементы не лежат в одной плоскости с остальными.
С помощью этих простейших устройств, которые не требуют механизации, можно создавать настоящие произведения искусства, состоящие со всех отдельных декоративных элементов: волюты, завитков, корзинок и прочих.
Неплохим решением будет приобрести универсальный станок для холодной ковки, который позволяет совершать основные операции по металлообработке. Однако, стоимость такого оборудования будет доступна не всем мастерским.
При обустройстве мастерской можно приобрести готовое оборудование. Ручные станки для холодной ковки металла стоят относительно недорого, но можно сделать их самому.
Как сделать станки холодной ковки самостоятельно
Чтобы сделать приспособления для холодной ковки, потребуется наличие некоторого инструмента (сварочный аппарат, болгарка), а также поискать информацию об их изготовлении.
Существует множество чертежей станков для холодной ковки. Некоторые из них представлены на фото в этом разделе.
Самый простой вариант — сделать приспособление улитку для гибки металлопроката. Как ее изготовить самостоятельно, можно посмотреть на видео:
Также несложно собрать приспособление для скручивания заготовок — твистер. Главное подыскать материал и инструменты для работы.
Обзор на это приспособление показано в видео
Существуют и другие конструкции подобных устройств. Самодельные станки для холодной ковки не менее работоспособны по сравнению со своими покупными аналогами.
Для ковки холодным способом также потребуется и нагревательный инструмент, так как технология предусматривает частичный разогрев некоторых зон детали для более простого изгибания или скручивания. Нарезать металл проще с отрезным стационарным кругом. Но, за неимением его, можно воспользоваться болгаркой.
Еще один немаловажный инструмент в изготовлении изделий холодным способом — шлифовальные машины. Ведь отдельные элементы декора потребуют зачистки и сглаживания поверхностей. Для этого подойдут либо ручные ленточные шлифовальные машины, либо стационарный гриндер.
Наличие различных станков для холодной ковки металла значительно ускоряет процесс производства элементов, особенно, если требуется их массовый выпуск.
Если у Вас есть опыт изготовления станков для холодной металлообработки, поделитесь им в комментариях к материалу статьи. Насколько сложно изготовить такое оборудование самостоятельно и какая функциональность такого ручного оборудования? Примите участие в обсуждениях и оставьте свои дополнения к этой статье.
Все матрицы Мастер-Кузнец
Весь ассортимент матриц к прессу "Мастер-Кузнец", из которого Вы можете сделать свой выбор, представлен ниже в таблице.
| Матрицы | Размеры | Стоимость, руб. |
001 Гибочная  | 12 000 | |
002 Гибочная  | 12 000 | |
008 Обжимная 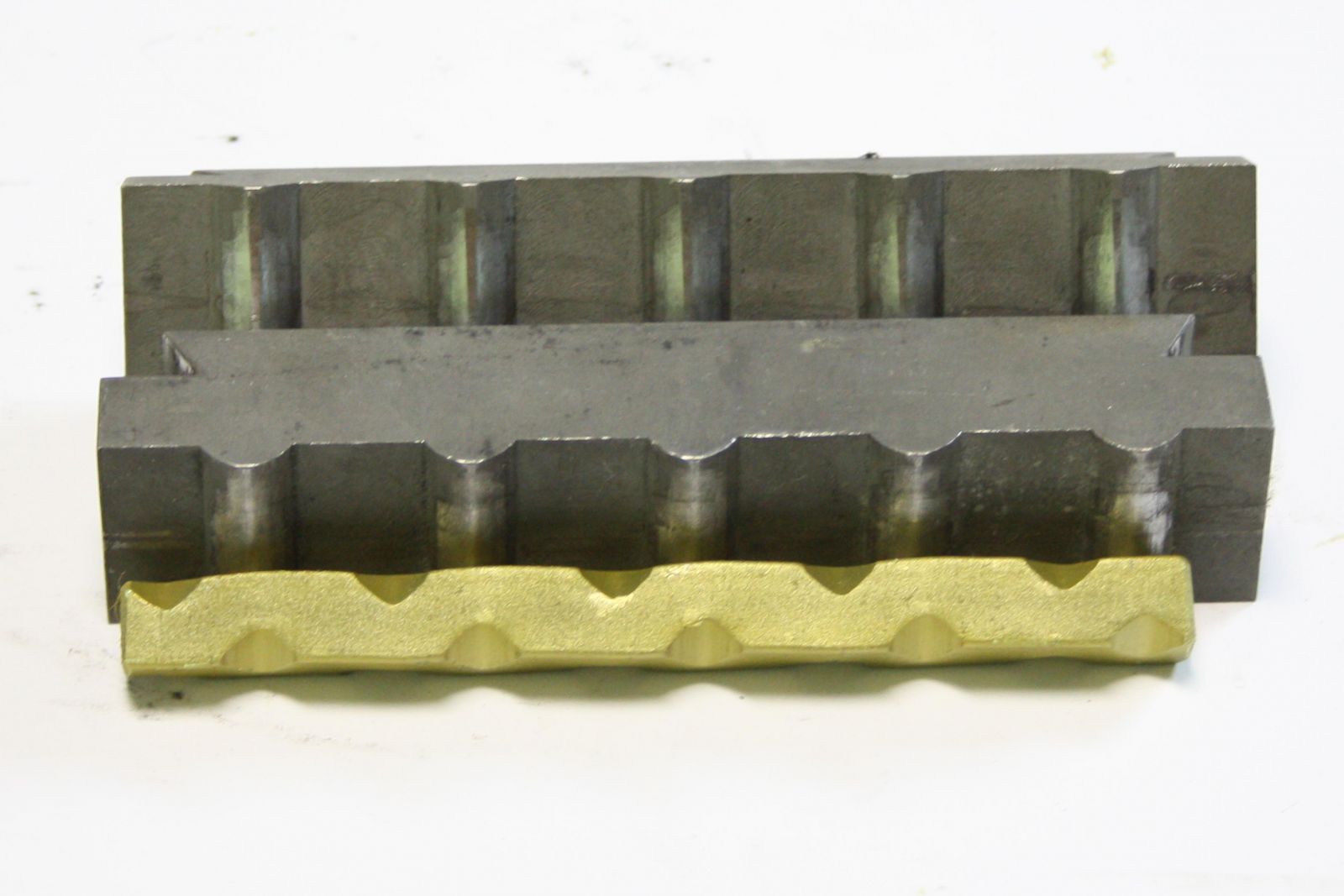 | 10 000 | |
009 Обжимная  | 10 000 | |
010 Обжимная  | 12 000 | |
011 Обжимная - балясина  | 12 000 | |
012 Обжимная  | 12 000 | |
013 Обжимная - фактура 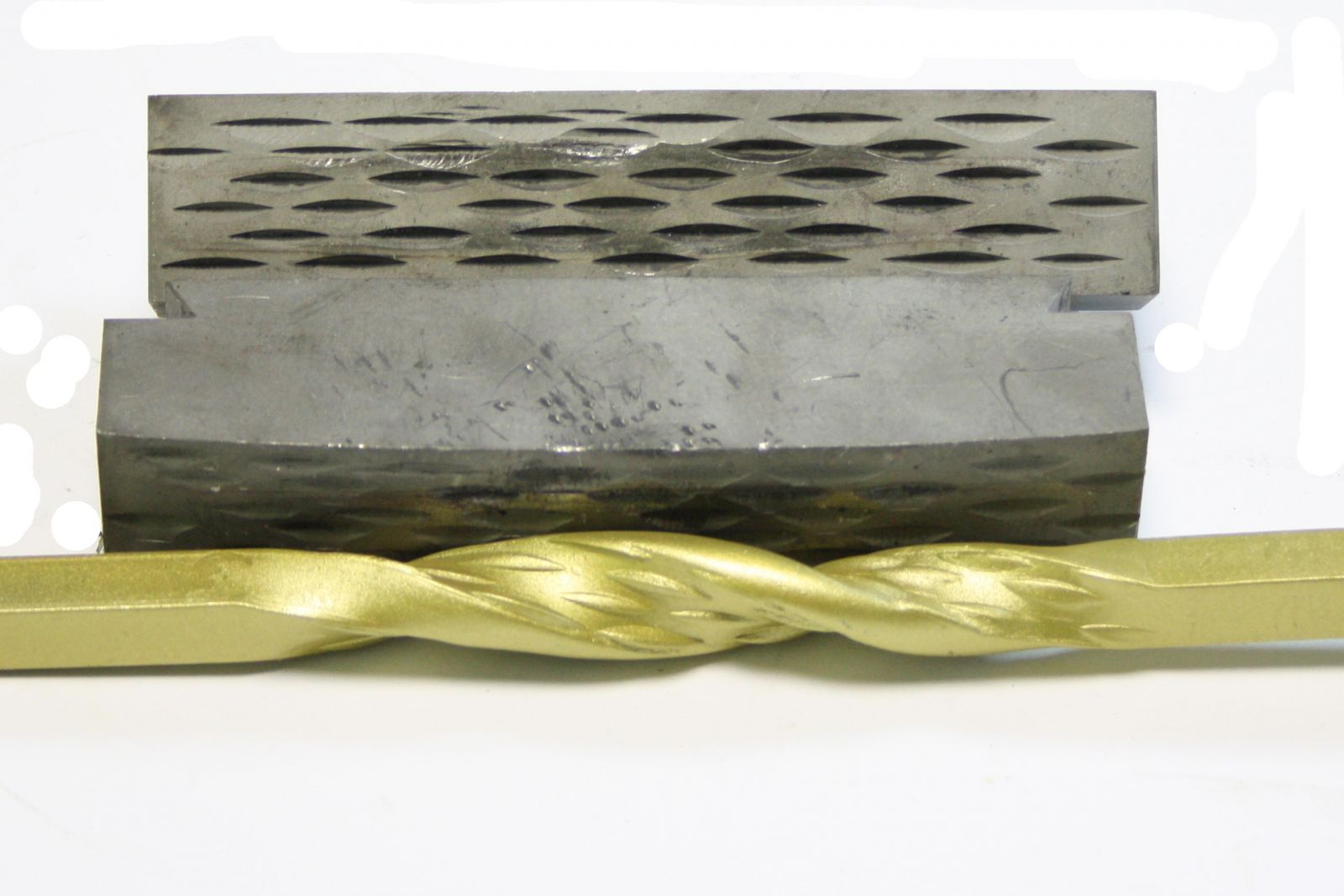 | 12 000 | |
014 Обжимная - фактура-балясина  | 12 000 | |
015 Обжимная - фактура дерева  | 12 000 | |
016 Гусиная лапка   | 12 000 | |
017 "Гусиная лапка" - ёлка   | 12 000 | |
018 Обжимная - балясина 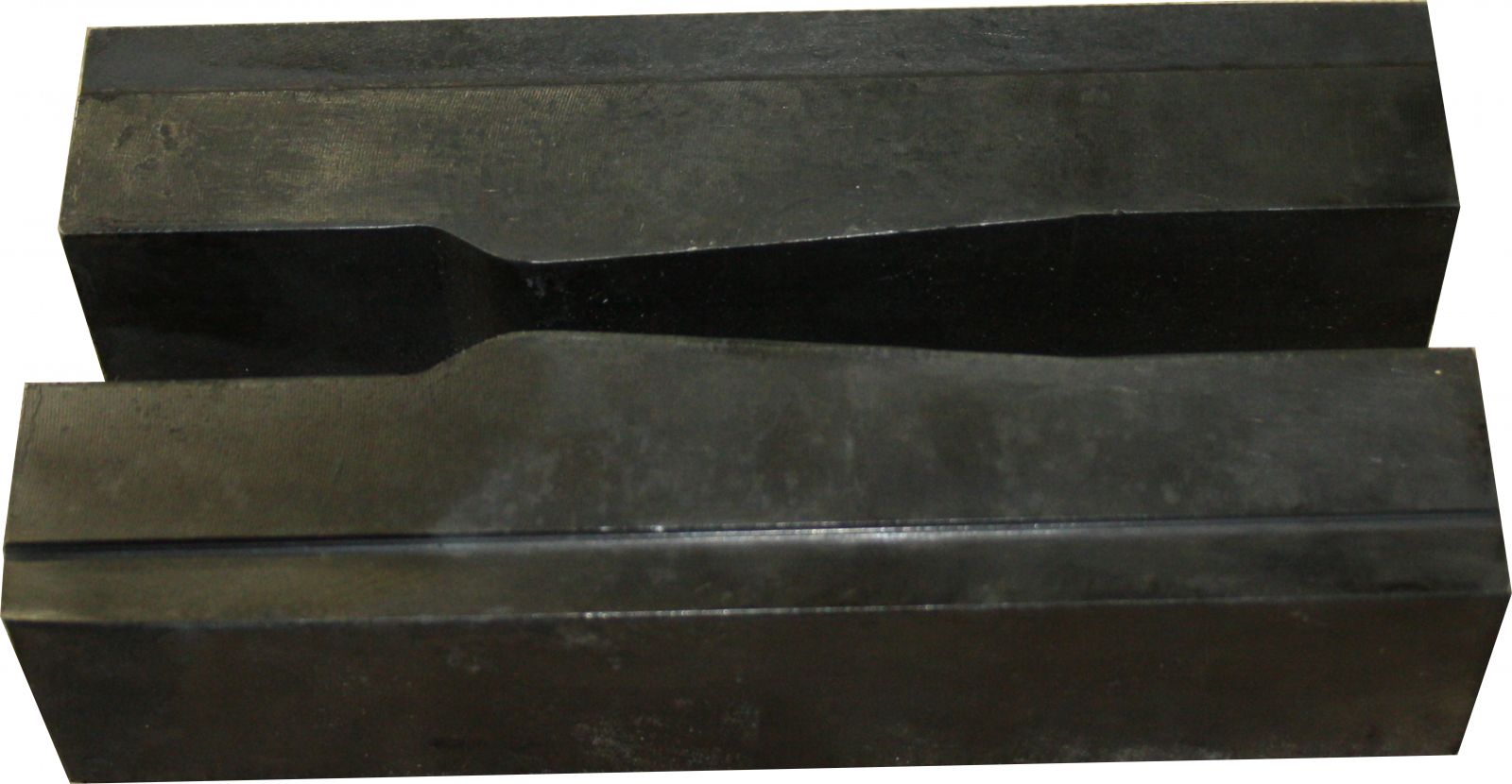 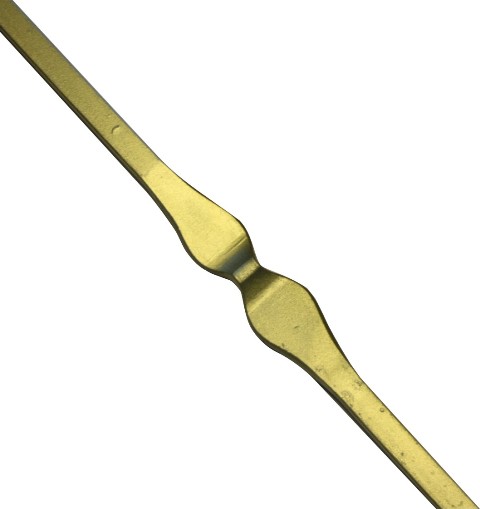 | 12 000 | |
019 Обжимная  | 10 000 | |
020 Обжимная - балясина  | 12 000 | |
021 Обжимная - балясина  | 12 000 | |
| 022 Обжимная - пика граненая с шаром  | 12 000 | |
023 Обжимная 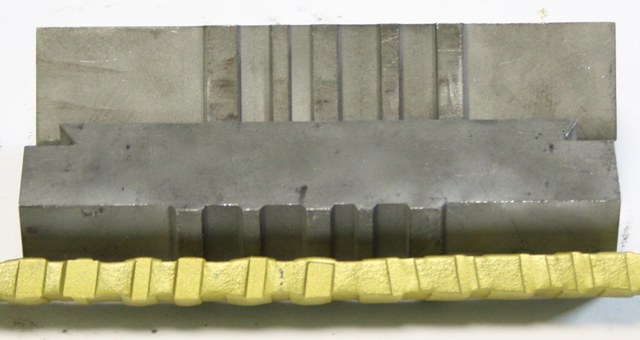 | 10 000 | |
024 Перила 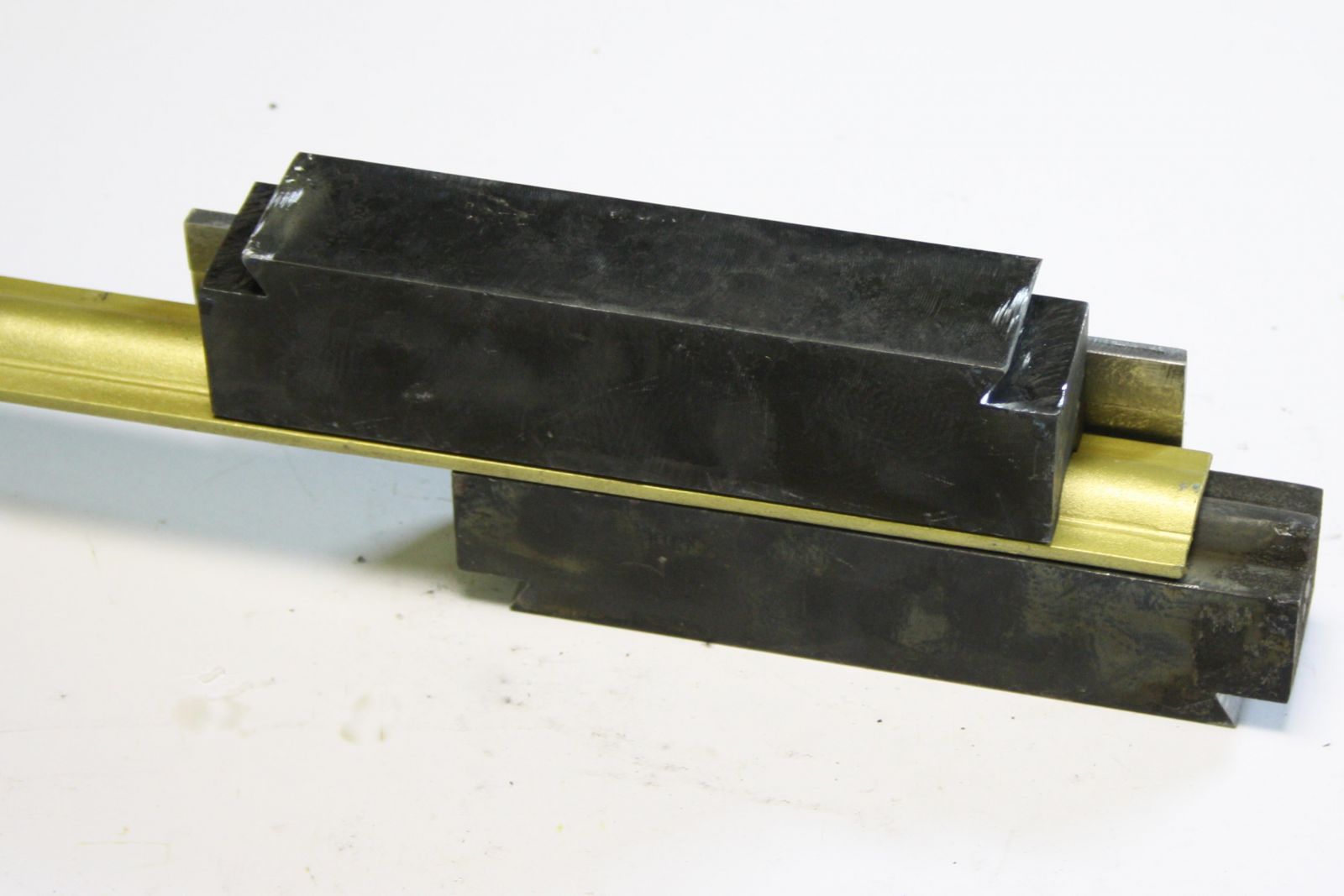 | 10 000 | |
025 Гибочная  | 12 000 | |
| 026 Обжимная матрица с двусторонним рисунком  | 12 000 | |
027 Обжимная матрица - шар 30-35мм  | 12 000 | |
028 Обжимная  | 12 000 | |
029 Матрица рассечка  | 12 000 | |
030 Матрица для работы с полосой  | 12 000 | |
031 Матрица для работы с полосой  | 12 000 | |
032 Матрица для работы с полосой - волна 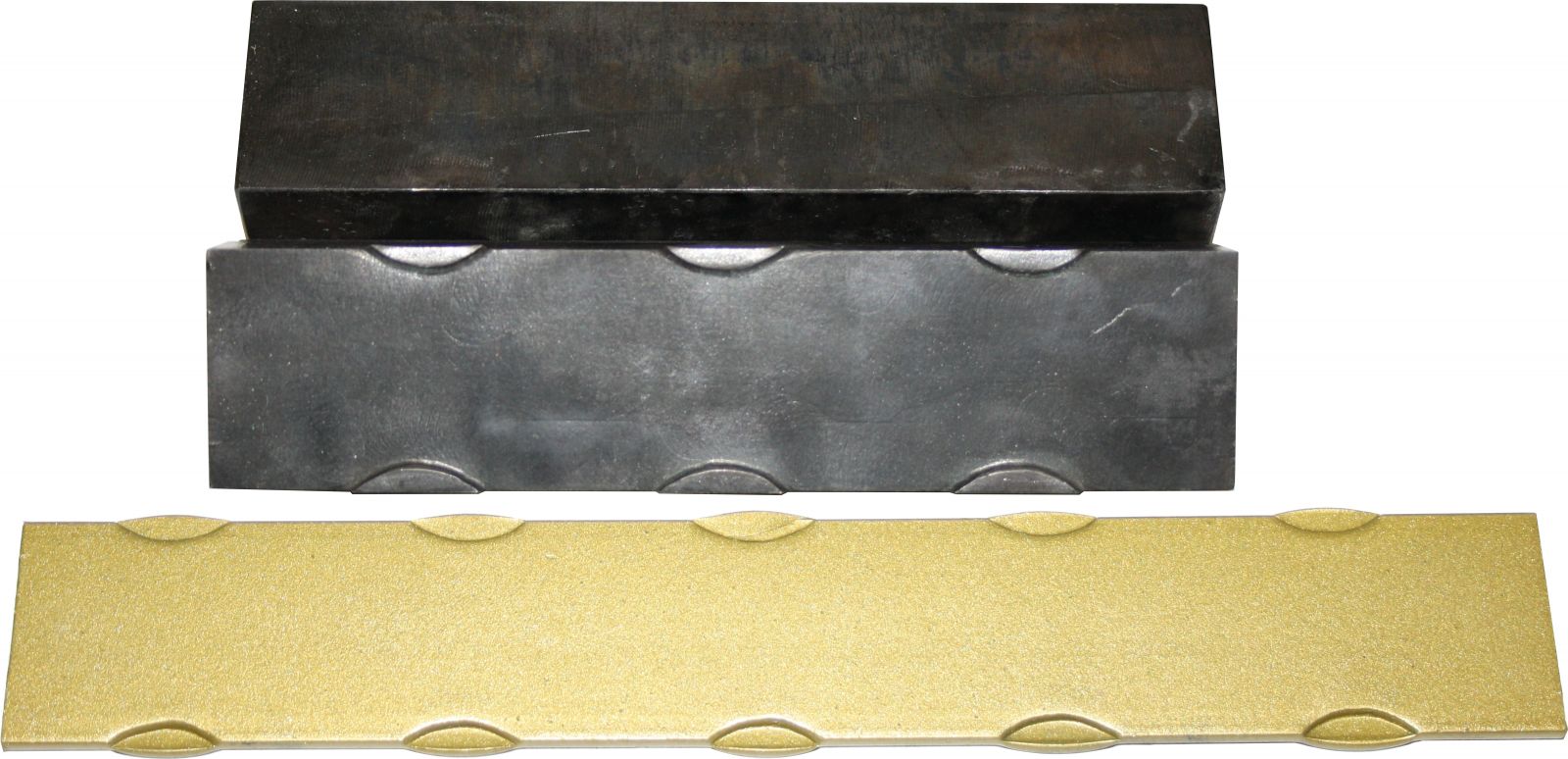 | 12 000 | |
034 Гибочная  |  | 15 000 |
035 Гибочная  |  | 15 000 |
036 Гибочная  | 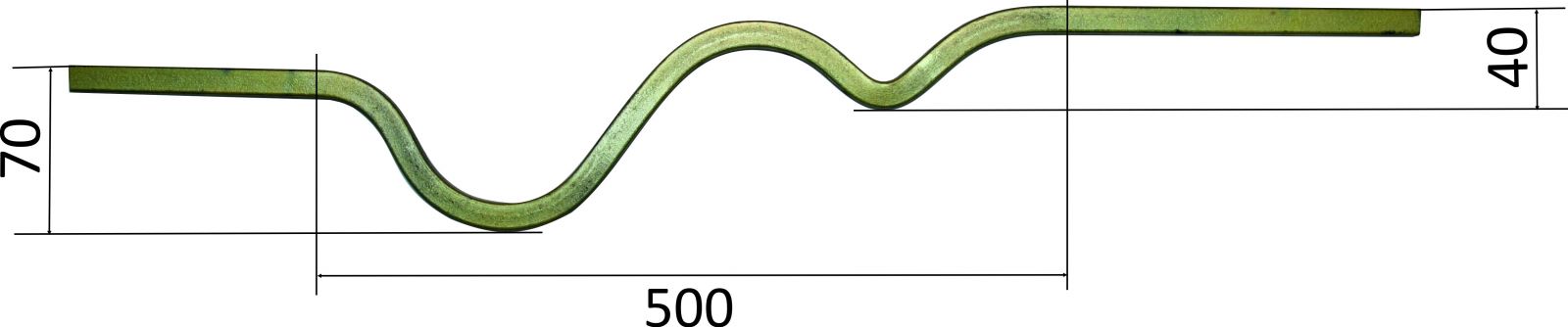 | 15 000 |
037 Гибочная  |  | 15 000 |
038 Гибочная  |  | 15 000 |
Стоимость пятачковых матриц составляет: основание матрицы 12 000 руб., и 2 500 руб. - пара каждого рисунка пятачка матрицы.
Читайте также: