Мехпила по металлу 8725 паспорт
Обновлено: 20.09.2024
Наименование издания:
Часть 1: Руководство по эксплуатации (8725.00.000. РЭ) - 78 страниц
Часть 2: Общие технические условия на ремонт (8725.00.000 УО) - 18 страниц
Выпуск издания: Экспериментальный завод им.Калинина, г.Краснодар
Год выпуска издания: 1988
Кол-во книг (папок): 2
Кол-во страниц: 96
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть 1: Руководство по эксплуатации (8725.00.000. РЭ)
1. Общие сведения об оборудовании
- Общий вид станка ножовочного
2. Основные технические данные и характеристика
3. Комплектность
4. Указание мер безопасности
- Расположение составных частей станка
5. Состав станка
6. Устройство, работа станка и его составных частей
- Общий вид станка с обозначением органов управления
- Схема кинематическая
- Стол
- Тиски
- Тиски комбинированные
- Пакетная резка
7. Электрооборудование
- Схема расположения электрооборудования
- Схема электрическая принципиальная
8. Гидрооборудование
- Схема гидравлическая принципиальная
- Разрез гидропривода по цилиндру поршневого насоса
- Разрез гидропривода по цилиндру подъёма рукава
- Разрез гидропривода по втулке регулирующего крана
9. Смазочная система
- Схема смазки станка
10. Порядок установки
- Порядок транспортировки
- Установка станка
- Тиски комбинированные
- Поддерживающее устройство
11. Порядок работы
12. Возможные неисправности и методы их устранения
13. Особенности разборки и сборки при ремонте
14. Свидетельство о приемке
15. Хранение
16. Указания по техническому обслуживанию, эксплуатации и ремонту
17. Гарантия изготовителя
Материалы по быстроизнашиваемым деталям
- Шестерня (8725.10.302)
- Втулка (8725.10.017)
- Колесо зубчатое (8725.30.014)
- Втулка (8725.30.017)
- Втулка (8725.30.018)
- Втулка (8725.30.201)
- Подшипник в сборе (8725.33.010), (8725.33.020)
Чертежи установки быстроизнашиваемых деталей
- Установка быстроизнашиваемых деталей на ведомом валу клиноременной передачи
- Установка быстроизнашиваемых деталей на ведомом валу зубчатой передачи
Часть 2: Общие технические условия на ремонт (8725.00.000 УО)
1. Введение
2. Организация ремонта
3. Приёмка и ремонт
4. Демонтаж с объекта и последующая разборка
5. Организация дефектации
6. Ремонт типовых деталей, соединений и сборочных единиц
7. Сборка
8. Испытание
9. Монтаж станка на фундаменте
10. Защитные покрытия
11. Нормы расхода материалов (8725.00.000 МС)
12. Ведомость документов для ремонта (8725.00.000 ВР)
13. Лист регистрации изменений
Описание станка:
Паспорт отрезного станка или ножовочного станка по классике обладает одними и теми же разделами, пунктами, и прочими атрибутами, что присущи документации подобного типа или вида. В вопросах станочного оборудования в обязательном порядке необходим технический справочник, в котором будет подан или более развёрнут момент связанный с описанием механической части станочной единицы. Ведь, на то оно и руководство по эксплуатации, чтобы реализовать пояснительные данные в наиболее доходчивой и конечно понятной манере. На основании этих важных документов вырисовывается специфика работы с оборудованием в той или иной плоскости и этот факт обязательно, а главное эффективно позволяет заниматься эксплуатацией, обслуживанием, а так же в некоторых случаях непосредственно ремонтом станочного оборудования. В нашем случае мы рассматриваем в большей степени представленные документы именно как инструкцию по эксплуатации, в которой есть всё необходимое для наиболее комфортной работы со станком. И действительно, документы представляют собой две части с довольно широким объёмом информации, что безусловно важно. Ведь, чем большее количество и развёрнутое описание присутствует, тем наиболее доходчивым будет дальнейшее взаимодействие со станком в производственной среде.
Тем не менее если рассматривать паспорт станок ножовочный отрезной, то здесь, если считать в общем количестве обнаруживается сразу порядка девяносто шести страниц, что в общем нацелены на развернутую подачу материала как такового. Это значит, что в издании кроме описания есть все необходимые, а так же нужные чертежи, на основании которых есть возможность создавать действительно хорошие ксерокопии производственного инструментария. Опять же, если рассматривать направление некоторого мелкого ремонта, то на основании представленной документации можно осуществлять и эту процедуру. Речь идёт о так называемых материалах по быстроизнашиваемым деталям, что представляют собой детальные чертежи того или иного станочного элемента. Но это очевидно, ведь в процессе работы на станке обязательно некоторые элементы будут подвержены износу. А реализовать совершенно новую деталь или механизм тут же, в условиях производства будет очень хорошим подспорьем для станочника. В чертежах можно найти варианты установки этих самых деталей непосредственно на оборудование, а затем естественно, применить в производственной среде. Этот факт будет здесь не менее важным и значимым, а вместе с этим вариативным.
Иными словами, как не смотри, но в любом случае представленный документ будет весьма востребован для работы с описываемым станком. К тому же, если рассматривать рубикон паспорт станков которого присутствует и на нашем сайте на выбор. Ведь, чем шире будут предложения и шире выбор реализации документов, тем наиболее в широкой подаче можно будет найти и предложить документы из нашего архива. Ну, а чем больше выбор, тем наиболее в широком ассортименте и скорости получается сделать отображение и реализацию документов. Кстати, документ был напечатан в одна тысяча девятьсот восемьдесят восьмом году, что, конечно, является показательным. Ну, а мы приобрели, а затем отсканировали полностью комплект переведя последний в электронный или цифровой формат. При этом, отдельная часть или книга под номером два обозначена как условия, связанные с ремонтом. Эта часть документов обладает объёмом порядка восемнадцати страниц, что вполне себе будет представлять достойный вариант для наиболее расширенной реализации. В общем, документация была нами в деталях рассмотрена и проверена на предмет всех страниц, разделов, схем и пунктов, всё соответствует комплекту, что является безусловно важным моментом.
8725 станок ножовочный отрезной
Схемы, описание, характеристики

Сведения о производителе ножовочно-отрезного станка модели 8725
Производителем ножовочно-отрезного станка модели 8725 является, также, ПромСтройМаш, г. Оренбург, основанный в 2002 году.
На рынке строительного оборудования России присутствует несколько отечественных разработчиков и изготовителей станков ножовочных отрезных и множество иностранных фирм из Китая, Турции, Болгарии и т.д.
Ножовочные отрезные станки выпускаемые станкостроительными предприятиями СССР, России, Белоруссии:
- 8725 – ПромСтройМаш, г. Оренбург
- ВШ-042, ВСР-042 - Вистан, г. Витебск
- СН1 - Гомельский завод станочных узлов
- МП6-1697 - Станкостроительный завод им. Кирова, г. Минск
- 8725 – Спектр, г. Полевской Свердловской области
- 8725 – Краснодарский экспериментальный завод им. Калинина (СИАЛ)
- 8715, СМ-1 – Клинский станкостроительный завод – Клинский завод автоматических линий (КЗАЛ)
- 8725А, 8725АМ – СтанкоСервис, г. Аксай
- 872 – Троицкий станкостроительный завод, г. Троицк
- 8725-22 - Барнаульский станкостроительный завод
- 8Б72К, Н-1 - Каунасский станкостроительный завод "Нерис"
Станки, выпускаемые Краснодарским экспериментальным заводом им. Калинина
8725 станок электромеханический ножовочный отрезной. Назначение, область применения
Ножовочный отрезной станок 8725 применяется для резки машинным ножовочным полотном труб, швеллеров, уголков, круглого проката, квадратной и полосовой стали.
Отрезной станок 8725 предназначен для отрезки круглого и профильного материала из стали, чугуна и цветных металлов машинным ножовочным полотном для металла путем поступательного движения.
Резка производится в плоскости, перпендикулярной к оси заготовки, а также под углами до 45°. Станок применяется в условиях индивидуального и серийного производства.
Особенности конструкции ножовочного станка 8725:
Резка металла осуществляется перпендикулярно к оси заготовки, закрепленной при помощи специального кронштейна на тисках, либо под углами до 45 градусов, для чего заготовку закрепляют в специальных комбинированных тисках.
При помощи верхнего прижима на тисках в станке 8725 возможна пакетная резка заготовок.
Диапазон скоростей резания регулируется ступенчато, в зависимости от структуры разрезаемого материала.
Подача СОЖ (смазочно-охлаждающей жидкости) происходит автоматически.
Технические характеристики ножовочного отрезного станка 8725
Основные параметры станка - в соответствии с ГОСТ 601-82.
- Наибольшие размеры разрезаемой круглой заготовки - Ø 250, мм
- Наибольшие размеры разрезаемой квадратной заготовки - 220 х 220, мм
- Наибольшая длина отрезаемой заготовки по упору, мм - 350 мм
- Расстояние от основания станка до опорной поверхности заготовки, мм - 550 мм
- Мощность электродвигателя - 2,12, кВт
- Вес станка полный - 500 кг
Габаритные размеры рабочего пространства ножовочного станка 8725

Габаритные размеры рабочего пространства станка 8725
Общий вид отрезного ножовочного станка 8725

Фото отрезного ножовочного станка 8725




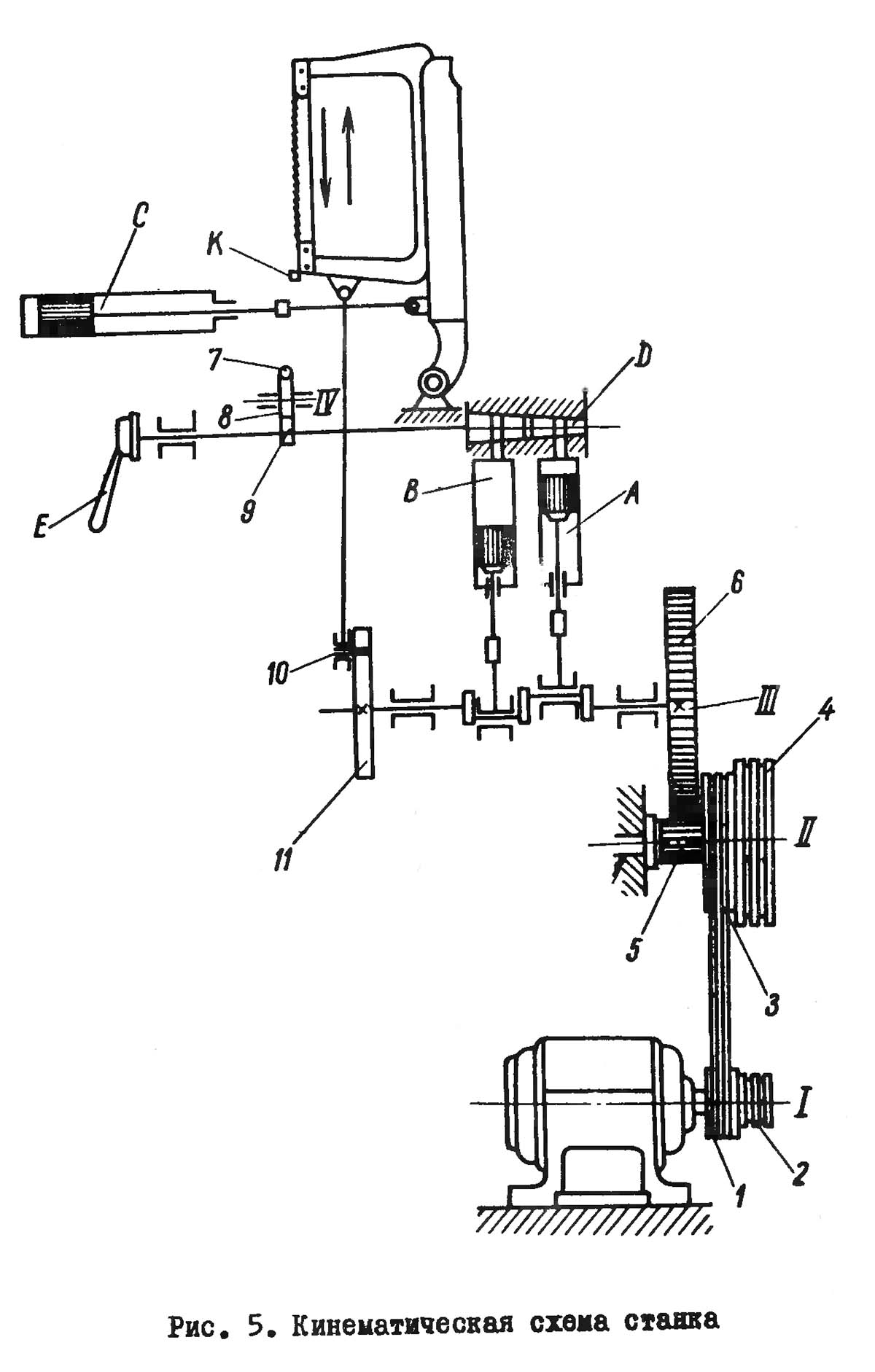
Кинематическая схема отрезного ножовочного станка 8725

Кинематическая схема отрезного ножовочного станка 8725

Схема расположения подшипников отрезного ножовочного станка 8725
Привод станка осуществляется от индивидуального электродвигателя 5, N=3,0 кВт, n=960 об/мин. Движение мотора передается посредством клиноременной передачи шкивом 8 на шкив 9, свободно вращающемуся на оси I. Главный вал II может получать 2 числа оборотов благодаря двум ступеням на шкивах клиноременной передачи.
- n1=55 об/мин при передаче движения с меньшей ступени шкива электромотора на большую ступень шкива на оси I.
- n2=114 об/мин при передаче движения с большей ступени шкива электромотора на меньшую ступень шкива на оси I.
На валу II на шпонке крепится кривошипный диск 15 с пальцев кривошипа 12. От него посредством шатуна 4, пильная рама 2 получает возвратно – поступательное движение с числом двойных ходов, соответствующее числу оборотов вала II. На валу II установлены подшипники 13 и 14, передающие движение поршням 17 и 18 гидравлического насоса посредством тяг с шарниром.
Поршни насоса нагнетают масло через распределительный кран 19 в рабочий цилиндр 20, который посредством тяги 23 и двух шарниров соединен с рукавом 3 и может поворачивать его вокруг оси рукава III.
Таким образом, подъем и опускание пильной рамы 2, подача при резании, а также приподниманию полотна при обратном ходе осуществляется гидроприводом станка. Рукоятка 25 служит для управления гидроприводом. После окончания резки, в нижнем положении пильной рамы, планка 28 ударяет по рейке 16 и перемещает ее.
Этим самым через шестерню 27, на распределительном кране 13, распределительный кран устанавливается в положение, соответствующее подъему пильной рамы, и ножовочное полотно автоматически поднимается на высоту согласно установленного заранее выключателя 22, который нажимает на конечный выключатель 26.
Электронасос охлаждения работает при включении тумблера, расположенного на панели электрошкафа.
Краткое описание конструкции станка
Привод станка
Мотор 5 (см. рис. 2) установлен на рамке 6, укрепленной к станине 1 кронштейном 7. На валу мотора насажен шкив 8 клиноременной передачи. На оси 1 насажен свободно вращающийся второй шкив 9, на ступице которого имеется косозубая шестерня 10 z=26, М=2,5, с этой шестерней сцепляется шестерня 11, z=145, М=2,5, которая насажена на шпонке на главном валу II. Шестерни и шкивы привода закрыты кожухом. Пуск и остановка мотора осуществляется через кнопки «Пуск» и «Стоп».
При подъеме рукава до его верхнего положения, выключатель 22 нажимает на конечный выключатель и автоматически выключает мотор. Винт 33 служит для натяга ремней клиноременной передачи.
Станина
Станина (см. рис. 2) 1 имеет коробчатую форму с усиливающим ребром внутри. Нижняя часть станины является резервуаром для охлаждающей жидкости. За одно целое со станиной изготовлен резервуар для масла гидропривода. На станине монтируется все узлы станка.
Стойка
Чугунная стойка 24 укреплена на задней стороне поверх станины. Стойка имеет подшипники скольжения для главного вала II и для оси III качающего рукава.
На задней стороне стойки расположен электрошкаф. На внутренней стороне стойки на пальце закреплена опора рукава 31.
Рукав
Качающийся на оси III рукав 3 на нижней своей поверхности имеет направляющие в форме ласточкина хвоста, по которым движется пильная рама.
Посредством тяги 23 и двух шарниров рукав соединен со штоком поршня рабочего цилиндра гидропривода, управляющего движением рукава.
Пильная рама
Пильная рама 2 имеет направляющие согласно направляющих рукава и движется по ним возвратно – поступательным движением от кривошипного диска 15, с которым она соединена шатуном 4.
Ножовочное полотно 32 одним своим отверстием одевается на штифт неподвижно укрепленной планки, а другим отверстием на штифт подвижной планки и прижимается спец. планками.
Натяг ножовочного полотна осуществляется гайкой.
Зажимные тиски
Для закрепления разрезаемого материала станок снабжен специальными зажимами с плоскими рифлеными губками.
Зажим производится с помощью винта и упора.
Упор для материала
При резке заготовок небольшой одинаковой длины, применяется упор 34, который можно установить в нужном положении.
Гидропривод отрезного ножовочного станка 8725

Гидропривод отрезного ножовочного станка 8725

С помощью гидропривода (рис.3) осуществляется подъем и опускание ножовочного полотна.
Полотно может быть установлено на постоянной высоте.
При резании в начале рабочего хода давление полотна на отрезаемый материал минимальное, затем оно плавно возрастает и незадолго до окончания рабочего хода падает. Во время обратного хода пильной рамы, ножовочное полотно приподнимается и не входит в соприкосновение с разрезаемым материалом.
В зависимости от рода материала величина подачи плавно регулируется дросселированием масла.
Предельное давление масла определяется прочностью ножовочных полотен и устанавливается предохранительным клапаном.
Все управление гидроприводом осуществляется краном 19 с рукояткой 25. Рукоятка 25 с указателем 60 передвигается по шкале 61, снабженной надписями: «Подъем», «Опускание», «Бездействие», «Медленное действие», «Быстрее», чем и устанавливается режим работы ножовочного полотна в пределах от минимума до максимума.
Корпус гидропривода 62 крепится на стакане 1 и входит в резервуар для масла 34. Масло и резервуар заливается через отверстие 63, для чего необходимо отвернуть пробку 75. Маслоуказатель 85 имеет черту на стакане, соответствующую нормальному уровню масла. Выпуск масла производится через отверстие в стакане, закрытое пробкой 59.
В корпусе гидронасоса расточены 2 наклонных цилиндра 66 и 67 с запрессованными в них биметаллическими втулками. Поршни 17 и 18 цилиндров 66 и 67 получают движение посредством тяг 72 и 73 от подшипников 13 и 14, сидящих на валу II. Поршни 17 и 18 засасывают масло из резервуара 34 через фильтр 68 и нагнетают через каналы втулки крана 74 и пробки крана 19 в рабочий цилиндр 20.
Шток поршня 78 шарнирно соединен с тягой 23 с рукавом 3 и управляет его движением. Поворот пробки крана 19 осуществляется рукояткой 25. При окончании резания пробка крана автоматически устанавливается в положение «Подъем» и ножовочное полотно поднимается. Уплотнение в кране достигается подтягиванием гайки 75.
Для установки предохранительного клапана 58 на нужное давление, степень сжатия пружины 79 регулируется винтом 80.
Канал 81 служит для подводки масла к контрольному манометру и при работе станка должен быть закрыт пробкой 82. Предохранительный клапан 58 должен быть отрегулирован на давление не ниже 25 атмосфер.
При регулировке клапана контрольный манометр ввинчивается вместо пробки 82.
Описание схемы гидропривода
На рис. 4, 5, 6, 7, 8 изображены схемы гидропривода станка для основных положений крана.
1-е положение «Бездействие» (черт. №3). В этом положении рукав, связанный с поршнем 78 рабочего цилиндра 20, неподвижен.
Масло из верхней полости цилиндра 20 имеет выход по каналам 103, 91, 92, 109, и 93 в резервуар и по каналам 103, 90, 89 и 88 и цилиндр 67, так как в этот момент поршень 17 движется вверх и засасывает масло.
2-я часть обратного холостого хода пильной рамы.
Во 2-й части обратного хода поршень 18, а затем поршень 17 меняют направление движения и поршень 78 опускается.
1-я часть рабочего хода пильной рамы.
Непосредственно вслед за началом рабочего хода, ножовочное полотно приходит в соприкосновение с разрезаемым материалом и при дальнейшем движении рамы полотно получает подачу, осуществляющуюся следующим путем: поршень 17, продолжая двигаться вниз, нагнетает масло в верхнюю полость цилиндра 20. Давление из поршня 78 в верхней полости создается дросселированием избыточного объема масла, отводящегося в резервуар по каналам 91, 92 дросселирующему каналу 109 и отверстие 93.
Масло из нижней полости цилиндра 20 имеет выход в резервуар по каналам 83, 84, 97, 96 и 95, 108, 110 и 111, так как поршень 18 в этой части хода находится выше отверстия 108 и цилиндра 66.
2-я часть рабочего хода пильной рамы.
Во второй части рабочего хода поршень 18 меняет направление движения и начинает нагнетать масло, так как поршень 18 находится выше канала 108, то нагнетенное масло по каналам 108, 110 и 111 отводится в резервуар.
Незадолго до конца рабочего хода поршень 17, также меняет свое направление и начинает всасывать. Непосредственно вслед за этим, поршень 18 перекрывает канал 103 и начинает нагнетать масло по каналам 95, 96, 97, 84 и 83 в нижнюю полость цилиндра 20. Поршень 78 движется вверх. Ножовочное полотно приподнимается над разрезаемым материалом.
5-е положение – «Действие быстрое»
Давление сверху на поршень 78 в положении 4-ом незначительно, так как перепад давлений в дросселирующем канале 109 незначителен. При вращении рукоятки пробки крана из 4-го положения по часовой стрелке, сечение дросселирующего канала 109 постепенно суживается и давление сверху на поршень постепенно возрастает. В 5-м положении, получаемом поворотом рукоятки на 135° по часовой стрелке из 4-го положения, сечение дросселирующего канала сводится к нулю. Избыточный объем масла теперь поступает через предохранительный клапан 58 в резервуар. Предельное давление, на которое регулируется предохранительный клапан 58 не должно превышать 25 атм. и устанавливается по контрольному манометру 112.

Схема гидропривода ножовочного станка 8725. 1-ое положение «Бездействие»

Схема гидропривода ножовочного станка 8725. 2-ое положение «Опускание»

Схема гидропривода ножовочного станка 8725. 3-е положение «Подъем»

Схема гидропривода ножовочного станка 8725. 4-ое положение «Опускание медленно»

Схема гидропривода ножовочного станка 8725. 5-е положение «Действие быстро»
Обслуживание и уход за станком
Станок отправляется заводом отрегулированным и проверенным на ходу.
Прежде чем пустить станок в ход, необходимо установить на требуемое число двойных ходов пильной рамы. При резке твердых металлов ножовке дают 55 дв.хода/мин. При резке мягких – 114 дв.ход/мин. В резервуар для масла гидропривода станка заливается около 10 литров масла «Индустриальное И30». За уровнем масла следят по маслоуказателю.
Необходимо проверить смазку станка, пополнить маслом масленки и подлить масло на шестерни привода. Охлаждающая жидкость заливается в нижнюю часть станины, служащую резервуаром. Количество охлаждающей жидкости – около 20 литров. Хорошей охлаждающей жидкостью является 6-10%; раствор «Эмульсола» в воде. Тиски устанавливаются на станке с таким расчетом, чтобы ось разрезаемой заготовки приходила посредине хода пильной рамы. При установке материала и закреплении его с тисках необходимо следить, чтобы заготовка лежала горизонтально и под углом к ножовочному полотну. Особое внимание следует обращать на состояние ножовочного полотна. Полотно должно быть натянуто, его зубцы должны быть остры.
Слабо натянутое полотно сделает неправильный разрез, а полотно с тупыми или поломанными зубцами будет непроизводительно работать и даст плохой с неровной поверхностью разрез, а при вязком металле может сломаться.
Прежде чем приступить к работе на станке, необходимо пустить станок на непродолжительное время вхолостую, для того, чтобы удалить воздух, находящийся в цилиндрах и каналах гидропривода. Воздух из пробки 82, выпускается при ее неполном вывинчивании при пуске станка, так как рукав станка находится в нижнем положении, рукоятку 25 крана гидропривода ставит из положения «Подъем» и затем включают мотор, нажав кнопку «Пуск». После того, как воздух будет удален и uyhгидропривод покажет нормальную работу при всех положениях, рукоятки крана можно приступить к работе станка.
При пуске станка рукоятку крана ставят с положение «Опускание» и включают мотор. После того, как полотно опустится к разрезаемому материалу, рукоятку крана переводят в положение «Медленное действие» для предварительного резания. После устанавливают той же рукояткой желаемую подачу.
Дальнейшая работа станка происходит автоматически. По окончании резки планка пильной рамы, ударяясь по рейке 16 переводит рукоятку 25 в положение «Подъем». Пильная рама поднимается, станок останавливается. Положение рейки 16 относительно шестерни, сидящей на пробке крана устанавливается заводом и не подлежит регулировке. Положение выключателя 25 относительно рукава устанавливается двумя винтами. Для нормальной работы станка необходимо применять для гидропривода и для смазки чистое минеральное масло, свободное от кислот и других примесей. Охлаждающая жидкость не должна быть загрязнена и засорена мелкими металлическими частицами и периодически должна фильтроваться или заменяться. На электрической части не должно быть пыли, грязи и особенно масла.
Шариковые подшипники мотора должны смазываться свободной от кислот и щелочей консистентной мазью, которая периодически меняется. Подшипники перед заполнением их смазкой должны тщательно промываться бензином. Все соединения проводов должны быть прочны и надежны. Ослабленные контакты необходимо подтягивать, а поверхность их тщательно очищать от слоя окислов.
Температурные условия цеха, в котором должен работать станок, должны быть от +15° С и выше (по УХЛ4).
















872М станок ножовочный отрезной
Схемы, описание, характеристики

Сведения о производителе ножовочно-отрезного станка модели 872М
872М станок электромеханический ножовочный отрезной. Назначение, область применения
Станок ножовочный отрезной 872М применяется для резки машинным ножовочным полотном труб, швеллеров, уголков, круглого проката, квадратной и полосовой стали.
Ножовочный отрезной станок 872М предназначен для отрезки круглого и профильного материала из стали, чугуна и цветных металлов машинным ножовочным полотном для металла путем поступательного движения.
Принцип работы и особенности конструкции станка
Станок ножовочный отрезной 872М имеет гидравлическую систему для механизации основных вспомогательных операций:
- Опускание пильной рамы
- Резание с регулированием давления подачи и отскоком полотна во время холостого хода (резание медленное)
- Резание с регулированием давления подачи без отскока полотна (резание быстрое)
- Подъем пильной рамы после окончания пиления
Особенности конструкции ножовочного станка 872М:
При помощи верхнего прижима на тисках в станке 872М возможна пакетная резка заготовок.
Габаритные размеры рабочего пространства ножовочного станка 872М

Габаритные размеры рабочего пространства станка 872м
Общий вид механической ножовки 872М

Фото ножовочного станка 872М



872М Расположение основных узлов станка для резки металла

Расположение основных узлов ножовочного станка 872м
Перечень основных узлов станка для резки металла 872М
- Станина
- Рукав с пильной рамой
- Стойка
- Гидропривод
- Ограждение
- Привод
- Электрооборудование
- Система охлаждения
- Тиски
872М Расположение органов управления станком для резки металла

Расположение органов управления ножовочным станком 872м
Перечень органов управления станком для резки металла 872М
- Упор автоматического выключения станка при верхнем положении пильной рамы
- Кнопочный пост "Пуск" и "Стоп" привода станка
- Рукоятка фиксации пильной рамы в верхнем положении
- Выключатель станка
- Рукоятка управления гидроприводом
Кинематическая схема механической ножовки 872М
Кинематическая схема механической ножовки 872м
Движение от электродвигателя 1 передается посредством клиноременной передачи и двухступенчатых шкивов на приводной вал II. Шкив 4 и 5, овободно вращающийся на валу II, сблокирован о шестерней 6. Через зубчатую пару 6 и 7 движение передается валу III, на другом конце которого закреплен кривошипный диск 12 с пальцем кривошипа.
От кривошипного диска посредством шатуна возвратно-поступательное движение получает пильная рама. Число ее двойных ходов в минуту 75 или 120. На валу III между двумя опорами имеются эксцентриковые шейки, от которых движение посредством шатунных тяг передается поршням А и В гидронасоса. Поршни нагнетают масло в распределительный кран Д, оттуда оно поступает в рабочий цилиндр С. Поршень этого цилиндра посредством шарнирных тяг соединен о рукавом.
Таким образом, подъем и опускание пильной раны, а также рабочая подача при резании осуществляется от гидропривода.
Управление гидроприводом производится рукояткой Е, которая может быть зафиксирована в пяти положениях:
- Бездействие
- Опускание пильной рамы
- Подъем пильной рамы
- Резание медленное
- Резание быстрое
По окончании резки заготовки в крайнем нижнем положении пильной рамы планка К, закрепленная на пильной раме, ударяет по рейке 8 и перемещает ее. Рейка через промежуточную шестерню 9 передает движение шестерне 10, жестко соединенной с валом распределительного крана. При этом кран устанавливается в положении подъема пильной рамы.
Пильная рама поднимается до тех пор, пока упор, находящийся на рукаве, не нажмет на конечный выключатель.
При этом размыкается электроцепь и выключается электродвигатель главного движения.
Описание конструкции механической ножовки 872М
Ролик опорный
Для удобства подачи разрезаемой заготовки станок укомплектован опорным роликом, закрепленным на станине. Опорный ролик позволяет перемещать разрезаемый материал в зону резания в шаговом режиме при помощи вращения рукоятки 5. После подачи разрезаемого материала до упора, настроенного на определенную длину отрезки заготовки, опорный ролик необходимо повернуть, чтобы заготовка легла на опорную плоскость станины.
Привод станка 872М
Привод станка состоит из следующих частей:
Чугунная стойка, укрепленная на верхней плоскости станины, служит опорой рукава и главного приводного вала.
Рукав в нижней части имеет направляющие типа ласточкин хвост, по которым движется пильная рама.
Рукав соединен со штоком поршня гидроцилиндра, поднимающего и опускающего пильную раму.
Пильная рама соединена шатуном с кривошипным диском и от которого получает возвратно-поступательное движение.
Гидравлическая схема механической ножовки 872М
Гидропривод служит для быстрого подъема пильной рамы после окончания пиления и для рабочей подачи полотна в процессе резания.
В начале рабочего хода процесса резания на полотно действует минимальное давление, затем оно постепенно повышается и перед окончанием рабочего хода давление плавно падает.
В зависимости от рода материала величина падачи плавно регулируется дросселированием масла. Предельное давление масла в зависимости от прочности ножовочных полотен устанавливается предохранительным клапаном. Установка предохранительного клапана на нужное давление определяет степень сжатия пружины, которое регулируется винтом. Предохранительный клапан должен быть отрегулирован на давление не выше 25 кгс/см 2 . Станок поставляется отрегулированным в пределах 15..25 кгс/см 2
Во время обратного (холостого) хода полотна осуществляется подсечка - отрыв полотна от заготовки чтобы не уменьшать ресурс режущего инструмента.
Канал для подвода масла к контрольному манометру при работе станка должен быть закрыт пробкой I (рис.7). При регулировки вместо пробки ввинчивается контрольный манометр, который заводом не поставляется.
Схема электрическая механической ножовки 872М

Электрическая схема механической ножовки 872м
Инструмент отрезных ножовочных станков 872М

Размеры ножовочных станочных полотен
Разрезание материала на ножовочных станках производится ножовочными полотнами, которые изготавливаются из сталей Р9, Р18 или ШХ 15.
Ножовочные полотна подбираются по длине и шагу зубьев в зависимости от размеров распиливаемой заготовки и материала. Основные размеры ножовочных полотен приведены в табл. 69.
Шаг зубьев ножовочных полотен подбирается в зависимости от толщины разрезаемой заготовки и ее материала. Ножовки с мелкими зубьями применяются для разрезания тонких заготовок и твердых материалов, ножовки с крупными зубьями— для заготовок с крупным сечением и мягких материалов.
Так, при разрезании станочными ножовками стали σвр = 40—60 кГ/мм 2 рекомендуются ножовки с шагом зубьев 3..4 мм, стали σвр = 60 кГ/мм 2 — с шагом 2,5 мм.

Форма зуба ножовочных полотен
Обычно форма зуба ножовочных полотен треугольная (рис. 27).
Для станочных ножовочных полотен принимают передний угол γ = 0..5°, задний угол α = 35..40°, угол заострения β = 50..55°, радиус впадин 0,5..1,5 мм. Всесоюзный научно-исследовательский инструментальный институт рекомендует симметричный зуб с передним углом γ = — 30° и угол заострения β = 60°
Эти ножовочные полотна имеют меньший износ зубьев, повышенную производительность и при затуплении могут дополнительно использоваться путем установки другим концом.
Для уменьшения бокового трения зубья ножовочных полотен имеют развод 0,6—0,8 мм. Разность в высоте вершин смежных зубьев полотна не должна превышать 0,1 мм у полотен с шагом зубьев 1 мм и 0,15 мм у полотен с шагом зубьев свыше 1 мм.
Производительность ножовочных станков зависит от давления на полотно, которое рекомендуется выбирать в зависимости от толщины полотна. Так, при толщине ножовочного полотна 0,8, 1 и 2 мм давление соответственно составляет 5, 10 и 30 кГ
При работе полотно должно быть туго натянуто на раме, после нескольких ходов пилы необходимо затянуть полотно вторично.
Станок ножовочный 8725АМ-300

Завод ПромСтройМаш является непосредственным производителем 8725АМ-300 Мы производим и продаём Станок ножовочный 8725АМ-300 во все регионы РФ и страны ближнего зарубежья, такие как Беларусь, Казахстан. 8725АМ-300 нашего производства хорошо зарекомендовали себя в Москве, Ярославле, Нижнем Новгороде, Екатеринбурге, Новосибирске и других городах России. Купить 8725АМ-300 вы можете непосредственно у нас или у наших дилеров.Диаметр 300мм, Длинна хода 350мм,
Станок ножовочный 8725АМ-300 Предназначен для отрезки круглого и профильного материала из стали, чугуна и цветных металлов машинным ножовочным полотном
Технические характеристики 8725АМ-300
| Наибольший размер устанавливаемой заготовки при резке под углом 90°, мм | 290 |
| Наибольший диаметр отрезаемой заготовки круглого сечения (угол реза 45 град.), мм | 180 |
| Наибольшая диагональ отрезаемой заготовки квадратного сечения (угол реза 90 град.), мм | 250х250 |
| Наибольший размер отрезаемой заготовки прямоугольного сечения (угол реза 45 град.), мм | 220x280 |
| Установленная мощность, кВт | 2.2 |
| Емкость бака СОЖ,л | 30 |
| Длина заготовки, поступающей на разрезку,мм | 300. 500 |
| Размер ножовочного полотна,мм | 450х40х2 |
| Ширина пропила, мм | 2 |
| Габаритные размеры, мм | 2010х1240х1080 |
| Зажим материала в ручную за отдельную стоимость гидравлический | + |
| Число скоростей движения полотна | 4 |
| Емкость гидравлической системы,л | 2.8 |
| Масса (со средствами механизации), кг | 1050 |
Стандартная комплектация 8725АМ-300
- Станок в сборе 8725АМ-300.00.000
- Полотно ножовочное для металла 3000-0049 ГОСТ 6645-86
- Ремень клиновый В-1320 ГОСТ 1284.1-89 Станок ножовочный.
- Руководство по эксплуатации (паспорт, сертификат соответствия)
Дополнительные опции 8725АМ-300
- Тиски комбинированные ы для резки под углом 45о 8725АМ-280.44.000
Общий вид станка ножовочного 8725АМ-300 с обозначением составных частей
- 8725АМ-300.10.000 Основание
- 8725АМ-300.30.000 Приспособление
- 8725АМ-300.32.000 Тиски
- 8725АМ-300.41.000 Пильная рама
- 8725АМ-300.60.000 Гидравлика
- 8725АМ-300.80.000 Маслоуказатель
- 8725АМ-300.90.000 Электрооборудование
- 8725АМ-300.92.000 Пружина
- 8725АМ-300.95.000 Охлаждение
Устройство и работа станка ножовочного 8725АМ-300
Органы управления ножовочного станка 8725АМ-300 и их назначение
- Сигнальная лампа включения
- Автоматический выключатель включения
- Переключатель скоростей электродвигателя
- Кнопка «ПУСК»
- Сигнальная лампа
- Кнопка «КЛАПАН»
- Сигнальная лампа
- Кнопка «Аварийный стоп»
- Упор для фиксации длинны отрезаемых заготовок
- Винт натяжения полотна
- Конечный выключатель
- Кран охлаждающей жидкости
- Регулятор давления масла
- Ограждение
- Щуп для контроля уровня масла в редукторе
- Эксцентрик для натяжения ремня
- Электродвигатель
- Гайка регулировочная
- Щуп для контроля уровня масла в гидроцилиндре.
- Оси эксцентриков для регулирования зазора лезвия в вертикальном направлении
- Винт для удаления воздуха из гидроцилиндра
Главное движение резания ножовочного станка 8725АМ-300
Движение от электродвигателя передается посредством клиноременной передачи на двухступенчатый редуктор и, далее, на эксцентриковый вал, который посредством шатуна приводит в движение пильную раму с ножовочным полотном. Опускание пильной рамы осуществляется при помощи гидропривода.
Станина ножовочного станка 8725АМ-300
Станина станка 8725АМ-300 имеет коробчатую форму, на ней монтируются основные узлы станка. Нижняя часть станины с резервуаром для охлаждения жидкости. Здесь же устанавливается электронасос системы охлаждения.
Тиски ножовочного станка 8725АМ-300
Тиски состоят из подвижной 1 и неподвижной 2 губок посредством рукоятки 5, винта 3 и гайки 4 губка 1 перемещается в направлении губки 2, зажимая заготовку. Тиски позволяют зажимать заготовки ø25…300мм.
Тиски комбинированные для ножовочного станка 8725АМ-300.
По особому заказу, за отдельную плату поставляются тиски комбинированные, предназначены для резки материала под углом 45о. В тисках можно зажимать заготовки от 25 до 180 мм. Минимальная длина устанавливаемой заготовки при резке под углом 45о – 400 мм.
Для резки материала под углом до 45о (рис.6.) необходимо: ослабить 3 и 5, развернуть на требуемый угол губку 2, затем зафиксировать угол поворота губки 2 винтом 4 и закрепить ее гайками 3 и 5. Заготовка зажимается в тисках при помощи винта, перемещающего гайку направляющую, на которой закреплена губка 1. В зависимости от требуемого размера заготовки губка 2 устанавливается в одно из трех отверстий, расположенных на станине.
Гидрооборудование ножовочного станка 8725АМ-300
Гидравлическая система станка 8725АМ-300 состоит из насоса гидравлического, с расположенным в нём поршнем, снабженным пружиной 11, ограничителем 50, кольцом ограничителя 51. В нижней части поршня имеется ролик, который соприкасается с кулачком 46, неподвижно закреплённым на валу. К насосу прикреплена панель 16 со ступенчатым отверстием, в котором двигается плунжер 35. На плунжер давит регулировочная пружина 32, предназначенная для регулировки движения резания (нажима). В плунжере находится нагнетательный шаровый клапан 17, а в панели всасывающий шаровый клапан поршня, рабочая камера которого посредством шланга связана с подпоршневой зоной гидроцилиндра. Надпоршневая зона гидроцилиндра, представляет собой резервуар, который с помощью двух шлангов всасывающего и дренажного связан с панелью. Напротив плунжера имеется рукоятка 2 с откатным роликом 5, которая посредством болтов перемещается к плунжеру. При вращении рукоятки налево, плунжер 48 приходит во вращение и открывает клапан 58, связывающий надпоршневую камеру с резервуаром. Поршень гидроцилиндра сжимается. Пильная рама под действием возвратной пружины поднимается вверх. На панели имеется винт 19 для удаления воздуха из гидрсистемы. Во время работы станка насос подаёт масло в гидроцилиндр. Когда давление в гидроцилиндре повышается до установленного значения, открывается клапан и в подпоршневую камеру поступает соответствующий объём масла, при этом пильная рама опускается. В конце рабочего хода откатной ролик 5 давит на плунжер 35, в результате чего в масло перекачивается в надпоршневую камеру, цилиндр сжимается и происходит подъём пильной рамы. Рабочее давление устанавливается с помощью маховика 29 в одно из шести положений.
Указание по монтажу и эксплуатации.
В резервуар гидросистемы заливается масло «Индустриальное И-40А» ГОСТ 20799-88. Можно применить масло «Индустриальное И-30А» ГОСТ 20799-88 или «Турбинное 122» ГОСТ 32-74.
Перед заливкой масла резервуар необходимо тщательно очистить и промыть керосином. Масло заливается чистое, предварительно дважды отфильтрованное с абсолютным размером частиц не более 40 мкм, с вязкостью в пределах 20∙10 -6 …35∙10 -6 м 2 /c при температуре 50 о С до уровня маслоуказателя.
Первую смену масла необходимо производить через месяц после начала эксплуатации, а также через каждые шесть месяцев. Перед заливкой свежим маслом резервуар следует тщательно очистить и промыть керосином.
Первоначальный пуск гидросистемы
Первоначальный пуск гидросистемы осуществляется следующим образом. Проверить наличие масла в резервуаре по уровню маслоуказателя. Удалить воздух из гидросистемы посредством винта 19 Следует провести промывку гидросистемы рабочей жидкостью в течении не менее 8 часов. После этого станок можно эксплуатировать.
Возможные неисправности в гидросистеме ножовочного станка 8725АМ-300, их причины и способы устрранения
Шум в гидросистеме
| Подсос воздуха, недостаточное количество масла в резервуареНаличие воздушных пузырьков в засасываемом масле. | Проверить соединение трубопроводов и при необходимости долить масло. |
| Наличие воздушных пузырьков в засасываемом масле. | Проверить соединение трубопроводов и при необходимости долить масло. |
Неравномерное (с рывками) движение механизмов, приводимых в действие гидроцилиндрами
| Наличие воздуха в гидросистеме | Необходимо проверить уровень масла. Выпустить воздух из гидросистемы. |
| Недостаточный уровень масла в резервуаре. | Долить масло. |
Система смазки ножовочного станка 8725АМ-300
- Ежедневное смазывание;
- Лёгкое смазывание;
- &Первая замена масла после 150 часов работы. Последующие – 1 раз в год;
- Контроль уровня масла в редукторе
- Первая замена масла после 150 часов работы. Последующие – каждые 3000 часов работы;
- Переполнение смазки НЕ ДОПУСКАЕТСЯ!
- Литол 24 SHELL ALVANIA RL 2
- 6-10% р-р Эмульсола SHELL DROMUS BХ
- Масло И-20А SHELL OMALA S4WE680
- Масло И-40А SHELL TELLUS 22
Порядок установки станка ножовочного 8725АМ-300
Распаковка
Станок ножовочный 8725АМ-300 поставляется потребителю на транспортировочных брусках упакованный полиэтиленовой пленкой марки Т или в частичной упаковке, по желанию клиента станок может быть упакованный в деревянный ящик. При распаковке необходимо следить за тем, чтобы не повредить станок распаковочным инструментом.
Транспортирование станка 8725АМ-300
Для транспортирования распакованного ножовочного станка 8725АМ-300 необходимо применить тросы диаметром не менее 10 мм, согласно схеме строповки . При захвате станка тросом необходимо следить за тем, чтобы не повредить наружную отделку станка, для чего в соответствующих местах надо подкладывать под трос деревянные прокладки. При транспортировке к месту установки необходимо избегать сильного наклона станка, и при спускании на фундамент станок не должен подвергаться сильным толчкам.
Очистка сначала производится деревянной лопаткой, а оставшаяся смазка с наружных поверхностей удаляется салфетками, смоченными бензином Б-70 ТУ 38. 101913-82
Схема установки ножовочного станка 8725АМ-300
Станок устанавливается на фундамент или бетонную подушку. Станок крепится к фундаменту четырьмя фундаментными болтами диаметром 20 мм. Фундаментные болты не поставляются заводом.
Станок 8725АМ-300 устанавливается на фундамент и выверяется в обеих плоскостях при помощи уровня, устанавливаемого на станине. Отклонение не должно превышать 0.1/300 мм в обеих плоскостях
Подготовка станка ножовочного 8725АМ-300 к первоначальному пуску и первоначальный пуск.
- Заземлить станок ножовочный 8725АМ-300 подключением к общей цеховой системе заземления.
- Подключить станок к электросети, проверив соответствие напряжения сети и электрооборудования станка.
- Залить в гидрорезервуар около 2 л масла марки «Индустриальное И-40А» или «Индустриальное И-30А» по ГОСТ 20799-88.
- Залить в резервуар (нижняя часть станины) 20 литров охлаждающей жидкости. Хорошей охлаждающей жидкостью является 6-10% Эмульсола ГОСТ 6243-75-75.
- Для предварительного детального ознакомления со станком рекомендуется его обкатать на холостом ходу, усвоить назначения и действие органов управления.
- Убедившись в нормальной работе всех механизмов станка, можно приступить к настройке станка для работы.
Порядок работы на ножовочном станке 8725АМ-300
| 1500/40 | Сталь Х18Н9Т Сталь 4Х13 Сталь 2Х13 |
| 1500/50 | Сталь Х12М Сталь Р18 Сталь ШХ15 |
| 1500/63 | Сталь Х3Г Сталь 9ХС Сталь 12ХН3А |
| 3000/90 | Сталь 40Х Сталь У10А Сталь 18ХГТ |
| 3000/100 | Сталь 45 Сталь 3 Чугун СЧ15 Чугун СЧ20 |
| 3000/125 | Не металлы |
Полотно ножовочное устанавливается с направлением резания от главного привода.
Оно должно быть достаточно натянутым. Слабо натянутое полотно ведет к неправильному резу. Усилие натяжения полотна должно быть 10-12 кН.
При установке материала и закреплении его необходимо следить, чтобы заготовка лежала на опорной поверхности станины
Указания по эксплуатации ножовочного станка 8725АМ-300
Станок обслуживается рабочим третьего разряда. Один рабочий обслуживает три станка.
При отрезке заготовок длиной до 350 мм рекомендуется устанавливать технологическую тару, изготовленную заводом заказчиком, при отрезке заготовок длиной более 350 мм необходимо устанавливать приемный лоток (поддерживающее устройство) для предотвращения падения заготовок на пол во избежание травмирования
Регулировка зазоров ножовочного станка 8725АМ-300
Боковой зазор «а» между держателем 3, пильной рамой 1 и крышкой 4, регулируется при помощи гаек и контр гаек. Величина зазора «а» - 0,05 мм. После регулировки зазора «а» полотно должно двигаться легко при перемещении вручную через ремённую передачу.
Величина вертикального зазора «в» - 0. В случаи обнаружения зазора «в» необходимо ослабить гайки эксцентриковых осей и повернуть последовательно две оси против часовой стрелки до упора. Момент затягивания не должен превышать 5Нм. После этого затянуть гайки.
Электрооборудование ножовочного станка 8725АМ-300
электрооборудование состоит из:
- асинхронных электродвигателей переменного тока и конечных выключателей, размещенных на станке;
- аппаратуры управления и защиты, размещенных в электрошкафу, установленном на задней стенки стойки;
- органов управления, размещенных на электрошкафе.
Релейные аппараты установлены на панели в шкафу. Вся разводка провода
Включение станка ножовочного 8725АМ-300 осуществляется посредством автоматического выключателя QF1. Загорается лампа HL1. Пуск электродвигателя главного привода М1 и электродвигателя насоса охлаждения М2 осуществляется нажатием кнопки «ПУСК» (SB2), которая замыкает цепь катушки магнитного пускателя КМ1, переводя его на самопитание. Загорается лампа HL2. Электродвигатель М1 посредством ремённой передачи через редуктор приводит в движение пильную раму. Электродвигатель М1 имеет две частоты вращения, переключение между которыми осуществляется при помощи пакетного переключателя ПК. Нажатием кнопки «КЛАПАН» (SB3) подаётся питание на катушку пускателя магнитного КМ2, который замыкая свои контакты КМ2 переводится на самопитание и снимает питание с катушки электромагнитного клапана гидрораспределителя. Загорается лампа HL3 и начинается опускание пильной рамы. После достижения пильной рамой нулевой отметки (заготовка отпилена), срабатывает конечный выключатель SQ1, размыкая цепь питания. Станок останавливается, включается электромагнитный клапан. Пильная рама посредством возвратной пружины возвращается в исходное положение. В исходном положении включается SQ2,отключая электромагнитный клапан.
Экстренное отключение станка осуществляется кнопкой «АВАРИЙНЫЙ СТОП» (SB1).
Защита силовой электрической цепи от токовых перегрузок осуществляется посредством реле РТИ.
Указания мер безопасности
Безопасность на станке ножовочном 8725АМ-300 обеспечивается его изготовлением в соответствии с требованием ГОСТ 12.2.009-99 и ГОСТ 12.2.049-80.
Требование безопасности труда при эксплуатации станка устанавливаются соответствующими разделами руководства, настоящим разделом и ГОСТ 12.2.061-81.
Читайте также: