Металл для изготовления отливов
Обновлено: 03.05.2024
Литье металла – это востребованный технологический процесс, который позволяет изготавливать металлические изделия нужной формы. Проводится отливка из разных сплавов, обладающих той или иной степенью жидкотекучести в расплавленном состоянии.
Такой способ выполнения позволяет выпускать качественную продукцию без применения громоздкого оборудования и огромного количества работников. На современном рынке эта технология пользуется огромным спросом, а также входит в десятку самых эффективных и применяемых в мире.
Общие сведенья
В процессе производства проводится заливка расплавленного материала в специальные формы. После охлаждения он принимает нужную форму и подвергается последующей обработке. Используются такие изделия в различных отраслях экономики:
- автомобилестроение;
- авиационная промышленность;
- машиностроение;
- стоматология;
- ортопедия;
- ювелирное производство.






Для разных видов сплавов используется определенная технология литья, позволяющая добиться нужных качеств в готовом изделии и избежать брака. Для литейного производства используются разные виды компонентов. Они обладают высоким показателем жидкотекучести. Это свойство сплава определяется:
- химическим составом;
- структурой металлического сплава;
- температурой плавления.
Наиболее востребованными в промышленности являются металлы, имеющие низкую температуру плавления, так как их производство менее затратное. Чем ниже температура плавления материала, тем легче производится его отливка.
Металлы для заливки
В нужную форму специалисты могут отлить любой подготовленный сплав в расплавленном состоянии. Проблема состоит в том, что каждый вид материала имеет свою особенную температуру плавления и разную степень жидкотекучести. Чаще всего в промышленном литье используются металлы с низкой температурой плавления.
Компоненты, пригодные для литья, разделяют на черные, цветные и редкоземельные.

К черным относятся сталь, литейный и ковкий чугун. Все остальные сплавы относят к цветным и редкоземельным.
Для каждого вида сплавов используются специальные методы литья, позволяющие изготавливать изделия из следующих материалов:
- стали;
- чугуна;
- алюминия;
- меди;
- латуни;
- золота;
- серебра;
- платины;
- никеля;
- титана;
- бронзы;
- магния.
За все время существования литейного производства было разработано много разных технологических решений с разными условиями отливки.
При отливке изделий из черных металлов используют 5 видов стали с разным содержанием углерода. Изделия с повышенной прочностью отливают из легированной стали.

Это самый распространенный материал, который используется для промышленной заливки.
Методы литья деталей
Для производства деталей станков и иной продукции высокоточного машиностроения используется обычный ковкий чугун и чугун перлитный, обладающей хорошей пригодностью к обработке.
Литейный чугун, который используется в разных сферах производства, делят на четыре вида:
- белый;
- серый;
- отбеленный;
- половинчатый.
Его отливка отличается низкой себестоимостью, сам материал имеет небольшую прочность и обрабатывается при помощи обычного резания.
Более прочным материалом для оливки считается чугун, в состав которого входит шаровидный графит.

Широко применяются для заливки сплавы цветных металлов, прежде всего медь и алюминий. Они отличаются высокой устойчивостью к коррозии и стоят недорого.
Самой дорогой считается технология производства титанового сплава, требующая соблюдения особенных условий заливки и остывания. Такой редкоземельный сплав используется для высокотехнологичных отраслей экономики, таких как авиакосмическая индустрия или медицина.
Сплавы драгоценных металлов используются при отливке ювелирных, медицинских изделий или деталей для электроники.
Литьё металлаСпособы отливки изделий из металлических сплавов
Современное литейное производство кроме традиционной технологии заливки жидкого металла в песчаные формы применяют и другие высокотехнологичные, производительные способы литья:
- вакуумный;
- центробежный;
- под давлением;
- центробежный;
- оболочковый;
- многократный;
- ртутный;
- по выплавляемым моделям;
- электрошлаковый.
Высокотехнологичные виды литья позволили создавать металлические изделия с определенными качествами при высокой производительности труда и минимальном браке.
Чаще всего сегодня в промышленных масштабах используются следующие технологии производства:
- в металлические формы (коколь);
- статическое литье;
- отливка под давлением;
- в оболочковые формы;
- в выплавляемые модели.
При выполнении статической заливки используются неподвижные формы, в которые разливают жидкий металл. Готовые изделия достают после того, как они остынут в неподвижной модели.
Производство титана
Для изготовления высокопрочных сплавов из титана и стали применяют вакуумную отливку, позволяющую снизить в металле содержание газов. Таким способом создают более плотную структуру металлического сплава с помощью плавления в вакууме. Затем горячий металл разливают в многократные емкости, в которых он остывает.
При введении технологии отливки под давлением применяется специальное оборудование, с помощью которого заполняют пресс-формы жидким металлом. Он подается под высоким давлением в диапазоне 7–700 МПа.
Такой способ производства выполняется машинами горячего или холодного прессования.

Выполняется эта технология для заливки алюминиевых, медных, цинковых и оловянно-свинцовых сплавов. Все эти металлы обладают низкой температурой плавления, что увеличивает технологические характеристики изделий из них.
Холодные и горячие способы литья под давлением позволяют получать изделие с идеально точными размерами и ровной поверхностью, которую не нужно после завершения процесса дополнительно обрабатывать.
Такая технология позволяет повысить производительность труда. А также она сокращает время всего технологического цикла, упрощает изготовление металлического изделия. У нее имеются также недостатки, к которым относится невозможность производить продукцию сложной конфигурации, так как они могут при вынимании из пресс-формы деформироваться. Таким способом производят только металлическую продукцию, имеющую небольшой диаметр.
При центробежном литье применяются специальные вращающиеся в горизонтальной или вертикальной плоскости формы.

Действие центробежных сил обеспечивает равномерное заполнение всех полостей в отливочной форме. Внедряется такая технология отлива при производстве труб, втулок или металлических дисков. А также ее применяют при отливке ажурных ювелирных изделий.
Издержки процессов
Для уменьшения убыточности процесса обычные способы литья в одноразовые модели были модернизированы с созданием высокопрочных полимерных составов. Для этого стали производить отливку в оболочковые емкости, изготовленные из термореактивного порошкообразного полимера. Он при воздействии температуры превращается в твердую оболочку, формирующую жидкий сплав.
Таким способом отливаются радиаторы водяного и парового отопления, узлы автомобилей, станков, самолетов и других видов высокотехнологичных механизмов. Эта технология позволяет получать детали большого размера и любой сложной модификации.
Традиционной считается отливка в кокиль, когда используется прочная форма.

Из нее вытаскивается деталь после отвердения металла. Таким способом производят простые стальные изделия небольшого размера. Чаще всего в кокиль отливаются медные и алюминиевые сплавы с невысокой температурой правления.
Модель для них делается из жаропрочной стали или чугуна, имеющих боле высокую температуру плавления чем медь или алюминий.
К преимуществам такой технологии следует отнести:
- невысокую себестоимость производственного процесса и возможность его недорогой автоматизации;
- простоту исполнения;
- сохранность отливочных форм, которые используются неоднократно;
- точность параметров изготовленных изделий;
- качественную структуру металла, в которой не будет неметаллических частиц;
- гладкую поверхность изделия, которая получается при таком способе отливки.
Традиционная технология отливки по выплавляемым моделям сегодня усовершенствовалась благодаря появлению новейших материалов.
Если раньше модель для заливки сплава делали из дерева или иной органики, которая могла быть разрушена высокими температурами при выжигании, то сегодня используются легкоплавкие материалы, такие как парафин и стеарин.

Отливка по выплавляемым моделям применяется при отливке художественной продукции со сложной конфигурацией. Это затратная технология отлива, которая используется при создании памятников или иных художественных изделий.
Стальную емкость для такой заливки делают на основе моделей из легкоплавких материалов, она имеет точные размеры, а ее поверхность тщательно полируют.
Виды отливочных форм
Для литья металлов пускают в ход разные емкости, которые разделяют на песочные, применяемые только один раз во время оливки, а также многократные. Многоразовые отливочные емкости делают из разных материалов:
- чугуна;
- жаропрочной стали;
- огнеупорной керамики;
- графита.

Широко распространены чугунные кокили и изложницы. При изготовлении продукции из алюминия, меди и других цветных сплавов выполняют металлические формы из чугуна, меди и латуни.
Такое решение было принято давно, оно позволяет легко проводить подготовку материалов к основному процессу. Сам процесс длится недолго, модели выходят высокого качества. При выполнении этой технологии привлечение большого количества рабочих не требуется.
Металлические отливочные емкости бывают открытыми и закрытыми. Открытые – это изложницы, а закрытые – кокили. В закрытых емкостях имеется полость, повторяющая размеры выплавляемой детали. Заливка жидкого металла в них проводится через специальное отверстие.
Оболочковые отливочные емкости используются при заливке сплавов цветных и драгоценных металлов, а также изделий из стали. Для отливки сплавов цветных металлов их делают из порошкообразного диоксида кремния или гипса.

При изготовлении продукции из золота, платины и серебра пресс-форму делают из легкоплавкого материала, который заполняется ртутью, парафином или пластмассой, что позволяет создавать продукт сложной конфигурации небольшой толщины.
Настолько щепетильная работа требует от всего персонала высокой точности и квалификации. Каждый этап производства проводится в оптимальных условиях, способствующих выходу только качественной продукции.
Процесс самостоятельного изготовления оконных отливов
Изготовление и монтаж отливов обеспечивает защиту оконных проемов от пагубного воздействия атмосферных явлений, таких как дождь, снег и конденсат, который образуется на стеклах из-за разности внутренней и наружной температур. Окна с отливами приобретают законченный вид, дополняя декоративное оформление экстерьера строения.
Виды оконных отливов, классификация по материалам
Неверно подобранный материал для изготовления отливов может стать причиной ряда нежелательных последствий, таких как подтеки на фасаде здания, частичное разрушение откосов окна, отслоение покрытия отлива с последующей коррозией.
Чтобы сделать правильный выбор, необходимо иметь представление о том, какие изделия более предпочтительны в каждом конкретном случае. Современный рынок предлагает следующие разновидности.
Оцинкованный отлив
При использовании такого варианта оконных водоотливов первую очередь необходимо уделять внимание качеству цинкового покрытия, которое должно быть равномерным и достаточной толщины. В противном случае атмосферные воздействия приведут к скорой коррозии и последующему разрушению отлива.
Толщина оцинкованной стали, используемой для изготовления, также имеет значение. Слишком тонкие изделия более подвержены деформациям и создают больше шума, поскольку реагируют даже на незначительные порывы ветра. Не следует использовать чрезмерно массивные изделия, по причине их необоснованно высокой цены и нежелательных нагрузок на подоконную область фасада. Чаще всего применяют материал толщиной от 0,3 до 0,5 мм.
Положительные качества оцинкованных отливов:
- невысокая стоимость;
- доступность самостоятельного изготовления профиля;
- можно использовать на любых окнах.
Алюминиевый оконный отлив

Это отливы, изготовленные из алюминия или его сплавов. Для производства используется листовой прокат толщиной 1–2 мм. В зависимости от изготовителя, такие оконные отливы могут иметь однотонное полимерное покрытие или покрытие, имитирующее натуральные материалы (камень, дерево). Еще для декорирования и защиты водоотливного профиля от атмосферных воздействий применяется анодирование поверхности.
Алюминиевый оконный отлив – это качественная, дорогая продукция, устойчивая к механическим воздействиям и рассчитанная на длительное использование в разных климатических условиях. К их недостаткам можно отнести сравнительно высокую стоимость и, свойственный всем металлическим изделиям, шум во время дождя или града.
Пластиковый отлив для окон
Использование на окнах пластиковых отливов наиболее практичный и эстетически обоснованный вариант. Они долговечны, неприхотливы в обслуживании, не подвержены коррозии, имеют презентабельный вид и легко монтируются. Особенно уместно использовать водоотливы из поливинилхлорида для отвода воды от пластиковых окон.
Ламинированные оконные отливы
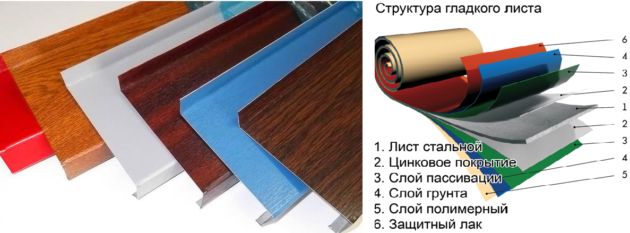
Это покрытый декоративной пленкой металлический профиль. Для изготовления таких изделий используют оцинкованную сталь, которую сначала покрывают полимерной краской, после чего производят оклейку пленкой. Срок службы ламинированных отливов напрямую зависит от качества оцинковки, целостности пленки и профессионализма работ, предшествовавших ее поклейке.

При ламинировании металлопластикового профиля пленками возможны следующие варианты декора поверхности
Отливы для окон с использованием эпоксидной смолы
Это оконный водоотлив, изготовленный из эпоксидной смолы, армированной стекловолокном или другим волокнистым наполнителем, например, углеволокном. Устойчив к механическим повреждениям и агрессивным воздействиям окружающей среды. Изделиям из эпоксидной смолы не свойственно создавать шум во время дождя или гарда: стеклопластик отлично поглощает звук.
Металлический отлив с полимерным покрытием
Технология изготовления заключается в покрытии оцинкованного металла полимерным красящим составом, которое, как правило, состоит из нескольких слоев. Качество изделия зависит от толщины металла и используемых для покраски материалов.
Такой отлив можно изготовить самостоятельно, приобретя лист соответствующего металла, можно купить готовое изделие или заказать, если подходящего размера нет в наличии. При установке пластиковых окон, чаще всего монтируются именно такие отливы.
- стойкость к коррозии;
- сравнительно невысокая стоимость;
- простота в установке;
- богатый выбор цветов.
- шумят во время дождя;
- требуют бережного к себе отношения, по ним нельзя ходить, стучать, они не стойки к царапинам и прочим пагубным воздействиям.

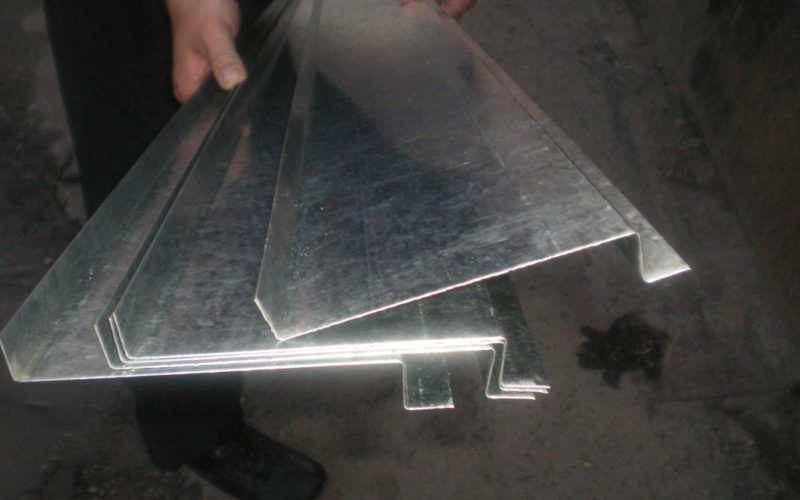
Изготовление оконного отлива своими руками
Чтобы обеспечить отвод воды от оконных проемов совсем необязательно покупать дорогостоящие изделия, изготовленные в заводских условиях. Для сооружений технического назначения и дачных домиков отливы так же необходимы, как и для прочих построек, но сделать их можно самостоятельно. Особенно если есть уверенность в собственном умении, свободное время и минимум инструмента.
Материалы и оборудование, необходимые для изготовления отлива
- Лист металла. Для самостоятельных работ лучше использовать оцинкованную сталь или металл с полимерным покрытием толщиной 0,3–0,5 мм.
- Ножницы по металлу. Будут необходимы для вырезания отлива. В случае их отсутствия можно использовать болгарку.
- Рулетка, угольник и маркер для и разметки материала.
- Киянка, плоскогубцы.




Процесс изготовления оконного отлива
Сначала необходимо замерить ширину проема. Делается это рулеткой. К полученному размеру прибавляют 4–5 см, чтобы была возможность подогнуть отлив к откосам. Лучше делать черновую заготовку больше на 2–3 см, лишнее можно обрезать позже, в процессе монтажа.
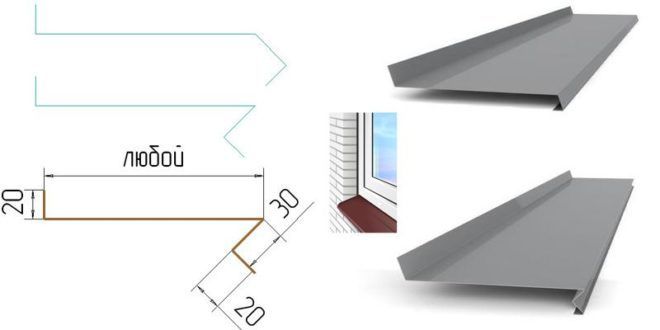
Затем нужно выяснить ширину будущего водоотлива. Для этого необходимо померить расстояние от посадочного места на окне до края стены и прибавить к нему 3–4 см (свес отлива), чтобы вода стекала на некотором расстоянии от стены и не способствовала ее преждевременному разрушению.
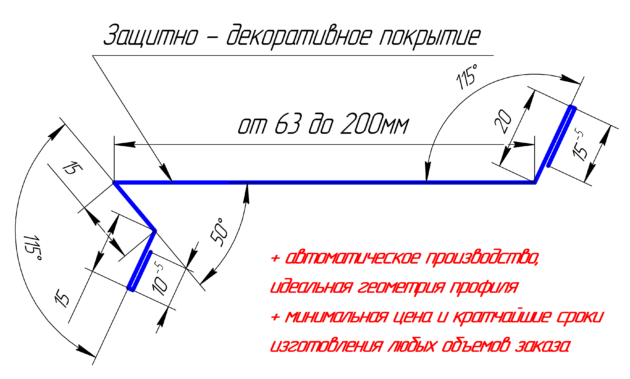
Полученный таким образом размер будет ровной частью отлива, дополнительно к нему нужно прибавить ширину всех изгибов:
Конечно, ни пластик, ни акрил, ни дерево не могут стать достойной заменой стали и железу. От самых мелких шурупов до огромных металлоконструкций – везде требуются детали из металла
- 15 мм — полка, которая прикручивается к окну;
- 25 мм – капельник с вальцовкой (5 мм).
Разметку проводят маркером, следы карандаша на металле очень плохо видны. Линии должны находиться с наружной стороны углов сгиба, так, чтобы их можно было видеть во время сгибания металла. С внутренней стороны угла желательно продавить острым предметом канавку. Делать это нужно так, чтобы не повредить полимерное покрытие или слой оцинковки.
Гнуть металл удобно, зажав его при помощи струбцин по линии изгиба между двух деревянных брусков. Если нет струбцин, можно по краям скрутить бруски саморезами так, чтобы не повредить металл. После того как лист зажат, его выгибают в нужную сторону легкими ударами резинового молотка или киянки.
Наличие листогибочного станка может значительно упростить процесс, но далеко не у каждого такой станок есть.
Монтаж оконного отлива
Данная процедура подразумевает наличие отлива подходящих размеров, минимального набора инструментов и материалов.
Инструмент и материалы, необходимые для установки оконного водоотлива:
- ножницы по металлу или болгарка;
- рулетка, маркер, угольник, строительный нож;
- строительный уровень (можно водный);
- дрель или шуруповерт;
- монтажная пена, кровельный или силиконовый герметик;
- также может понадобиться цементный раствор и мастерок;
- заглушки на торцы отлива.
Установка водоотлива
Последовательность действий для монтажа отлива из металла подойдет и для изделий с цинковым или полимерным покрытием:
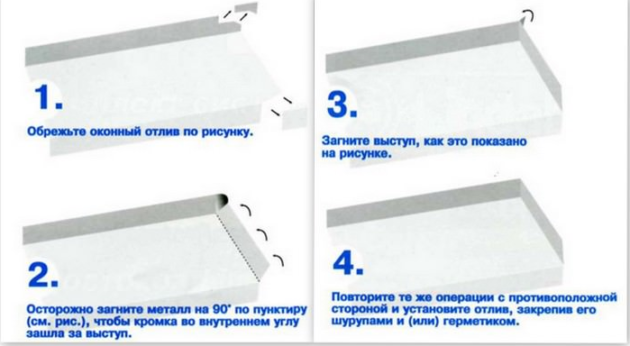
- Обрезка отлива в размер с припуском на подгиб. Например, если оконный проем 90 см, то отлив нужно отрезать 94 см (по 2 см на сторону).
- С торцов водоотлива делают надрезы на величину припуска (в этом примере — 2 см) и загибают под прямым углом вверх.
- Идеальный вариант, если обработка откосов будет проводиться после монтажа отливов и загибы впоследствии окажутся под слоем штукатурки.

Если в процессе эксплуатации отлива есть вероятность, что по нему будут ходить, например, чтобы помыть окна, то для предотвращения его деформации следует соответственно подготовить основу. Для этого понадобится цементно-песчаный раствор. Им выводят основание таким образом, чтобы водоотлив прилегал к нему по всей плоскости, и если на эту плоскость наступят, вся нагрузка придется на цемент, а не на тонкий металлический отлив.
В большинстве случаев никто не занимается столь сложной подготовкой основания. Пустое пространство между водоотливом и низом оконного проема заполняют монтажной пеной. Ее наносят достаточным слоем: одну полосу непосредственно под окно, вторую – на край стены, в месте свеса отлива.
Не дожидаясь застывания монтажной пены, отлив прикручивают на саморезы типа «пресс-шайба». На посадочное место предварительно наносят силиконовый герметик.
Прикручивать отлив нужно так, чтобы не перекрыть дренажные отверстия снизу окна. Капельник должен быть выставлен четко по уровню, это необходимо для равномерного отвода воды. В противном случае вода будет стекать с одного края отлива, на стене образуется потек, и отделочный материал преждевременно придет в негодность и осыплется.
Видео по теме: Изготовление отлива для окна
Вопрос №47 — Как сделать оконный отлив своими руками?
Лучше всего устанавливать оконные отливы до завершения отделки внешних фасадов. Это позволяет правильно герметизировать все швы и стыки, не повредив отделочные материалы.
Полезные советы
Важно устанавливать отлив ровно по горизонтали. Иначе вода будет скапливаться в одном месте, постепенно разрушая строительные конструкции. Ровная горизонтальная поверхность обеспечит равномерное попадание дождя на стены, так они быстрее высохнут.
Оптимальная ширина отлива – на 2 см больше откоса. Так вы защищаете стены от попадания влаги сразу с окон. Лучше всего покупать их из оцинкованной стали, устойчивой к ржавчине. Она служит дольше, чем пластик, и не выцветает.
Как сделать самостоятельно
Лист оцинкованной стали можно приобрести в строительном магазине или на рынке. Толщина его должна быть не меньше 0,5 мм. Толщина цинкового слоя должна быть не меньше 40 мкм. Осмотрите лист, оцинкованный слой должен располагаться равномерно, без пропусков и наплывов.
Теперь нужно нанести разметку. Измерьте необходимую ширину отлива по ширине откоса. Добавьте к ней со стороны окна 2 см на подгибку, а с внешней стороны – 5 см. С внешней стороны вам нужно будет загнуть лист два раза, первый подгиб 3 см, второй 2 см. Длина должна быть на 2 см больше ширины окна, чтобы была возможность врезаться в штукатурку на стенах. Лучше оставить большие припуски, их можно обрезать в процессе работы.
Разметку на сталь можно нанести обычным фломастером, его легко стереть. Разрезать лист можно ножницами по металлу или болгаркой. Но после болгарки нужно будет убрать металлические заусеницы.
Изогнуть металл можно на ровном крае стола. Одной рукой нужно его зафиксировать, чтобы не было вибраций. Второй рукой с помощью доски нужно изогнуть деталь. Легче всего работать с киянкой. Загибку начинайте с края, а не с середины листа, иначе появятся неровности. Работайте в несколько подходов: сначала загните деталь на 30 градусов, потом на 60 и в третий проход на 90 градусов. Чем больше вы сделаете проходов с одного края до другого, тем ровнее получится отлив.
Как гнуть металл
Легкий способ загнуть края – купить плоскогубцы жестянщика. Они имеют широкий хват, что обеспечивает большую площадь применения. С помощью этого инструмента можно быстро изготовить необходимое количество деталей.
Если вы первый раз гнете листовой металл, лучше потренируйтесь на ненужных кусочках. Это несложно, опыт набирается уже с первой изогнутой детали. В результате вы быстро сможете сделать отливы на весь дом.
Видео: Изготовление отлива для окна
Производство отливов для окон: технологический процесс и оборудование

Водоотлив – это не просто второстепенная деталь оконных систем. Без него ни одна из них не сможет полноценно функционировать. Поэтому бизнес на производстве отливов для окон всегда будет рентабельным. Чтобы его организовать, нужно разобраться в тонкостях технологического процесса, подбора помещения и оборудования, налаживания каналов сбыта.
Ассортимент
Чем разнообразнее продукция, тем больше шансов получить прибыль от ее реализации. Есть несколько видов отливов, каждый из них отличается своим набором качеств:
- Медные. Представляют собой листы с защитным покрытием, которое получают методом оксидирования. Отличаются длительным сроком эксплуатации.
- Стальные. Делаются из оцинкованной стали толщиной до 1 мм. Не поддаются коррозии, их можно окрашивать в любой цвет с помощью водостойкого лака. А если нанести на них полимерное покрытие, звук стекающей по желобу воды будет максимально тихим.
- Алюминиевые. В их основе – листовой алюминий. Сверху они покрыты защитным слоем, характеризуются небольшим весом.
- Пластиковые. Изготавливаются из разного рода полимеров. Легкие и бесшумные.
- Из эпоксидной смолы. Стоят дорого, обладают высокой износостойкостью. Их можно делать по индивидуальному заказу.
Наибольшей популярностью пользуются стальные отливы за счет выгодного сочетания доступной цены и простоты эксплуатации.
Материалы
На раннем этапе развития бизнеса достаточно заняться изготовлением металлических отливов. Тогда в качестве сырья понадобятся:
- листы меди;
- оцинкованная сталь;
- алюминиевый прокат;
- краска на основе ПВХ.
Один лист металла толщиной 1-1,5 мм в среднем обходится в 1700 руб. Чтобы не переплачивать за материалы, их лучше заказывать оптом на заводе-изготовителе. А лакокрасочные материалы нужны в небольших объёмах, поэтому их можно приобрести в любом строительном магазине.
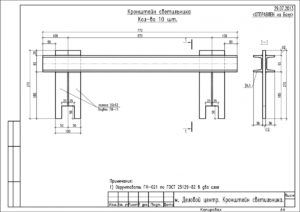
Технология производства
Во время изготовления отливов используется листовой прокат. Его подвергают механической обработке на специальном оборудовании – листогибе. Станок оснащен ножами, которые применяют для точной резки сырья.
Необходимую конфигурацию изделию придают путем сгиба листов. Благодаря этой технологии можно адаптировать форму отлива к любому дизайну здания.
Процесс
Порядок создания продукции на листогибочном станке выглядит следующим образом:
- Размещение листа на рабочем столе. Нанесение разметки, по контуру которой будет выполняться резка.
- Выполнение небольших надрезов ножницами по металлу.
- Установка заготовки в станок, фиксация зажимами.
- Резка с помощью роликового механизма.
- Поднятие вверх прижимного рычага. Извлечение листа и выполнение разметки для последующего его сгибания.
- Фиксация заготовки в верхней части оборудования. Выполнение прямолинейного сгиба для каждой из сторон.
После завершения работ готовое изделие аккуратно извлекают из станка.

Рабочее оборудование
В целях экономии можно купить его на вторичном рынке. Тогда на это уйдет вдвое меньше денежных средств, но будет риск приобрести неисправные инструменты или станки. Чтобы этого не допустить, нужно обратиться к специалистам, которые оценят реальную стоимость технологических агрегатов и их состояние.
А если есть возможность купить новое оборудование, его лучше заказывать напрямую у заводов-изготовителей. Тогда качество гарантировано, но не будет коммерческой наценки на него.
Для запуска производственной линии понадобятся:
- листогибочный станок – 50 тыс. руб.;
- набор инструментов для тонкой отделки – 30 тыс. руб.;
- аппараты для покраски – 25 тыс. руб.;
- полки и стеллажи – 65 тыс. руб.
В сумме расходы на оборудование составят 170 тыс. руб. А его доставка обойдется в 20-30 тыс. руб.
Контроль качества
На ручном листогибочном станке можно делать продукцию любой формы, задав точные параметры. При этом соблюдается точность до 0,01 мм. На таком оборудовании легко изготовить отливы даже самой сложной конфигурации, особенно если машина обладает функцией изгиба листов до 360 градусов.
На электромагнитных станках за качество работы отвечают датчики регулирования скорости и соблюдения заданных размеров. Они оборудованы мониторами, на которых отображается стадия производственного процесса, цифровые показатели. Это позволяет получать на выходе изделия нужной длины и ширины с заданной глубиной сгиба.
Штат сотрудников и помещение
На раннем этапе развития своего дела приобретать недвижимость для обустройства цеха необязательно. Его лучше взять в аренду. В центральных регионах годовое пользование помещением для производственных нужд обойдется в 10-12 тыс. руб. за каждый кв. м., а в отдаленных областях – на 20-30% дешевле.
Главное требование к арендованной площади – стабильный доступ к водоснабжению и электричеству. Оптимальный размер цеха – 200-300 кв. м. Желательно, чтобы на его территории был крытый склад для хранения готовых изделий. В среднем расходы на аренду составят 2,4-3,6 млн. руб. в год.
Для качественного производства изделий нужен штат квалифицированных сотрудников, которые умеют обращаться с оборудованием, владеют технологией изготовления отливов. От этого зависит рейтинг компании и размер прибыли.
В первое время достаточно привлечь к работе следующих специалистов:
- оператора листогибочного станка – з/п 45 тыс. руб.;
- специалиста по тонировке продукции – 40 тыс. руб.;
- проектировщика изделий – 45 тыс. руб.;
- разнорабочего – 30 тыс. руб.
Бухгалтера можно нанять удаленно за 15-20 тыс. руб. В итоге на содержание персонала уйдет 175-180 тыс. руб. ежемесячно.

Каналы сбыта
Реализовать продукцию можно несколькими способами:
- открыть собственный магазин;
- сотрудничать со строительными компаниями или частными лицами;
- принимать участие в профильных выставках, форумах.
Но даже при наличии качественной продукции и вариантов поиска каналов сбыта без рекламы это не принесет желаемой прибыли. Чтобы наладить поток постоянных клиентов и получать индивидуальные заказы, нужно сделать предприятие узнаваемым – провести рекламную кампанию.
Есть несколько способов привлечь внимание к продукции:
- объявления в сети Интернет и местной прессе;
- создание своего сайта;
- ведение тематической группы в соцсетях;
- почтовая рассылка;
- использование баннеров.
В среднем затраты на рекламу обойдутся в 50-150 тыс. руб. И если применять все доступные методы, клиентская база будет постепенно увеличиваться.
Цена готовых изделий составляет 0,5-3,5 тыс. руб. Конечная стоимость зависит от вида металла, параметров и конфигурации отливов. Окрашенная продукция всегда стоит дороже. Если продавать не менее 400 единиц товара в месяц, это принесет прибыль в размере от 1,2 млн. руб. Тогда годовой доход будет от 14 млн. руб., а вложения окупятся за 3-6 месяцев.
Бизнес на производстве отливов для окон может открыть каждый, кто сможет разобраться в особенностях его организации. На раннем этапе достаточно подобрать качественное оборудование и квалифицированный персонал и иметь стартовый капитал на аренду помещения, закупку станков и материалов. После этого можно приступать к производству изделий и поиску каналов сбыта.
Как отливы для окон помогут сократить затраты на ремонт дома

Двери и окна
Чтобы защитить оконные конструкции и наружную отделку здания, обязательно нужно установить отливы для окон. Второе их название – внешний подоконник. Их выполняют из металлического или пластикового профиля, который устанавливают под оконным проёмом с внешней стороны здания. Основная функция элементов – защита стыковых соединений от попадания осадков, образования конденсата. Также от этого зависит срок службы наружной отделки и оконной рамы. В статье расскажем о том, какие бывают отливы, достоинства и недостатки каждого материала, а также как установить внешний подоконник самостоятельно.

Отлив является надёжной защитой от атмосферных осадков
Что такое отлив на окне, в чём его назначение
Оконный отлив выполняет не только декоративную функцию. Он одновременно решает несколько задач:
- защиту от попадания влаги на подоконник и оконную раму;
- отвод влаги со стёкол;
- придаёт законченный вид внешнему оформлению оконного проёма.
Если пренебречь установкой отлива, влага будет собираться на подоконнике, начнутся процессы разрушения отделочных материалов: отвалится штукатурка, придут в негодность оконные рамы. Если откосы зашиты ПВХ, под ними будут образовываться плесень и грибок.
Это и есть основной ответ на вопрос, что такое откосы на окнах, и для чего они должны устанавливаться в обязательном порядке. Именно поэтому монтаж конструкций выполняют не только для декоративного оформления проёма, но и с целью предупреждения возможных разрушений отделки и конструкций.
Общие требования к геометрическим параметрам отливов
Перед выбором элемента следует изучить основные требования и технические размеры будущего изделия:
- ширина наружного подоконника зависит от ширины проёма. К этим размерам следует добавить 3−4 см на выступ. Нужно также учитывать небольшой угол наклона отлива. Минимальная ширина изделия – 90 мм;
- для измерения длины следует отмерять расстояние между краями оконного проёма с наружной стороны. К полученным замерам прибавить 3−4 см с каждой стороны. Готовое изделие должно быть больше расстояния между краями с внешней стороны оконного проёма на 6−8 см;
- важно правильно выбрать конфигурацию готовой конструкции. Внешний подоконник для каркасного дома будет отличаться от отлива в здании, построенном из кирпича, или панельном;
- расцветка отливов для окон и цоколя должна сочетаться с внешним оформлением оконного проёма. Для белых окон внешний подоконник также должен быть белого цвета. Если рамы выполнены в иной цветовой гамме, подоконник должен быть окрашен в аналогичный цвет или на тон темнее.
Общие требования к установке отливов
Неправильная установка внешнего подоконника приведёт к быстрому его износу. Кроме того, он не будет выполнять свои основные функции, вода будет затекать под него, что приведёт к быстрой деформации оконных конструкций. При установке отлива важно соблюдать следующие требования:
- Плотное прилегание всех стыковых соединений и их герметизация.
- Обработка стыковых соединений герметиком – это дополнительная, а не основная мера защиты от попадания воды. Срок службы герметика небольшой, рано или поздно вода будет попадать внутрь.
- Соблюдение пошаговой технологии монтажа отлива на пластиковом окне.
- Ширина изделия должна быть на 3−4 см больше оконного откоса.
- Важно проверить при помощи уровня горизонтальную линию после установки. Дождевые потоки должны равномерно падать на подоконник, при неправильном монтаже они будут скапливаться в одном месте.
- Основание под внешним подоконником следует выполнять из цементно-песчаного раствора. Не рекомендуется выставлять отлив на нескольких клиньях и заполнять пустоты монтажной пеной, так как иногда во время мытья окон на них иногда становятся ногами. Монтажная пена не выдержит такие нагрузки.
- Боковые грани откосов для пластиковых окон должны быть закрыты отделкой.
При соблюдении этих несложных правил отлив прослужит довольно долго. Намного проще придерживаться правильной технологии строительных работ, нежели впоследствии выполнять их ремонт.

Правильная установка отлива
Из каких материалов изготавливают отливы для окон
Не все материалы могут быть применены для внешних подоконников. В результате на отливах может образовываться ржавчина или подтёки на стеновых поверхностях. Важно разобраться, из чего лучше их изготавливать. Рассмотрим подробнее достоинства и недостатки всех рекомендованных материалов.
Листовая сталь для внешних подоконников
Листовая неоцинкованная сталь, невзирая на доступную стоимость металлического отлива для пластиковых окон, всё реже применяется для производства конструкций ввиду её повышенной коррозии под воздействием осадков. Особенно это заметно в городских условиях, где кислотность дождей значительно выше. Для предотвращения этих процессов её можно покрыть специальной порошковой краской.
Со временем понадобятся работы по восстановлению покрытия с предварительной зачисткой от ржавчины. Как вариант – покрыть внешний подоконник полимерным составом. Благодаря этому не только продлится срок эксплуатации изделия, но и уменьшится шум, производимый осадками.
Несмотря на негативные особенности, отливы из металла имеют ряд положительных свойств:
- высокая прочность;
- возможность изготовления по любым размерам заказчика;
- разнообразная цветовая гамма:
- устойчивость к изменению температуры в течение года. Переносят как низкую, так и высокую температуру;
- простой уход;
- устойчивость к воздействию солнечных лучей.
Металлические отливы желательно устанавливать с дополнительной шумоизоляцией.
Важно помнить! Изделие в летнюю погоду может сильно нагреваться.

Крепление металлического отлива саморезами с шагом в 20 мм
Алюминиевые отливы для окон
Прочность алюминиевых конструкций намного выше, чем металлических. Благодаря этому выше срок их эксплуатации. Изделия могут изготавливаться шириной до 35 см в коричневом или белом цвете. Также колорирование при желании можно выполнить в любом оттенке с применением порошковой краски. Нужно сказать и о некоторых негативных моментах алюминия:
Пластиковые внешние подоконники
Конструкции из поливинилхлорида считаются самыми практичными. Они практически не имеют недостатков. К достоинствам материала можно отнести:
- влагоустойчивость;
- не подвержен влиянию атмосферных осадков;
- простой монтаж;
- лёгкий уход;
- прекрасная шумоизоляция;
- красивый внешний вид.
Поливинилхлорид ещё недостаточно распространён. Он имеет один существенный недостаток – хрупкость. Поэтому вблизи школ или детских площадок пластиковые подоконники устанавливать не рекомендуется. При попадании мяча он просто расколется. Кроме того, при низких температурах прочность также значительно снижается.
Установку пластиковых конструкций выполняют под уклоном с качественной обработкой стыков герметиком. В климатических районах с преобладанием низких температур всё же стоит выбирать другой материал.

За пластиковыми подоконниками нужен очень бережный уход
«О долговечности пластиковых отливов говорить не стоит. Рано или поздно на них появятся меткие трещины, в которые будет попадать влага, может появиться мох. Материал потеряет свои первоначальные характеристики.»
Эпоксидная смола
Внешние подоконники из эпоксидной смолы считаются сверхпрочными. В её составе присутствует стекловолокно. Следует рассказать об основных достоинствах материала:
- устойчивость к коррозии;
- могут быть как самостоятельными отливами, так и накладкой на уже смонтированный подоконник;
- пониженный шум во время осадков.
Внешние отливы из эпоксидной смолы могут быть изготовлены в белом, коричневом или чёрном цвете.
Полиэстеровые отливы
На оцинкованный внешний подоконник устанавливается дополнительная накладка из слоя полиэстера. Помимо декоративной, она выполняет защитную функцию. Накладка может быть изготовлена из следующих материалов:
- полиэстер;
- полиуретан;
- пастизол.
Из основных достоинств можно выделить высокую прочность и устойчивость к различным кислотным средам. Они могут быть окрашены в разной цветовой гамме. Отливы требуют бережного отношения ввиду возможности образования царапин. Срок службы таких изделий может достигать 30 лет. Поэтому на сегодняшний день полиэстеровые отливы по праву считаются самыми практичными.

Декоративная накладка из полиэстера на оцинкованный подоконник
Оцинкованные оконные отливы
Оцинкованные отливы являются самыми распространёнными среди аналогов. Чаще всего их изготавливают белого и коричневого цвета, также они могут быть ламинированными под дерево. Толщина стали −около 0,55 мм, срок эксплуатации достигает нескольких десятилетий. Если окрашивание производилось с помощью порошковой краски, нужно быть готовым к тому, что со временем она может растрескиваться или выгорать.
Это важно! Следует отметить основной нюанс оцинковки: шум во время осадков или порывистого ветра. Последнее может возникать при неправильном монтаже.
Для производства оцинкованных отливов используется легированная сталь, которая придаёт изделию дополнительную прочность и устойчивость к атмосферным осадкам. Часто оцинкованные элементы покрывают слоем полимера, который защищает изделие от неблагоприятного воздействия кислых сред. Цена на отливы для окон из оцинкованного металла доступна, что является преимуществом при выборе.

Оцинкованный неокрашенный отлив
Основные нюансы изготовления и установки металлического отлива своими руками
Для того чтобы через несколько лет не возвращаться к ремонту внешнего подоконника, следует учитывать некоторые советы профессиональных мастеров:
- во время разметки металлического изделия следует учитывать припуск на откосы не менее 2 см, при этом края следует подгибать вверх. Это существенно продлит срок его эксплуатации, также предупредит образование конденсата в зимнее время;
- выступающая часть за пределы подоконника должна быть не менее 4−6 см, угол наклона – не менее 10°. Это позволит воде свободно стекать с внешнего подоконника;
- ширина подоконника также должна быть на 2−3 см больше, в противном случае вода будет попадать внутрь конструкции. Можно предварительно проклеить откосы паропроницаемой лентой. Она выведет излишнюю влажность из стеновых поверхностей. Ленту нужно одним краем завести на откос, другим – на очищенный подоконник;
- металлические отливы должны входить в боковые стеновые поверхности фасада на 4−7 см. Это не только надёжно закрепит конструкцию, но и защитит от протечек воды;
- если откосы отделываются раствором, необходимо врезать внешний подоконник в них на расстояние не менее 1 см. Это предупредит образование протечек и сохранит наружную отделку;
- важно во время установки проверить горизонтальность отлива при помощи уровня. Это необходимо для предотвращения скапливания осадков в одном месте;
- крепление к оконной раме заклёпками или саморезами следует выполнять с середины. Это предупредит его деформацию и смещение. Расстояние между заклёпками должно быть около 20−30 см друг от друга;
- для герметизации стыковых соединений следует выбирать силиконовый герметик на акриловой основе.
Пошаговая инструкция установки металлического отлива на пластиковые окна своими руками
Установка конструкции сложностей не вызывает. Перед темкак установить отливы на пластиковые окна, следует ознакомиться с технологическим процессом и учесть советы профессионалов. Начинать работу следует с зачистки основания. Для этого нужно убрать излишки монтажной пены, срезать выступы и очистить поверхность от мусора.
«Во время монтажа отлива нужно проверить периметр рамы. При обнаружении некачественного заполнения пустот монтажной пеной нужно дополнительно заполнить пустующие места. После высыхания срезать излишки и продолжить установку внешнего подоконника.»
Далее последовательность установки следующая.
| Фото | Описание работ |
|---|---|
| Предварительно делаем уклон из цементно-песчаного раствора. После высыхания зачищаем все неровности | |
| В конструкции окна вырезаем паз при помощи алмазного диска. Отлив войдёт внутрь фасада | |
| Снимаем размеры будущего отлива | |
| По заданным параметрам вырезаем внешний подоконник на станке или при помощи специальных ножниц | |
| Сгибаем заготовку на гибочном станке | |
| На тыльной стороне изделия делаем разметку, после чего вырезаем лишние элементы и загибаем углы | |
| На предварительно очищенный подоконник наносим клей «жидкие гвозди» | |
| Устанавливаем отлив в пазы фасада | |
| Все сопряжения и стыковые соединения следует обработать бесцветным герметиком | |
| Внешнее оформление окна совершенно меняется с установкой отлива |
Данный процесс можно посмотреть на видео:
Статья по теме:
Как регулировать пластиковые окна самому? В отдельной публикации вы можете ознакомиться с подробной инструкцией по регулировке окон в разных ситуациях.
Стоимость готовых отливов для окон и их установки
Перед тем как покупать внешний подоконник, важно определиться с окончательным вариантом. Для окон из ПВХ подойдут пластиковые отливы. Для деревянных окон идеальным решением будет установка оцинкованного или алюминиевого изделия. От материала и размеров будет зависеть стоимость готового варианта. Ценовая линейка довольно широкая.
Предлагаем ознакомиться с ориентировочной стоимостью материалов и приведём примерные цены монтажа отливов на окна.
| Материалы, вид работ | Стоимость, руб. |
|---|---|
| Отливы из алюминия, пог. м | 400-500 |
| Оцинкованная сталь с цветным покрытием, пог. м | 300-400 |
| Оцинкованный отлив, пог. м | 300 |
| Отлив из ПВХ, пог. м | 200-300 |
| Монтаж отлива, включая подготовительные работы, пог. м | 350-400 |
| Заделка зазоров монтажной пеной | 250 |
| Заделка зазоров герметиком | 250 |
| Зачистки зазоров от монтажной пены | 300 |
Купить готовые отливы для окон с минимальными размерами можно по цене с установкой от 2 000 руб.

Отливы из меди – это очень долговечный, но и самый дорогой вид наружного подоконника
Заключение
Отливы для окон можно установить во время монтажа оконных конструкций. Но если возникла необходимость замены старых внешних подоконников, следует внимательно изучить достоинства и недостатки каждого материала, а также их внешнюю совместимость с рамой и оформлением дома. Надеемся, что предложенный материал был полезен, и вы сможете подобрать конструкции и правильно их установить с учётом всех нюансов. Если остались вопросы, напишите в комментариях, мы постараемся ответить на них.
В завершение предлагаем посмотреть ещё один способ установки оконного отлива своими руками.
Видео: установка оконного отлива на утепленную стену
Читайте также: