Металлическая форма своими руками
Обновлено: 04.10.2024
Покупка готовых блоков на основе цемента в качестве стеновых материалов потребует больших затрат. Изготовив своими руками достаточно простую форму для формовки сразу пары блоков, можно заготовить необходимое количество стенового материала и значительно сберечь семейный бюджет.
Понадобится
- остатки листового металла;
- кусок стальной полосы;
- отрезок круглого прутка или арматуры;
- цемент, песок и вода.
Инструменты: разметочные приспособления, болгарка, сварочный аппарат, емкость для замешивания смеси и мастерок.
Процесс изготовления формы из металла и формовка с ее помощью блоков на цементе
Из остатков листового металла вырезаем три прямоугольные пластины 19×39 см, две 19×18,5 см и одну 40×19,5 cм.
Свариваем четыре коробчатые конструкции из двух пластин трапециевидной формы высотой 19 см и основаниями: нижним 15 см, верхним 14 см. Две боковые поверхности коробов при той же высоте имею ширину внизу 4 см, вверху 3 см.
Расставляем на горизонтально уложенную пластину 40×19,5 см симметрично четыре короба широкой стороной вниз так, чтобы в середине расстояние между ними составляло в поперечном направлении 2,5 см, в продольном 4,3 см. Еще раз выверяем точность установки коробов и привариваем их к нижней пластине-основанию.
Устанавливаем на торцы основания вертикально по две пластины 19×39 см и 19×18,5 см, свариваем их между собой (но не к основанию!), строго выдерживая все четыре угла по 90 градусов.
По два отрезка полосы длиной 41 см и 20,5 см привариваем по контуру пластины-основания, предварительно сформировав (скосив) концы, чтобы в итоге они с основанием выглядели в виде мелкого корытца.
Посередине в продольном направлении в ранее сваренном коробе, размещаем и привариваем перегородку, которая располагается от стенок на расстоянии 9,3 см.
С внешней стороны к верхним торцам короба снаружи для жесткости привариваем стальные пластины. Укладываем короб на приваренные пластины и сверху накрываем основанием с косой отбортовкой.
Привариваем с двух сторон к отбортовке согнутые в скобы ручки из круглых прутков или арматуры. Навстречу им с зазором 2 см привариваем точно такие же ручки к боковым сторонам короба.
Устанавливаем основание с четырьмя коробчатыми полыми конструкциями на горизонтальную поверхность. Сверху ставим прямоугольный короб с центральной перемычкой, который центрируется относительно основания косой отбортовкой.
Засыпаем в форму смесь, размещая равномерно по всей площади формы мастерком, и встряхивая для уплотнения.
В результате получаем два блока 39×09×19 см.
После окончательного заполнения формы, переворачиваем ее и обстукиваем форму со всех сторон мастерком. Осторожно приподнимаем и убираем основание с формирователями отверстий в блоке.
Для большей сохранности блоков накрываем их двумя полосками с ручками по центру, придерживаем их большими пальцами и удаляем короб с центральной перемычкой.
В результате получаем два исключительно качественных блока.
Смотрите видео
Как в домашних условиях отливать ювелирные украшения
Здравствуйте дамы и господа, сегодня поговорим про ювелирное литье в домашних условиях. К вашему вниманию представлена демонстрация процесса обращения восковой модели изделия в металл. Я расскажу про изготовление двух колец, одно из серебра, а другое из золота.

Нам понадобятся:
- Модельный воск.
- Огнеупорный гипс.
- Силикон.
- Трубки разных диаметров.
- Резцы по воску (несколько ножичков).
- Паяльник.
- Газовая горелка.
- Проволока диаметром около 1,5 мм.
- Борная кислота.
- Лимонная кислота.
- Титановая спица.
Восковая модель
Итак, все начинается с изготовления модели будущего изделия. Для этого используется твердый ювелирный воск. Рекомендую использовать красный, так как на нем лучше всего видно мелкие детали на модели. Я пытался заменить его на обычный воск, парафин, даже на термоклей, и еще не понятно что. Так вот все это ерунда, купите ювелирный воск, поскольку для нормальной работы пригоден только он! Я приобрел небольшое количество с Китая лишь на несколько отливок.

Для изготовления кольца необходимо найти трубку подходящего диаметра. Обматываете нитку или полоску бумаги вокруг пальца и определяете длину окружности. Для этого предлагаю таблицу размеров колец.


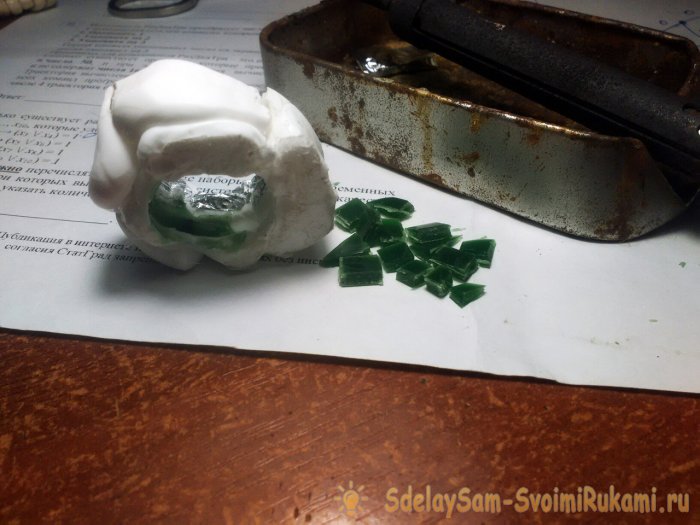
На трубку наматываем фольгу, чтобы позже снять восковку. И теперь воск разрезаем на небольшие куски и наплавляем их на трубку. Тут мы взяли в руки паяльник и не скоро его уберем. Смысл в том, что мы формируем «кольцо» из воска на фольге на трубке. Куски между собой сплавляем полностью, а не только кромку.

А теперь идет процесс резьбы по воску и формирования будущего изделия. Для этого я использовал маленькие тонкие ножички и надфили. В целом, весь процесс можно охарактеризовать так: снимаем и отсекаем все лишнее. Воск нельзя срезать, его необходимо как бы скаблить лезвием и надфилем.




После того, как восковка готова ее можно продублировать неограниченное количество раз с помощью силиконовой формы. Этим же методом можно копировать уже готовые кольца. Для Этого восковку, ну либо какое то кольцо, не снимая с трубки, ставим в опалубку из пластилина и заливаем литьевым силиконом. Ага, литьевым, ну тут можно сколхозить и использовать силиконовый герметик.


Когда силикон застынет из него можно вытащить трубку и восковку, далее разрезаем форму с боку. Теперь в нее можно все тем же паяльником вплавлять куски воска и получать точные копии. Это очень удобно, даже если делаете единичное изделие, стоит сделать силиконовую форму, особенно если восковка сложная к повторению. Лично я смог нормально отлить модель только раза с четвертого.

Гипсовая форма
Теперь к восковке прикрепляем литники – проволоку диаметром около 1,5 мм, но не более, позже поймете почему. Для этого можно добавить немного воска в месте крепления литника, а также нагреть проволоку и вставить в кольцо. Далее модель закрепляем на полусфере из пластилина. Литники не стоит делать слишком длинным и тонкими. Также для правильного литья металла необходимо соединить литники между собой все тем же воском. Также в одну гипсовую форму можно поместить две модели.


Теперь гипс. Для этих целей используется специальный огнеупорный гипс с примесью кварцевой муки. Снова колхозим и используем обычный. Если у вас нет цели стать профессиональным ювелиром, и хочется просто отлить одну две модели, то можно время от времени немного отходить от технологии.
Восковку промываем настойкой на спирту из аптеки, мыльной водой и обычной водой.

Также берем трубу диаметром около 4-5 см, ей накрываем восковку и заливаем гипс. Звучит просто, но гипс необходимо замешивать по пропорции; он быстро застывает (5-15 минут), поэтому перемешиваем тоже быстро; и самое главное из него необходимо удалить все пузыри воздуха. Для этого необходим вибростол, желательно с вакуумной камерой. В целом, такой несложно сделать, но оно нам надо разве?

Восковку можно обмазать гипсом кистью, а потом залить в трубе, но тут теряется прочность. Я этого не делаю, и отдаю предпочтение прочности гипсовой формы.

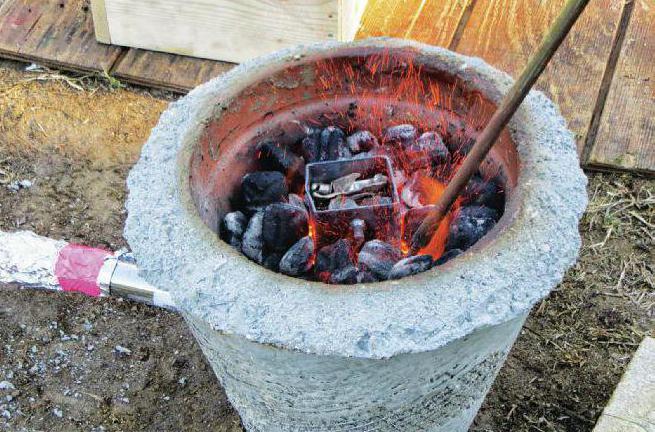
Когда гипс застыл, вытаскиваем пластилин и литники; нужно избавиться от воска. Можно при помощи водяной бани, что правильно, и воск можно собрать и использовать снова. Но я это пропускаю. Так как, в любом случае, гипсовую форму необходимо прокалить, чтобы удалить всю влагу. Я для этого использовал печь на даче. И калил около 2 или 3 часов, все равно ведь топлю, когда там нахожусь. Опять шаг в сторону от профессиональной технологии, но работает, и воск весь выгорает.

Литье

Сначала подготовимся. В чашку кладем обычную туалетную бумагу и смачиваем ее так, чтобы при нажатии пальцами вода уже свободно не текла, но все равно дно должно быть довольно влажным. А титановая спица нужна, чтобы перемешивать расплавленный метал, который не будет окисляться, разве, что только титаном. Начинаем с того, что прогреваем опоку горелкой.
Для литья используется серебряный лом, я переплавил оборванные цепочки. Закидываем их в ту полусферу и начинаем греть горелкой. Когда метал начинает краснеть, засыпаем немного борной кислоты, это флюс, который не дают серебру окисляться, оно вообще не любит кислород в расплавленном состоянии. Серебро сплавляется в каплю и за счет поверхностного натяжения не стекает в литники. Когда максимально прогрели серебро, накрываем опоку чашкой и прижимаем. Вода из туалетной бумаги закипает и вдавливает метал в литники. После достаем изделие.


Обработка и полировка
Откусываем или спиливаем литники и нагреваем изделие до красна и опускаем в раствор лимонной кислоты, чтобы снять остаточное напряжение. И кипятим этот раствор. Кипящая лимонная кислота работает как настоящая кислота и разъедает весь шлак.
Теперь заготовку можно обрабатывать наждачной бумагой. Начинаем с грубой 600 и движемся в сторону увеличения зерна, я дохожу до 2500. А после полируем пастой ГОИ.


На этом все, так можно отливать любые ювелирные украшения. В статье я уделил больше внимания воску и литью, и лишь кратко рассказал об обработке, так как в этом ничего сложного и хитрого нет.
Как сделать пресс-форму для штамповки металла
Мы проконсультируем вас по любым вопросам!
Штамповка – один из самых выгодных способов обработки стали давлением. Для нее необходимы пресс, шайба и матрица, пресс-форма, ножницы. В зависимости от операции (гибка, резка, вытяжка и пр.) нужны разные пресс-формы. Металл подвергается штамповке, как в горячем, так и в холодном виде.
Изготовление пресс-формы – длительный и затратный процесс, требующий высокого уровня подготовки. Без пресс-формы не обойтись при изготовлении многосерийных деталей: дорогое оборудование долго служит и ведет к удешевлению конечного продукта.

Выбор материала
Для пресс-форм используют высокопрочные стали, способные выдерживать ударные нагрузки. Эти стали хорошо закаливаются и обладают высокой вязкостью. Чаще всего применяют 40Х13 и 5ХНМ. Для штампов выбирают прочные стали Ст45, Ст40Х, У8.
Для холодной штамповки применяют гидравлический пресс из-за разнообразия его конфигураций и небольшого расхода металла. Для вырубки и пробивки выбирают инструмент с большим ходом шайбы.
ВАЖНО! Стали У8А и 8ХФ не применяются для изготовления деталей пресс-форм. Сталь У10А тверда после термообработки, но изготовляемые с ее помощью детали придется подвергать дополнительной механической обработке.
Способы изготовления
Есть три способа изготовления формы для штамповки:
- Переделывание имеющейся пресс-формы;
- Изготовление с нуля;
- Сборка из готовых материалов.
Первый вариант встречается крайне редко из-за затрат, проще сделать самостоятельно. В странах СНГ создают формы от колонков до формообразующих. Есть тенденция на изготовление пресс-форм по специализации. На разных заводах изготавливают все части формы, в конечном месте их собирают в готовый продукт.

Изготовление форм для штамповки алюминиевых деталей удешевляется путем повторного безремонтного использования пресс-форм, уже отработавших срок на более высокоточных деталях. Алюминиевые детали не имеют жестких допусков, поэтому такой вариант приемлем.
Изготовление пресс-форм с нуля
Для создания формы необходимо 2 листа или бруса стали в зависимости от формы изделия. Одна часть будет отвечать за подвижную часть конструкции (пуансон), а вторая за матрицу.
Выбрав материалы для заготовок и инструмента, можно создавать форму для штамповки. Имея чертежи детали, проектируется оснастка. С помощью лазера или токарного станка вырезаются отверстия и выемки в заготовках для пресс-формы. Для надежности нужно плотно скрепить две плиты и зафиксировать до окончания работ. Тщательно отладьте литниковую систему. Чтобы изготовить некоторые детали сложного рельефа, может потребоваться фрезерный станок и последующая ручная работа напильником.

Готовое изделие проверяют в работе на пробных изделиях. Это дает возможность узнать результат и подогнать пресс-форму в случае каких-либо неточностей. Литниковая система должна быть налажена для лучшего результата.
Изготовление пресс-формы – процесс сложный, но необходимый для серийного производства деталей.
Литье алюминия в домашних условиях: изготовление форм, технологический процесс

В детстве многие пробовали плавить свинец. Материал можно было найти в отработанных аккумуляторах. Он быстро плавился в костре и хорошо выливался в простые формы. Литье алюминия в домашних условиях также возможно. Этот металл более практичен и представляет определенный интерес для самобытных мастеров. Однако для литья необходимо обеспечить в два раза большую температуру, и пламени костра для этого будет недостаточно.
Алюминий: характеристики
Этот металл до открытия и внедрения доступного способа промышленного получения считался драгоценным. На определенном историческом этапе он был дороже золота. Его свойства могли быть использованы во многих отраслях. Алюминий – легкий и пластичный материал. Он поддается штамповке, гнется, хорошо льется в сложные формы, особенно под давлением. Температура его плавления составляет 660 °C, ее можно достигать и без промышленного оборудования. А значит, литье алюминия в домашних условиях вполне возможно.
Кому это пригодится? Алюминий – материал проверенный. Из него изготавливали и посуду, и детали для авиационной и космической промышленности. Отливки, обладающие хорошей теплопроводностью, коррозионной стойкостью и приемлемой прочностью, ценят любители мастерить. Материал подойдет для изготовления сувениров, декоративных элементов утвари, для ремонта или восстановления деталей и узлов в технике.
Литье алюминия в домашних условиях
Достичь температуры плавления без использования промышленных технологий можно различными способами. В старину кузнецы ковали сталь и разогревали ее энергией сжигаемого угля. Это первый вариант, но для его реализации понадобится печь с принудительной подачей воздуха.
Второй вариант – использование природного, или сжиженного газа. Процесс можно организовать в самодельной печи. Есть и другая возможность, если объемы плавки незначительны. В этом случае можно использовать бытовую газовую плиту.
Литье алюминия в домашних условиях также можно организовать, если в хозяйстве имеется ацетиленовый генератор и резак. Подойдет и вариант с электрической муфельной печью. Такое оборудование уже можно отнести к промышленному. Но если нет желания изготавливать печь, его вполне реально взять напрокат и заказать услугу оператора.
Технологический процесс
В принципе, должна моделироваться ситуация промышленного литья с оговоркой на домашние условия. В любом случае необходимо подготовить сырье. Лом алюминия очищают от грязи, сторонних примесей, всевозможных наполнителей. Крупные части измельчают до нужного размера.
Технология литья алюминия состоит из нескольких этапов. Подготовленный лом плавят выбранным способом. При достижении текучей фазы с поверхности расплава снимается шлак. На завершающей фазе форма заполняется жидким металлом. Одноразовая форма разбивается после остывания.

Предварительно нужно определиться, что предстоит отлить. Даже если это пробная попытка плавки, есть смысл подготовить хоть какую-то форму. А вдруг удастся достичь нужной температуры? Интересно же увидеть результат плавки и оценить результаты: внешний вид, пористость, чистоту. Любой опыт, даже неудачный, пойдет на пользу.
Условия и необходимое оборудование
При плавке вторичного сырья обгорает покрытие, выделяются испарения, есть задымленность. Работать в условиях закрытого помещения без интенсивно функционирующей вытяжки проблематично. Лучший вариант – открытое пространство.
Даже в этом случае будет полезен дополнительный источник вентиляции. Формовочное литье алюминия в пенопласт сопровождается интенсивным выделением продуктов горения. Вентилятор с боковым обдувом рабочего места будет удалять едкий дым, что обеспечит нормальные условия для литья.
Оборудованное и хорошо продуманное в организационном плане рабочее место также важно. Желательно иметь в качестве основы на столе листовой металл или другую поверхность, не поддающуюся воздействию высокой температуры расплавленного алюминия. Вероятность брызг и пролива жидкой массы высока. Помня это, следует задуматься о необходимости проведения работ в условиях жилого помещения.
Самодельная печь для плавки
Проще всего взять несколько огнеупорных кирпичей и выложить из них очаг. Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Внутрь закладывается древесный (каменный) уголь. Разжигается огонь, включается подача воздуха. Сосуд, где будет плавиться алюминий, устанавливается внутрь печи. С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.

В идеале топливник делают цельным с овальным сводом. Используют специальные смеси для кладки жаропрочного кирпича и футеровки печей. Такую конструкцию вполне можно соорудить из старого ведра. Внутренний свод формируют, используя пластмассовые цветочные горшки подходящего размера. Внутрь массы для армирования можно вмуровать металлическую сетку. После застывания смеси получится добротная печь, способная выдержать не одну плавку.
Использование кухонной плиты
Штучное литье из алюминия можно организовать без изготовления специальной печи. Необходимая температура достигается с использованием бытового газа. Сам процесс плавки занимает около получаса, если объем алюминия не превышает 100-150 грамм.
В качестве емкости используют жестяную банку из-под сгущенки, например. В нее засыпают очищенный и измельченный лом алюминия. Но расплавить его, поставив жестяную банку на решетку над горелкой, не получится – не хватит температуры. Чтобы уменьшить потери тепловой энергии, изобретатели придумали хитрую конструкцию.
Банка с сырьем для плавки помещается внутрь другой жестянки и устанавливается на распорках таким образом, чтобы снизу до дна и с боков до стенок был зазор 5-10 мм. Вторая банка, соответственно, должна быть большего диаметра. В ней снизу проделывается отверстие (диаметром 3-4 см) для подвода струи пламени. Рассекатель с горелки газовой плиты снимается.

Поджигается пламя. Конструкция устанавливается строго над его фитилем. Пламя должно проходить внутрь и греть только жестянку с ломом. Банка большего диаметра играет роль оболочки и удерживает тепло внутри. Сверху проем прикрывается, оставляется лишь зазор для выхода продуктов горения. Интенсивность горения регулируется.
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Простые формы
Какие есть способы литья алюминия? Проще всего вылить расплавленный металл в металлическую форму: старую кружку, сковородку, консервную банку. После остывания болванку извлекают. Проще это сделать, если обстучать еще не остывшую форму. Если на ней были рифленые бортики или обратные углы, каркас придется разрезать. Можно вылить слегка остывшую каплю металла просто на подготовленную несгораемую поверхность. Такие способы называют открытыми.
Если есть необходимость сделать особую отливку, сначала нужно приготовить для нее форму по размеру. Чтобы металл после остывания приобрел четкие очертания, делают закрытые формы из двух или более составных частей. Одна из них является основной, а другая обычно формирует свод или боковую поверхность. В ней делают отверстия. Часто сверху над ними добавляют еще одну часть формы – воронкообразные летники для удобства.
Материал
Формы для литья алюминия в зависимости от способа можно изготавливать по разной технологии. Есть несколько простых вариантов. Для открытой заливки в простую форму часто используют просеянную землю (кремнезем). Ее укладывают слоями и трамбуют. После извлечения формирующего элемента земля держит форму и выдерживает заливку. Такой материал простой и дешевый в использовании.

Есть мастера, которые льют алюминий в песок. При замешивании используют жидкое стекло (силикатный клей). Есть информация об использовании цемента. Смесь замешивается, как ни странно, на тормозной жидкости. Разминается руками и протирается через сито, чтобы не было комков. Консистенция должна быть такая, чтобы при сжимании в кулаке формировался комок. При трамбовке песок и цемент хорошо удерживаются внутри опоки и повторяют даже мелкие детали формы заготовки.
Изготовление сложных форм
Отливки сложной конфигурации делают по другой методике. Чаще всего материалом служит гипс (алебастр). Формы без обратных углов и поднутрений могут быть разборными и состоять из двух или более частей. Долго они не прослужат, но несколько отливок вполне реально получить.
Сложный узел или декоративную объемную модель можно изготовить один раз, при этом форму придется разбивать. Есть два метода в работе. Можно изготовить восковую (парафиновую) модель, залить ее гипсом. Позже в процессе интенсивной сушки этот материал расплавится и выльется через летники.
Литье алюминия в гипсовую форму по пенопласту предполагает изготовление из этого материала макета будущей отливки. Он заливается подготовленной смесью и уже не извлекается. Расплавленный алюминий заливается поверх. Температура металла плавит пенопласт, он испаряется в процессе, а жидкий алюминий заполняет освободившееся при этом пространство.
Ошибки при литье
Изготовление форм из гипса – удобный и недорогой способ. Но в материале имеется влага. При естественной сушке она остается. При заливке расплавленного металла влага начинает интенсивно испаряться. Даже интенсивная сушка в духовке не гарантирует ее полное отсутствие. В зависимости от количества оставшейся влаги в форме отливка алюминия может иметь мелкие раковины или большие застывшие пузыри и кратеры.
Если металл был недостаточно разогрет или перед заливкой он успел остыть, алюминий плохо выливается и не заполняет объем формы. Фактически образуется капля, которая не имеет достаточной текучести. То же самое может случиться и при использовании небольшого объема металла в холодной форме. Алюминий быстро отдает тепло и не успевает растечься.

Бывалые мастера не рекомендуют погружать отливку в воду для ускорения ее остывания. В таком материале возможно нарушение внутренней структуры и появление микротрещин. Для последующей токарной обработки такие заготовки могут не подойти.
Безопасность
Технологический процесс предполагает использование открытого огня, что накладывает дополнительные ограничения. Есть смысл проверить наличие средств пожаротушения, исправность газовых приборов, вентиляцию в помещении.
Работа с расплавленным металлом – опасный технологический процесс. Все операции должны проводиться с соблюдением правил техники безопасности. Обязательны спецодежда и средства защиты органов дыхания и зрения.
Варианты изготовления форм для тротуарной плитки своими руками
Симпатичная дачная дорожка, выложенная имитацией песчаника, двор частного дома, мощенный брусчаткой — практичные актуальные решения. Интерес несколько остужает стоимость изделий, но «голь на выдумку хитра».


Мотивация
Сделать цементно-песчаную плитку при наличии формы- несложно, правда, долговечность зависит от рецептуры. Иные самоделки растрескиваются спустя одну зиму. Составы- «хлеб» профи, поговорим об оснастке.
Формы для тротуарной плитки своими руками — стоит ли «овчинка выделки»? Мастера отвечают- да:
- Свобода творчества: идеи не ограничены рамками фабричных трафаретов.
- Универсальность: произвольные размеры и форма. Возможность не отменяет физику: тонкая плитка большой площади, узкие остроугольные элементы профиля ожидаемо разрушаются.
- Доступность: подручные материалы подходят для самодельных матриц.
- Дешевизна: утверждение спорное, учитывая стоимость заводских аналогов из пластика, силикона, полиуретана. Однако цены, ассортимент в гипермаркетах и удаленных местных магазинах существенно отличаются. Деревянная опалубка из отходов вовсе не потребует дополнительных трат.
- Ремонт существующего покрытия. Не всегда отыщется замена негодным отдельным кирпичам, разовая форма решает проблему.
Требования, разновидности
Форма, применяемая для изготовления уличной плитки должна:
- Точно копировать геометрию, рисунок модели.
- Обеспечивать беспрепятственное извлечение готового продукта.
- Выдерживать без разрушения, коробления и критического износа заданное количество заливок. Средние значения определяются материалом оснастки.
Металлическая
Для массового производства строительных изделий методом вибропрессования многоместные пресс-формы, пуансоны делают из износостойкой и прочной инструментальной стали. Производители, удешевляя инструмент, выбирают конструкционные стали: Ст 3, 20, 45, стойкость всё равно исчисляется тысячами штук. Ремонт осуществляют наплавкой, последующей механической или электроэрозионной обработкой.
Вариант не по плечу типичному самодельщику, хотя есть умельцы, фрезерующие матрицы, самостоятельно собирающие пресса.


Алюминиевые трафареты мало распространены, для индивидуального вибролитья вполне могут быть отлиты в «землю» при наличии лома, тигля, пропановой горелки. В дальнейшем потребуется механическая обработка, объем которой зависит от качества прототипа, формовки.

Процесс литья описывает видео:

Практика сварки единичных, многоместных рамок:
Внедрялась на малых предприятиях, как альтернатива дорогой цельнометаллической. Привлекала гибкостью освоения прототипов. Этапы создания матрицы:
- Сборка опоки.
- Укладка смазанного шаблона.
- Размещение армирования.
- Заполнение смесью портландцемента, наполнителя, связующего полимера, например, различных смол, улучшающих механические показатели, закрывающих поры.
- Сушка, очистка.
Процесс трудоемкий, не подходит для рельефных деталей. Громоздкая оснастка чувствительна к ударам, требуют грузоподъемных механизмов, жестких столов. Ресурс не менее 200 формовок.
Деревянная
Принципиально представляет миниатюрную опалубку. Изготавливают из досок толщиной 20 мм или водостойкой фанеры. Обязательна шлифовка рабочих граней, иначе оттиск получится фактурным, плитка будет прилипать к опалубке. Раствор схватывается с деревом, поэтому нужна эффективная разделительная смазка.


Для длительной эксплуатации подбирают высушенную, обработанную пропиткой древесину, дабы избежать коробления. Фанера проще обрабатывается, но менее прочная. Главный недостаток- ограниченная прямыми гранями геометрия. Рекомендуемая ниша- оперативная отливка нескольких десятков изделий, заливка дорожек по месту в стиле «старый город»
Гипс отлично передает фактуру, но хрупкие формочки не пригодны для грубых работ с раствором. Рациональная сфера- изготовления прототипов, мастер-моделей. При крайней нужде допустимы разовые ремонтные акции, когда сохранением формочки пренебрегают.
Готовят жидкий раствор: 1 л воды на 0,7 кг вяжущего. Отливают в ящике, иногда усиливают марлей, тонкой полимерной сеткой. Изготавливая шаблон, учитывают расширение гипса после твердения на 0,3-1%.
Пластиковая
Оптимальная находка для одноместных сложных конфигураций типа «клевер», «ромашка». Пластиковые жесткие формы прочные, точные. Не изменяет размеры от влаги, малая шероховатость гарантирует высокое качество отпечатка. Удовлетворительная долговечность сочетается с приемлемой стоимостью, ремонтопригодностью.
Применяется в промышленности, индивидуальной деятельности для вибролитья с уплотнением смеси на вибростоле. Ресурс исчисляется сотнями отливок, обусловлен маркой пластмассы, толщиной стенок, армированием, заливаемым составом. Распространены продукты из полипропилена (PP), ударопрочного АВС-пластика. Последний втрое долговечней.
В рекламных целях для РР указывают стойкость до 500 циклов. Цифра соответствует критическим повреждениям, началу разрушения. Фактически, контролируемые параметры выходят за допустимые пределы после меньшего числа операций.

Широко представлены образцы для бетонных тропинок, отливаемых непосредственно на участке. Не вдаваясь в плюсы, минусы технологии, отметим- пластиковая оснастка самая подходящая. Расшивка искусственного покрытия часто имитирует дикий камень, мощение булыжником. Типичные размеры кассет 600×600×60 мм, толщина перемычек 2-4 мм.
В условиях цеха полуфабрикатом служат пластиковые отходы. В гараже, сарае переплавлять мусор опасно, без измельчения, гранулирования, экструдера- ничего путного не выйдет.
Остается вариант литьевой пластмассы холодной полимеризации. Составы двухкомпонентные: основа на базе акрила, отвердитель, некоторые применяются в стоматологии. Есть композиции, например, АКР-7, получаемые смешиванием порошка с жидким мономером ММА.
Все бы устраивало, да цены кусаются. Пузырек реагентов объемом 100-200 мл стоит, как серийная форма. Приемлемые в зубопротезировании, скульптуре, моделировании объемы и расценки- чрезмерны самодеятельному строителю.
Подобные материалы несколько уступают АВС по механическим, эксплуатационным свойствам. Значительно тверже (по Шору 70-80D) полиуретановых компаундов для «мягкой» оснастки. Низкая эластичность (удлинение при разрыве 5-8%) требует аккуратной распалубки.

Полиуретановая
Наиболее употребительны многоместные матрицы. Материал превосходно отражает поверхностный рельеф, узор эталона; устойчив к надрезам, истиранию, не растягивается при эксплуатации, обеспечивает извлекаемость даже при отрицательных углах граней. Некоторые производители заявляют ресурс до 5000-10000 заливок, практически значение в несколько ниже.

Силиконовая
Силиконовые бюджетные формы сходны по области применения, свойствам, технологии формовки с полиуретановыми. Отмечают существенно меньший ресурс, чувствительность к надрезам, большую адгезию к бетону. По мнению специалистов, силиконовые смеси проигрывают полиуретановым одного ценового диапазона.

Приобретают двух или трехкомпонентные составы твердостью по Шору не менее 25A. Отвердитель добавляют в основу перед заливкой. Готовые герметики не подходят по консистенции, характеристикам.

Силиконы на оловянном катализаторе не требуют дегазации, не выдерживают многократного тиражирования бетонных кирпичей. Дорогие составы с платиновым катализатором износоустойчивые, точно передают мелкие детали, нуждаются в вакуумировании.
Нюансы изготовления
Конструкция
Извлекаемость изделий обеспечивают:
- Усадка бетона
- Смазка фигуры
- Разборная оснастка
- Рациональные уклоны
- Низкая шероховатость поверхностей
Для цельных пресс-форм рекомендуемый уклон вертикальных граней 1:15 (около 4º), шероховатость контура Ra≤3,2 мкм. Для гибких полиуретановых, силиконовых трафаретов уклоны не принципиальны.

Выполнять уклоны у деревянной опалубки трудоемко, ограничиваются смазкой, предусматривают разъемную конструкцию. Разборные версии стыкуют посредством стальных уголков, накладок, стягиваемых болтами, струбцинами. Стяжные элементы прикручивают к дощечкам саморезами. Аналогично фиксируют поддон.

Боковины прямоугольных разъемных рамок отрезают на 5 см длиннее сторон отливки. Выпуски необходимы для стяжки. Пазовые, шкантовые соединения капризны при многократной разборке.


Силиконовые трафареты послойно армируют марлей в ослабленных зонах: углах, глубоких выемках. Мероприятие повышает сопротивляемость надрывам, снижает вероятность досрочного выхода из строя.
Технология
Полиуретан и силикон, пожалуй, наиболее популярные среди умельцев. Привлекают отсутствием нагрева при формовке, относительной безвредностью. Принципиально техпроцессы схожи, первым делом:
Шаблоны изготавливают из массива, желательно твердых пород, пластмассы, скульптурного пластилина. Обработка древесины потребует набора стамесок, возможно- фрезера. Сложный шаблон можно напечатать на 3D принтере, обязательна шлифовка шкуркой, сглаживающая слоистость. Скульптурный пластилин самый универсальный выбор.
Важно! Неточности, шероховатость шаблона переносятся с некоторым искажением последовательно на форму, изделие. Поэтому модель доводят особо тщательно.
Шаблоном может выступать понравившаяся тротуарная плитка. Отбирают эталон без сколов, вмятин, с четким рельефом. Острые кромки скругляют, упреждая надрывы силикона.
Определяются с тарой:
- Собирают или приобретают ящик подходящих размеров. Глубина равна сумме: высоты плитки, толщины дна трафарета, запаса (≥ 10 мм). Лишний объем по периметру придется отгораживать рамкой для экономии полимера.
- Наносят на шаблон разделительную смазку, препятствующая прилипанию, вырыву фрагментов. Также покрывают контактирующие участки тары.
Полиуретаны имеет высокую адгезию ко многим веществам — разделительной покрытие обязательно. Силикон схватывается с пористыми материалами: бетоном, глиной, гипсом, не прилипает к пластилину, пластмассе.
Разделительные среды разнообразны: консистентные смазки на восковой или силиконовой основе; аналогичные спреи: Вс-М, Si-М, Кс-М (добавлено касторовое масло).


Технический вазелин, лак- подходят для силикона. Изготовители рекомендуют составы из воска/парафина растворенного в уайт-спирите:

До покрытия поверхности очищают от грязи, пыли, обезжиривают, сушат. Равномерно наносят кистью 1-2 слоя, пристально промазывают углы, впадины. Нанесенный аэрозоль советуют аккуратно подправлять, разглаживая кисточкой.
Не стоит полагаться на самодельные мыльные суспензии, эффективность их недостаточна. Машинное масло, солидол могут нарушить реакцию полимеризации.
Приступают к ключевым операциям:
Однородность удобно контролировать визуально, вводя пигменты, одобренные изготовителем.

Процедура приготовления полиуретановой композиции отличается:
- Компоненты тщательно перемешивают до смешения.
- Отмеряют весовые доли согласно инструкции в металлическую, стеклянную либо пластмассовую посуду чистую и сухую.
- Смешивают шпателем или насадкой дрели на скорости не более 1 об/мин. Увеличение оборотов вызывает образование пузырей и пористость застывшей массы. Работайте в помещения с относительной влажностью до 30-40%.
Внимание! Составляющие полиуретанового компаунда гигроскопичны, во избежание расслаивания после полимеризации, храните в герметично закрытой таре. Остатки продукта сохраняйте плотно закрытыми без доступа воздуха.
Профессионалы советуют сделать пробную заливку части формы. Помогает оценить функционал разделительного слоя, удостовериться в полном отверждении компаунда.
Мастер-модель иногда содержит вещества, ингибирующие катализатор, затрудняющие застывание силикона, особое внимание уделите пластилинам. Амино, серосодержащие вещества нейтрализуют отвердители на базе олова.
Оснастка, полимерная смесь подготовлены, проверены, подошла очередь заливки. Методика для полиуретанов и силиконов отличается:
- Силиконовый состав медленно заливают стабильной непрерывной струей в одну точку, дабы полимер равномерно растекся по шаблону. Первоначально направляют поток на рисунок, чтобы минимизировать появление воздушных каверн в ответственных местах. Минимальная толщина — 5 мм.
- Дают материалу отвердиться сутки при температуре 22-24ºC или 12 часов при 50ºС. Перед применением выдерживают еще 24 часа на воздухе.

Ролик иллюстрирует создание отделочных трафаретов, технология идентичная нашему случаю:
Покупная альтернатива
На потребительском рынке широко представлены два направления:
- Сквозные опалубки для бетонирования по месту
- Единичные заливные матрицы
Первые позволяют быстро сформировать покрытие из секций площадью около 0,25 м², таким образом располагая 5-6 формами дачник за неделю облагородит тропинки и дворик. Стоимость штуки- 700-800 руб.


Номенклатура вторых разнообразней. Любители повозиться смогут воспроизвести натуральную брусчатку, создать композиции оригинального узора. Минус- трудоемкость укладки. Размеры колеблются от 218×267×45 мм- стандартного «клевера» до 500×500×50- квадратных плашек. Обратите внимание: толщина бытовых серий снижена против промышленных с 2 до 5 мм.
Выгоду самоделок возможно перевесит заказ матриц на специализированных фирмах. Просмотрите перечни, прайсы, прежде чем браться за дело.
Читайте также: