Металлические брикеты из стружки
Обновлено: 27.09.2024
В результате токарной, фрезерной и других видах обработки металлов образуются отходы в виде металлической стружки и опилок. Это хороший материал для сдачи на лом и вторичной переработки. Однако, в отличие от крупных металлических отходов и цельных изделий переплавка тонкой стружки и опилок приводит естественной потере части сырья в результате температурного выгорания (угара), а также увеличивает энергозатраты на обработку.
Добиться более эффективной переработки вторичного сырья позволяет технология дополнительного измельчения стружки и последующего брикетирования с использованием механического пресса. В результате обработки металл сжимается под мощным прессом в цилиндрические брикеты диаметром 100-200 мм с удельной плотностью для стали и меди 5000-6000 кг/м3, а для алюминия 1800-2100 кг/м3.
Преимущества использования прессованного сырья
Переработка спрессованных в брикеты отходов металлообработки уменьшает время плавки, снижает затраты энергии и улучшает качество материала на выходе. Брикетированный лом стружки черных металлов соответствует лому класса 3А и имеет следующие преимущества перед обычной стружкой:
- плотные брикеты занимают намного меньше места, что упрощает их хранение и транспортировку;
- структура металлических цилиндров уменьшает доступ кислорода и влаги и снижает коррозию металла во время складского хранения;
- во время переплавки стружка почти не сгорает при высоких температурах, а практически вся уходит в расплав.
В случае смешанного вторичного сырья из цветных и черных металлов производится их сепарационное разделение с использованием магнитной и вибрационной обработки после предварительного измельчения на мелкие гранулы.
Технология брикетирования металлической стружки и опилок
Полный цикл получения брикетов для вторичной переработки состоит из 4-х этапов:
- дробление;
- очистка от загрязнений и сортировка;
- прессование;
- кратковременная обработка в печи с высокой температурой.
На первом этапе витую длинную, спутанную и травмоопасную стружку измельчают в специальных дробильных аппаратах. В результате получается однородная металлическая масса, состоящая из мелких частиц. Наиболее совершенные линии имеют несколько дробилок для последовательного измельчения исходного материала.
На этом этапе обработки следует учитывать образование большого количества металлической пыли, которая должна отводиться в улавливающие аппараты циклонного типа или аналогичное оборудование. Пылевые выбросы в атмосферу не допускаются.
Сортировка измельченного металла и удаление посторонних материалов производится в сепарационных установках с использованием электромагнитов различной мощности, а так же фильтров для удаления жидкостей и масел.
Уплотнение брикетов происходит в прессах, способных развивать механическое усилие до 3000 кг/см2. Готовые брикеты проходят по транспортеру через печь с температурой до 900˚C. При термической обработке выгорают последние остатки органических примесей, а плотность брикетированного материала увеличивается. Во время обжига уходящие дымовые газы отводятся по многоходовому газоходу и подвергаются очистке от вредных веществ.
Наша компания принимает все виды черных металлов для вторичной переработки и готова оказать услуги по уплотнению сдаваемого материала в брикеты с высокой плотностью. Применение брикетированной металлической стружки снижает производственные, транспортные и складские расходы. В результате сдача металлов на лом становится более удобной и выгодной экономически.
Брикетирование металлической стружки
Современные технологии переработки и брикетирования металлической стружки в автоматизированных производствах
Предлагаются современные методы переработки и брикетирования металлической стружки в автоматизированных производствах. Рассмотрены основные виды оборудования, схема построения технологической линии переработки стружки, выявлены ключевые моменты, связанные с управлением процессами стружкообразования, стружкодробления, очистки стружки от смазочно-охлаждающей жидкости и брикетирования.
В процессе производственной деятельности машиностроительных предприятий образуется большое количество разнообразных отходов, многие из которых являются ценным вторичным сырьем. Решение задач ресурсосбережения требует включения отходов в технологический цикл предприятия, позволяет увеличить рентабельность производства, снизить экологическую нагрузку на окружающую среду, что актуально в условиях истощения запасов природных ресурсов, особенно металлов и сплавов, широко используемых в машиностроении.
Эффективная утилизация металлической стружки, образующейся при механической обработке, представляет для машиностроительных предприятий серьезную проблему. Обычно стружка загрязнена всевозможными примесями: смазочно-охлаждающей жидкостью (СОЖ), маслом, влагой, кварцевым песком, шламом, мусором, что усложняет проблему ее переработки на месте образования. При хранении стружка интенсивно ржавеет и слеживается, в больших объемах происходят термические процессы, связанные с окислением и саморазогревом стружки, испарением СОЖ и загрязнением атмосферы.
Общая загрязненность стружки СОЖ, влагой, маслом и песком составляет 10-15 %, что снижает ее металлургическую ценность. Вместе с тем, в стружке содержатся элементы Si, Cr, Ni, Cu, V, Ti, Mo, B, что делает ее привлекательной для переплава.
Возможность прямого использования в литейном производстве предприятий отходов в виде металлической стружки ограничена из-за наличия загрязнений, сыпучего состояния, затрудняющего доставку и загрузку стружки в плавильные агрегаты, а также вследствие большого угара во время плавки.
Наиболее эффективный комплексный подход к решению обозначенной проблемы состоит, во-первых, в целенаправленном формировании свойств образующейся стружки в условиях автоматизированного производства, организации раздельного сбора стружки из различных металлов и, во-вторых, оборудовании механических производств технологическими линиями переработки и брикетирования стружки.
Первая задача связана с проблемой надежного дробления и удаления стружки из зоны резания, что имеет большое значение при использовании твердосплавных резцов, особенно при обработке пластичных материалов. Нагретая до высоких температур стружка в виде непрерывной ленты может наматываться на заготовку и резец, портить обрабатываемую поверхность и представляет собой серьезную опасность для станочников.
Особую актуальность задача управления процессом стружкодробления приобретает при обработке изделий на автоматических станках, станках с ЧПУ и использовании манипуляторов.
Для получения транспортабельной формы стружки в виде отдельных кусочков, сегментов, колец, коротких завитков или сплошной пружины применяют специальные способы стружкозавивания и стружколомания. Обычно для этого на передней поверхности резца на пути сходящей стружки создают специальные препятствия в виде лунок, канавок, сферических выступов или углублений вдоль режущей кромки, а также накладных нерегулируемых уступов и регулируемых стружколомов.
В автоматизированном производстве применяют также кинематический способ дробления стружки, заключающийся в использовании принудительных колебаний резца в направлении подачи. При этом толщина стружки меняется, стружка распадается на отдельные кусочки. Этот метод несколько снижает стойкость инструмента и требует применения специальных устройств, встраиваемых в механизм подачи станка, что усложняет его конструкцию.
К наиболее эффективным методам, позволяющим надежно управлять процессом дробления сливной стружки при чистовой и получистовой обработке, относятся методы предварительного локального термического воздействия (ЛТВ), криогенного воздействия (ЛКВ) и пластического воздействия (ЛПВ),осуществляемые на внешней поверхности срезаемого слоя [1, 2].
Особенностью процесса точения заготовок после применения предварительного ЛТВ является периодическое изменение условий резания в зонах термического воздействия по сравнению с исходным материалом. Схема практической реализации метода нанесения локальной метастабильности на обрабатываемый материал термическим способом воздействия представлена на рис. 1.
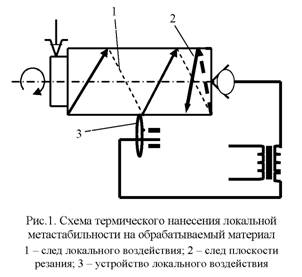
Создаваемая на обрабатываемой поверхности заготовки по специально заданной траектории локальная метастабильность в области предполагаемого припуска срезаемого материала с глубиной и шириной воздействия h m, b m приводит к локальным изменениям структуры материала и образованию упруго-диссипативных свойств, отличных от основного материала [3, 4].
При использовании метода предварительного ЛКВ режущая кромка инструмента в плоскости резания пересекается с зоной локального криогенного воздействия, которая, находясь в метастабильном состоянии по сравнению с основным металлом, создает мгновенное изменение напряженно-деформированного состояния с последующим отделением отрезков стружки от обрабатываемого материала.
Рассмотренные методы обеспечивают возможность автоматизации и управления процессом стружкодробления при механической лезвийной обработке на станках-автоматах и станках с ЧПУ в широком диапазоне материалов и режимов резания.
Развитие автоматизированных производств в машиностроении требует решения задачи автоматизации отвода и уборки стружки, образующейся при обработке на металлорежущих станках. Известны способы транспортирования стружки с помощью ленточных, винтовых, скребковых, вибрационных и других конвейеров. К их недостаткам относятся невозможность отвода стружки непосредственно из зоны резания и малая эффективность при транспортировке сливной стружки.
Для каждого вида металлической стружки необходимо определить наиболее рациональный состав оборудования технологической линии системы переработки и брикетирования. В состав оборудования входят: дробилка для измельчения длинной витой стружки в мелкую, центрифуга (сепаратор) для отделения остатков СОЖ, брикетировочный пресс. К дополнительным блокам относятся: накопители и транспортеры, вибросито-сепаратор концевых отходов, магнитный сепаратор (для отделения стальной стружки от цветной), специальный скиповый подъемник, фильтры СОЖ, воздушные фильтры. При реализации способа горячего брикетирования требуются печи для обжига стружки -газовые, электрические или индукционные.
Для измельчения сливной витой стружки до сыпучего состояния применяются различные виды стружкодробилок: ножевые, роторные, молотковые и др., обладающие различными свойствами. Так, молотковые дробилки при высокой производительности чувствительны к засоренности исходной стружки различными твердыми и концевыми отходами металлообработки. При работе одновалковых стружкодробилок возможны аварийные остановки из-за забивания стружкой зазора между сеткой и ротором с его последующим заклиниванием. Многовалковые дробилки имеют быстрый износ режущих кромок, требуют частой и достаточно трудоемкой перезаточки ножей.
Перспективным является применение стружкодробилок, в которых измельчение стружки происходит за счет трения витков друг о друга, без резания или ударов. Такое дробление позволяет разрывать плотные комки длинной сливной витой стружки, требует минимум энергии при небольшом износе рабочих частей и высокой аварийной устойчивости за счет автоматического отделения крупных предметов.
Для отделения остатков СОЖ от стружки применяются различные сепараторы. Технологичны в работе центрифуги HD с горизонтальным расположением барабана, обеспечивающие большое центробежное ускорение (п вр= 740-1440 мин 1 ) и высокую степень сепарации, в которых СОЖ отводится через клиновой решетчатый экран. При начальной влажности стружки 10-15 % остаточная составляет 1 -2 %. Горизонтальная компоновка облегчает обслуживание, система электронного пуска и регулирования частоты вращения позволяет оптимизировать энергопотребление.
Завершающей операцией переработки стружки является брикетирование. Экономический эффект здесь определяется уменьшением при прессовании на порядок контактной поверхности стружки, повышением плотности брикетов, что позволяет им быстро погружаться в расплавленный металл, многократно снижая окисление и угар во время плавки по сравнению с использованием сыпучей стружки. Кроме этого, за счет уменьшения занимаемого брикетами объема (5-10% от исходного в сыпучей стружке) существенно снижаются затраты на временное хранение и транспортировку. Известны различные способы брикетирования стружки:
- с применением связующих материалов;
- электробрикетирование;
- непрерывное брикетирование в холодном состоянии;
- методом контактной сварки;
- методом кузнечной сварки.
Для брикетирования технологичным является применение компактных гидравлических прессов, позволяющих получить необходимые производительность, усилие прессования и степень сжатия брикетов.
Ряд компаний (ЗАО «ТПК Технопо-люс», ЗАО «КЕМЕТ» и др.) предлагает поставку оборудования для оснащения технологических линий переработки металлической стружки в брикеты. В основном представлено импортное оборудование, хотя есть примеры использования отечественного. В качестве примера на рис.2 показана схема автоматической линии горячего брикетирования металлической стружки, предлагаемой компанией «Технополюс».
Рабочий процесс линии состоит из следующих операций: загрузка стальной стружки в накопительный бункер измельчителя; дробление стружки в более мелкую фракцию размером 3-5 см; выгрузка стружки на транспортер; подача в центрифугу. Затем через промежуточный накопительный бункер очищенная от СОЖ стружка транспортером подается в накопительный бункер пресса, выполняющего первое холодное брикетирование. Брикеты собираются в бункере транспортирующего конвейера и затем направляются в конвейерную печь для отжига при температуре 900°С. Здесь удаляются остатки СОЖ, затем горячие брикеты направляются в бункер пресса для выполнения завершающего этапа горячего прессования. Готовые брикеты сбрасываются в накопительный бункер. Оборудование управляется от интегрированной системы автоматического управления.
Производительность линии составляет 100-2000 кг/ч; плотность брикетов стальной или чугунной стружки 6,3-6,5 кг/дм 3 ; остаточная влажность брикетов 0%. Обеспечиваются требования экологии - фильтрация отработанных газов и сепарированной жидкости. Срок окупаемости капиталовложений около 0,5-1,5 года.
Дальнейшие исследования необходимо вести по следующим основным направлениям: разработка экономичных способов стружкодробления, методов сепарации СОЖ, исследование физико-механических процессов при брикетировании стружки и поиск возможности снижения энергопотребления на различных этапах технологического цикла.
1. Максаров В.В. Автоматизация и управление процессом стружкообразования при предварительном пластическом воздействии на обрабатываемый материал / В.В. Максаров, Ю. Ольт. СПб: Изд-во СЗТУ, 2008.
2. Максаров В.В. Управление процессом многолезвийной механической обработки / В.В.Максаров, Ю.Ольт. СПб: Изд-во СЗТУ, 2009.
Способ брикетирования металлической стружки
Изобретение относится к металлургии и может быть использовано при переработке металлической стружки и шламовых отходов металлургической промышленности. Металлическую стружку, состоящую из стружки черных металлов и алюминиевых сплавов, дробят, очищают, добавляют связующий материал, перемешивают и уплотняют в пресс-форме. Стружку черных металлов соединяют со стружкой алюминиевых сплавов в отношении 3:1, перемешивают в течение 0,5-1 мин и загружают в матрицу пресс-формы на 1/3. Затем добавляют связующий материал из расчета 10-20% объема металлической стружки, в качестве которого используют порошкообразные компоненты при следующем соотношении мас.%: бентонит 10-15, маршалит 20-30, шлам электросталеплавильных печей - остальное, и пастообразующую жидкость - поливинилацетатную эмульсию, для приготовления которой используют клей ПВА-50%; метанол/этанол - 10%; вода - 40%. При этом расход поливинилацетатной эмульсии составляет 25-35% от массы порошкообразных компонентов, после чего добавляют оставшуюся часть металлической стружки, уплотняют, выталкивают из пресс-формы и сушат при температуре 60-70°С в течение получаса. Изобретение обеспечивает повышение прочности и физико-химической устойчивости брикетов.
Изобретение относится к металлургии и может быть использовано при переработке металлической стружки и шламовых отходов металлургической промышленности.
На металлургических предприятиях России и стран СНГ образуется значительное количество железосодержащих мелкодисперсных отходов: пыли и шламов газоочистных устройств доменного и сталеплавильного производств, прокатной окалины, пыли аспирационных установок и др. В настоящее время в большинстве случаев мелкодисперсные отходы направляются в отвалы. Колошниковая пыль утилизируется через аглофабрики технологически и экономически недостаточно эффективно. Для эффективной утилизации мелкодисперсных отходов в производстве требуется окускование.
Себестоимость производства брикетов ниже, чем агломерата или окатышей с обжигом. Брикеты могут эффективно перерабатываться в доменном и сталеплавильном производствах, заменяя агломерат, окатыши, шлакообразующие материалы, обеспечивая экономию кокса, металлолома, раскисляющих и легирующих добавок.
Известен способ брикетирования, который включает дозирование и смешение между собой компонентов шихты, состоящей из марганцевого концентрата, высокодисперсной пыли газоочистки ферросплавных печей и упрочняющих добавок, и брикетирование шихты. Количество высокодисперсной пыли газоочистки ферросплавных печей в шихте по объему в 1,2-1,6 раза превышает объем пор в брикетах, полученных из шихты, не содержащей высокодисперсной пыли (патент 1458404, С22В 1/244 1989).
Недостатком этого способа является низкая производительность брикетирования, высокая себестоимость получения брикетов.
Наиболее близким по назначению и технической сущности является способ брикетирования металлической стружки, включающий ее дробление, очистку, добавление шлама, связующего материала, перемешивание и уплотнение в пресс-форме (патент 1534079, С22В 1/244 1990). Брикет состоит из измельченного железосодержащего лома, углесодержащих и шлакообразующих материалов. В состав брикета вводят измельченный алюминисодержащий лом (3…5 мас.%), в качестве углеродосодержащих материалов используют пикарбон или лигнин (7…9 мас.%), а в качестве шлакообразующих материалов - гашеную известь (5…7 мас.%.). Первоначально загружают 25-75% измельченного железосодержащего лома, распределяя его по поверхности матрицы. Затем загружают 25-75% измельченного алюминийсодержащего лома, размещая его в центральной части матрицы на расстоянии от стенок, равном 1/10-1/4 стороны или диаметра матрицы. Затем в центр матрицы загружают пирокарбон и/или лигнин и гашеную известь, после чего загружают оставшуюся часть измельченного алюминийсодержащего лома, размещая его так же, как и при первоначальной загрузке. В последнюю очередь загружают оставшийся измельченный железосодержащий лом.
Технической задачей изобретения является повышение механической прочности и физико-химической устойчивости брикетов, снижение их себестоимости и расширение сырьевой базы.
Технический результат достигается тем, что в способе брикетирования металлической стружки, состоящей из стружки черных металлов и алюминиевых сплавов, включающем дробление стружки, очистку, добавление связующего материала, перемешивание и уплотнение в пресс-форме, согласно изобретению стружку черных металлов соединяют со стружкой алюминиевых сплавов в отношении 3:1, перемешивают в течение 0,5-1 мин и загружают в матрицу пресс-формы на 1/3, затем добавляют связующий материал из расчета 10…20% объема металлической стружки, в качестве которого используют порошкообразные компоненты: бентонит, маршалит, шлам электросталеплавильных печей при следующем соотношении, мас.%: бентонит - 10…15, маршалит - 20…30, шлам электросталеплавильных печей - остальное, и пастообразующую жидкость - поливинилацетатную эмульсию, для приготовления которой используют клей ПВА (ГОСТ 18992-80) - 50%; метанол (этанол) - 10%; вода - 40%, при этом расход поливинилацетатной эмульсии составляет 25-35% от массы порошкообразных компонентов, после чего добавляют оставшуюся часть металлической стружки, уплотняют, выталкивают из пресс-формы и сушат при температуре 60-70°C в течение получаса.
Содержание стружки черных металлов количестве, составляющем 60-65%, является оптимальным, так как для получения брикетов с высокими металлургическими свойствами необходимо наличие в шихте общего приведенного железа не ниже 55%.
Содержание стружки алюминиевых сплавов в заданном количестве является оптимальным, так как в этом случае алюминиевый сплав является и раскислителем при плавке, и связующим материалом в шихте брикета.
В качестве связующего вещества был использован бентонит, обладающий повышенной связывающей способностью и высокой сорбционной и каталитической активностью. Основной недостаток бентонита - невысокая прочность при повышенных температурах. Для повышения прочности бентонитового покрытия в его состав был введен маршалит.
Маршалит - пылевидный кварц, огнеупорность которого составляет 1650-1710°C, что вполне достаточно для использования в качестве связующего материала. В результате эксперимента установлено, что наилучшие прочностные характеристики наблюдаются при соотношении бентонита и маршалита в соотношении 1:2.
Применение шлама электросталеплавильных печей позволяет вовлекать в производство железосодержащие мелкодисперсные отходы.
Способ осуществляют следующим образом.
Подготовленную стружку черных металлов (дробят, очищают от СОЖ и других примесей, сушат) засыпают в смесительный барабан, куда добавляют стружку алюминиевых сплавов (силуминов) из расчета 1/3 от стружки черных металлов, после чего стружку перемешивают на протяжении 0,5…1,0 мин. Сухие порошкообразные компоненты: бентонит, маршалит, шлам электросталеплавильных печей при следующем соотношении, мас.%: бентонит - 10…15, маршалит - 20…30, шлам электросталеплавильных печей (с содержанием оксида железа Fe2O3 - 70…80%) - остальное, равномерно смешивают и разводят до пастообразного состояния водным раствором поливинилацетатной эмульсии. Для этого используют (% об.): клей ПВА (ГОСТ 18992-80) - 50; метанол (этанол) - 10, вода - 40. Расход поливинилацетатной эмульсии составляет 25-35% от массы порошкообразных компонентов.
При помощи вибролотка в матрицу пресс-формы на величину 1/3 первоначально загружают подготовленную металлическую стружку, затем загружают увлажненный связующий материал из расчета 10…20% объема металлической стружки, после этого загружают оставшуюся часть металлической стружки. Подготовленный таким образом шихтовый материал уплотняется и выталкивается из пресс-формы с последующей сушкой при температуре Т=60…70°C в течение t=0,5 ч.
Разработанная технология брикетирования стружки и отходов металлургического производства (шламов электросталеплавильных печей) позволяет повысить механическую прочность и физико-химическую устойчивость брикетов, получить брикеты с высокими качественными характеристиками, снизить их себестоимости и расширить сырьевую базу.
Способ брикетирования металлической стружки, состоящей из стружки черных металлов и алюминиевых сплавов, включающий дробление стружки, очистку, добавление связующего материала, перемешивание и уплотнение в пресс-форме, отличающийся тем, что стружку черных металлов соединяют со стружкой алюминиевых сплавов в отношении 3:1, перемешивают в течение 0,5-1 мин и загружают в матрицу пресс-формы на 1/3, затем добавляют связующий материал из расчета 10-20% объема металлической стружки, в качестве которого используют порошкообразные компоненты, включающие бентонит, маршалит и шлам электросталеплавильных печей, при следующем соотношении, мас.%: бентонит - 10-15, маршалит - 20-30, шлам электросталеплавильных печей - остальное, и пастообразующую жидкость - поливинилацетатную эмульсию, для приготовления которой используют клей ПВА - 50%; метанол/этанол - 10%; вода - 40%, при этом расход поливинилацетатной эмульсии составляет 25-35% от массы порошкообразных компонентов, после чего добавляют оставшуюся часть металлической стружки, уплотняют, выталкивают из пресс-формы и сушат при температуре 60-70°С в течение получаса.
Брикетированный лом
Промышленная компания «ВТОРАЛЮМИНПРОДУКТ» предлагает приобрести брикет лома по доступным ценам. Перед вторичным использованием металла он сортируется, измельчается, затем брикетируется. После чего поступает на реализацию металлургическим предприятиям для переплавки.
Предлагаемый нами продукт полностью готов к использованию, соответствует требованиям ГОСТ. В каталоге вы найдете:
- стальную стружку 6А и 7А, отделенную от чугунной и цветной, углеродистая отдельно от легированной;
- алюминий, физико-химические свойства каждой партии соответствуют заявленным;
- медную сечку по ГОСТ 859-2001;
- смесь меди и алюминия;
- лигатуру Fe и Al;
- шихтовый материал на основе никеля.
Благодаря высокому качеству продукции и ее широкому ассортименту, мы успешно сотрудничаем со многими предприятиями Москвы и Московской области. Также отправляем брикеты по всей России, есть возможность доставки в СНГ.
Преимущества брикетированного лома
Брикетирование – современный способ переработки металлического мусора перед его дальнейшей эксплуатацией. Такой способ обладает значительными преимуществами, упрощающими использование металла. К примеру, брикеты занимают минимум места, их удобно хранить и транспортировать. Высокая плотность материала исключает большое содержание воздуха – чермет не коррозирует.
Другие плюсы металлолома такого типа:
- удобно регулировать количество металла, поступающего в плавильню;
- стружка практически вся уходит в расплав, минимальный процент сгорает;
- легко контролировать качество сплава, соблюдать особенности технологии.
Кроме брикетирования, существуют и другие способы переработки. Например, шредерное измельчение или пакетирование. Но, как показывает практика, в случае с черными металлами, проще работать с компактными плотными брикетами.
Особенности процесса
Компания «ВТОРАЛЮМИНПРОДУКТ» закупает металлический мусор, измеряет радиационный фон, осматривает и сортирует металл. Мы не используем проржавелую, горелую или изъеденную химикатами стружку, за счет чего достигается высокое качество продукта.
Затем лом проходит через несколько этапов:
- Измельчение длинной спутанной стружки до однородной массы в специальных дробильных установках.
- Магнитная сепарация и фильтрация, позволяющая удалить из сырья сторонние загрязнители (масла, неметаллические части).
- Уплотнение. Стружка попадает в прессы, создающие механическое усилие до 3000кг/см 2 . В результате из массы «выжимается» весь воздух, изделию придается необходимая плотность.
- Кратковременный обжиг. Брикеты подаются в доменную печь, где подвергаются температурной обработке. Это необходимо для финального выгорания остатков органических примесей.
Затем лом остывает и отправляется на склады.
Где купить брикетированный лом?
Если вам нужен высококлассный продукт с однородными физико-химическими свойствами, обратите внимание на предложение ПК «ВТОРАЛЮМИНПРОДУКТ». Мы являемся производителем шихтового материала и гарантируем его высокое качество. Контроль каждого этапа производства, начиная с сортировки металлического мусора, заканчивая упаковкой и отправкой готовых изделий, позволяет исключить вероятность брака. Поэтому с нами сотрудничают крупнейшие заводы региона.
Читайте также: