Металлические детали для сварки
Обновлено: 18.05.2024
Сварка – это сложный процесс соединения металлов через высокотемпературный нагрев. Здесь сочетаются законы электричества, теплопроводности, металлургии и химических состояний веществ. Без понимания этих законов могут возникнуть осложнения, которые приведут к разрушению сварного шва.
Чтобы снизить возможные риски, важно знать особенности сварки различных типов металлов. Это сэкономит время при сваривании и пост-обработке изделий, например полировке и шлифовании.
Особенности сваривания углеродистых сталей
Углеродистая сталь состоит из нескольких элементов, различающихся по химическому составу. Ключевым из них является углерод с незначительным добавлением примесей –кремния, фосфора или серы. Именно количество углерода оказывает большое влияние на свариваемость.
По содержанию углерода, которое колеблется в диапазоне от 0,1 до 2,1 %, различают 3 типа углеродистых сталей:
- Низкоуглеродистые – содержат менее 0,30 % углерода.
- Среднеуглеродистые – содержат около 0,30 %–0,60 % углерода.
- Высокоуглеродистые – 0,61%–2,1% углерода.
Низкоуглеродистая высокопластичная сталь обычно является наиболее легко свариваемой при комнатной температуре. Среднеуглеродистая сталь требует предварительного прогрева и последующей термообработки, чтобы не растрескался сварной шов. Для сварки высокоуглеродистой стали потребуется тщательный предварительный нагрев и последующая температурная обработка.
Следует учитывать и скорость охлаждения сварного шва. Углеродистая сталь с большим количеством углерода и другими элементами охлаждается медленнее, чем низкоуглеродистая.
Чтобы в сварной шов не попал водород, из-за которого в металле образуются поры, область сварки необходимо очистить от масел, краски, ржавчины или окалины.
Сварка низкоуглеродистых сталей
При газовой сварке низкоуглеродистых сталей в аргоне используют присадку в виде металлической низкоуглеродистой проволоки, чтобы в сварном шве не было пор
Стали с низким содержанием углерода свариваются лучше всего, причем без применения флюса. Для соединения деталей чаще всего используют ручную дуговую сварку электродами с различными типами покрытия или газовую сварку. Первый метод подходит для деталей толщиной более 5 мм, второй – для небольших тонких деталей менее 5 мм.
Как правило, для дуговой сварки низкоуглеродистых сталей используют электроды с рутиловым или кальциево-фтористорутиловым покрытием с добавлением небольшого количества железного порошка.
В таблице можно посмотреть марки электродов для сваривания рядовых и ответственных конструкций:
Рядовые конструкции
Ответственные конструкции
АНО-6, АНО-3, АНО-4, АНО-5, АНО-6, ОЗС-3, ОММ-5, ЦМ-7
АН-7, АНО-1, ВСП-1, ВСЦ-2, ДСК-50, К-5А, КПЗ-32Р, МР-1, МР-3, ОЗС-2, ОЗС-4, ОЗС-6, ОМА-2, РБУ-5, СМ-5, СМ-11, УОНИ-13/45, УОНИ-13/55, УП-1/45, УП-2/45, УП-1/55, УП-2/55, Э-138/45Н, Э-138/50Н, ЭРС-1, ЭРС-2
Альтернативными методами сварки низкоуглеродистых сталей являются:
- электрошлаковая сварка с использованием флюсов;
- автоматическая и полуавтоматическая сварка;
- сваривание с использованием порошковой проволоки.
После соединения деталей структуру конструкции нужно сделать равномерной. Для этого изделие нагревают до 400 °С и остужают на воздухе.
Сварка среднеуглеродистых сталей
Среднеуглеродистые стали используют в машиностроении для изготовления рельсов, осей и колес вагонов, несущих деталей. Сплавы металлов со средним содержанием углерода хорошо поддаются ковке.
Процесс сварки таких сталей проходит сложнее из-за разницы в прочности сварного шва и соединяемых деталей. Кроме того, вдоль шва могут образовываться трещины и поры. Чтобы стабилизировать баланс прочности, при сварке применяют электроды с низким содержанием углерода:
- АНО-7;
- АНО-8;
- АНО-9;
- ОЗС-2;
- УОНИ-13/55;
- УОНИ-13/65;
- ОЗС-2;
- К-5а.
Перед сваркой детали предварительно прогревают до 400 °С. Величина температуры зависит от толщины деталей и количества углерода в них. Кроме того, в процессе сварки детали постоянно подогревают для ровного распределения температуры. При толщине деталей более 4 мм необходимо предварительно обработать кромки в зависимости от типа соединения.
Детали соединяют сваркой минимум в два прохода. При этом шов нужно вести равномерно, без разрывов. После сварки изделие медленно охлаждают в термостате или с помощью теплоизоляционных материалов.
Для среднеуглеродистых сталей применяют такие типы сварки, как:
Сварка высокоуглеродистых сталей
Самые сложные стали для сварки – с высоким содержанием углерода. При соединении деталей образуется высокая концентрация мартенсита – твердого раствора, перенасыщенного углеродом. Мартенсит делает металл хрупким, что приводит к разрыву сварного шва после остывания.
При сварке высокоуглеродистых сталей следует использовать низковольтный электрод. Кроме того, предварительный нагрев металла до 300 °C замедляет процесс охлаждения и предотвращает концентрацию мартенсита. Последующий нагрев также уменьшит напряжение и усилит сварку.
Важно! Не допускается сваривать высокоуглеродистую сталь, если внешняя температура воздуха опустилась ниже 5 °C или на месте сварочных работ «гуляют» сквозняки.
Если все условия соблюдены, высокоуглеродистую сталь сваривают теми же способами, что и среднеуглеродистую. Для сварки можно применять и ацетиленовую горелку с расходом газа от 75 до 90 дм³/ч на 1 миллиметр толщины сварного шва.
Особенности сваривания легированных сталей
В легированной стали содержится хром, марганец, молибден, вольфрам, никель и другие элементы, которые повышают устойчивость к коррозиям, износам и твердость деталей.
По содержанию элементов легированные стали делят на 3 типа:
- Низколегированные, содержащие не более 2,5 % легирующих элементов.
- Среднелегированные, содержащие 2,5 %–10 %.
- Высоколегированные – более 10 % элементов.
Сталь называется по тому элементу, который входит в ее состав, например молибденовая, хромистая или ванадиевая. В зависимости от объема содержания легирующих элементов для каждого типа стали используют определенные особенности сварки.
Сварка низколегированных сталей
Главный показатель свариваемости таких сталей – это сопротивляемость к появлению трещин после остывания металла. Низколегированные стали содержат небольшое количество углерода, никеля, кремния, серы и фосфора, что исключает появление разрывов в процессе сварки.
Для них используют следующие методы:
- Дуговую сварку с электродами типа Э-70 с фтористо-кальциевым покрытием с низким содержанием водорода. Величину сварочного тока выбирают в зависимости от диаметра электрода, его марки, толщины сварных деталей и типа соединения. Сваривают в один проход без разрывов с постоянным подогревом более 200 °С.
- Сварку под флюсом при постоянном токе обратной полярности с силой не более 800 А и напряжением дуги не более 40 В. Детали толщиной до 8 мм сваривают в один проход, для деталей с толщиной до 20 мм используют двухстороннюю сварку. Чаще всего для соединений без обработки кромок используют проволоку Св-08ХН2М.
- Газовую сварку в углекислом газе – характеризуется повышенным выгоранием легирующих элементов. Если для сварки используют углекислый газ, сварщик должен брать проволоку Св-08Г2С, Св-10ХГ2СМА, Св-08ХН2Г2СМЮ или порошковую проволоку. Если используют аргоновую смесь, оптимальным вариантом будет проволока Св-08ХН2ГМЮ.
Сварка среднелегированных сталей
Среднелегированные стали содержат никель, молибден, хром, ванадий и вольфрам и отличаются хорошим сочетанием прочности и пластичности за счет очистки от неметаллических элементов.
Прочность соединения сварных частей зависит от химического состава сварного шва. Баланс достигается за счет уменьшения доли легирующих элементов в сварном материале по сравнению с основным металлом. Крепкий на разрыв шов образуется, когда в него переходят легирующие элементы основного металла.
Для сварки используют низколегированные электроды, не содержащие органических элементов. Во время сварки важно не допустить воздействия на металл влаги или ржавчины, так как содержащийся в них водород снижает прочность сварного шва.
Для сварки среднелегированных сталей чаще всего применяют проволоки:
- Св-08Х20Н9Г7Т;
- Св-08Х21Н10Г6;
- Э-13Х25Н18;
- Э-08Х21Н10Г6;
- ЭА-1Г6.
Основными методами сварки являются:
- Аргонодуговая сварка. Эффективна для соединения деталей толщиной 3–5 мм с применением неплавящегося электрода для достижения равномерной глубины проплавки.
- Газовая сварка ацетиленокислородом, которая позволяет добиться качественного и ровного шва.
Сварка высоколегированных сталей
При нагревании выше 500 °С в высоколегированной стали происходит выпадение карбидов хрома, из-за чего теряются антикоррозийные свойства. Чтобы восстановить их, деталь нагревают до 1000–1150 °С и быстро охлаждают
Ключевые характеристики таких сталей, которые влияют на качество сварки, – низкая степень теплопроводности и высокий коэффициент линейного расширения. Первая характеристика влияет на увеличение тепловой концентрации в месте соединения и проплавления металла. Высокое линейное расширение приводит к деформациям деталей и появлению трещин.
При этом высоколегированные стали считаются жаропрочными, хладостойкими и устойчивыми к коррозиям. Одну и ту же марку стали не используют для различных изделий, а значит и подход к сварке будет индивидуальным.
Надежнее всего для сварки использовать электроды с покрытием из молибдена, марганца или вольфрама, это повысит пластические свойства металла и снизит вероятность появления трещин. Перед сваркой металл необходимо подогреть до 200–300 °С и выше для сбалансированного распределения температур. После сварки металл также нужно термически обработать.
Для сварки высоколегированных сталей применяют:
- Газовую сварку с пламенем мощностью 70–75 дм 3 ацетилена/ч на 1 мм толщины металла. Ее используют для тонких деталей в пределах 1–2 мм. Здесь применяют низкоуглеродистую сварочную проволоку Св-02Х19Н9Т или Св-08Х19Н10Б с диаметром близким к толщине сварной детали.
- Ручную дуговую сварку – больше вариантов в выборе электродов. Чаще всего используют проволоку с фтористокальциевой обмазкой для получения шва нужного химического состава.
- Сварку под флюсом – для деталей толщиной 3–50 мм. Флюс замешивают на жидком стекле и наносят на кромки деталей. Сваривают после того, как флюс засохнет.
Особенности сваривания меди и медных сплавов
Медь и ее сплавы отличаются высокой теплопроводностью, что затрудняет получение прочного сварного шва. Поэтому такие металлы сваривают с помощью методик высокотемпературного плавления. Чаще всего применяют:
- дуговую сварку в защитных газах;
- ручную дуговую сварку покрытыми электродами;
- механизированную дуговую сварку под флюсом;
- газовую сварку;
- электронно-лучевую сварку.
Сварка в защитных газах
При таком типе сварки с минимальным содержанием примесей получается прочный сварной шов. Чаще всего применяют азот, аргон, гелий и их смеси. В качестве электрода используют неплавящийся вольфрамовый стержень, а для присадки – медную проволоку. Для азотной сварки на присадочную проволоку наносят борный флюс.
Ручная дуговая сварка
Выполняют на постоянном токе обратной полярности. Для медных листов толщиной до 4 мм не требуется разделка кромок, для листов до 10 мм применяют одностороннюю разделку с углом скоса 60–70° и притуплением 1,5–3 мм, для листов более 10 мм – Х-образная разделка.
При дуговой сварке используют электроды «Комсомолец-100», АНЦ/ОЗМ-2, АНЦ/ОЗМ-3, ЗТ и АНЦ-3. Сварку ведут по короткой дуге. Для металла толщиной в 5–8 мм требуется прогрев до 300 °С, при толщине 24 мм – до 800 °С. Для сплавов меди с никелем, бронзой и латунью применяют электроды ММЗ-2, Бр1/ЛИВТ, ЦБ-1 и МН-4.
Механизированная дуговая сварка под флюсом
Машина равномерно подает флюс, так что по окончании сварки получается идеально ровный сварной шов
Металл сваривают с помощью угольного или плавящегося электрода. Для угольного электрода применяют постоянный ток прямой полярности и флюсы АН-348А, ОСЦ-45, АН-20. Кромки металла собирают на графитовой подкладке, а поверх стыка кладут присадочный материал, как правило латунь. Таким способом удобно сваривать детали толщиной до 10 мм.
Для сварки с плавящимся электродом используют постоянный ток обратной полярности и флюсы АН-200, АН-348А, ОСЦ-45 и АН-M1. Если при сварке применяют неплавящийся керамический флюс ЖМ-1, дугу нужно запускать при переменном токе.
Этот способ удобен, потому что не требует предварительного прогрева металла. Для сварки чистой меди используют проволоку диаметром 1,4–5 мм из меди МБ, M1 или бронзы БрКМц 3-1, БрОЦ 4-3.
Для сварки латуни используют флюсы АН-20, ФЦ-10, МАТИ-53, бронзовые БрКМцЗ-1, БрОЦ4-3 и латунные ЛК80-3 проволоки.
Газовая сварка
Чаще всего применяют ацетиленокислородную сварку, с помощью которой достигается сверхвысокая температура пламени. Для газовой сварки используют флюсы с содержанием бора. Флюс наносят слоем в 10–12 мм на кромки и присадочную медную проволоку М1 или М2. Для сварки латуни рекомендуется брать проволоку ЛК80-3 из кремнистой латуни.
Электронно-лучевая сварка
Такой тип сварки эффективен в производстве медных изделий высокой чистоты, так как не допускается выпадение и осадок примесей. Альтернативным типом соединения деталей является плазменная сварка, которой «сшивают» металл толщиной до 60 мм. При сварке используют слой флюса или порошковую проволоку.
Особенности сваривания алюминия и алюминиевых сплавов
Главная особенность сварки алюминия и его сплавов – активная реакция металла с кислородом, при которой образуется оксид алюминия Al2O3 с повышенной температурой плавления в 2050 °С. При этом температура плавления чистого алюминия – всего 658 °С. Оксид остается в сварном шве и разрушает его структуру.
Второй ключевой момент – разрушаемость алюминия при температуре в пределах 600 °С. Важно учесть, что у алюминия нет переходного состояния и при сильном нагреве он становится жидким.
Эти проблемы решаются следующими путями:
- При сварке применяют флюсы и электроды со специальными покрытиями, которые растворяют Al2O3. После сварки остатки электродов и флюсов необходимо тщательно удалить с деталей.
- Для присадки используют проволоку из алюминия с 5-процентным содержанием кремния.
- Детали толщиной в 6–7 мм сваривают одним проходом без обработки кромок. Для сварки деталей толщиной более 7 мм на кромках делают скос до 60 градусов.
- Для сварки используют стальные подкладки, которые удерживают тепло в нужных точках.
- Алюминиевые детали толщиной более 20 мм предварительно прогревают до 400 °С.
- Начинают сварку при сильном постоянном токе обратной полярности, постепенно снижая его на 15 %.
Как правило, алюминий и его сплавы соединяют аргонно-дуговой сваркой. Для деталей толщиной до 10 мм используют неплавящиеся вольфрамовые или углеродные электроды, а для более толстых – плавящиеся стержни.
Алюминиевые сплавы представлены в 4 категориях:
- алюминиево-марганцевые;
- алюминиево-магниевые;
- алюминиево-медные;
- алюминиево-кремниевые.
Первый тип отличается повышенной прочностью и устойчивостью к коррозиям. Эти характеристики улучшаются, если использовать сплав алюминия и 5–6 % магния. Прочность дюралюминиевых сплавов повышается при закалке.
Алюминиевые детали толщиной до 4 мм сваривают через прямой стык без скоса кромок. При соединении необходимо оставить зазор не более 0,5 мм. Для более толстых деталей на кромках делают V-образный скос под 35 градусов.
Внахлест детали лучше не сваривать, так как между кромками будет затекать флюс, который вызовет коррозию металла. Перед сваркой кромки нужно обезжирить и очистить от оксида алюминия металлической щеткой или ортофосфорной кислотой.
Можно ли сваривать алюминий со сталью при изготовлении металлических изделий? Да, но нужно учитывать, что при сварке образуются хрупкие соединения, которые разрушают структуру стального шва. Проблему решают двумя путями:
- Используют биметаллические переходные вставки из алюминия и других металлов. При этом применяют сварку взрывом, прокатку, давление подогревом. Таким образом каждый тип металла приваривается к себе подобному.
- Используют алюминиевое покрытие стали с помощью погружения в расплавленный металл или припайку алюминия на стальную деталь. Кроме того, сталь можно покрыть припоем из серебра, а при сваривании использовать присадки из алюминиевых сплавов.
Особенности сваривания титана и титановых сплавов
Титан и его сплавы сваривают по специальным технологиям, так как данный металл ведет себя весьма специфично при различных температурах
Титан – металл с высокой температурой плавления – около 1600 °С. Считается одним из самых сложных металлов для сварки, так как в чистом виде активно реагирует с кислородом и азотом при нагревании до 400 °С. Поэтому зону сварки необходимо изолировать от воздействия атмосферного воздуха.
Для соединения титановых деталей нужна очень быстрая сварка без постепенного повышения температуры. Поэтому самым распространенным способом соединения титана и его сплавов является аргонная сварка на постоянном токе малой величины. Для нее не нужны электроды и флюсы, что исключает попадание в сварной шов посторонних соединений.
Титан и титановые сплавы сваривают в 2 этапа:
- Подготовка. Сварщик зачищает поверхность титановых деталей, удаляет различные оксиды. Детали обрабатывает соляной кислотой или фтором при температуре 60 °С. От попадания воздуха детали защищают медными или стальными прокладками.
- Сварка. В аргонную горелку вставляют вольфрамовый электрод. При появлении дуги образуется сварочная ванна с температурой до 6000 °С. Аргон обеспечивает дополнительную защиту от кислорода и азота.
При соблюдении всех требований у сварщика получается ровный и аккуратный сварной шов, который не требует дополнительной обработки.
В заключение стоит отметить, что для сваривания различных типов сталей требуется соответствующая квалификация сварщика. Например, начинающий сварщик легко справится со сваркой алюминия или низкоуглеродистых сталей. А вот сварить титан и его сплавы под силу опытному мастеру, который досконально знает все особенности процесса.
Технологии сварки металлоконструкций

Виды сварки
Сварка металлоконструкций – технология соединения деталей из металла различной степени сложности в единое целое при помощи специального оборудования.
Она может активно применяться в промышленном масштабе на крупных производствах опытными специалистами, а также для выполнения бытовых операций сварщиками-любителями. В любом варианте, соединения металлоконструкций характеризуется определенными особенностями, которые важно понимать при работе.
Требования к сварке металлических конструкций
Процесс сварки в технологическом плане должен обеспечить выполненным соединениям требуемые геометрические параметры, размеры и высокое качество. Конструкция должна получиться прочной и долговечной, а риск ее деформации – нулевым.

Сварка металлических конструкций.
Именно поэтому технология сварки металлоконструкций должна реализовываться с учетом некоторых требований, что во многом определит качество созданных сварных швов:
- Если создаются простые соединения без применения кондуктора, а также при создании сложных швов перед включением данного инструмента важно оставить зазор между скрепляемыми деталями.
Тогда при смещении элементов шов не пострадает. Но размеры зазора должны соответствовать допустимой норме, иначе система не будет прочна и долговечна. - При выполнении сварки ответственных металлоконструкций сварщики проверяют строгое соответствие установленной детали своему местоположению, согласно карте.
При поступлении заготовки на стапель стоит подготовить каждую из них к завершающему этапу. - Все детали должны строго соответствовать по виду и размеру, указанным в проекте частям будущей конструкции.
Это позволит сохранить функциональные возможности изделия. - Корневые слои шва при ручном методе выполнения дуговой сварки важно накладывать электродами с диаметром, не превышающим 3-4 мм.
- Металлоконструкции при укреплении потребуется располагать так, дабы можно было накладывать швы преимущественно в нижнем положении.
Это необходимо для обеспечения сварщика безопасными условиями работы. - Важно взять под строгий контроль углы металлоконструкции, для чего стоит воспользоваться специальными инструментами и кондуктором.
Все углы между плоскостями должны быть прямыми, если это предусмотрено проектом. Иначе произойдет перекос деталей, что повлечет за собой нарушение целостности механизма, потере им своей функциональности. - Готовая конструкция должна иметь минимальные усадочные напряжения и деформации, для чего сварные работы нужно осуществлять в стабильном режиме с отклонениями от заданных значений величины тока и напряжения на дуге не более ±5 %.
Описанные рекомендации важно учитывать уже на этапе сборки деталей в целостную конструкцию, а не только перед непосредственным выполнением сварочных работ. Особенно, если выбран автоматический режим, при котором не выйдет откорректировать допущенные ошибки.
В целом же, именно этот вид сварных работ и считается наиболее приемлемым, так как при автоматизировании сварных процессов влияние человеческого фактора на качество выполненных швов сводится к нулю.
На заметку! Если при испытании образца на статическое растяжение предел прочности изготовленного шва оказался меньшим, чем предел прочности основного металла, то изделие браковано.
Также важно заварить технологическую пробу в условиях, которые полностью совпадают с условиями сварки конструкций на месте производства.
Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом. Это позволит в дальнейшем провести их механические испытания.
Если нужно выполнить сварные работы с особо ответственными металлоконструкциями из новых марок сталей или с применением новых сварных расходников, мастеру потребуется изготовить контрольные образцы в таком же пространственном положении и с теми же материалами, оборудованием, что и при сварке монтируемых конструкций.
Это позволит сварщику оценить ситуацию со всех сторон перед началом работы и не допустить ошибок в процессе ее выполнения.
На заметку! Качество созданных соединений металлоконструкций во многом зависит не только от мастерства сварщика, но и от качества сварочного аппарата, примененного в работе. Лучше остановить свой выбор на модели известного бренда, качество которого проверено временем.
Классическая технология сварки конструкций из металла
Сварка – уникальный способ получения неразъемных металлических соединений, открывающих человеку широкие возможности по снижению трудоемкости создания и установки металлоконструкций.
Она позволяет использовать рациональные типы сечений в металлоконструкциях, что приводит к снижению показателей металлоемкости в несколько раз, по сравнению с применением иных технологий.
Сегодня сварные работы выполняются с помощью разных методов, но все они создавались на основе знаний о классической технологии. Она проста и может реализовываться, как для бытовых целей, так и в промышленных масштабах.

Углы сварки металлоконструкций.
Если изготавливать сварочные металлоконструкции по классической технологии, потребуется применить следующие источники энергии:
Оба варианта предполагают три метода выполнения сварных швов:
Автоматический
Не подразумевает человеческое вмешательство в процесс выполнения сварных работ. Сварочный аппарат настраивается на актуальный режим функционирования с учетом конкретного вида выполняемой операции единственный раз перед началом работы.
Поэтому важно понимать основную цель приобретения сварного оборудования при выборе в магазине. Используя автоматический режим, можно применять контактную и электрошлаковую сварку.
Полуавтоматический
При использовании данного метода сварные швы формируются вручную, а электроды подаются в автоматическом режиме. Такое положение дел позволяет повысить производительность работы без ущерба для качества создаваемых металлоизделий.
При полуавтоматической сварке можно применить газовый флюс, неплавкие электроды, сварочную проволоку.
Ручной
Все действия методом ручной дуговой сварки осуществляются сварщиком без применения автоматизированного оборудования: от контроля подачи электрода до формирования самого соединения.
Зачастую при ручном режиме применяют обыкновенную сварку под флюсом, электродуговую сварку или пайку газосварочным устройством. Данный метод рационально использовать в бытовых целях, а не на крупном производстве, потому что он чрезмерно затратный и характеризуется низкой производительностью.
На заметку! Полуавтоматический метод дуговой сварки металлических конструкций наиболее востребован на отечественном рынке. Он активно применяется в строительстве при монтаже железобетонных строений, в машиностроении при конструировании автомобилей, а также в быту.
Инновационные сварочные технологии
Со временем классический метод выполнения сварных работ совершенствовался, опытные специалисты разрабатывали инновационные способы соединения металлических деталей в единую конструкцию: сварка с применением лазерных установок, ультразвука, теплового эффекта и т. п.
Подобные новаторские идеи могут помочь сварщику в работе, облегчив выполнение некоторых задач и ускорив весь процесс сборки металлоконструкций в целом. По этой причине и сегодня в этой области не прекращаются научные разработки и исследования.

Способы сварки металлоконструкций.
Также применение инновационных технологий выполнения сварных работ позволяет сварщику получить ряд преимуществ:
- снизить показатели коробления металла;
- повысить скорость выполнения работы;
- сократить расходы зачистку сварного шва;
- снизить траты на закупку расходных материалов;
- выполнять соединения тонколистового металла.
Особенно интересны, с точки зрения продуктивности, качества полученных швов и экономичности, следующие технологии сварки:
- Электронно-лучевая сварка применяется при работе с глубокими соединениями – до 20 см, но только при условии определенного соотношения ширины шва и глубины погружения инструмента – 20:1.
Процесс формирования шва осуществляется в вакууме, поэтому использовать такую технологию в быту практически невозможно. Она применяется в сфере узкопрофильных производств. - Термитная сварка подразумевает нанесение особой смеси на контуры соединения деталей в процессе горения.
Технологию применяют для ответственных конструкций из металла в готовом виде, когда с помощью наплавки металла надо устранить имеющийся дефект в виде трещины или скола. - Плазменная сварка подразумевает применение ионизированного газа, проходящего сквозь электроды с высокими сварочно-техническими характеристиками и выполняющего функцию дуги.
Технология имеет более широкие возможности применения по сравнению с электронным типом, так как позволяет выполнить сварщику резку и сварку металлической конструкции с любой шириной металла. - Орбитальная аргонодуговая сварка с помощью вольфрамового электрода применяется для работы со сложными деталями из металла.
Например, для неповоротных стыков труб с диаметром 20-1440 мм. В процессе работы активирующий флюс наносится 1 г/м шва. Это позволяет решить ряд важных технологических задач: уменьшить объем и вес сварной ванны за счет ведения операций пониженным током; благодаря давлению дуги на жидкий металл шов получается качественным в любом пространственном положении; сварку можно автоматизировать без разделки кромки. - Щадящие технологии сварки в смесях защитных газов Ar+CO2 и Ar+O2+CO2.
При использовании такого метода выполнения сварочных работ можно получить более качественные соединения при сравнении со сваркой в СО2. При этом актуальный объем расходных материалов сократиться на 20 % за счет резкого снижения набрызгивания электродного материала, а переход к свариваемым частям металлоконструкции станет плавным.
На заметку! Каждая из них имеет ряд недостатков, отличается своеобразными особенностями и принципами осуществления, которыми важно овладеть до начала применения на практике.
Современная наука многогранна и непредсказуема.
Она предоставляет человеку возможности применить на практике достоинства нано-технологий, поэтому ближайшее будущее сварочных операций представляется связанным с совершенствованием схем компьютерного управления сваркой, а также применением новых сварных материалов.
Заключение
Если соблюдать все требования к сварке металлоконструкций, можно получить высококачественные швы: долговечные, прочные и стойкие к воздействию. Использовать при этом можно как классический вид сварки, так и новые технологии.
Несмотря на то, что они в большей степени касаются профессионального уровня сварки, но при желании развивать свои навыки в этой сфере, ознакомиться с такой информацией будет не лишним и для новичка в подобных вопросах.
Технология контактной стыковой сварки и актуальное оборудование

Контактной сваркой называют метод соединения металлических изделий, крепко прижатых друг к другу, путем нагрева места их контакта электрическим током большой величины.
Технология реализуется с помощью сварочного аппарата и активно используется на предприятиях массового производства однотипных изделий, в микроэлектронике, машиностроение и т. п.
Наличие большого числа достоинств позволило контактному методу сваривания металлоконструкций найти широкое применение в промышленности и быту.
Применение технологии на практике
Электрическая точечная сварка позволяет создать образование неразъемного соединения кромок металлических деталей при помощи высокой температуры от проходящего электрического тока из инвертора и пластической деформации зоны их контакта при сжатии.
Она предоставляет сварщику уникальную возможность работать с широким диапазоном свариваемых толщин: от 1-2 микрометров до 30 миллиметров.

Технология контактной сварки.
Достоинства применения точечной технологии сваривания очень широки.
Опишем наиболее значимые из них:
- на выполнение соединений металлических деталей требуется крайне малый промежуток времени;
- технология позволяет проводить операции с потреблением большой мощности;
- сварной процесс может быть автоматизирован, что позволяет интегрировать сварочные агрегаты для контактной сварки в производственные линии на крупных предприятиях;
- сварные швы, созданные таким методом, отличаются высокими эксплуатационными параметрами, вне зависимости от уровня квалификации мастера;
- при работе не требуются специальные материалы, особенные комплектующие: присадочная сварочная проволока, флюс, защитный газ и т.п.;
- электроды для точечной технологии доступны по стоимости и встречаются во многих специализированных магазинах.
Помимо точечной, большим перечнем достоинств характеризуются иные виды разновидности контактной сварки: стыковая, шовная и пр. Но именно точечная сварка наиболее распространена сегодня.
Она актуальна при изготовлении крупногабаритных строительных конструкций, космических агрегатов, миниатюрных полупроводниковых устройств, микросхем. Такое положение дел объясняется универсальностью контактного метода сваривания деталей из металла.
Практически все известные человечеству конструкционные материалы могут соединяться с помощью данной технологии в единое изделие: разнообразные виды низкоуглеродистой, легированной стали, жаропрочные, коррозионно-устойчивые сплавы, сплавы алюминия с иными металлами, магния и титана, т.п.
Также точечная сварка своими руками актуальная для выполнения ремонтных операций в небольших мастерских, СТО и т.п. С ее помощью собирают автомобили, железнодорожные вагоны, самолеты, возводят железобетонные конструкции, создают радиоэлектронные агрегаты.
Технология контактной сварки
Технология контактной сварки подразумевает нагрев металлических поверхностей до температуры плавления металла за счет тепла, образующегося в процессе прохождении мощного электрического тока от одной детали к другой сквозь точку их контакта.
В то же время, соединяемые детали сжимаются друг с другом, что приводит к взаимному проникновению и сплавлению нагретых участков металла. В итоге, создается ядро сварной точки в форме чечевицы, имеющие диаметр 4-12 мм.
Особенности точечной контактной сварки инвертором заключаются в:
- незначительной продолжительности сваривания: 0,1-2 секунды;
- мощном сварном токе: более 1000А;
- низком напряжении в сварочной цепи: 1-10В, обычно 2-3В;
- значительном усилии сжимающего места соединения: 20-200 кг;
- небольшой зоне расплавления.
На заметку! Изделия из низкоуглеродистой стали могут свариваться без расплавления ядра, но такие соединения не будут надежными, поэтому данный вид сварочных работ применяется крайне редко.
Согласно общей классификации, технологию контактной сварки относят к классу термомеханических процессов.
Разновидности контактной сварки.
Все операции в процессе работы можно разделить на несколько последовательных этапов:
- детали из металла совмещают в нужном положении, размещают между парой электродов и крепко сжимают друг к другу;
- детали нагревают с помощью электрического тока, приводящего их в состояние актуальной пластичности, деформируют, добиваясь плотного соединения металлических кромок.
В условиях промышленного предприятия частота сваривания достигает сварных 600 точек в минуту, самодельная сварка точечным методом в домашних условиях осуществляется медленнее.
При осуществлении точечной сварки своими силами в домашней мастерской важно придерживаться постоянства следующих параметров:
- скорости перемещения сварочных электродов;
- уровня величины давления на детали до достижения полной контактности свариваемых деталей.
Не менее важно соблюдать технику безопасности при выполнении сварочных работ точечным методом:
- все электрические и соединительные провода должны быть надежно изолированы;
- сварщик обязательно должен носить специальные защитные рукавицы, предохраняющие руки от возможных ожогов;
- лицо мастера должно быть защищено от попадания искр или брызг металла при помощи маски;
- сварные работы должны проводиться на площади без легковоспламеняющихся либо огнеопасных предметов, материалов, расположенных поблизости;
- если в помещении присутствуют деревянные полы, их стоит защитить от риска возгорания при помощи изоляционного материала в рулонах;
- стоит подготовить средства для тушения возгораний перед началом сварки своими силами, дабы при возгорании максимально быстро устранить проблему;
- комнату, где проводится работа, потребуется хорошенько проветривать время от времени во избежание отравления мастера вредными газами, выделяемыми в процессе проведения операции.
Особенности сварного процесса
При точечном сваривании к месту соединения металлических деталей применяется кратковременный импульс электрического тока, длительность которого меняется в пределах 0,01-0,1 секунды.
При этом в зоне наложения электродов кромки изделий расплавляются, приобретают общее ядро. После подачи тока детали остывают под давлением для кристаллизации этого ядра, а также его полного остывания.

Технические данные машин контактной сварки.
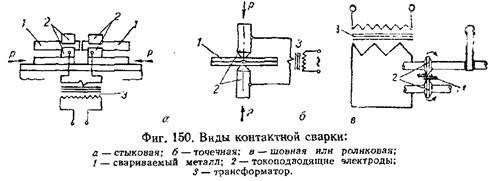
Основные способы контактной сварки:
- точечный метод;
- шовный или роликовый способ;
- стыковая контактная сварка.
Особенности такого вида сварки заключаются в том, что он не требует повышенных мер безопасности. Прижатие деталей друг к другу приводит к образованию уплотняющего пояска между ними без выплеска расплавленного металла.
Но давление с деталей стоит снимать с некоторой отсрочкой, чтобы обеспечить им лучшую кристаллизацию, проковывание и добиться устранения неоднородностей.
Достоинства точечной сварки ‒ экономичность, высокая механическая прочность швов, возможность автоматизировать рабочие процессы. Недостатки контактной сварки заключаются в отсутствии герметичности созданных сварочных швов.
Обеспечить сварные швы высоким качеством позволит предварительная подготовка. Детали очищаются от всех видов загрязнений при помощи специальных щеточек, методом опескоструивания, травления в кислотах, а также иными способами.
Сборку перед сваркой важно выполнить таким образом, чтобы она обеспечила точное и плотное прилегание металлических изделий друг к другу.
В противном случае, зазор между деталями уменьшит и поглотит часть давления на них, осадочное давление снизится, появится разброс прочности сварных точек. В целом, это снизит прочностные характеристики сварного шва, сделает его уязвимым для негативных факторов извне.
Режимы осуществления технологии
В зависимости от особенностей изготавливаемой металлоконструкции, подбирается актуальный способ контактной сварки.
Каждый конкретный случай необходимо рассматривать отдельно:
- для соединения двух деталей в одно изделие по всей площади поверхности подойдет стыковая сварка сопротивлением;
- для сваривания металлических изделий в отдельных точках применяется точечный способ;
- для соединения деталей из металла по заранее имеющемуся рельефу шва подойдет шовный способ.
Также важное задание для сварщика ‒ контроль сварочного оборудования при работе с металлоконструкциями. Крайне важно анализировать соответствие выбранных параметров агрегата требованиям к выполнению данной операции.

Контактная шовная сварка.
Важно подобрать правильный режим сварки:
- Мягкий режим.
Применяется при умеренной силе тока и плотности на электрод до 100 а/мм2. Характеризуется более продолжительным сварным процессом, плавным нагревом металлических поверхностей, низкой мощностью. Но при этом сварщик может уменьшить мощность сварного агрегата, потребляемую от электросети, что позволит в целом снизить нагрузку на сеть. - Жесткий режим.
Используется для сталей высокой прочности при большом давлении при плотности до 300 а/мм2 и отличается повышенным уровнем мощности, высокой загрузкой электросети, повышенной стоимостью. К достоинствам жесткого режима относят незначительную продолжительность сварочных работ и высокую производительность труда.
Мягкий режим актуален для сталей с высоким содержанием углерода, а также легированных сталей.
Важно! При выполнении контактной точечной сварки необходимо соблюдать технологию, выбранный режим и обеспечить мастера актуальными условиями, иначе сварные швы могут получиться низкокачественными. Могут возникнуть различные дефекты, наиболее опасный из которых ‒ непровар точки с полным отсутствием литого ядра или крохотными его размерами.
Важно не только знать, как сделать точечную сварку, но и понимать, как повысить прочностные характеристики изготовленной конструкции после окончания работы. Для этого требуется осуществить термообработку металлического изделия.
Нагрев металла при контактном методе соединения деталей из металла с применением высокого опуска или пропускания электротока непосредственно после окончания работы позволит устранить внутреннее напряжение, образующееся в процессе работы.
Также качественно выполненная термообработка созданного сварного шва поможет улучшить структуру соединения и уничтожить опасный мартенсит, что в целом увеличит срок службы металлоконструкции в несколько раз.
Оборудование для контактной сварки
Все агрегаты для сварки контактным методом условно классифицируются по следующим признакам:
- назначение;
- источник питания;
- расположение электродов;
- способ перемещения;
- способ автоматизации.
По назначению сварное оборудование делят на модели общего назначения и специализированные агрегаты, применяемые для конкретных работ.
Прецизионное оборудование для точечной сварки широкого назначения подойдет для сваривания разного рода микроэлектронных устройств, металлических изделий, в зависимости от особенностей их конструкции и актуальных требований.

Сварочный аппарат для точечной сварки.
Но в случае большинства металлических изделий и сплавов нужно применить специализированные агрегаты для контактной точечной сварки:
- установки, функционирующие по принципу одностороннего контактного сваривания;
- агрегаты для сварки проводников в изоляционном материале.
В оборудовании для контактной стыковой сварки на производстве применяются разные виды источников питания
- конденсаторы, в т. ч. с поддержанием напряжения и регулированием режима работы в процессе сварки автоматически;
- источники питания с переменным током, в т. ч. повышенной частоты с возможностью автоматического регулирования тока или напряжения.
Схема стыковой сварки оплавлением должна описывать вид применяемого оборудования, что упростит сварщику задачу и позволит добиться максимально высокого качества сварных соединений.
Электроды для контактной сварки могут располагаться по-разному:
В первом варианте электроды одновременно сжимают детали с двух сторон. Во втором – сварная проволока опирается на детали с одной стороны.
Контактная стыковая сварка оплавлением подразумевает использование разных видов сварочных головок:
- для двустороннего точечного сваривания;
- для сварки и пайки разрезными и V-образными электродами;
- головки для односторонней сварки и пайки с возможностью раздельного регулирования усилия на каждом электроде.
По способу передвижения сварочные агрегаты для контактного метода соединения металлических изделий в единую конструкцию могут быть:
- стационарными;
- подвесными;
- мобильными.
В первом случае сварные детали перемещают под конкретный агрегат, а во втором и третьем ‒ осуществляется монтаж аппарата в положение сваривания.
По способу автоматизации сварочные агрегаты бывают:
Ручные агрегаты более доступны по стоимости, однако, требуют большего мастерства со стороны сварщика: абсолютно все операции должны осуществляться вручную под четким контролем человека.
Автоматизированное оборудование для точечной сварки лишает мастера необходимости осуществлять ряд процессов, поэтому облегчает работу для малоопытного сварщика.
Основные параметры при выборе сварной машины ‒ сила сварочного тока, а также длина рычагов со сварными электродами. Они определят возможную толщину деталей для сваривания, вид металла и габариты конструкций, с которыми можно работать.
Зачастую производители указывают их в паспорте конкретной модели аппарата. Простой сварочный аппарат своими руками для точеной технологии можно изготовить своими руками.
Итоги
Применение контактной сварки из инвертора своими руками позволяет соединять металлы и сплавы разных марок с помощью высокой температуры электрического тока, провоцирующей пластическую деформацию зоны контакта деталей при их сжатии.
Технология контактной сварки имеет широкую область применения: активно применяется в быту и промышленных масштабах при изготовлении больших партий однотипных изделий из металла.
Важно соблюдать технологию, нанести на схему обозначение контактной сварки, применить рекомендуемые производителем электроды, правильно выбрать режимы работы агрегата, тогда сварные швы приобретут высокое качество и долговечность.
Сварка инвертором для начинающих

Сварка инвертором доступна для начинающих мастеров благодаря несложной настройке оборудования и понятному рабочему процессу. Главное – выполнять все сварочные работы в соответствии с правилами техники безопасности, выбирать подходящий режим, подбирать электроды и тренироваться.
Только после 3-4 кг электродов начнет получаться хоть что-то похожее на ровный шов. Главное – не отчаиваться, не бросать дело на полпути, а продолжать обучение. Из нашего материала вы узнаете о базовых правилах сварки инвертором для начинающих.
Базовые правила техники безопасности при сварке инвертором
Подготовительные работы перед использованием инвертора
Включить сварочный инвертор первый раз (либо после его перемещения) можно только после того, как вы проверите сопротивление изоляции между токоведущими частями и корпусом, а также подсоедините последний к заземлению. Если же прибором долгое время не пользовались, то прежде чем приступать к сварке, следует проверить наличие внутри прибора пыли.
Чистка блоков управления и силовых элементов осуществляется с помощью сжатого воздуха, который подается под умеренным напором. Для того чтобы система принудительной вентиляции инвертора работала беспрепятственно, необходимо обеспечить вокруг него свободное пространство не менее 0,5 м.
Нельзя пользоваться инверторной сваркой в тех местах, где функционируют отрезные или шлифовальные машинки, поскольку образующаяся при их работе металлическая пыль может вывести из строя электронику и силовую часть прибора.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Для начинающих: если технология сварки инвертором проводится на открытом воздухе, необходимо обеспечить защиту от солнечных лучей и дождя. Сам прибор устанавливается на горизонтальной поверхности либо под углом, который не больше значения, указанного в паспорте.
Внешний осмотр
Перед началом рабочей смены сварщик должен осмотреть оборудование, проверить, в каком состоянии находятся изолирующие оболочки кабелей (сварочных, питающего) и, если необходимо, заменить их или отремонтировать.
После этого работник должен проверить зажим кабеля массы, держатель электродов, состояние гнезд и штекеров, посредством которых осуществляется подключение к инвертору. Далее осматривается панель управления, в частности, в порядке ли переключатели, тумблеры, индикаторы или кнопки. Если аппарат сильно запылился, то проводится чистка.
Использование защитных средств
Личная безопасность – это то, что должно быть на первом месте во время сварки сварочным инвертором для начинающих.
Во время сварочного процесса работник может получить удар электрическим током, ожог от разлетающихся капель расплавленного металла или поражение сетчатки глаз от светового излучения электрической дуги.
Не исключены травмы механического характера, а также попадание в дыхательные пути выделяющихся в процессе сварки газов. Это говорит о том, что сварщики, которые только начинают осваивать инверторный аппарат, должны изучить правила техники безопасности и вооружиться средствами индивидуальной защиты.
В перечень обязательных защитных средств для сварщика входят искростойкие перчатки, маска, обувь и спецовка, изготовленные из неплавящегося материала, респиратор, а также защитные очки, которые потребуются во время зачистки швов и заготовок.
При наличии этого минимального набора защитных средств вы сможете обезопасить себя от травм, особенно если сталкиваетесь с инверторной сваркой впервые. Особенно тщательно следует выбирать сварочную маску, которая позволит защитить глаза от излучения, исходящего от сварочной дуги.
Подбор электродов для сварки инвертором для начинающих
Ниже представлена таблица для сварки инвертором для начинающих, в которой можно найти зависимость диаметра электрода от толщины свариваемого металла.
Как правило, рекомендации относительно выбора подходящей толщины и диаметра даются для каждого конкретного вида металла.

Этих данных вполне хватит начинающим мастерам для правильной сварки инвертором и выбора расходника подходящего диаметра. Однако это только часть того, на что следует обратить внимание при выборе.
Большую роль играет покрытие электрода. Различают следующие его виды:
- Кислые (А) – предназначены для сплавки материалов из низкоуглеродистой стали и отличаются стабильностью дуги и хорошим розжигом (даже при низком напряжении).
- Основные (Б) – используются для сварки многослойных жестких металлических конструкций. Они способны поддерживать равномерную дугу в процессе работы на обратной полярности и постоянном токе, а также защищают швы от появления трещин.
- Рутиловые (Р) – этот вариант является самым оптимальным для новичка, поскольку позволяет осуществлять сварку в любых положениях. Обеспечивает качественный шов, позволяет сваривать ржавые участки и сопровождается минимальным количеством брызг. Такие электроды могут быть использованы для сварки трубопроводов, поскольку являются невосприимчивыми к воздействию влаги. Однако прежде чем использовать, их необходимо сначала просушить и прокалить.
- Целлюлозные (Ц) – используются для сварки изделий в труднодоступных местах. Благодаря своим особенностям эти электроды можно использовать для работы в любом положении. Подходят для начинающих, поскольку сварка вертикальных (горизонтальных) швов инвертором сопровождается образованием минимального количества шлака, а также они обеспечивают стабильность дуги. Однако у электродов с этим видом обмазки имеется и минус, который заключается в необходимости дополнительной шлифовки.
- Комбинированные (смешанные) – вариантов может быть масса, однако наиболее распространенными являются рутилово-целлюлозные. Эти электроды подходят для новичков, поскольку объединяют в себе два вида, которые являются лучшими.
Выбор полярности при сварке инвертором
Инвертор, использующийся для ручной дуговой сварки, выдает постоянный ток. На передней панели прибора можно найти два разъема «+» и «–» для подключения кабелей.

Для прямой полярности к «минусу» подключается держак, а к «плюсу» – «прищепка». В случае с обратной полярностью, к «плюсу» цепляется держатель электрода, к «минусу» – прищепка-масса.
Если говорить о том, какой из двух вариантов выбрать, то в теории (учебных пособиях) и по мнению некоторых лучше проплавляется и прогревается металл на «прямой полярности». Однако на деле все совершенно иначе.
Больше тепла выделяется на контакте с маркировкой «+», следовательно, когда держак подключен к нему (обратная полярность), провар получается глубже. Таким образом, этот вариант отлично подходит для сварки толстостенного металла (пластин, профильных труб, уголков с толщиной 4-5 мм). Следовательно, на прямой полярности соединяется тонкий материал (максимум 1,5-2 мм), в противном случае на нем могут образоваться дырки из-за проплавления стенок.
Проверить это можно практическим путем. Для этого следует взять инвертор, установить сварочный ток на 100, присоединить массу и держатель электрода к разъемам и попробовать разрезать металлический лист 4-5 мм толщиной (арматуру или уголок). Сначала это нужно сделать на прямой полярности, затем на обратной, но с одинаковой силой тока и электродом (диаметр 3 мм). В результате будет видно, что во втором случае процесс идет гораздо быстрее.
Пошаговая инструкция по сварке инвертором для начинающих
Инверторная сварка для начинающих начинается с азов. Для начала необходимо изучить технологию работы и процесс использования штучных электродов. Следующее, что нужно сделать, это определить предельные возможности электрической сети помещения, где планируется работать, оборудовать место и продумать подключение силового кабеля для запитывания прибора.
Далее начинающему мастеру для сварки инвертором нужно подготовить тонкий металл (конструкционный или листовой прокат небольшой толщины), пачку электродов, диаметр основного покрытия которых составляет 2-3 мм, металлическую щетку для зачистки поверхностей обрабатываемых заготовок и швов.
Шаг 1. Настройка силы тока
Качество сварочного шва во многом зависит от того, насколько правильно подобран ток инвертора. Если вы новичок в этом деле, то лучше воспользоваться специальными таблицами, которые прилагаются к каждому прибору, где указаны значения, соответствующие диаметру электрода, толщине металла.

Устанавливается необходимая сила тока путем поворота регулятора после включения тумблера питания инвертора. На каждом устройстве шкалу значений можно найти в разных местах, у одних – на лицевой панели по дуге поворота регулятора, у других – на цифровом индикаторе.
Однако нужно помнить, что выставленная величина силы тока может быть не той, что потребуется, и при выполнении пробных сварных швов для лучшего провара ее придется подстраивать.
Шаг 2. Подключение электрода
Конец штучного электрода, то есть часть, не покрытая обмазкой (20–30 мм), фиксируется в держателе, через который подается сварочный ток. На сегодняшний день чаще всего используются «прищепки» (зажимные держатели с профилированной под стержень электрода внутренней частью губок). Они очень удобны в использовании и обеспечивают быструю замену огарков на новые электроды и жесткую фиксацию.
Шаг 3. Розжиг дуги
Сварочную дугу получают двумя способами. Первый заключается в том, что вертикально удерживаемым электродом (концом) касаются металлической поверхности и отводят его на несколько миллиметров назад. Второй называется «чирканьем», поскольку движения напоминают зажигание спички, когда головкой проводят по боковой части коробка.
В случае с инверторами розжиг электрода осуществляется гораздо проще, поскольку в них встроена функция «горячего старта». Когда происходит касание металлической поверхности, появляется импульс тока повышенной мощности, а с образованием дуги значение силы тока возвращается к номинальному.
Шаг 4. Передвижение и наклон электрода при сварке
Движение электрода вдоль поверхности при ручной и инверторной сварке ничем не отличается. Всего существует три вида наклона. Самой распространенной техникой сварки инвертором для начинающих является выполнение швов углом вперед.
Если работа осуществляется в труднодоступных местах или в ограниченном пространстве, то положение электрода, как правило, перпендикулярное. Однако для этого способа необходима высокая квалификация работника, поэтому для начинающих не подойдет, даже учитывая то, что функции инвертора частично компенсируют некоторые ошибки. Для стыковых сопряжений и углов сварка обычно осуществляется углом назад.
Шаг 5. Контроль промежутка дуги
Для того чтобы получить качественный и равномерный сварной шов, необходимо правильно выбрать и поддерживать величину сварочной дуги, которая образуется между плоскостью материала и торцом электрода.
Согласно рекомендациям относительно техники выполнения данного вида работ, размер ее должен быть не больше диаметра электрода. Однако поскольку достаточно сложно выдержать такое расстояние, то допускается дуга, превышающая диаметр не более чем на 1-2 мм.
Советы начинающим сварщикам
Далее представлено несколько советов относительно того, как приварить уголки к столбам, что является одной из самых распространенных сварочных операций.

Для начала нужно вооружиться бытовым сварочным инвертором:
- Лучшие электроды для сварки инвертором для начинающих те, что имеют диаметр 2,5 мм – это оптимальный размер.
- Начиная сверху, сварной шов нужно вести восьмерками вниз с шагом максимум 1 мм.
- Варить металл лучше не сразу, то есть не от начала до конца, а в первую очередь сделать несколько прихваток, что позволит избежать деформации материала из-за нагрева разных сторон.
- Если после того как вы сварили изделие и отбили шлак, образовались пустоты, то необходимо проварить данные места повторно.
- Отбивая шлак, обязательно надевайте защитные очки или сварочную маску хамелеон.
Чаще всего в быту используют электрод «тройку», хотя стандартные инверторы могут потянуть и «четверку», чего вполне достаточно. Что касается силы тока, то менять ее и подбирать необходимое значение можно в процессе сварки, выставляя оптимальный режим. Тут нужно учитывать, что если показатели будут меньше, чем нужно, то электрод прилипнет, при слишком больших значениях может образоваться дырка.
В задачи сварщика входит соединить друг с другом кромки двух деталей и сверху шва наплавить расплавленный металл стержня электрода.
Во время приваривания стального уголка к металлическому столу лучше не просить кого-либо помочь подержать заготовку, поскольку для него это может закончиться ожогами глаз (слизистой или сетчатки) и кожи от брызг расплавленного металла. Лучше всего воспользоваться магнитными уголками или струбцинами.
Для того чтобы подобрать оптимальный ток для сварки, воспользуйтесь следующим советом.
Возьмите заготовку из металла и начните варить на сильном токе. Если образуются дырки, нужно его уменьшить. Таким образом, подбирается сила тока, при которой металл не будет прожигаться. Здесь нет никаких секретов сварки инвертором, главное для начинающих – это практика и опыт, который приходит со временем.
Для тренировки можно использовать ржавые металлические куски и набивать на них руку. Возможно, достаточно будет сжечь пару электродов на прихватках по ржавчине, чтобы качественно сваривать уже хороший металл.
Прежде чем приступать к сварке, обязательно зачищайте детали, стыки от краски и ржавчины до чистой поверхности.
Рекомендуем статьи
Вертикальная сварка инвертором для начинающих сложная задача, однако если вы научитесь выполнять красивый шов в таком положении, то горизонтальный будет идеальным.
Вот несколько рекомендаций:
- Никогда не работайте отсыревшими электродами или теми, у которых отбита обмазка. Хранить их следует вдали от влаги, а если все же необходимо высушить, то сделать это можно либо в духовке, либо в электрической печи.
- Чтобы научиться качественной сварке, нужно тренироваться, поэтому чем больше вы используете электродов и металлических заготовок, тем лучше будут швы. Начав работать с забором из профнастила, через некоторое время вы сможете взять на себя более сложные задачи (сварку теплиц, арок, калиток, распашных и откатных ворот, козырьков над домами, а также приспособлений и инструментов, использующихся в быту).
Каждый человек, зная основы сварки инвертором для начинающих, может сделать качественные, ровные и красивые сварочные швы, главное – больше практиковаться и не бояться жечь электроды.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: