Металлические литейные формы используют при литье
Обновлено: 05.10.2024
Литейная форма – элемент, образующий рабочую полость, при заливке которой расплавленный металл формирует отливку.
Литейные формы различаются: 1) сроком службы (разовые, многократные); 2) состоянием перед заливкой (сухие, подсушенные, сырые, химически твердеющие, самотвердеющие); 3) технологией изготовления (вручную, на машинах, по выплавляемым моделям и др.); 4) способом удаления из них отливки (разъемные, неразъемные).
Разовые формы изготавливают из песчано-глинистых, песчано-смоляных формовочных смесей. Служат для получения только одной отливки, после заливки разовую форму разрушают для освобождения затвердевшей отливки. Разовые формы бывают разъёмными, состоящими из верхней и нижней половинок (полуформ), и неразъемными. К неразъёмным относятся формы, изготовленные по выплавляемым моделям, оболочковые формы и др.
Многократные разъемные формы изготавливают из шамота, асбеста, алебастра, цемента и других огнеупорных материалов. Выдерживают от 10 до 1000 заливок. После заливки многократную форму раскрывают, не разрушая её, извлекают отливку, и снова собирают для очередной заливки. К многократным разъёмным формам относятся и кокили – металлические формы из чугуна, стали, медных сплавов и алюминиевых сплавов. Из-за высокой стоимости кокили используют только в серийном и массовом производстве отливок.
Элементы разовой формы. Формовочный инструмент.
На рис.2.3 (а, б) показаны соответственно чертёж отливки втулки и разовая песчано-глинистая форма для неё. Литейная форма состоит из двух полуформ 1. Полуформы образуют полость 2, имеющую конфигурацию отливки, ограниченную стенками полуформ и стержнем 3, установленным на знаки в форме для получения отверстия во втулке. Жидкий металл заливают через литниковую систему – вертикальные и горизонтальные каналы 5. 6, 7. Для выхода воздуха из формы, сбора всплывающих неметаллических частиц и контроля заполнения формы служит выпор 4.
Каждую из полуформ формуют в металлических рамках – верхней и нижней опоках 1 и 4 (рис.2.4 к). Верхняя опока соединяется с нижней штырями 2, которые пропускают в проушины 3. Для удержания смеси в опоках делают буртики 5.
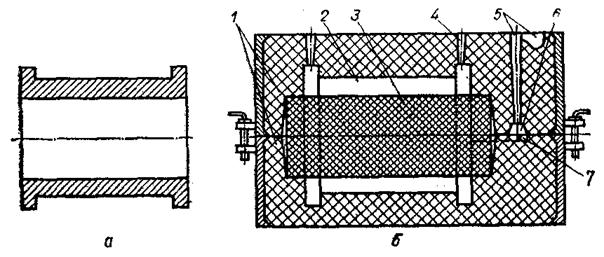
Рис.2.3. Элементы литниковой формы.
Литейный стержень – элемент литейной формы для образования отверстия, полости или иного сложного контура в отливке.
Литниковая система – система каналов и элементов литейной формы для подвода в её полость расплавленного металла, обеспечивающая заполнение и питание отливки при затвердевании.
Формовочную смесь уплотняют пневматическими (рис.2.4, а) или ручными (рис.2.4, б) трамбовками. Для отвода газов из формы делают наколы душником (рис.2.4, в). Удаляют модель из формы с помощью подъёмников (рис.2.4, г), которые забивают в деревянные модели или ввинчивают в металлические. Исправляют готовую форму отделочным инструментом гладилками (рис.2.4, д, е), ложками (рис.2.4, ж), крючками (рис.2.4, з), ланцетами (рис.2.4, и).
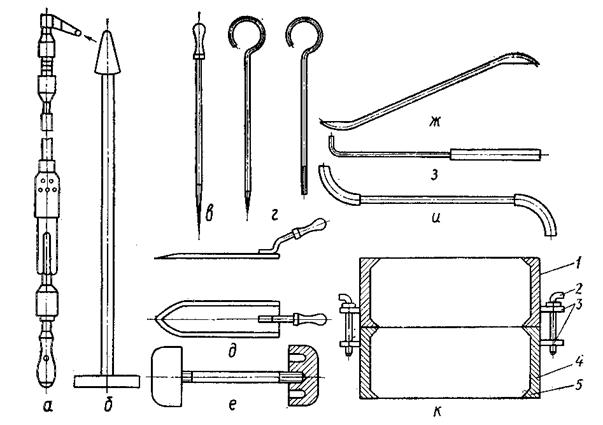
Рис.2.4. Формовочный инструмент и оснастка.
Модельный комплект
Модельный комплект – комплект модельных формовочных приспособлений, необходимых для образования при формовке рабочей полости литейной формы. Включает в себя:
1) модель будущей отливки;
2) один или несколько стержневых ящиков (если отливка имеет полости или отверстия);
3) модель литниковой системы;
4) модельную плиту;
5) формовочные, контрольные и сборочные шаблоны.
Стержневой ящик – приспособление, имеющее рабочую полость для получения в ней стержня нужных размеров и очертаний из стержневой смеси.
Модельная плита – плита, оформляющая разъем литейной формы и несущая на себе различные части модели, включая литниковую систему, а также служащая для набивки одной из парных опок (при неразъемных моделях).
Изготовление модельного комплекта начинают с разработки чертежа отливки, определения её положения в форме, а также линии разъема модели и формы, количества стержней, конфигурации их знаковых частей. Исходным документом для разработки чертежа отливки является чертеж детали, на который наносятся: припуск на механическую обработку; технологический припуск (литейные уклоны, напуски, приливы, ребра, стяжки, галтели); технологические указания по изготовлению отливки (линия разъема модели с указанием верха и низа по расположению её в форме; линия разъема стержня, расположение и размеры стержневых знаков; место подвода питателя; расположение и конструкция прибыли и т.п.); специальные требования к отливке (технические условия на приемку, твердость и структура на отдельных участках и др.).
После этого изготавливают модель и стержневой ящик.
Поверхность модели должна быть гладкой, чистой, чтобы при выемке её из формы она легко отделялась от формовочной смеси. Размеры модели увеличивают по сравнению с размерами отливки на величину литейной усадки сплава.
Модели и стержневые ящики в единичном и серийном производстве при ручной формовке изготавливают из твердых пород дерева (клена, бука, березы) или ели и сосны, а в массовом производстве и при машинной формовке – из алюминиевых сплавов, чугуна, пластмассы.
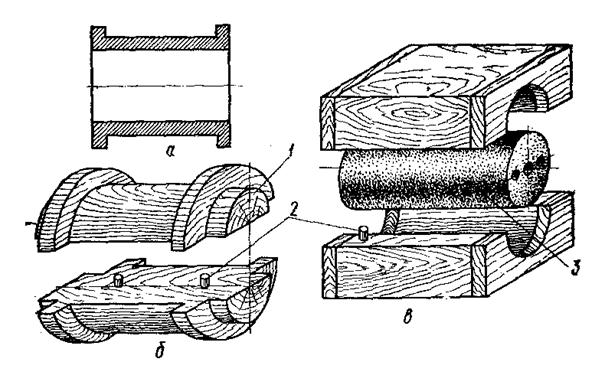
Рис.2.5. Чертёж отливки втулки (а), модель (б) и стержневой ящик со стержнем (в).
Деревянные модели и стержневые ящики делают из отдельных заготовок. Заготовки склеивают из нескольких кусков, причем куски размещают так, чтобы долевые волокна древесины располагались в разных направлениях. Модели, изготовленные из таких заготовок, имеют большую прочность, более стабильные размеры и меньше коробятся.
Неразъемные модели используют для отливок несложной конфигурации, которые могут быть заформованы в одной полуформе. Для сложных отливок модель изготавливают разъёмной, что позволяет удалять её из формы без разрушения последней. В отличие от отливки модель вместо отверстия имеет выступающие части, называемые знаками.
Знаки – элементы модели 1 (см. рис.2.5), образующие в форме отпечатки, на которые устанавливают изготовленный в стержневом ящике стержень 3.
Стержневые ящики также как модели могут быть неразъёмными (для изготовления простых по форме стержней) и разъёмными, состоящими из двух половинок, соединяемых в процессе формовки (как и полумодели) центровочными шипами 2 (см. рис.2.5).
Изготовленные модели и ящики окрашивают специальным лаком для получения гладкой поверхности и предохранения модели от поглощения влаги. Знаки, как правило, окрашивают в черный цвет, чтобы формовщик мог определить, в каком месте он должен ставить стержни.
Модель литниковой системы (рис.2.6, а) состоит из модели литниковой чаши 1, модели стояка 2, модели распределительного канала (шлакоуловителя) 3, моделей литников (питателей) 4 и модели выпора (на рис.2.6 не показана).
Литниковая чаша (см. рис.2.6, б) предназначается для принятия струи металла из ковша, гашения её энергии, а также первичного отделения крупных частиц шлака и поддержания постоянства уровня металла при заполнении формы.
Применяется литниковая чаша при литье чугуна и цветных сплавов, заливаемых из поворотных ковшей. Для того, чтобы облегчить отделение шлака, в чашах устанавливаются перегородки (см. рис.2.6, в). С этой же целью, а также для обеспечения спокойного заполнения формы, применяются мерные чаши (см. рис.2.6, г) со стопорным устройством – пробкой. Объём такой чаши равен всему объёму полости формы. Когда мерная чаша заполнена, стопор удаляется, и металл перетекает в форму. При литье стали, заливаемой из стопорного ковша, применяются литниковые воронки (см. рис.2.6, д). В воронках отделение шлака не происходит. Металл в них охлаждается меньше, чем в чашах, а это имеет большое значение для стального литья.
| а) | в) |
| г) | |
| б) | д) |
Рис.2.6. Модель литниковой системы (а) и типы литниковых чаш (б, в, г, д).
Стояк предназначается для передачи металла из литниковой чаши или воронки в нижние части формы. Как правило, располагаются вертикально,
имеют круглое сечение и небольшую конусность. В основании стояка имеется чашечка – зумпф, гасящая удар струи и препятствующая размыванию формы.
При литье цветных сплавов в металлические формы иногда приме-няются зигзагообразные стояки.
Распределительный канал предназначается для направления жидкого металла к нескольким отливкам, помещаемым в одной форме, или к различным узлам одной крупной отливки. Кроме того, в нем происходит отделение шлаковых частиц. Это достигается понижением скорости металла в шлакоуловителе, изменяя направление его движения. При торможении металла шлаковые частицы всплывают и задерживаются в шлакоуловителе. Хорошо очищает металл шлакоуловитель гребенчатого типа (рис.2.7). Распределительный канал размещается горизонтально по разъему, обычно в верхней полуформе. Его поперечное сечение чаще имеет форму трапеции.
 | Рис.2.7. Распределительный канал гребенчатого типа. |
Питатели – подводят металл непосредственно в полость формы. Размещают их в нижней полуформе в плоскости разъема.
К литниковой системе относится также выпор – вертикальный канал, располагаемый в самой верхней точки отливки и служащий для выхода воздуха из полости формы при её заливке, а также для сбора всплывающей грязи и контроля заполнения формы металлом.
Литниковая система во время заливки должна быть полностью заполнена жидким металлом, так как разрыв струи приводит к всасыванию воздуха и шлака в полость формы, а также к образованию окисленных плен в месте разрыва. Поэтому между элементами литниковой системы должно выполняться следующее соотношение:
где Fп –суммарная площадь сечения всех питателей; Fш – площадь сечения шлакоуловителя; Fс– площадь сечения стояка.
МЕТАЛЛОВ ЛИТЬЕ
МЕТАЛЛОВ ЛИТЬЕ, получение металлических изделий (отливок) путем заливки расплавленного металла в литейную форму. Рабочая часть литейной формы представляет собой полость, в которой материал, затвердевая при охлаждении, приобретает конфигурацию и размеры нужного изделия.
МЕТАЛЛЫ ДЛЯ ЛИТЬЯ
Литью поддаются все металлы. Но не все металлы обладают одинаковыми литейными свойствами, в частности жидкотекучестью – способностью заполнять литейную форму любой конфигурации. Литейные свойства зависят главным образом от химического состава и структуры металла. Важное значение имеет температура плавления. Металлы с низкой температурой плавления легко поддаются промышленному литью. Из обычных металлов наивысшая температура плавления у стали. Металлы делятся на черные и цветные. Черные металлы – это сталь, ковкий чугун и литейный чугун. К цветным относятся все другие металлы, не содержащие в значительных количествах железа. Для литья применяются, в частности, сплавы на основе меди, никеля, алюминия, магния, свинца и цинка.
См. также МЕТАЛЛЫ ЧЕРНЫЕ; СПЛАВЫ.
Черные металлы.
Стали.
Различают пять классов сталей для промышленного литья: 1) малоуглеродистые (с содержанием углерода менее 0,2%); 2) среднеуглеродистые (0,2–0,5% углерода); 3) высокоуглеродистые (более 0,5% углерода); 4) низколегированные (менее 8% легирующих элементов) и 5) высоколегированные (более 8% легирующих элементов). На среднеуглеродистые стали приходится основная масса отливок из черных металлов; такие отливки представляют собой, как правило, промышленную продукцию стандартизованной сортности. Различные виды легированных сталей разработаны для достижения высокой прочности, пластичности, ударной вязкости, коррозионной стойкости, теплостойкости и усталостной прочности. Литые стали по своим свойствам близки к кованой стали. Предел прочности такой стали при растяжении составляет от 400 до 1500 МПа. Масса отливок может изменяться в широком диапазоне – от 100 г до 200 т и более, толщина в сечении – от 5 мм до 1,5 м. Длина отливки может превышать 30 м. Сталь – универсальный материал для литья. Благодаря своей высокой прочности и пластичности она представляет собой превосходный материал для машиностроения.
Ковкий чугун.
Существуют два основных класса ковкого чугуна: обычного качества и перлитный. Делают отливки также из некоторых легированных ковких чугунов. Предел прочности при растяжении ковкого чугуна составляет 250–550 МПа. Благодаря своей усталостной прочности, высокой жесткости и хорошей обрабатываемости он идеален для станкостроения и многих других массовых производств. Масса отливок составляет от 100 г до нескольких сот килограммов, толщина в сечении обычно не более 5 см.
Литейный чугун.
К литейным чугунам относят широкий диапазон сплавов железа с углеродом и кремнием, содержащих 2–4% углерода. Для литья применяются четыре основных вида литейного чугуна: серый, белый, отбеленный и половинчатый. Предел прочности при растяжении литейного чугуна составляет 140–420 МПа, а некоторых легированных литейных чугунов – до 550 МПа. Для литейного чугуна характерны низкая пластичность и низкая ударная прочность; у конструкторов он считается хрупким материалом. Масса отливок – от 100 г до нескольких тонн. Отливки из литейного чугуна применяются практически во всех отраслях промышленности. Их себестоимость невелика, и они легко обрабатываются резанием.
Чугун с шаровидным графитом.
Шаровидные включения графита придают чугуну пластичность и другие свойства, выгодно отличающие его от серого чугуна. Шаровидность включений графита достигается путем обработки чугуна магнием или церием непосредственно перед литьем. Предел прочности при растяжении чугуна с шаровидным графитом составляет 400–850 МПа, пластичность – от 20 до 1%. Правда, для чугуна с шаровидным графитом характерна низкая ударная прочность образца с надрезом. Отливки могут иметь как большую, так и малую толщину в сечении, масса – от 0,5 кг до нескольких тонн.
Цветные металлы.
Медь, латунь и бронза.
Существует много различных сплавов на основе меди, пригодных для литья. Медь применяется в тех случаях, когда необходима высокая тепло- и электропроводность. Латунь (сплав меди с цинком) используется, когда желателен недорогостоящий, умеренно коррозионностойкий материал для изготовления разнообразных изделий общего назначения. Предел прочности при растяжении литой латуни составляет 180–300 МПа. Бронза (сплав меди с оловом, к которому могут добавляться цинк и никель) применяется в тех случаях, когда требуется повышенная прочность. Предел прочности при растяжении литых бронз составляет 250–850 МПа.
Никель.
Медно-никелевые сплавы (типа монель-металла) обладают высокой коррозионной стойкостью. Для сплавов никеля с хромом (типа инконеля и нихрома) характерно высокое тепловое сопротивление. Молибдено-никелевые сплавы отличаются высокой стойкостью к соляной кислоте и окисляющим кислотам при повышенных температурах.
Алюминий.
Литые изделия из алюминиевых сплавов в последнее время применяются все шире благодаря их легкости и прочности. Такие сплавы обладают довольно высокой коррозионной стойкостью, хорошей тепло- и электропроводностью. Прочность на растяжение литых алюминиевых сплавов находится в пределах от 150 до 350 МПа.
Магний.
Магниевые сплавы применяются там, где на первом месте стоит требование легкости. Предел прочности при растяжении литых магниевых сплавов составляет 170–260 МПа.
Титан.
Титан – прочный и легкий материал – плавится в вакууме и отливается в графитовые формы. Дело том, что в процессе охлаждения поверхность титана может загрязняться вследствие реакции с материалом формы. Поэтому титан, отлитый в какие-либо другие формы, кроме форм из механически обработанного и прессованного порошкового графита, оказывается сильно загрязненным с поверхности, что проявляется в повышенной твердости и низкой пластичности при изгибе. Титановое литье применяется главным образом в авиакосмической промышленности. Прочность на растяжение литого титана – свыше 1000 МПа при относительном удлинении 5%.
Редкие и драгоценные металлы.
Отливки из золота, серебра, платины и редких металлов применяются в ювелирном деле, зубоврачебной технике (коронки, пломбы), литьем изготавливаются также некоторые детали электронных компонентов.
СПОСОБЫ ЛИТЬЯ
Основные способы литья таковы: статическая заливка, литье под давлением, центробежное литье и вакуумная заливка.
Статическая заливка.
Чаще всего применяется статическая заливка, т.е. заливка в неподвижную форму. При таком способе расплавленный металл (или неметалл – пластмасса, стекло, керамическая суспензия) просто заливается в полость неподвижной формы до ее заполнения и выдерживается до затвердевания.
Литье под давлением.
Литейная машина заполняет металлическую (стальную) литейную форму (которая обычно называется пресс-формой и может быть многогнездной) расплавленным металлом под давлением от 7 до 700 МПа. Преимущества такого метода – высокая производительность, высокое качество поверхности, точные размеры литого изделия и минимальная потребность в его механической обработке. Типичные металлы для литья под давлением – сплавы на основе цинка, алюминия, меди и олова-свинца. Благодаря низкой температуре плавления такие сплавы весьма технологичны и позволяют обеспечить малые допуски на размеры и превосходные характеристики отливок.
Сложность конфигурации отливок в случае литья под давлением ограничивается тем, что при отделении от пресс-формы отливка может быть повреждена. Кроме того, несколько ограничена толщина изделий; более предпочтительны изделия тонкого сечения, в котором расплав быстро и равномерно затвердевает.
Литейные машины для литья под давлением бывают двух типов – с холодной и горячей камерой прессования. Машины с горячей камерой прессования применяются в основном для сплавов на основе цинка. Горячая камера прессования погружена в расплавленный металл; под небольшим давлением сжатого воздуха или под действием поршня жидкий металл вытесняется из горячей камеры прессования в пресс-форму. В литейных машинах с холодной камерой прессования расплавленный алюминиевый, магниевый или медный сплав заполняет пресс-форму под давлением от 35 до 700 МПа.
Отливки, полученные литьем под давлением, применяются во многих бытовых приборах (пылесосах, стиральных машинах, телефонных аппаратах, светильниках, пишущих машинках) и очень широко – в автомобильной промышленности и в производстве компьютеров. Отливки могут быть массой от нескольких десятков граммов до 50 кг и более.
Центробежное литье.
При центробежном литье расплавленный металл заливается в песочную или металлическую литейную форму, вращающуюся вокруг горизонтальной или вертикальной оси. Под действием центробежных сил металл отбрасывается от центрального литника к периферии формы, заполняя ее полости, и затвердевает, образуя отливку. Центробежное литье экономично и для некоторых видов изделий (осесимметричных типа труб, колец, обечаек и т.д.) более подходит, нежели статическая заливка.
Вакуумная заливка.
Такие металлы, как титан, легированные стали и жаропрочные сплавы, плавятся в вакууме и заливаются в многократные формы, например графитовые, помещенные в вакуум. При этом методе значительно снижается содержание газов в металле. Слитки и отливки, получаемые вакуумной заливкой, весят не более нескольких сот килограммов. В редких случаях большие количества стали (100 т и более), выплавленной по обычной технологии, разливают в вакуумной камере в установленные в ней изложницы или литейные ковши для дальнейшего литья на воздухе. Металлургические вакуумные камеры больших размеров откачиваются многонасосными системами. Получаемая таким методом сталь используется для изготовления специальных изделий ковкой или литьем; этот процесс называется вакуумной дегазацией.
ЛИТЕЙНЫЕ ФОРМЫ
Литейные формы делятся на многократные и разовые (песочные). Многократные формы бывают металлические (изложницы и кокили), либо графитовые или керамические огнеупорные.
Многократные формы.
Металлические формы (изложницы и кокили) для стали делают обычно из чугуна, иногда – из жаростойкой стали. Для литья цветных металлов, таких, как латунь, цинк и алюминий, пользуются чугунными, медными и латунными формами.
Изложницы.
Это наиболее распространенный вид многократных литейных форм. Чаще всего изложницы делают из чугуна и применяют для получения стальных слитков на начальном этапе производства кованой или катаной стали. Изложницы относятся к открытым литейным формам, поскольку металл заполняет их сверху самотеком. Применяются также «сквозные» изложницы, открытые и сверху, и снизу. Высота изложниц может составлять 1–4,5 м, диаметр – от 0,3 до 3 м. Толщина стенки отливки зависит от размеров изложницы. Конфигурация может быть разной – от круглой до прямоугольной. Полость изложницы несколько расширяется кверху, что необходимо для извлечения слитка.
Готовая к заливке изложница располагается на толстой чугунной плите. Как правило, изложницы заполняются сверху. Стенки полости изложницы должны быть гладкими и чистыми; при заливке нужно следить за тем, чтобы металл не расплескивался и не разбрызгивался на стенки. Залитый металл затвердевает в изложнице, после чего слиток вынимают («раздевают слиток»). После остывания изложницы ее чистят изнутри, опрыскивают формовочной краской и используют снова. Одна изложница позволяет получить 70–100 слитков. Для дальнейшей обработки ковкой или прокаткой слиток нагревают до высокой температуры.
Кокили.
Это закрытые металлические литейные формы с внутренней полостью, соответствующей конфигурации изделия, и литниковой (заливочной) системой, которые выполняются путем механической обработки в чугунном, бронзовом, алюминиевом или стальном блоке. Кокиль состоит из двух или большего числа деталей, после соединения которых остается лишь небольшое отверстие сверху для заливки расплавленного металла. Для формования внутренних полостей в кокиль закладываются гипсовые, песочные, стеклянные, металлические или керамические «стержни». Литьем в кокиль получают отливки из сплавов на основе алюминия, меди, цинка, магния, олова и свинца.
Литье в кокиль применяется лишь в тех случаях, когда требуется получить не менее 1000 отливок. Ресурс кокиля достигает нескольких сотен тысяч отливок. Кокиль идет в скрап, когда (из-за постепенного выгорания от расплавленного металла) начинает недопустимо снижаться качество поверхности отливок и перестают выдерживаться расчетные допуски на их размеры.
Графитовые и огнеупорные формы.
Такие формы состоят из двух или большего числа деталей, при соединении которых образуется требуемая полость. Форма может иметь вертикальную, горизонтальную или наклонную поверхность разъема либо разбираться на отдельные блоки; это облегчает извлечение отливки. После извлечения форму можно собрать и использовать снова. Графитовые формы допускают сотни отливок, керамические – лишь несколько.
Графитовые многократные формы можно изготовить путем механической обработки графита, а керамические легко формуются, так что они значительно дешевле металлических форм. Графитовые и огнеупорные формы могут использоваться для повторного литья в случае неудовлетворительных отливок, полученных литьем в кокиль.
Огнеупорные формы делают из фарфоровой глины (каолина) и других высокоогнеупорных материалов. При этом используются модели из легкообрабатываемых металлов или из пластмассы. Порошкообразный или гранулированный огнеупор замешивают с глиной на воде, полученную смесь формуют и заготовку литейной формы обжигают так же, как кирпичи или посуду.
Разовые формы.
На песочные литейные формы налагается гораздо меньше всяческих ограничений, нежели на любые другие. Они пригодны для получения отливок любых размеров, любой конфигурации, из любого сплава; они наименее требовательны к конструкции изделия. Песочные формы изготавливают из пластичного огнеупорного материала (обычно кремнистого песка), придавая ему нужную конфигурацию, чтобы залитый металл по затвердевании сохранил эту конфигурацию и мог быть отделен от формы.
Формовочную смесь получают, замешивая на воде в специальной машине песок с глиной и органическими связующими.
При изготовлении песчаной формы в ней предусматривают верхнее литниковое отверстие с «чашей» для заливки металла и внутреннюю литниковую систему каналов для питания отливки расплавленным металлом в процессе затвердевания, так как иначе из-за усадки при затвердевании (свойственной большинству металлов) в отливке могут образовываться пустоты (усадочные раковины).
Оболочковые формы.
Такие формы бывают двух типов: из материала с низкой температурой плавления (гипс) и из материала с высокой температурой плавления (на основе тонкого порошка диоксида кремния). Гипсовую оболочковую форму изготавливают, замешивая на воде гипсовый материал с крепителем (быстроотверждающимся полимером) до тонкой консистенции и облицовывая такой смесью модель отливки. После того как материал формы затвердеет, ее разрезают, обрабатывают и сушат, а затем «спаривают» две полуформы и заливают. Такой способ литья пригоден только для цветных металлов.
Литье по восковым выплавляемым моделям.
Такой метод литья применяется для драгоценных металлов, стали и других сплавов с высокой температурой плавления. Сначала изготавливают пресс-форму, соответствующую отливаемой детали. Ее обычно выполняют из легкоплавкого металла или (механической обработкой) из латуни. Затем, заполняя пресс-форму парафином, пластмассой или ртутью (после этого замораживаемой), получают модель для одной отливки. Модель облицовывают огнеупорным материалом. Материал оболочковой формы получают из тонкого порошка огнеупора (например, пудры диоксида кремния) и жидкого связующего. Слой огнеупорной облицовки уплотняют вибрацией. После того как он затвердеет, форму нагревают, парафиновая или пластмассовая модель расплавляется и жидкость вытекает из формы. Затем форму обжигают для удаления газов и в нагретом состоянии заливают жидким металлом, который поступает самотеком, под давлением сжатого воздуха или под действием центробежных сил (в машине для центробежного литья).
Керамические формы.
Керамические формы изготавливаются из фарфоровой глины, силлиманита, муллита (алюмосиликаты) или других высокоогнеупорных материалов. При изготовлении таких форм обычно пользуются моделями из легкообрабатываемых металлов или из пластмассы. Порошкообразные или гранулированные огнеупорные материалы смешивают с жидким связующим (этилсиликатом) до студнеподобной консистенции. Только что изготовленная форма пластична, так что модель можно извлечь из нее, не повредив полость формы. Затем форму обжигают при высокой температуре и заливают расплавом нужного металла – стали, твердого хрупкого сплава, сплава на основе редких металлов и пр. Такой метод позволяет изготавливать формы любых типов и пригоден как для мелкосерийного, так и для крупносерийного производства.
См. также КЕРАМИКА ПРОМЫШЛЕННАЯ.
Юдкин В.С. Производство и литье сплавов цветных металлов. М., 1967–1971
Бауман Б.В. и др. Литейное производство. М., 1971
Степанов Ю.А. и др. Технология литейного производства. М., 1983
Основы литейного производства
Литьё является одним из важнейших и распространенных способов изготовления заготовок и деталей машин. Масса литых деталей составляет около 60 % от массы тракторов и сельскохозяйственных машин, (70… 85) % от массы прокатных станов и металлорежущих станков.
Сущность процесса литья заключается в том, что расплавленный металл определенного химического состава заливается в заранее приготовленную литейную форму, полость которой по своим размерам и конфигурации соответствует форме и размерам требуемой заготовки. После остывания заготовки или готовой детали, называемые отливками, извлекают из формы.
Для получения отливок высокого качества литейные сплавы должны обладать определенными литейными свойствами: хорошей жидкотекучестью, низкой усадкой, иметь химическую однородность структуры, низкую температуру плавления и т.д.
Большую часть чугунных и стальных отливок получают методом литья в песчано-глинистые формы (до 60 % общего объема). Для получения отливок с высокой точностью (минимальными припусками на механическую обработку) и шероховатостью поверхности, однородной структурой металла применяют специальные способы литья: литье в металлические формы (кокили), центробежное литье, литье под давлением, литье по выплавляемым моделям, литье в оболочковые формы и т. д.
Основными преимуществами литья перед другими способами получения заготовок и деталей являются:
а) возможность получения заготовок и деталей различной конфигурации, из различных металлов и сплавов;
б) возможность получения фасонных изделий сложной конфигурации (полых, объемных и т. д.), которые невозможно и экономически нецелесообразно изготавливать другими методами (например, резанием – большой расход металла в стружку, значительные затраты времени и др.);
в) универсальность технологий – возможность изготовления заготовок от нескольких граммов до сотен тонн;
г) возможность переработки отходов производства и брака:
д) относительная простота получения и низкая стоимость отливок.
Наряду с достоинства литье имеет и недостатки:
а) трудность получения однородного химического состава отливки;
б) точность и качество поверхности детали ниже, чем при обработке её резанием или пластическим деформированием;
в) неоднородность состава и пониженная плотность материала заготовок, а следовательно, их более низкие, чем заготовок, полученных обработкой давлением, прочностные характеристики.
Основными направлениями развития литейного производства являются: реконструкция и модернизация имеющегося оборудования; замена устаревшего оборудования высокопроизводительными литейными автоматами и полуавтоматами, робототехническими комплексами; снижение материалоемкости продукции машиностроительного комплекса путем увеличения доли литья из легированных сталей и высокопрочного чугуна, а также точного литья.
Основными технико-экономическими показателями работы литейных цехов являются: годовой выпуск отливок в тоннах; выпуск отливок на одного производственного работающего; съем литья с одного квадратного метра производственной площади цеха; выход годного металла; доля брака литья; уровень механизации и автоматизации; доля литья получаемого специальными способами; себестоимость одной тонны литья.
А) Литье в песчано-глинистые формы
Литейную форму, имеющую полость, в которую заливают расплавленный металл, изготавливают из формовочной смеси по модели. Модель - это приспособление для получения в форме рабочей полости будущей отливки. Модели могут изготавливаться из дерева, пластмассы или металла, размеры их должны быть больше размеров отливок на величину усадки металла и величину припуска для последующей механической обработки.
Формовочные смеси для литейных форм и стержней состоят из кварцевого песка, специальной глины, воды и ряда добавок (льняного масла, канифоли, декстрина, жидкого стекла, деревянных опилок или торфяной крошки), обеспечивающих газопроницаемость и пластичность смеси. При изготовлении формы формовочную смесь, увлажненную и тщательно перемешанную, засыпают в нижнюю опоку, предварительно установив модель отливки (рис.1). Затем смесь уплотняют вручную различными приспособлениями или на специальных формовочных машинах. После уплотнения смеси модель извлекают из нижней опоки. Аналогичным образом уплотняют смесь и в верхней опоки, предварительно установив в нее, помимо модели отливки, модель литниковой системы, образующую каналы для заливки жидкого металла в полость литейной формы. Литниковая система состоит из литниковой чаши, вертикального стояка, шлакоуловителя, питателя и выпора. Литниковая система должна обеспечивать плавное поступление расплавленного металла в форму и отвод газов из формы.
Затем, установив стержни в форму, производят её сборку: верхнюю опоку устанавливают на нижнюю и фиксируют опоки штырями. В таком виде (рис. 1) форма готова к заливке расплавом.
Плавку металла выполняют в различных плавильных устройствах. Чугун плавят в вагранках, сталь - в конверторах и электропечах, цветные металлы и их сплавы - в электрических печах и тиглях. Температуру расплавленного металла доводят до температуры заливки, т.е. на 100…150 С выше температуры плавления сплава.
После заливки расплава в литейную форму и его охлаждения, отливки выбивают из формы и очищают от формовочной смеси вручную, на вибрационных решетках или дробеструйных установках. Обрубку элементов литниковой системы выполняют дисковыми фрезами, ленточными пилами, на обрезных прессах, газопламенными или плазменными резаками. Зачистку отливок от заусенцев и заливов выполняют абразивными кругами.
Перед отправкой в механические цехи стальные отливки обязательно подвергаются термической обработке – отжигу или нормализации – для снятия внутренних напряжений и измельчения зерна металла. В отдельных случаях термической обработке подвергаются отливки и из других сплавов.
Преимуществом литья в песчано-глинистые формы является невысокая стоимость формовочных материалов и модельной оснастки. Однако этот способ литья является более трудоемким в сравнении с другими. Кроме того, литьё в песчано-глинистые формы обеспечивает малую точность размеров и большую шероховатость поверхности.
Б) Специальные способы литья
Специальные способы литья по сравнению с литьем в песчано-глинистые формы позволяют получать отливки более точных размеров с хорошим качеством поверхности, что способствует: уменьшению расхода металла и трудоемкости механической обработки; повышению механических свойств отливок и уменьшению потерь от брака; значительному снижению или исключению расхода формовочных материалов; сокращению производственных площадей; улучшению санитарно-гигиенических условий и повышению производительности труда.
К ним относят литьё: в постоянные металлические формы (кокиль); центробежное; под давлением; в тонкостенные разовые формы; по выплавляемым моделям; корковое или оболочковое; электрошлаковое литьё.
Литье в оболочковые формы.При этом способе литья применяют специальные оболочковые формы, изготавливаемые из кварцевого песка (92…95 %) и термореактивной синтетической смолы (5…8 %). Песчано-смоляную смесь готовят перемешиванием песка и измельченной порошкообразной смолы с добавкой растворителя (холодный способ) или при температуре 100…120 С (горячий способ), в результате чего смола обволакивает (плакирует) зерна песка. Затем смесь дополнительно дробиться до получения отдельных зерен, плакированных смолой, и загружается в бункер.
Изготовление оболочковых форм производят следующим образом (рис. 2.). Металлическую модель, нагретую до 200…300 С, покрывают слоем теплостойкой смазки (силиконовая жидкость) и помещают в бункер, затем засыпают формовочной смесью и выдерживают 10…30 с. За это время происходит предварительное спекание оболочки на модели. Потом с модели удаляют излишки сыпучей формовочной смеси и вместе с оболочкой выдерживают в печи 1…3 мин. при температуре 300…375 С. При этом происходит окончательное спекание оболочки толщиной 7…15 мм. После охлаждения, благодаря разделительному слою теплостойкой смазки, оболочка легко снимается с модели. Выполненные таким образом отдельные части формы и литниковую систему собирают, склеивая по плоскостям разъемов и скрепляя скобами или струбцинами. Изготовление и сборка оболочковых форм легко механизируется и автоматизируется.
В отличие от литья в песчано-глинистые формы литье в оболочковые формы обеспечивает большую точность размеров и меньшую шероховатость. Припуск на механическую обработку составляет 0,5…3 мм. Однако ограниченная масса отливок (до 250…300 кг) и более сложная технологическая оснастка являются недостатками этого способа литья. Поэтому литье в оболочковые формы используют в серийном и массовом производстве отливок малых и средних размеров.
Литье по выплавляемым моделям.Процесс получения отливок заключается в следующем. В пресс-форме из легкоплавкой смеси стеарина (50 %) и парафина (50 %) отливают модель отливки и элементов литниковой системы. Температура прессования смеси 42…45 С. Модель и литниковую систему собирают в блок, покрывают керамической оболочкой (толщиной 2…8 мм). Керамическое покрытие состоит из 60…70 % пылевидного кварца или тонко измельченного кварцевого песка и 30…40 % связующего вещества (раствор этилсиликата). Затем из керамической литейной формы водой, паром или горячим воздухом выплавляют модель. Освобожденные от модели формы помещают в опоки с песком, уплотняют и прокаливают при 900…950 С в течение 3…5 ч. При этом происходит выгорание остатков модельного состава и отжиг керамической формы. После прокаливания готовые формы поступают на заливку металлом.
Литье по выплавляемым моделям обеспечивает получение размеров отливки большей точности. Этим способом можно получить отливки самой сложной формы с толщиной стенок до 0,3…0,8 мм с минимальным припуском на механическую обработку (до 0,7 мм).
Недостатки – стоимость отливок, получаемых по выплавляемым моделям, выше, чем изготавливаемых другими способами литья.
Литье в металлические формы.Металлические литейные формы (кокили) изготавливают разъёмными и неразъёмными в основном из стали и чугуна. Для получения сложных полостей используют металлические и песчаные стержни.
Процесс литья в кокиль включает следующие операции: очистку кокиля, нанесение на его внутреннюю поверхность огнеупорной обмазки (из кварца, графита, асбеста и жидкого стекла), нагрев кокиля до 150…450 С, заливку расплавленного метала. Нанесение огнеупорной обмазки обеспечивает увеличение срока службы кокиля, предупреждение приваривания металла к стенкам кокиля и облечение извлечения отливок. Подогрев предохраняет кокиль от растрескивания и облегчает заполнение формы металлом. После затвердевания отливку извлекают из кокиля при помощи выталкивателя.
Преимуществами литья в кокиль по сравнению с литьем в разовые песчано-глинистые формы являются: получение отливок более точных размеров и форм; мелкозернистой структуры металла и соответственно с лучшими физико-механическими свойствами; обеспечение высокой производительности труда; более низкой стоимости отливок; улучшения условий труда литейщика.
Недостатки способа - высокая стоимость кикилей; низкая газопроницаемость и податливость металлической формы, приводящая к образованию газовых раковин и трещин в отливках; быстрое охлаждение металла затрудняет получение отливок сложной формы, вызывает опасность появления у чугунных отливок отбеленных труднообрабатываемых поверхностей.
Литье под давлением. Сущность процесса литья заключается в том, что расплавленный металл заполняет пресс-форму под давлением поршня (рис.3а). После затвердевания металла форма раскрывается и отливка извлекается.
Перед началом работы пресс-форму подогревают до 150…400 С в зависимости от заливаемого сплава и смазывают смазкой на основе минеральных масел с графитом.
Производительность поршневых машин достигает 500 отливок в час. В условиях массового производства применение литья под давлением позволяет снизить трудоемкость получения отливок в 10…12 раз, а трудоемкость механической обработки – в 5…8 раз. За счет высокой точности изготовления и обеспечения повышенных механических свойств отливок, полученных под давлением, достигается экономия до 30…50 % металла по сравнению с литьем в разовые формы. Создается возможность полной автоматизации процесса.
Центробежный способ литья – высокопроизводительный способ изготовления полых отливок типа тел вращения (втулок, труб, гильз) из цветных и железоуглеродистых сплавов, а также биметаллов. Сущность способа состоит в заливке жидкого металла во вращающуюся металлическую или керамическую форму (изложницу). Жидкий металл за счет центробежных сил отбрасывается к стенкам формы, растекается вдоль них и затвердевает. Неметаллические включения собираются на внутренней стороне отливки и удаляются при дальнейшей механической обработке (рис.3б). После охлаждения готовая отливка с помощью специальных приспособлений извлекается из формы.
Отливки получаются точной конфигурации, с малой шероховатостью поверхностей и имеют плотную мелкозернистую структуру металла.
Как и при кокильном литье, металлические формы перед заливкой жидкого металла подогреваются и на них наносятся защитные покрытия.
Центробежное литьё высокопроизводительно (за 1 ч. можно отлить 40…50 чугунных труб диаметром 200…300 мм), дает возможность получать полые отливки без применения стержней и биметаллические отливки последовательной заливкой двух сплавов (например, стали и бронзы), по сравнению с литьем в стационарные песчано-глинистые и металлические формы обеспечивает более высокое качество отливок, почти устраняет расход металла на прибыли и выпоры, увеличивает выход годного литья на 20…60 %.
К недостаткам способа следует отнести высокую стоимость форм и оборудования, ограниченность номенклатуры отливок.
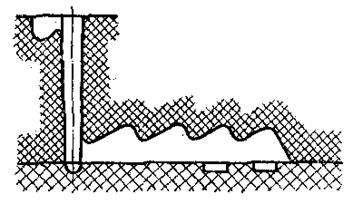
Непрерывное литьё - это способ получения протяжных отливок постоянного поперечного сечения путем непрерывной подачи расплава в форму и вытягивания из нее затвердевшей части отливки. В зависимости от направления вытягивания различают вертикальное и горизонтальное непрерывное литье. Вертикальное литье обычно применяют для получения слитков и труб.
Схема горизонтального литья приведена на рис.4. Кристаллизатор 2, установленный в металлоприемник 1, изготавливается из меди, графита и, реже, стали. Он имеет внутреннюю полость, профиль которой соответствует поперечному сечению отливки. На выходной части кристаллизатора устанавливается рубашка водяного охлаждения 3. Слиток 6 вытягивается из кристаллизатора тянущими роликами 5 и разделяется на мерные куски с помощью пилы 7 или плазменной резки. Центральная часть слитка после его выхода из кристаллизатора остается жидкой, в связи с чем с целью ускорения затвердевания и исключения прорыва расплава через оболочку твердого металла устанавливается душевое устройство для охлаждения водой 4.
Непрерывным литьем получают заготовки постоянного сечения в виде круга, полосы или более сложного профиля. Недостатком этого метода литья является ограниченность номенклатуры отливок, связанная с невозможностью получения сложных по форме заготовок.
Литье вакуумным всасыванием - этим методом получают отливки типа втулок, колец, заготовок зубчатых колес, гильз и т.д. На поверхности расплава, находящегося в металлоприемнике 3, помещают плоское кольцо из огнеупорного материала 2, на которое сверху опускается металлическая водоохлаждаемая форма - кристаллизатор 1. Внутри формы насосом создается разряжение и расплавленный металл 4 втягивается в форму. Снимая разряжение в форме, можно удалять из неё расплав и получать полые отливки. За счет направленной кристаллизации от поверхности к центру и подпитки затвердевающей отливки из металлоприемника удается получить плотную отливку без усадочных дефектов и газовой пористости. Особенностью этого процесса является высокий выход годного металла, так как отсутствует необходимость в литниковой системе и прибылях.
Дефекты отливок- обусловлены неправильной конструкцией отливок, нарушением технологии литья или ошибками при её разработке. К основным дефектам относят раковины, трещины, дефекты поверхности и несоответствие конфигурации и размеров требованиям чертежа.
Литье в форму
Технология литья в форму, или матрицу, основана на физическом свойстве жидкости затекать в твердые емкости, заполняя все их уголки. После этого жидкость застывает и образует твердую отливку, повторяющую все детали поверхности матрицы.

Разновидности литья в форму
Методом литья получают самые разнообразные изделия из металлов, для этого их предварительно нагревают, доводя до температуры плавления и перехода в жидкое состояние. Этот способ обработки металлов был освоен человечеством в IV-III тысячелетии до н.э. Температура плавления самых применяемых человеком металлов — от 213 °C у олова до 1538 °C у железа.
Кроме металлов, путем литья получают изделия из различных пластмасс. Их температура плавления намного ниже — в диапазоне 200-300 °C.
Также литьем получают изделия из смесей неметаллических веществ, химически отвердевающих при комнатной температуре — это смолы и пластмассы, гипс и цемент.
Основные виды литья в формы
Виды литья делятся по различным признакам.
По возможности повторного использования различают однократные (песчаные, оболочковые, выплавляемые модели, газифицируемые модели) и многократные формы — кокили, цементные, графитовые и асбестовые. Однократная разбивается, чтобы извлечь изделие. Многократные бывают разборные и неразборные, и обеспечивают повторное литье в форму от десятков до тысяч раз.
Однократные формы Многократные формы
Традиционные методы литья, освоенные человечеством еще в древности — в песчаные формы и в кокиль.
Прогрессивные виды технологии, разработанные в прошлом веке и завоевавшие популярность сегодня:
- в оболочковые формы;
- по выплавляемым моделям;
- центробежное;
- под давлением;
- по газифицируемым моделям;
Литьё в оболочковые формы
Для литья металлов данным способом готовят состав из песка и порошкообразного связующего, чаще всего фенолформальдегидных смол.
Модель, или макет нагревают до 300 °C и обсыпают подготовленной смесью. За короткое время (около минуты) на поверхности макета запекается упрочненный слой. Излишки смеси убирают.
Иногда плакированную смесь задувают в промежуток между разогретой моделью и фигурной опокой. Следующий этап — обжиг при температуре 650 °C для окончательного набора прочности. После извлечения макета половинки матрицы соединяют вместе – и она готова к отливке. Для того чтобы матрица не деформировалась весом поступающего в нее расплава, ее окружают металлическим ящиком, который заполняют дробью. Дробь улучшает также и график остывания изделия.

Литьё в оболочковые формы
Основные преимущества метода:
- существенное снижение трудоемкости и времени подготовки формы по сравнению с литьем в землю
- контроль режима остывания изделия
- процесс поддается механизации
Данный вид заливки пригоден для изделий весом до 30 кг.
Литьё по выплавляемым моделям
Выплавляемые модели – пожалуй, самый дорогостоящий и трудоемкий вид литья металлов.
Его используют для особо ответственных видов изделий высокой точности — таких, например, как турбинные лопатки. Точный макет будущей детали выполняется из вещества с низкой температурой плавления, такого, как воск. В производстве используется смесь парафин-стеарин в равных частях. Для более крупных видов изделий в состав добавляют соли, препятствующие короблению макета. Потом путем погружения макет покрывают 5-12 слоями специальной жаростойкой суспензии. В качестве основы берут гидролизованные силикаты, жаростойкой обсыпкой являются зерна электрокорунда или кварца.

Отливки по выплавляемым моделям
Для сушки применяют шкафы, наполненные аммиачным газом. Далее форму нагревают, чтобы из нее вытек парафин. Остатки состава удаляют паром, подаваемым под высоким напором. Следующая фаза подготовки — прокаливание при температуре около 100 °C. Эту операцию проводят для избавления от остатков, способных к газификации. Заливка осуществляется в подогретые до 1000 °C матрицы. После охлаждения изделия по заданному графику в термостате, матрицу разбирают и достают деталь.
Основное преимущество этого вида заливки — высокая точность соблюдения размеров и качество поверхности.
- возможно изготовление продукции из сплавов, плохо поддающихся механической обработке
- Можно отливать детали, которые другими видами литья пришлось бы лить по частям и впоследствии соединять в единый узел
Недостатки – низкий коэффициент использования металла и чрезвычайно высокая трудоемкость.
Литье по газифицируемым моделям
Представляет собой развитие вида заливки в песчаные формы с применением ручной или машинной формовки. Суть данного вида в том, что макет делают не из дерева, а из легкоплавкого пластика, чаще всего вспененного полистирола.

Литье по газифицируемым моделям
Модель размещают в опоке, после чего проводят послойную формовку песчано-глиняной смесью с уплотнением. В верхней части формы создают литниковую систему. Расплав заливают прямо поверх модели, полистирол плавится и газифицируется, выходя через формовочные массы вместе с другими литьевыми газами.
Преимущества этого вида заливки:
- трудоемкость подготовки форм снижается многократно
- можно моделировать и отливать за один раз детали любой, даже самой сложной формы
- не нужны составные макеты и сложные составные формы.
- Доступны большие серии изделий — в этом случае макеты также отливаются.
ЛГМ-это современный вид литья, приобретающий все большую популярность среди металлургов.
Литье под давлением
Отличается от традиционного вида заливки тем, что расплав поступает в форму не под действием гравитации, а под влиянием избыточного давления, создаваемого в отливочной камере напором газа или поршнем. Тигель с расплавом, система его нагрева, формы и металлопровод помещены в герметичную камеру и представляют собой единый механизированный и автоматизированный комплекс.

Литье под давлением
По достижении требуемой температуры расплава в тигель опускается металлопровод, выполненный из тугоплавкого титанового сплава, и в камеру подается напор воздуха. Под его воздействием расплав поднимается в матрицу и заполняет ее. Автоматика поддерживает постоянное давление в камере, поскольку объем ее увеличивается по мере расходования металла. Далее вентиляционные насосы откачивают литьевые газы в систему очистки воздуха. При этом виде заливка проводится как в одноразовые песчаные формы, включая газифицируемые модели, так и в многократные: кокили, цементные, графитовые и асбестовые. По окончании заполнения формы остаток металла стекает из металлопровода обратно в тигель.
- Высокая степень автоматизации литейных операций
- Исключение ручного труда во вредных условиях
- Экологичность
- Высокий коэффициент использования металла.
- Сложность оборудования
- Размер отливки ограничен размером герметичной камеры.
Данный вид популярен в цветной металлургии для крупных партий небольших и средних деталей.
Центробежное литье
Используется при производстве изделий, имеющих форму вращения — втулок, шестерен и т.п. Литье проводится в металлическую матрицу, вращающуюся с большой скоростью.

Центробежная сила прижимает жидкий металл к внешней стенке, где он и кристаллизуется. Метод позволяет получить исключительно однородные отливки. Возможно создание и многослойных деталей. Слои заливаются один за другим.
Достоинства и недостатки литья в форму
Отливка в форму, как и любая технология, имеет свои плюсы и минусы.
- Точное повторение геометрии макета
- Производство изделий самой замысловатой геометрии
- Возможность изготовления большого количества идентичных деталей
- Низкая себестоимость продукции
- Высокая трудоемкость
- Тяжелые условия труда и вред для экологии
- Сложность автоматизации процессов, особенно подготовки сложных форм
- Неоднородность состава и плотности материала отливок.
Современные виды литья во многом снимают эти недостатки. Так, использование ЛГМ многократно снижает трудоемкость подготовки, литье под давлением повышает однородность изделий и автоматизирует процессы во вредных условиях труда, центробежное и интрузионное литье позволяет получить абсолютно однородные отливки. Металлурги постоянно разрабатывают новые разновидности известных методов литья и изобретают принципиально новые его виды.
Читайте также: