Металлические материалы для 3д печати
Обновлено: 05.10.2024
Компания SLM Solutions, чей головной офис располагается в Любеке (Германия), является ведущим разработчиком технологий металлического аддитивного производства. Акции компании включены в список первого уровня Франкфуртской фондовой биржи. Основное направление деятельности SLM Solutions – разработка, сборка и продажа оборудования и интегрированных системных решений в области селективного лазерного плавления (Selective Laser Melting, SLM).
Свойства получаемой продукции в значительной степени зависят от свойств используемого в SLM-принтерах металлического порошка – таких, как степень чистоты, текучесть и объемная плотность. Поэтому, начиная с 2016 года, компания SLM Solutions активно работает в сфере производства металлических порошков, чтобы обеспечить клиентов материалами, которые идеально подходят для использования в SLM-принтерах для решения конкретных задач.
Широкий ассортимент металлов для 3D-печати – от зубных протезов до лопаток турбин
Клиенты из самых разных отраслей используют 3D-принтеры SLM Solutions для производства сложных деталей в самых разнообразных областях – от зубных протезов до лопаток турбин. Все эти продукты объединяет одно: они должны соответствовать высочайшим требованиям в отношении стабильности, структуры поверхности или биосовместимости. При этом число сценариев использования все время растет, так как изделие может иметь практически любую геометрию.

Такой воздухозаборник из титана производится с высокой точностью без необходимости в какой-либо серьезной доводке

Требуется всего два дня, от получения гибкой конструкции до тестирования в режиме реального времени подобного фланца вала

Рабочие колеса насосов из алюминия и нержавеющей стали с оптимизированной геометрией формы изготавливаются без расходов на литье

Рабочие колеса из нержавеющей стали — инновационные структурные элементы для систем децентрализованного энергоснабжения

Индивидуальные брекеты и небные пластины производятся после 3D-сканирования, при этом нет необходимости в получении зубного слепка и отливки

Свобода в проектировании индивидуальных титановых имплантатов для каждого пациента обеспечивает их лучшую приживаемость

Университеты и научные центры
Сегодня инженеры практически каждый день находят новые решения проблем традиционного производства
Алюминиевые сплавы
Обзор металлических порошков, разработанных SLM Solutions, мы начнем со сплава на основе алюминия, который широко используется в аддитивном производстве для изготовления функциональных деталей и прототипов. Сплав AlSi10Mg часто применяется в отраслях, где требуются хорошие механические свойства и небольшая масса: в аэрокосмической и автомобильной промышленности, машиностроении, производстве теплообменных устройств.
AlSi12 – сплав на основе алюминия, оптимизированный для использования в аддитивных установках компании SLM Solutions. Сплав AlSi12 особенно хорошо подходит для решений, требующих отличной теплопроводности и устойчивости к деформации.
AlSi7Mg0,6 – сплав на основе алюминия, который часто используется в тех случаях, когда в число требований входят отличная теплопроводность, хорошая коррозионная стойкость и устойчивость к деформации. Применяется в автомобильной и аэрокосмической отрасли, для прототипирования, а также в научных исследованиях.
AlSi9Cu3 – сплав на основе алюминия, кремния и меди, который отличается низкой плотностью, хорошей высокотемпературной прочностью и коррозионной стойкостью. Прекрасно подходит для технологии SLM.
Никелевые сплавы
Никелевый сплав NX от SLM Solutions – это сплав с высоким содержанием хрома, молибдена и железа. Он подходит для применения при высоких температурах в агрессивных средах в таких областях, как энергетика, химическая и аэрокосмическая промышленность, производство деталей турбин. Сплав характеризуется высокой прочностью, высоким сопротивлением ползучести (до 850 °C), хорошей пластичностью и отличной стойкостью к окислению при высоких температурах.
IN625 – дисперсионно твердеющий сплав на основе никеля с содержанием хрома, молибдена и ниобия. Имеет высокую прочность, хорошую пластичность, отличное сопротивление ползучести и разрыву до 700 °C. Типичная область применения IN625 – создание компонентов авиационных двигателей с рабочими температурами до 650 °C.

Лопатка турбины с внутренними каналами конформного охлаждения, улучшающими производительность реактивного двигателя
IN718 представляет собой дисперсионно твердеющий сплав на основе никеля и хрома. Обладая прекрасными показателями сопротивления разрыву, усталости и ползучести при температурах до 700 °C, сплав IN718 играет важную роль в производстве компонентов для авиационных двигателей, турбин (в том числе газовых) и решении других задач, связанных с высокотемпературными средами.
IN939 – это высоколегированный сплав с содержанием хрома, кобальта, титана, вольфрама, алюминия, тантала и ниобия. Благодаря хорошим механическим свойствам при высоких температурах, сплав IN939 находит широкое применение при создании компонентов турбин. Особенности материала – высокая прочность, хорошая пластичность, превосходная коррозионная стойкость.
Титановые сплавы
Титановый сплав Ti6Al4V ELI марки 23 от SLM Solutions – это разновидность сплава Ti6Al4V марки 5 с высокой степенью чистоты, наиболее широко используемого в мире сплава на основе титана. Благодаря высокой прочности, низкой плотности и хорошей коррозионной стойкости, сплав Ti6Al4V хорошо подходит для производства деталей в аэрокосмической и автомобильной промышленности, энергетике, а также в биомедицине.
Титановый сплав Ti Gd. II – марка титана коммерческой чистоты с прекрасной биосовместимостью и хорошими механическими свойствами. Этот сплав широко используется во множестве областей, где необходимы отличная коррозионная стойкость, прочность, пластичность и низкая плотность, – медицине, энергетике, химической и нефтехимической промышленности, аэрокосмической индустрии.

Тормозной суппорт для суперкаров Bugatti, изготовленный из титана на аддитивной установке SLM Solutions
Кобальтовые сплавы
CoCr28Mo6 – сплав кобальта, хрома и молибдена, который находит применение в разнообразных сферах. Обладая повышенной биосовместимостью, он используется в медицине для производства имплантатов и протезов. Этот материал также подходит для производства компонентов, предназначенных для эксплуатации в высокотемпературных средах, например, деталей реактивных двигателей.
SLM MediDent – сплав кобальта, хрома, молибдена и вольфрама, специально предназначенный для применения в стоматологии. Этот сплав используется главным образом для производства биосовместимых зубных имплантатов и протезов.

Инструментальная и нержавеющая сталь
Нержавеющая сталь 316L – аустенитная высокохромистая сталь, которая прекрасно подходит для 3D-принтеров SLM Solutions. Сталь 316L часто используется в областях, где требуются хорошие механические свойства и отличная коррозионная стойкость, в частности, в хлоридных средах: в изготовлении хирургических инструментов, судостроении, аэрокосмической, автомобильной, пищевой промышленности.
15-5PH – мартенситная дисперсионно твердеющая сталь, которая прекрасно подходит для использования в оборудовании SLM Solutions. Сталь 15-5PH отличается высокой прочностью и твердостью в сочетании со средней коррозионной стойкостью. Этот материал является не содержащей ферритов разновидностью сплава 17-4PH. Типичные области применения 15-5PH – аэрокосмическая, химическая, нефтехимическая, бумажная промышленность, металлообработка, медицина.
Нержавеющая сталь 17-4PH представляет собой мартенситную дисперсионно твердеющую сталь. Она подойдет там, где необходимы высокая прочность и твердость в сочетании со средней коррозионной стойкостью.
1,2709 – это мартенситно-стареющая инструментальная сталь с высоким содержанием легированного никеля и молибдена. Сталь 1,2709 находит разнообразное применение в инструментальной промышленности и других ответственных областях применения, где нужны высокие показатели прочности и жесткости.
1,2344 – мартенситная инструментальная сталь с содержанием хрома. Также известный как H13, данный вид стали используется в инструментальной промышленности и литье под давлением при выполнении задач, требующих исключительной прочности и жесткости.
Сплав Invar 36® – это сталь с высоким содержанием никеля, которая имеет исключительно низкий коэффициент теплового расширения при температурах ниже точки Кюри, равной 280 °C. Сплав Invar 36® используется для создания компонентов, требующих высокой размерной стабильности в широком диапазоне температур, например клапанов двигателей и прецизионных инструментов.
Медные сплавы
Бронза CuSn10 – сплав меди и олова с высоким пределом эластичности и средней твердостью. Отличается хорошей износостойкостью, стойкостью к атмосферной коррозии и устойчивостью к кавитации в морской воде. Типичные области применения — компоненты и корпуса устройств, используемых в средах, подверженных воздействию морской воды (судостроение, производство теплообменных устройств).
Подробнее о металлических порошках, их свойствах и сферах применения – в бесплатной брошюре:
Статья опубликована 05.06.2018 , обновлена 04.07.2022
Об авторе
Семен Попадюк Главный редактор блога iQB Technologies, копирайтер и переводчик. Интересуется новыми технологиями и всем, что с ними связано. В блоге знакомит профессионалов рынка с актуальной информацией о – новостями, технологиями, продуктами, трендами, экспертными мнениями и историями внедрения. В свободное время изучает иностранные языки, путешествует, смотрит старое кино, любит играть в скрэббл и на гитаре.
3D-ПЕЧАТЬ МЕТАЛЛАМИ. Характеристики и особенности материалов.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.

Одно из важных преимуществ 3D-печати металлами – возможность создать изделие из практически любого сплава. Помимо стандартных металлов существует широкая номенклатура специальных сплавов – уникальных высокотехнологичных материалов, которые производятся под определенные задачи заказчика.
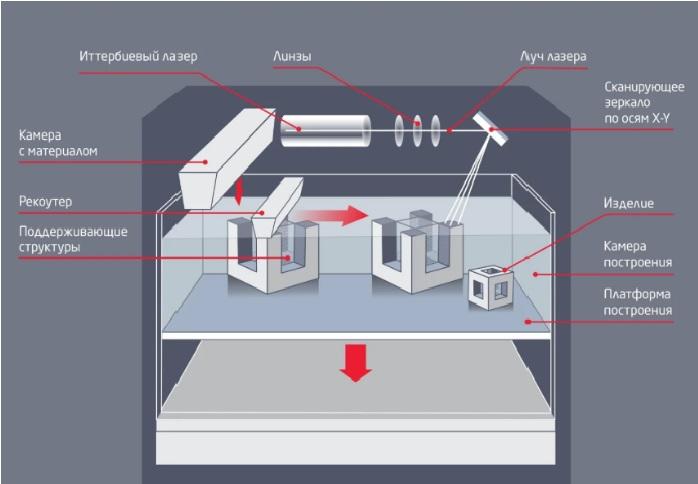
Процесс 3D-печати металлами заключается в последовательном послойном сплавлении металлических порошков при помощи мощного излучения иттербиевого лазера. В индустрии используется несколько различных наименований одного и того же процесса, в том числе селективное лазерное плавление (SLM).
Основные преимущества 3 D -печати металлами:
· высокие показатели плотности: в 1,5 раза выше, чем при литье;
· возможность создания миниатюрных и геометрически сложных объектов и других неповторимых форм в виде закрытых бионических структур;
· широкий выбор металлических сплавов, как стандартных, так и специальных;
· сокращение циклов производства и ускорение выхода готовой продукции.
Сферы применения:
· исследования и экспериментальные работы в конструкторских бюро, научных и учебных центрах.
Виды металлов, применяемых в аддитивном производстве
Современные аддитивные технологии предполагают использование около 20 протестированных и готовых к эксплуатации материалов, в их числе – инструментальные, нержавеющие, жароупорные сплавы, алюминиевые и титановые сплавы, медицинские кобальт-хром и титан.
Поскольку металлов очень много, и каждый из них обладает определенными свойствами, один металл можно заменить другим исходя из технологических задач. К примеру, если в технологической цепочке необходимо задействовать титановый сплав, то технолог сможет выбрать один из множества титановых сплавов с теми свойствами, которые нужны для производства конкретного изделия.
Наиболее распространенными и востребованными являются следующие материалы:
Материал Ti 6 Al 4 V (Титановый сплав)

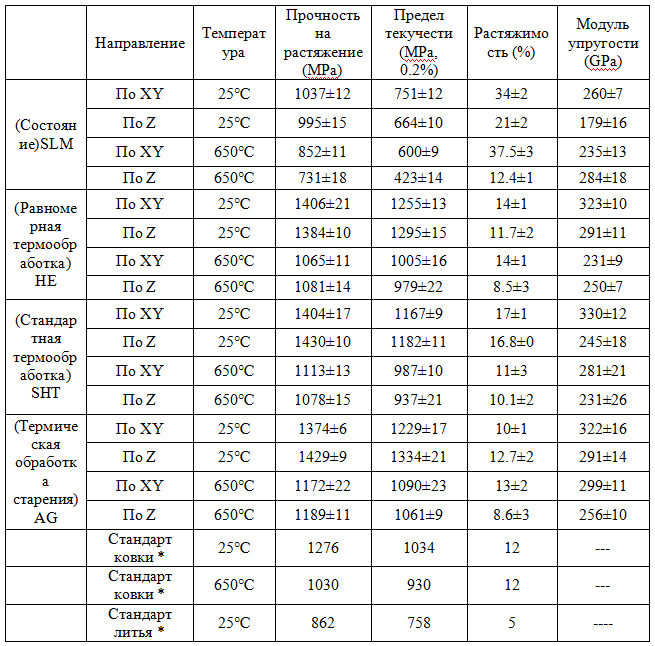
Ti6Al4V – наиболее распространенный сплав титана с превосходными механическими свойствами. Считается самым прочным и жестким титановым сплавом, отличается особо высокой сложностью обработки. Имеет плотность 4500 кг/м³ и прочность на разрыв более 900 МПа. Сплав Ti6Al4V предоставляет неоспоримые преимущества в плане снижения веса изделий в таких отраслях, как аэрокосмическая промышленность, автомобилестроение и судостроение. Эти металлы применяются, в частности, при изготовлении вкладок в пресс-формы, турбинных лопаток, камер сгорания, а также изделий, предназначенных для работы при высоких температурах (до +1100°C).
Основные технические параметры 3D-печати титанового сплава заключаются в следующем:

Материал IN 718 (Никелевый сплав)

Никель обладает способностью растворять в себе многие другие металлы, сохраняя при этом пластичность, поэтому существует множество никелевых сплавов. Например, в соединении с хромом они широко применяются в авиационных двигателях, из них изготавливают рабочие и сопловые лопатки, диски ротора турбин, детали камеры сгорания и т.п. Наиболее жаропрочными являются литейные сложнолегированные сплавы на никелевой основе, которые выдерживают температуры до +1100°C в течение сотен и тысяч часов при высоких статических и динамических нагрузках. Минимальная толщина стенки и шероховатость могут быть отнесены к материалу из титанового сплава. Его основные механические свойства следующие:
Материал AlSi 10 Mg (Алюминиевый сплав)

Это наиболее дешевые из литейных сплавов. К их преимуществам относятся высокая коррозионная стойкость, жидкотекучесть, электро- и теплопроводность. В промышленности используются, как правило, для изготовления крупногабаритных тонкостенных отливок сложной формы.
Основные технические параметры алюминиевого сплава:

Материал 316 L (Нержавеющая сталь)

В эту категорию входят сложнолегированные стали с содержанием хрома (не менее 12%). Оксид хрома образует на поверхности металла коррозионностойкую пленку, которая может разрушаться под воздействием механических повреждений или химических сред, но восстанавливается в результате реакции с кислородом. Нержавеющие сплавы применяются при производстве клапанов гидравлических прессов, арматуры крекинг-установок, пружин, сварной аппаратуры, работающей в агрессивных средах, и изделий, используемых при высоких температурах (+550…800°C). В настоящее время он является лидером по востребованности среди металлических материалов в индустрии 3D-печати.
Основные технические параметры 3D-печати из нержавеющей стали:

Потенциал 3D-печати металлами

Современные технологии позволяют получить порошок для 3D-печати металлом с определенными свойствами для решения конкретных производственных задач. А так как распылению можно подвергнуть практически любые металлы, то и номенклатура металлических материалов для 3D-принтеров чрезвычайно обширна.
Достижения металлургии в полной мере реализуются в аддитивном производстве, позволяя использовать уникальные сплавы для изготовления геометрически сложных изделий повышенной точности, плотности и повторяемости. В то же время, внедрение металлических аддитивных установок имеет и сдерживающие факторы, главный из которых – относительно высокая стоимость порошков.
3D-печать металлами обладает серьезным потенциалом для повышения эффективности производства во многих отраслях промышленности и используется все большим числом компаний и исследовательских организаций. Пример для всемирной индустрии показывают такие промышленные лидеры, как General Electric, Airbus, Boeing, Michelin, которые уже перешли от изготовления единичных металлических изделий к серийному аддитивному производству.
3D печать металлом постоянно развивается и с каждым годом становится на шаг ближе и доступнее. Данная технология не столь доступна для личного пользования и скорее всего не станет таковой, но все же она стала более доступной и помимо крупных компаний ею могут воспользоваться предприниматели среднего и возможно даже малого бизнеса.
PCBWay: основные технологии 3D-печати металлами
3D-печать металлами считается вершиной аддитивных технологий. Самый ранний патент на технологию 3D-печати металлом — прямое лазерное спекание или DMLS — получен немецкой компанией EOS GmbH еще в 1997 году. С тех пор металлическая 3D-печать стабильно развивалась, а мы сегодня рассмотрим самые распространенные методы.

Аддитивное производстве металлических изделий можно разделить на четыре основных направления: синтез из металлических порошков на подложке (MPBF), струйное нанесение связующего на металлические порошки (Metal Binder Jetting), прямой подвод энергии и материала (DED) и хорошо знакомую энтузиастам экструзионную 3D-печать (FDM/FFF).
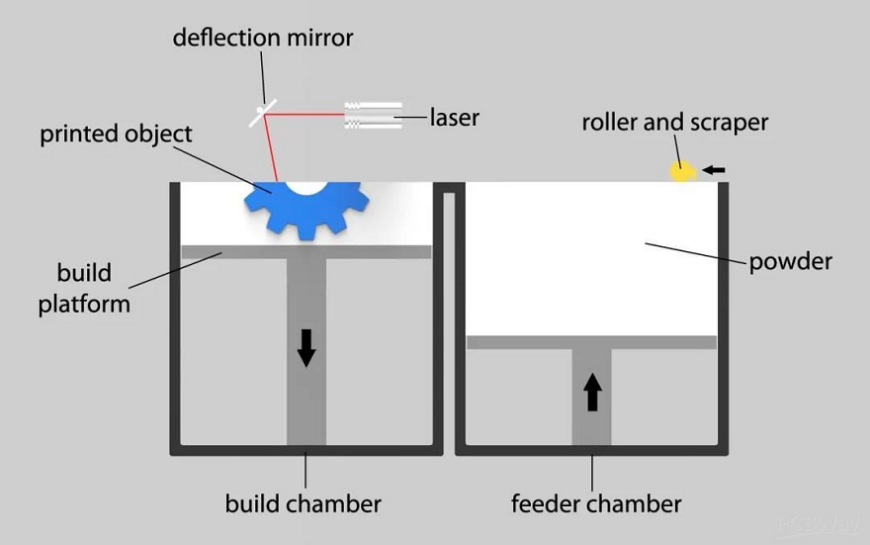
Синтез на подложке с использованием металлических порошков (Metal Powder Bed Fusion, MPBF)
Процессы в этой категории включают прямое лазерное спекание металлов (Direct Metal Laser Sintering, DMLS), селективное лазерное сплавление (Selective Laser Melting, SLM) и электронно-лучевую плавку (Electron Beam Melting, EBM).
Прямое лазерное спекание металлов (DMLS)
Этот метод можно использовать для построения объектов из практически любых металлических сплавов. При прямом лазерном спекании расходный порошок укладывается тонким слоем, а затем лазер последовательно обрабатывает слой, спекая частицы без полного плавления. Процесс повторяется снова и снова до получения цельного изделия. По завершении 3D-печати изделие медленно охлаждается, а остатки порошка извлекаются из рабочей камеры для очистки и подготовки к повторному использованию. Главное достоинство прямого лазерного спекания металлов в том, что оно позволяет получать изделия без внутренних напряжений и скрытых дефектов, что особенно важно при производстве нагруженных деталей, например для аэрокосмической или автомобильной промышленности. Главный недостаток этого метода заключается в дороговизне.
Селективное лазерное сплавление (SLM)
Как и в предыдущем методе, здесь используются мелкодисперсные металлические порошки. Принцип выращивания аналогичен, но вместо спекания частицы порошка плавятся полностью, образуя очень плотную массу. В настоящее время этот процесс применим только к некоторым металлам и сплавам, например нержавеющим и инструментальным сталям, титановым, кобальт-хромовым и алюминиевым сплавам. Высокие температуры обработки могут приводить к образованию остаточных напряжений и деформации печатаемых объектов.
Электронно-лучевая плавка (EBM)
Этот метод схож с селективным лазерным сплавлением, но использует электронные пушки вместо лазерных излучателей. Спектр совместимых расходных материалов ограничен: наиболее часто используются титановые сплавы, хотя метод позволяет работать с кобальт-хромовыми и некоторыми другими вариантами. Технология в основном используется в аддитивном производстве деталей для аэрокосмической отрасли.
Главные преимущества вышеперечисленных методов — возможность построения деталей практически любой геометрической формы и, в целом, использования широкого спектра материалов — от легких алюминиевых до жаропрочных никелевых суперсплавов, многие из которых с трудом поддаются традиционным производственным методам. По механическим свойствам получаемые изделия могут несколько уступать литым и кованым аналогам, но при изготовлении деталей сложной формы это компенсируется возможностью производства цельных изделий без сварных соединений.
Недостатки включают высокую стоимость расходных материалов, оборудования и эксплуатации. Кроме того, требуется параллельное выращивание металлических опорных структур для борьбы с деформациями, что приводит к увеличению отходов и требует немалых трудозатрат на постобработку. Полезные объемы таких систем конструктивно ограничены, а работа с мелкодисперсными порошками требует строгого соблюдения техники безопасности.
3D-печать металлическими порошками со струйным нанесением связующего (Metal Binder Jetting)
Технология предусматривает выборочное напыление связующего на слои порошка — песка, керамики или металла — до получения заготовки. Так как процесс проходит при комнатной температуре, возможность тепловой деформации исключена, а само оборудование может быть масштабировано вверх до крупноформатного производства. Поддержки не требуются, так как опорой для выстраиваемых заготовок служит сам порошок. По завершении построения неизрасходованный материал может быть просеян и использован заново. Такие системы популярны в мелкосерийном производстве и изготовлении единичных деталей по индивидуальным требованиям.

Преимущества состоят в высокой геометрической свободе, эффективном использовании рабочего объема с возможностью мелкосерийного производства и отсутствии необходимости в опорных структурах, что облегчает постобработку. Отсутствие деформаций на этапе построения позволяет выращивать крупногабаритные изделия. Технология отличается более высокой производительностью и меньшей себестоимостью, чем процессы синтеза на подложке.
Главный недостаток — необходимость в термической обработке. 3D-печатные заготовки необходимо подвергать отжигу и спеканию, что требует дополнительных финансовых и временных затрат. Плотность получаемых изделий, как правило, ниже, чем у аналогов, получаемых методами синтеза на подложке, отчего могут страдать механические свойства. Выбор подходящих металлических расходных материалов относительно невелик.
Прямой подвод энергии и материала (Directed Energy Deposition, DED)
Сюда входят несколько процессов с использованием различных источников энергии и либо порошков, либо проволоки. Два наиболее распространенных метода — электродуговое выращивание (Wire Arc Additive Manufacturing, WAAM) и лазерная наплавка металла (Laser Metal Deposition, LMD), также называемая прямым лазерным выращиванием.
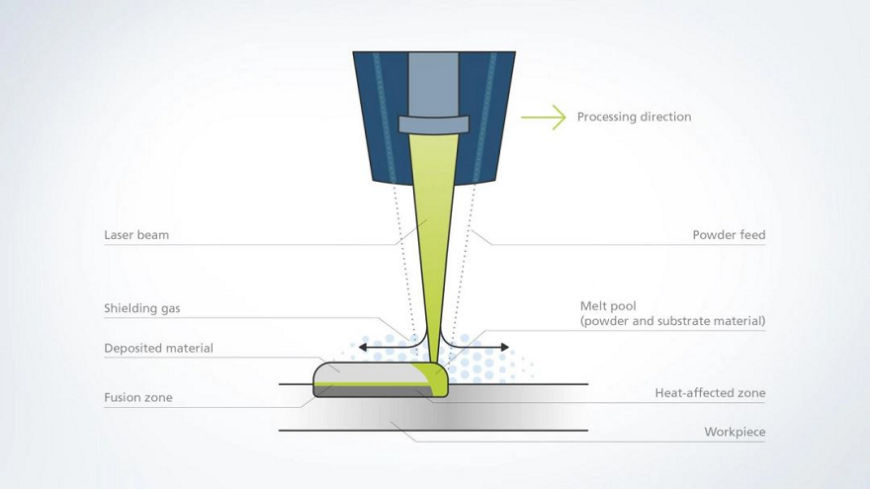
В основе всех технологий DED 3D-печати лежит подача расходного материала прямо в зону плавления. Расходным материалом служит либо напыляемый порошок, либо проволока. Материал подается на поверхность выращиваемого изделия и немедленно плавится с помощью электрической дуги, лазера или электронной пушки. WAAM — это комбинация металлической проволоки и электродугового наплавления, а в LMD используются порошки и лазеры.
Технологии DED подходят не только для 3D-печати изделий с нуля, но и ремонта металлических деталей, например турбинных или компрессорных лопаток, а также нанесения металлических покрытий.
Одно из преимущество DED 3D-печати — низкая стоимость материалов в тех случаях, когда используется металлическая проволока. DED 3D-принтеры также могут использовать два и более металлов или сплавов одновременно, выстраивая структуры с градиентным составом. Многоосевое позиционирование (5- или 6-координатное) добавляет возможность построения геометрически сложных деталей без использования опорных структур.
Наконец, DED 3D-принтеры легко масштабируются, позволяют получать детали высокой плотности, отличаются экономичностью в плане расхода материалов и могут обладать высокой производительностью, особенно при использовании проволоки.
Из недостатков можно отметить относительно высокую стоимость оборудования, невысокое разрешение, снижающее детализацию, а также низкое качество поверхностей при работе с металлической проволокой, требующее интенсивной постобработки.
Экструзионная 3D-печать (FDM/FFF)
Хорошо известная и доступная технология 3D-печати методом послойного наплавления полимерного прутка (FDM или FFF) тоже может применяться в производстве металлических изделий. Для этого требуются специальные филаменты, но подходящее оборудование доступно даже малому бизнесу. В этом вся суть — сделать 3D-печать металлами максимально доступной.

Расходными материалами служат полимер-металлические филаменты, то есть композиты из пластиков с металлическим наполнителем. Такими композитами можно печатать на большинстве FDM 3D-принтеров, даже любительского класса, однако получаемые заготовки требуют серьезной обработки. После 3D-печати полимерное связующее необходимо удалить травлением или отжигом, после чего заготовку необходимо спечь до готового вида. Основная масса затрат, таким образом, приходится на оборудование для термической обработки и довольно дорогие расходные материалы, но в целом процесс остается самым дешевым из всех перечисленных.
Экструзионная 3D-печать полимер-металлическими филаментами применяется как в единичном, так и мелкосерийном производстве, не требует использования дорогих и опасных мелкодисперсных порошков, доступна малому и среднему бизнесу.
Главный недостаток состоит в трудоемкой термической обработке 3D-печатных заготовок, требующей дополнительного оборудования. Детали сложной геометрической формы зачастую необходимо печатать с поддержками, но до термической обработки опорные структуры удаляются относительно легко — как с обычных пластиковых моделей. Получаемые изделия демонстрируют относительно высокую пористость и подвержены значительной усадке в процессе термообработки, что необходимо компенсировать масштабированием на этапе подготовке 3D-моделей к печати.
PCBWay предлагает широкий перечень услуг, включая дизайн, прототипирование, сборку и серийное производство печатных плат, поставку электронных модулей, 3D-печать, механическую обработку и другие. Мы стремимся удовлетворить потребности мейкеров и производителей в электронике качеством, скоростью доставки и экономичностью.
Партнерский материал
5 особенностей металлических порошков для 3D-печати
Ведущий мировой производитель, применяющий селективное лазерное плавление, – немецкая компания SLM Solutions. Аддитивные установки этой компании, в зависимости от функциональных возможностей и решаемых задач, могут быть задействованы и как лабораторные установки с гибкими настройками и возможностью быстрой смены материалов для 3D-печати, и как производственные машины для серийного изготовления.
iQB Technologies предлагает следующее SLM-оборудование:
- SLM Solutions (Германия): SLM 125, SLM 280 Production Series, SLM 280 2.0, SLM 500, SLM 800;
- 3DLAM (Россия): Maxi, Mid, Mini; (Китай);
- профессиональный 3D-принтер Sharebot MetalOne (Италия).
Основные преимущества 3D-печати металлами:
- высокие показатели плотности: в 1,5 раза выше, чем при литье;
- возможность создания миниатюрных и геометрически сложных объектов и других неповторимых форм в виде закрытых бионических структур; , как стандартных, так и специальных;
- сокращение циклов производства и ускорение выхода готовой продукции.
Сферы применения:
- индустрия; ; ;
- нефтегазовая отрасль;
- электроника;
- медицина;
- пищевая промышленность;
- исследования и экспериментальные работы в конструкторских бюро, научных и учебных центрах.
Смотрите видео: как происходит селективное лазерное плавление
Виды металлов, применяемых в аддитивном производстве
Современные аддитивные технологии предполагают использование около двадцати протестированных и готовых к эксплуатации материалов, в их числе – инструментальные, нержавеющие, жаропрочные сплавы, алюминиевые и титановые сплавы, медицинские кобальт-хром и титан.
- Нержавеющие сплавы: 15-5PH, 17-4PH, AISI 410, AISI 304L, AISI 316L, AISI 904L
В эту категорию входят сложнолегированные стали с содержанием хрома (не менее 12%). Оксид хрома образует на поверхности металла коррозионностойкую пленку, которая может разрушаться под воздействием механических повреждений или химических сред, но восстанавливается в результате реакции с кислородом. Нержавеющие сплавы применяются при производстве клапанов гидравлических прессов, арматуры крекинг-установок, пружин, сварной аппаратуры, работающей в агрессивных средах, и изделий, используемых при высоких температурах (+550…800°C).
- Инструментальные сплавы: 1.2343, 1.2344, 1.2367, 1.2709
Основное предназначение инструментальных сплавов – изготовление различных видов инструментов (режущих, измерительных, штамповых и др.), вкладок в пресс-формы при горячем деформировании конструкционных сталей и цветных сплавов на крупносерийном производстве, пресс-форм для литья под давлением сплавов алюминия, цинка и магния. Эти сплавы содержат как минимум 0,7% углерода и обладают повышенной твердостью, износостойкостью, вязкостью, теплопроводностью и прокаливаемостью.
Никель обладает способностью растворять в себе многие другие металлы, сохраняя при этом пластичность, поэтому существует множество никелевых сплавов. Например, в соединении с хромом они широко применяются в авиационных двигателях, из них изготавливают рабочие и сопловые лопатки, диски ротора турбин, детали камеры сгорания и т.п. Наиболее жаропрочными являются литейные сложнолегированные сплавы на никелевой основе, которые выдерживают температуры до +1100°C в течение сотен и тысяч часов при высоких статических и динамических нагрузках.
CoCr представляет собой высококачественный кобальт-хромовый сплав для модельного литья, соответствующий современным техническим требованиям. Благодаря отличным механическим свойствам он хорошо подходит для изготовления корпусов сложной геометрии в электронике, пищевом производстве, авиа-, ракето- и машиностроении, а также кламмерных протезов.
Сплавы из меди и олова обладают высокими теплопроводящими свойствами и коррозионной стойкостью и идеальны для создания уникальных систем охлаждения.
Ti6Al4V – наиболее распространенный сплав титана с превосходными механическими свойствами. Считается самым прочным и жестким титановым сплавом, отличается особо высокой сложностью обработки. Имеет плотность 4500 кг/м и прочность на разрыв более 900 МПа. Сплав Ti6Al4V предоставляет неоспоримые преимущества в плане снижения веса изделий в таких отраслях, как аэрокосмическая промышленность, автомобилестроение и судостроение. Эти металлы применяются, в частности, при изготовлении вкладок в пресс-формы, турбинных лопаток, камер сгорания, а также изделий, предназначенных для работы при высоких температурах (до +1100°C).
Читайте также: