Металлические покрытия могут быть нанесены
Обновлено: 18.05.2024
Существует несколько методов нанесения металлических покрытий на металлическую поверхность деталей; горячим методом (погружения в расплав), термомеханическим методом (плакированием), напылением, гальваническим и химическим методами.
Горячим методом наносят пленку, погружая деталь в ванну с расплавленным металлом. В этом случае используют металлы с низкой температурой плавления, например олово и свинец. Горячим способом наносят покрытия на готовые изделия. В авиаконструкциях чаще всего этот метод применяют для лужения электропроводов. Существенный недостаток этого метода - невозможность получения гарантированной толщины покрытия, а также большой расход наносимого металла.
Термомеханический метод (плакирование) используют для защиты коррозии основного металла или сплава другим металлом или сплавом, достаточно устойчивым к воздействию окружающей среды. Соединение металлов покрытия и основы получают прокаткой. На основной лист (или другой вид проката) металла накладывают тонкий лист защитного металла и в горячем состоянии осуществляют прокатку с помощью валков. В этом случае образуется очень прочное соединение ‘ двух металлов за счет взаимной диффузии. В авиаконструкциях часто применяют плакирование технически чистым алюминием. На нем образуется защитная окисная пленка, предохраняющая основной металл от коррозии. Толщина плакирующего слоя колеблется от 3% и выше толщины защищаемого металла. В авиастроении применяют плакированные листы и ленты.
Напыление (металлизация) - процесс нанесения расплавленного металла на поверхность изделия. Он может осуществляться сжатым воздухом или инертным газом. Сущность метода с использованием сжатого воздуха состоит в том, что частицы расплавленного металла, двигаясь большой скоростью, вместе с воздушным потоком ударяются о поверхность защищаемого металла, сцепляются с ней, образуя металлическое покрытие. В электрометаллизаторе (рис. 4) с помощью специального устройства подается проволока 2 к соплу корпуса 1,где электрической дугой 3 проволока расплавляется и капли распыленного металла подхватываются струей сжатого воздуха, проходящего по направляющей трубке 4. Не успевшие застыть капли жидкого металла прилипают к поверхности металлизируемой детали. У этого метода имеются два существенных недостатка. Во-первых, покрытие получается пористым, поскольку застывшие металлические капля ложатся друг на друга. Во-вторых, адгезия покрытия относительно основы довольно слабая, так как горячая капля малого объема, ударяясь о холодную поверхность, остывает быстро и прочная взаимная диффузия не успевает произойти. В связи с этим напыление с помощью сжатого воздуха в авиастроении находит ограниченное применение.
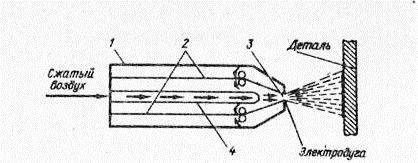
Рис. 4. Схема устройства металлизатора
Более распространено напыление с помощью плазмы. Она образуется в области электрической дуги, сквозь которую пропускается нейтральный газ, например аргон (рис. 5). Таким образом, в плазменную струю 2, выходящую из плазмотрона 1, подается по трубопроводу 3 аргон. В струю аргона через трубопровод 4 подают порошок металла, который мы хотим напылить. Вместе со струей 5 этот порошок подается к поверхности покрываемой детали 6. Практика показала, что плазменное напыление - весьма эффективный способ металлизации.
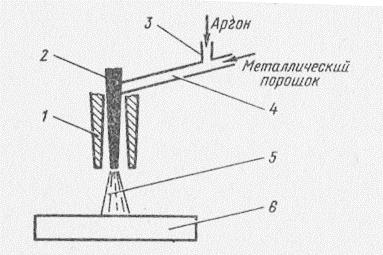
Рис. 5. Схема напыления с помощью плазмы
Все большее распространение находит способ детонационного напыления. Принцип нанесения металла на защищаемую поверхной (рис. 6) состоит в том, что находящийся в камере 1 металлический порошок при взрыве специального вещества взрывной волной 2 с огромной скоростью (до 2000 м/с) направляется к поверхности детали 3. При этом частицы металла покрытия глубоко внедряются в металл основной детали.
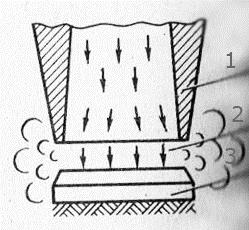
Рис. 6. Схема детонационного напыления
Гальванический метод нанесения покрытий имеет ряд преимуществ по сравнению с другими. Гальванические покрытия характеризуются хорошими физико-химическими и механическими свойствами: повышенными износостойкостью и твердостью, малой пористостью, высокой коррозионной стойкостью. При гальваническом методе имеется возможность точно регулировать толщину покрытия. Покрытие некоторыми металлами можно осуществить только этим методом. Поэтому он получил довольно широкое распространение.
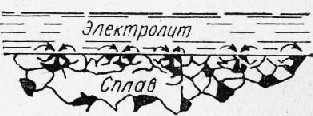
Принцип нанесения покрытия гальваническим методом основан на использовании электролиза. Он основан на электролитической диссоциации, при которой в электролите при растворении какой-либо соли образуются ионы. Ионы в растворе, как и молекулы, движутся хаотически. При подключении источника тока к электродам, опущенным в такой раствор, возникает направленное движение заряженных ионов. Положительные ионы движутся к отрицательному электроду - катоду, поэтому их называют катионами. Отрицательные ионы -анионы - движутся к положительному электроду - аноду. Следовательно, в отличие от электрического тока в металлических проводниках, представляющего собой движение электронов в одном направлении, электрический ток в электролитах представляет собой направленное движение ионов в растворе под действием электрического поля в их направлениях: положительных ионов к катоду и отрицательных аноду.
Рассмотрим конкретный пример. Пусть в электролите растворен медный купорос CuSO4 (рис. 7). В гальванической ванне 1 CuS04 распадается на два иона: положительный (Cu ++ ) и отрицательный (SO4 -- ). Покрываемая деталь 2 подвешена на штанге 3, соединенной с катодом. Анодная пластина 4 подвешена на штанге 5. Из рисунка видно, как ион 1 (катион) подходит к детали 2. Здесь он получает недостающие электроны, превращаясь в нейтральную молекулу Cu. Так происходит покрытие детали медью - меднение.
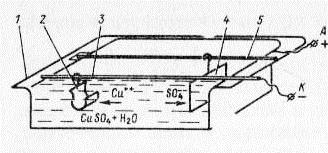
Рис. 7. Гальваническая ванна с электролитом на основе медного купороса
Анодное покрытие при возникновении коррозионной гальванической пары разрушается, сохраняя основу.
Катодное покрытие защищает основу - оно не дает доступа коррозионно-агрессивной среде к защищаемому металлу. При механическом нарушении целостности защитного никелевого покрытия (катода) 1 (рис. 8) разрушается железная деталь 3 (анод), продукты коррозии 2 могут располагаться под покрытием. В этом случае в процессе эксплуатации очень важно не повреждать анодное покрытие.
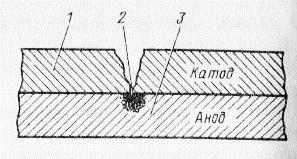
Рис. 8. Разрушение железа - анода, покрытого никелем - катодом
Любое гальваническое покрытие будет прочно соединено с основой только в том случае, если покрываемая поверхность тщательно подготовлена - очищена от грязи, жировых пятен, окисных пленок. Поэтому производственным участкам для подготовки деталей под покрытие уделяется большое внимание. Чистота обработки поверхности, отсутствие пор, раковин и других повреждений способствует образованию более долговечного и надежного покрытия.
Хромирование позволяет получить высокую твердость покрытия, низкий коэффициент трения, высокую износостойкость и коррозионную стойкость. Несмотря на то, что хром относится к электроотрицательным металлам, он может сильно пассивироваться, благодаря чем приобретает свойства благородных металлов. Пассивная плен окислов предохраняет хромовое покрытие от потускнения.
Осаждение хрома на катоде производится из электролита, содержащего в качестве основного компонента не соль, как в больший гальванических процессов, а хромовый ангидрид. Часто хром покрытие получается пористым. При этом сам хром является катодом. Перед хромированием наносят подслой меди и никеля.
Цинкование дает возможность получить анодное цинковое покрытие, преимущества которого описаны выше. Широкое примение такого покрытия обусловлено дешевизной цинка. Существует большое число электролитов, применяющихся для цинкования. Однако всех случаях применяют те или иные соли цинка.
Кадмирование применяют для защиты от коррозии черных металлов. Кадмий химически более устойчив, чем цинк. Однако если цинковое покрытие почти всегда является анодным, то кадмии может менять свой характер. При одних условиях оно может анодным, при других - катодным. Кадмиевое покрытие довольно пластично, что обусловило его применение для защиты от коррозии деталей резьбовых соединений.
К существенным недостаткам кадмиевого покрытия относится что при контакте с различными смазочными и топливными материалами, содержащими сернистые соединения, а также с некоторыми пластмассами, выделяющими газообразные продукты, кадмий довольно быстро разрушается. Вот почему кадмированные детали в авиастроении не применяют в топливных системах.
Химические способы нанесения металлов основаны на возможности химического восстановления ионов, содержащих металл, до чистого металла. Наиболее распространен способ химического никелирования. Такое покрытие хорошо защищает металл от коррозии.
Основным преимуществом химического никелирования является возможность осаждения никеля равномерным слоем на деталях практически любой конфигурации и даже на внутренних стенках труб.
Металлические покрытия
Нанесенные металлопокрытия способны придавать поверхности изделий высокие показатели износостойкости, коррозионной стойкости, жаростойкости, а также некоторые особые физические свойства. Строение и свойства покрытий в значительной мере определяются способами их нанесения, к которым относятся: погружение в расплав, термодиффузия, гальваническое осаждение, напыление, плакирование.
П о г р у ж е н и е в расплав позволяет покрывать изделия из углеродистой стали цинком, оловом, свинцом, алюминием. При взаимодействии с металлом основы расплав проявляет большую химическую активность, которая увеличивается с ростом температуры. Поэтому для методов погружения пригодны только указанные металлы, имеющие низкую температуру плавления.
Прочность сцепления металла покрытия с металлом основы обусловливается образованием сплава между этими металлами в виде их химического соединения. Возникающий промежуточный слой имеет высокую твердость и хрупкость, поэтому его толщина не должна превышать несколько микрометров.
Получаемые покрытия защищают стальные изделия от электрохимического коррозионного воздействия влажной атмосферы, разбавленных растворов солей, кислот, щелочей благодаря их собственной коррозионной стойкости, плотности и толщине. Рост толщины покрытия при погружении изделия в расплав зависит от температуры расплава, выдержки в расплаве, толщина может достигать 0,05 мм.
Механизм антикоррозионной защиты изделий обусловлен соотношением электродных потенциалов металла основы и покрытия в данных условиях коррозии. В случае, если потенциал металла покрытия более электроположителен, чем потенциал металла основы, то покрытие является катодным, при более электроотрицательном своем потенциале покрытие играет роль анода в коррозионном процессе.
Катодное покрытие при нарушении его сплошности и проникновении электролита к основному металлу обусловливает начало электрохимической коррозии с анодным растворением основного металла и образованием продуктов коррозии. Распространение коррозионного процесса под покрытием вызывает его отслаивание и потерю защитных свойств. Поэтому катодные покрытия защищают металл изделия только механически, изолируя его от воздействия коррозионной среды, но не защищают его электрохимически.
Анодное покрытие при возникновении в нем несплошностей обусловливает коррозионный процесс, в котором основной металл является катодом и не подвергается коррозионному разрушению. Таким образом, анодное покрытие способно защищать металл основы и механически, и электрохимически.
Из покрытий стальных изделий, получаемых погружением в расплав, при обычных коррозионных воздействиях катодными являются покрытия свинцом и оловом, анодными – покрытия цинком и алюминием. Поэтому к плотности и прочности катодных покрытий свинцом и оловом предъявляются высокие требования.
Т е р м о д и ф ф у з и я как метод высокотемпературного насыщения металлами поверхности стальных изделий для придания им высоких характеристик жаростойкости, коррозионной стойкости, износостойкости описана в п. 3.5.5. Более низкие температуры порядка 400 о С применяются для получения цинковых покрытий на мелких стальных деталях с высокой коррозионной стойкостью во влажной атмосфере. Необходимая активация поверхности и процесса диффузии цинка достигается применением порошковой смеси цинка с химическими активаторами. Изделия для диффузионного цинкования укладываются в ящики, засыпаются порошковой смесью и загружаются в печь. После выдержки в течении 4 ч образуется диффузионный цинковый слой толщиной 0,1 мм.
Г а л ь в а н и ч е с к о е осаждение наиболее широко применяется для получения покрытий с высокими защитными свойствами из многих металлов и сплавов, включая Cr, Ni, Zn, Fe, Cu, Cd, Sn, Pb и др. Регулируя режим осаждения, можно в широких пределах изменять химический состав и структурно-фазовое состояние покрытия, за счет чего управлять его свойствами: твердостью, прочностью, коррозионной стойкостью, износостойкостью, жаростойкостью.
Сущность процесса электроосаждения заключается в использовании ванны с водным раствором электролита, содержащим ионы осаждаемого металла и подвергаемого электролизу. Покрываемые изделия погружаются в электролит и подключаются к отрицательному полюсу источника постоянного тока, т.е. в качестве катода. Анодом служит растворяемая пластина из осаждаемого металла либо графит или металл, нерастворяемый при электролизе.
В процессе пропускания через электролит постоянного электрического тока на изделиях-катодах происходит разряд катионов электролита с электроосаждением атомов металла и образованием покрытия, а также разряд ионов водорода с его выделением в газообразном виде:
В это же время на анодах металл переходит в электролит в виде катионов или происходит разряд анионов электролита:
Заданные свойства покрытия получают за счет изменения режима электролиза: состава электролита, его температуры, катодной плотности тока и его направления, наложения ультразвуковых колебаний. Используя определенный режим, можно получать покрытия тонкие и толстые, твердые и мягкие, плотные и пористые, матовые и блестящие, однослойные и многослойные применительно к самым различным деталям приборов, механизмов, машин и условиям их эксплуатации.
Н а п ы л е н и е покрытий позволяет придавать поверхности изделий большую контактную прочность и износостойкость, высокое сопротивление коррозии, жаростойкость и жаропрочность, а также специальные свойства: эмиссионные и антиэмиссионные, геттерные, теплоизоляционные и электроизоляционные, биоактивные и биоинертные. Метод напыления обеспечивает эффективное получение покрытий из легированных сталей, цветных металлов и сплавов, полимеров и композиций на их основе. Кроме этого, указанные покрытия могут наноситься на изделия из металлов и многих неметаллических материалов.
Сущность большинства процессов напыления состоит в распылении либо испарении напыляемого материала с образование его частиц в виде потока, направляемого на поверхность изделия, где частицы при ударе и взаимодействии с поверхностью формируют покрытие. В зависимости от способа создания частиц и их потока, а также от вида напыляемых частиц методы напыления покрытий делятся на газотермическое напыление и вакуумноконденсационное напыление.
Газотермическое напыление использует процессы плавления и распыления металла, а также других материалов под воздействие газовой струи, с образованием потока распыленных частиц, направленного к поверхности изделия и формирующего покрытие.
По принципу нагрева и расплавления материала газотермическое напыление разделяют на два метода:
1. Напыление с расплавлением за счет высокотемпературного газового потока, где по виду нагрева различают следующие способы: а) плазменное напыление, б) газопламенное напыление, в) детонационно-газовое напыление.
2. Металлизация с расплавлением путем электронагрева, в которой выделяют такие способы: а) электродуговая металлизация, б) высокочастотная металлизация.
Газотермическим расплавлением и напылением получают покрытия толщиной от 0,15 мкм до 2 мм, используя порошки, проволоку, фольгу из металлов и различных неметаллов, включая тугоплавкие. Процессы газотермического напыления используются в приборостроении, машиностроении, электронной и медицинской технике при изготовлении либо восстановлении деталей и инструмента с высокой поверхностной твердостью, прочностью, износостойкостью, жаростойкостью, коррозионной стойкостью, биоактивностью либо биоинертностью и другими свойствами.
Металлизация позволяет с высокой производительностью получать покрытия, используя токопроводящие материалы – металлическую и порошковую проволоку. При этом возможно применение проволоки из различных металлов для нанесения композиционных металлопокрытий с высокой износостойкостью, коррозионной стойкостью, специальными свойствами.
Вакуумно-конденсационное напыление классифицируют по принципу испарения и распыления на три метода:
1. Напыление с термическим испарением, которое по виду нагрева делят на следующие способы: а) с резистивным нагревом, б) с индукционным нагревом, в) с электронно-лучевым нагревом, г) с дуговым нагревом.
2. Напыление с импульсным испарением-распылением, где различают такие способы: а) с дугоразрядным испарением, б) с электроннолучевым испарением, в) с лазерным испарением.
3. Напыление с ионным (катодным) распылением в плазме тлеющего разряда, в котором выделяют следующие способы: а) в плазме с двумя электродами, б) в плазме с тремя электродами в) в плазме с магнетроном.
По характеру взаимодействия напыляемых частиц с остаточными газами камеры вакуумное напыление делят на два класса:
1. Напыление в нейтральной разреженной среде (аргона, гелия) или в высоком вакууме.
2. Реакционное напыление в активной разреженной среде азота, угарного газа, кислорода, газовых смесей с получением покрытий, содержащих фазы внедрения: нитриды, карбиды, оксиды.
Термическое испарение и напыление с термическим испарением применяют для получения покрытий толщиной от 0,001 до 0,1 мм из металлов (включая тугоплавкие), сплавов, полупроводниковых соединений и диэлектриков с приданием покрытию характера однородных, многослойных либо композиционных структур. Этот метод используется в микроэлектронике для создания перспективных приборов и устройств с особыми электрофизико-химическими параметрами, в производстве деталей приборов и машин, технологического инструмента и оснастки с высокими эксплуатационными качествами.
Импульсное (взрывное) испарение-распыление позволяет применять металлы и многие другие материалы для создания покрытий с повышенной толщиной и высокими физико-механическими свойствами. Это обеспечило покрытиям широкое распространение в производстве деталей и инструмента с высокой износостойкостью поверхности, повышенной несущей способностью, контактной прочностью.
Ионное распыление обеспечивается бомбардировкой материала-катода ионными лучами или ионно-плазменным ускоренным потоком, часто его называют катодным распылением. Напыляемые металлы и неметаллы отличаются широкой номенклатурой, а регулирование параметров напыляющего потока характеризуется большим диапазоном. Поэтому способы ионного распыления успешно применяются для получения как тонких пленочных структур в микроэлектронике, так и для создания более толстых защитных покрытий деталей приборов, механизмов и машин, технологического инструмента и оснастки.
Наряду с отличиями в технологических и конструктивных характеристиках газотермическое и вакуумно-конденсационное напыление имеют общие параметры схемы напыления (рис.35). К общим условиям, формирующим покрытия, относятся дистанция напыления L, угол конусности потока распыления φ, угол встречи потока с поверхностью напыления αн, давление окружающей среды, температура поверхности напыляемого изделия, диаметр пятна напыления dн, скорость перемещения пятна покрытия, величина перекрытия проходов напыления lп.
Рис. 36. Общая схема напыления покрытий: 1 – напыляемая поверхность, 2 – поток напыляемых частиц, 3 – источник потока частиц, 4 – пятно напыляемого покрытия
Регулирование конструктивно-технологических характеристик процессов напыления позволяет эффективно управлять свойствами получаемых покрытий и успешно применять напыление при изготовлении деталей широкой номенклатуры в различных отраслях приборостроения и машиностроения, в электронной, аэрокосмической, ядерной технике.
П л а к и р о в а н и е представляет наложение с одной или двух сторон на лист или ленту из основного металла тонкого листа жаростойкого либо коррозионностойкого металла или сплава. После сложения этих листов в пакет он прокатывается либо прессуется в горячем состоянии или нагревается под давлением. За счет термомеханических процессов в контактной зоне происходит взаимная диффузия атомов основного и плакирующего металлов с образованием их прочного сцепления в пограничной зоне.
Жаростойкое плакирование углеродистых и низколегированных сталей производится с применением хромистой или хромоникелевой жаростойких сталей, медные листы или ленты плакируются нихромом.
Антикоррозионное плакирование сталей предусматривает использование меди, латуни, никеля, хрома или хромоникелевой нержавеющей стали, для плакирования дуралюмина применяется технический алюминий.
Толщина плакирующего металла может составлять величину от 3 до 60% толщины основного металла, чаще всего применяются слои толщиной 10% основного металла.
МЕТАЛЛОПОКРЫТИЯ
МЕТАЛЛОПОКРЫТИЯ, тонкие металлические или органические поверхностные покрытия металлических изделий, позволяющие улучшить их внешний вид, защитить от коррозии, повысить износостойкость, улучшить электрический контакт, облегчить пайку, изменить отражательные или поглощательные свойства в инфракрасном и видимом диапазонах спектра, а также нарастить размеры изделия. Серебро, золото, никель и хром наносятся на поверхность стали или других металлов как для улучшения внешнего вида, так и для защиты от коррозии. Кадмий и цинк используются для защиты от электрохимической коррозии; эти металлы защищают сталь за счет собственной коррозии, причем степень защиты практически пропорциональна толщине или массе покрытия. Другие металлы, используемые в качестве покрытий для стали, такие, как медь, никель, хром, олово, кобальт, серебро, золото и свинец, действуют как защитные пленки; степень защиты пропорциональна толщине лишь до тех пор, пока толщина обеспечивает непроницаемость покрытия. Толстые хромовые покрытия используются главным образом для увеличения износостойкости; кадмий и серебро применяются, когда надо обеспечить хороший электрический контакт; олово, медь, кадмий и никель – хорошие покрытия для пайки; родий, серебро и золото используются для увеличения отражательной способности поверхностей; черное оксидирование (воронение) применяется для увеличения поглощательной способности и собственного излучения поверхности; покрытия из никеля, хрома и железа позволяют наращивать размеры деталей.
Для нанесения покрытий на поверхность металлических изделий обычно используются следующие методы: нанесение органических покрытий (краски, лаки, эмали), оксидирование, химическая обработка, диффузионная металлизация, погружение в расплав, металл, напыление и электролитическое осаждение.
Органические покрытия.
Масляные краски используются главным образом для наружной отделки или для защиты поверхности больших металлических конструкций; они сохнут настолько медленно, что не годятся для покрытия большинства металлических изделий. Этих недостатков лишены нитролаки, которые раньше широко применялись для покрытия металлических поверхностей, например автомобилей, из-за того, что они быстро сохнут, образуют прочную пленку, имеют высокую адгезию и низкую стоимость, однако сейчас они вытесняются синтетическими эмалями.
Оксидирование.
Существует несколько типов широко используемых процессов оксидирования. Алюминий применяется в качестве материала анода в растворе серной или хромовой кислоты. Образующийся при этом оксид обеспечивает хорошую защиту алюминия от коррозии, а также служит хорошей основой для нанесения органических покрытий. В некоторых случаях оксидная пленка может быть окрашена для получения необходимого цвета.
Оксидные пленки на поверхности стали получают путем термической обработки, воздействием расплавленных окислителей (нитратов) и, чаще всего, погружением в щелочные растворы, нагретые до температуры 140–155 ° С.
Медь и медные сплавы обрабатываются в щелочных растворах для получения пленки черной окиси меди. Красная закись образуется на меди при ее погружении в окислительный расплав. Серебро, медь и латунь «окисляют» с помощью растворов сульфидов для получения цветных и черных покрытий; эти покрытия представляют собой скорее сульфиды, чем оксиды.
Химическая обработка поверхностей.
Покрытия, получаемые методом химического полирования, служат для защиты от коррозии и как основа для нанесения органических покрытий. Для стали и цинка используется процесс фосфатирования с применением растворов, содержащих металлические фосфаты и деполяризаторы; цинк и кадмий обрабатываются в растворах хроматов для получения хромосодержащих покрытий, которые обладают высоким сопротивлением коррозии, вызываемой аэрозолями солей; магний также обрабатывается растворами хроматов для уменьшения коррозии и подготовки под окраску; буферные растворы молибдатов дают черное покрытие на цинке.
Диффузионная металлизация.
Некоторые металлы могут быть нанесены на поверхность изделий из других металлов простым химическим замещением из раствора. Медь из раствора медного купороса в серной кислоте может осаждаться на стали; еще лучшие результаты получаются при добавлении ингибитора для предотвращения воздействия серной кислоты на сталь. Ртуть может замещаться медью и латунью из растворов цианидов и образовывать гладкие с хорошей адгезионной способностью покрытия ртути, которые используются для подготовки латуни к серебрению.
Погружение в расплав.
Покрытия из олова и цинка наносятся путем погружения изделий в расплавленный металл. Горячие оловянные покрытия наносятся на стальную жесть (при производстве консервных банок), чугун, ковкий чугун, медь и медные сплавы, главным образом в изделиях, предназначенных для контакта с пищевыми продуктами, а также для электротехнического применения.
Электролитическое осаждение.
Правильная подготовка металлов к процессу электролитического осаждения, аналогично нанесению органических покрытий, требует удаления всех следов смазки, жира, частиц твердых загрязнений, окисной пленки и окалины для качественного нанесения покрытий.
Латунирование.
Покрытия из медно-цинковых сплавов могут быть получены из растворов цианидов; они позволяют получить соединения, напоминающие листовую латунь. Латунные покрытия стальных и других изделий часто используются для декоративных целей.
Бронзирование.
Настоящие бронзы, т.е. медно-оловянные сплавы могут быть получены из растворов цианидов. Содержание олова в бронзовых покрытиях составляет от 5 до 10%.
Кадмирование.
Кадмиевые покрытия защищают сталь от электрохимической коррозии и оказываются привлекательными в том отношении, что не образуют белых продуктов коррозии, как в случае цинковых покрытий. Детали с кадмиевым покрытием легко паяются и поэтому широко используются в электронной промышленности. Кадмий токсичен, и его не следует использовать в быту и на изделиях, которые будут контактировать с пищей.
Хромирование.
Существуют два типа таких покрытий: тонкое (декоративное) и толстое (технологическое). Декоративное покрытие – обычно блестящий хромовый слой толщиной от 0,0005 до 0,0025 мм. Декоративное покрытие толщиной от 0,00075 до 0,0015 мм наносится для защиты от коррозии никелевой подложки. Толстое покрытие в принципе не отличается от декоративного, однако его большая толщина (от 0,025 до 0,375 мм) повышает износостойкость изделия.
Меднение.
Медные покрытия, которые обеспечивают защиту от коррозии, получаются из растворов нескольких типов. Например, раствор медного купороса и серной кислоты используется для электрополирования или получения толстых покрытий. Растворы цианидов служат также для нанесения покрытий на стали, цинке, свинце и других металлах.
Другие типы металлических покрытий.
Другие металлы, осаждаемые из растворов цианидов, – золото, серебро и цинк. Железо осаждается из растворов хлорида железа, свинец – из растворов фторобората и фторосиликата, а олово – из щелочных растворов станнатов и фторобората. Покрытия из благородных металлов, таких, как родий, платина и палладий, также могут быть получены гальваническим путем.
Ройх И.Л., Колтунова Л.Н. Защитные вакуумные покрытия на стали. М., 1971
Эмалирование металлических изделий. Л., 1972
Глинка Н.Л. Общая химия. Л., 1980
Астахин В.В. и др. Электроизоляционные лаки, пленки и волокна. М., 1986
Назначением поверхностных покрытий является защита деталей и изделий от коррозии, придание красивого внешнего вида и некоторых свойств поверхностному слою, отличных от основного металла, (твердости, электропроводности и др.).
По материалу пленок покрытия разделяются на металлические, химические и лакокрасочные.
Для повышения коррозионной стойкости, твердости и износостойкости применяют также химико-термическую обработку поверхностного слоя.
При выборе вида покрытия необходимо учитывать условия работы детали и изделия. В легких условиях работают постоянно герметизированные и теплоизолированные детали и изделия, а также детали аппаратуры, устанавливаемой в закрытых, отапливаемых и вентилируемых помещениях, в которых воздух не содержит отходящих газов. В средних условиях работают детали негерметизированной аппаратуры, эксплуатируемой в наружной атмосфере при температуре от - 60 до + 70°С и относительной влажности воздуха 70-36%. В жестких условиях находятся детали негерметизированной аппаратуры при непосредственном воздействии дождя и снега при температуре от - 60 до + 70°С и относительной влажности воздуха до 98%, а также аппаратуры, установленной в местах, доступных скоплению отходящих газов.
Металлические покрытия представляют собой тонкий слой металла, нанесенного на защищаемую поверхность детали. В зависимости от характера защиты изделий от коррозии металлические покрытия подразделяют на анодные и катодные. Анодным называется способ покрытия, при котором электродный потенциал металла покрытия меньше, а, следовательно, химическая активность выше, чем у основного металла.
При катодном покрытии, наоборот, основной металл, более активен. Более надежно в отношении коррозии - анодное покрытие при котором в первую очередь корродирует металл покрытия, тогда как при катодном покрытии разрушение происходит по основному металлу. Таким образом, анодное покрытие защищает металл от коррозии механически и электрохимически, а катодное - только механически.
Основные требования, предъявляемые к металлическим покрытиям, следующие:
I) прочное сцепление с основным металлом;
2) мелкокристаллическая структура, обеспечивающая наилучшие механические свойства;
3) минимальная пористость;
4) равномерная толщина покрытия.
Получение покрытий. Этапами технологического процесса нанесения покрытий являются: подготовка поверхности; нанесение покрытий; промывка и сушка детали.
Подготовка поверхности заключается в механической обработке, обезжиривании и травлении. Механическую обработку производят с целью повышения чистоты поверхности, удаления неровностей, продуктов коррозии. Для этих целей применяют полирование или гидроабразивную обработку. Удаление жиров осуществляют обычно в органических растворителях (керосине, бензине). Травление применяется для удаления с поверхности обезжиренных и промытых деталей пленок, окислов. Оно производится в растворах серной, соляной и азотных кислот.
Металлические покрытия могут быть занесены гальваническим, химическим и металлизационным способами.
Гальванический (электролитический) способ покрытия является наиболее распространенным.
Он заключается в осаждении металлов при электролизе водных растворов соответствующих солей. Покрытие наносят в гальванических ваннах, куда деталь помещают на специальных подвесках. Покрываемая деталь служит катодом, а металл покрытия - анодом. Гальванический способ дает возможность получать покрытия высокого качества и строго определенной толщины. Недостатками являются пористость и невозможность получения равномерного осадка на всех участках поверхности детали сложной формы.
Xимический способ является наиболее совершенным. При этом способе осаждение металла производится из специальных растворов без применения электрического тока. Он дает возможность покрывать детали сложной формы и внутренние поверхности, которые недоступны для покрытия гальваническим способом.
Основными металлизационными методами являются непосредственное нанесение расплавленного металла, вакуумное испарение и катодное распыление. Непосредственное нанесение расплавленного металла осуществляется обычно при помощи металлизаторов (рисунок 2.1).
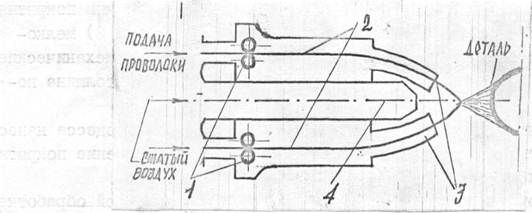
Рисунок 2.I. - Распыление металлов электрометаллизатором.
Механизм "I" подает две проволоки "2", к которым подведен злектрический ток, в направляющие наконечники "3". При соприкосновении концов проволок образуется электрическая дута, расплавляющая их. Струя сжатого воздуха через сопло "4" распыляет расплавленный металл. Этим методом можно наносить покрытия из любого металла независимо от материала основания. Кроме получения декоративных и антикоррозийных покрытий, металлизация находит применение для устранения дефектов в литье и ремонтных работах. К числу недостатков относятся хрупкость и небольшая прочность слоя покрытия.
После нанесения покрытия детали промывают в воде. Сушка выполняется в сушильных шкафах обычно при 110-120°С в течение 5-10 мин или обдувкой чистым сухим воздухом.
Сталь и чугун, составляющие главную часть всех технических металлов и сплавов, весьма сильно подвержены коррозии, поэтому их защита от коррозии требует особого внимания.
Производство коррозионностойких сплавов (например, высоколегированной хромовой и хромоникелевой стали) само по себе уже является способом борьбы с коррозией, примем наиболее эффективным. Нержавеющие стали и чугун, так же как и коррозионностойкйе сплавы цветных металлов, — весьма ценный конструкционный материал, однако применение таких сплавов не всегда возможно по причине их высокой стоимости или по техническим соображениям.
Применяются следующие способы защиты металлических изделий от коррозии:
1) металлические покрытия;
2) химические покрытия;
3) электрохимическая защита;
4) неметаллические покрытия.
Металлические покрытия. Защита от коррозии путем нанесения тонкого слоя металла, обладающего достаточной стойкостью в данной среде, дает хорошие результаты и является весьма распространенной.
Металлические покрытия могут быть нанесены следующими способами: горячим, гальваническим, диффузиоиным, термомеханическим, металлизацией (распылением) и т. д. а
Горячий способ применяется для нанесения тонкого слоя легкоплавких металлов: олова (лужение), цинка (цинкование) или свинца (свинцевание). По этому способу очищенное изделие погружают в ванну с расплавленным металлом, причем последний смачивает Изделие с поверхности и отлагается на нем тонким слоем.
Лужение применяется в основном для посуды (котлов, кастрюль и др.), цинкование — для кровельного жеЛеза, проволоки, труб; свинцевание — для химической аппаратуры и труб.
Гальванический способ заключается в нанесении на изделие цинка, олова, свинцй, никеля, хрома и других металлов.
Различают анодные и катодные гальванические покрытия.
Анодное покрытие производят металлами, потенциал которых в данном электролите ниже потенциала покрываемого (основного) металла. В условиях эксплуатации готовых изделий анодное покрытие’защищает основной металл электрохимически. Срок службы анодных покрытий возрастает при увеличении их толщины.
Примером анодного покрытия является покрытие железа цинком.
Катодное покрытие производят металлами, потенциал которых в данном электролите выше потенциала основного металла. Катодные покрытия создают механическую защиту основного металла. Нарушение сплошности покрытия (разъедание, механические повреждения и т. п.) влечет за собой интенсивную электрохимическую коррозию основного металла, имеющего более низкий электрохимический потенциал. Таким образом, катодные покрытия защищают основной металл, пока они остаются сплошными. Во многих случаях сплошность покрытия может сохраняться очень продолжительное время; столь же продолжительной будет и защита основного металла. Примером катодного покрытия является покрытие железа никелем.
Гальванический способ нашел широкое применение, так как допускает нанесение любого металла на изделия также из любого металла, дает возможность точно регулировать толщину слоя защитного металла и не требует нагрева изделия.
Диффузионный способ состоит в поглощен!ш защитного металла поверхностным слоем изделий и осуществляется диффузией при высоких температурах.
Диффузионным способом производят алитирование (защитный металл — алюминий), хромирование, силицирование (защитный металл — кремний).
Термомеханическое покрытие (плакирование) заключается в получении биметаллов (двойных металлов) путем совместной горячей прокатки основного и защитного металлов. Сцепление между металлами осуществляется в результате диффузии под влиянием давления и высокой температуры.
Термомеханическое покрытие — наиболее надежный способ защиты от коррозии. Сталь защищают медью, томпаком, нержавеющей сталью, алюминием; применяют также дюралюминий, плакированный чистым алюминием.
Прочие способы защиты металлов. Химическая защита заключается в том, что на поверхности изделий искусственно создают защитные неметаллические пленки, чаще всего окисные за счет окисления поверхностного слоя металла. О защитном действии окисных пленок было сказано выше.
Процесс создания окисных пленок называют оксидированием или воронением (в связи с получающимся после операции сине-черным цветом изделий).
При оксидировании стали изделие подвергают действию каких-либо окислителей. Наиболее распространен способ погружения изделий в растворы азотнокислых солей при температуре около 140°.
После оксидирования для увеличения коррозионной стойкости изделия обычно покрывают жировыми веществами или минеральными маслами, которые заполняют поры окисной пленки и препятствуют проникновению влаги в металл.
Оксидирование применяют не только для стали и ее сплавов, но и для алюминия, магния и их сплавов.
Этим способом осуществляется защита изделий, работающих в атмосферных условиях (различные инструменты и приборы). Для изделий, работающих в более агрессивных средах, этот способ не дает нужных результатов.
Кроме окисных пленок, на стальных изделиях для уменьшения коррозии создают также пленки фосфорнокислых солей железа и марганца. Этот способ называется фосфатированием.
Электрохимическая защита разделяется на протекторную и катодную.
Протекторная защита применяется для изделий, работающих в электролитах. Сущность ее заключается в том, что к поверхности, подлежащей защите, или вблизи нее прикрепляют протекторы; последние сделаны из металла, имеющего потенциал меньший, чем потенциал защищаемого изделия. При этом образуется гальваническая пара изделие — протектор, в которой анодом будет протектор, а катодом — изделие. В таких условиях протектор будет постепенно разрушаться, защищая тем самым изделие. После разрушения протектора его заменяют другим. Так, например, с помощью цинкового протектора защищают от коррозии подводные части судов (винты и киль).
Катодная защита применяется для подземных металлических сооружений (трубопроводы, кабели и пр.), которые присоединяются к отрицательному полюсу источника постоянного тока; положительный полюс заземлен.
Неметаллические покрытия — это покрытия красками, эмалями, лаками и смазкой, а также гуммирование.
Лакокрасочные покрытия как средства защиты от коррозии изолируют металл от внешней среды и препятствуют образованию микроэлементов на поверхности металлов. Лакокрасочные покрытия применяются весьма часто. Это объясняется надежностью данного способа защиты от коррозии в атмосферных условиях и простотой выполнения операции покрытия.
Недостатками лакокрасочных покрытий являются их хрупкость и обгорание при высоких температурах.
В качестве смазок применяются различные минеральные масла и жиры. Защита смазкой производится, как правило, при хранении и транспортировании металличргдцх изделий. Смазку периодически обновляют.
Для гуммирования поверхности обезжиривают, обрабатывают пескоструйным аппаратом или металлическими щетками (с целью создания шероховатости), покрывают резиновым клеем и листами сырой резины. Затем производят вулканизацию и отделку.
Читайте также: