Металлические покрытия неметаллические покрытия
Обновлено: 21.09.2024
Для защиты металлов от коррозии используют различные виды покрытий: металлические, лакокрасочные, полимерные и покрытия, образованные в результате химической или электрохимической обработки поверхности металла. Роль любого покрытия сводится в основном к изоляции металла от внешней среды.
Выбор типа покрытия зависит от условий, в которых следует использовать металл. Для защиты изделий, не подвергающихся механическим воздействиям и применяющихся в сухих жилых помещениях, обычно бывает достаточно однослойного лакокрасочного покрытия или соответствующей химической обработки поверхности металла: оксидирования или фосфатирования. Для защиты металлических конструкций (железнодорожные мосты, подъемные краны и т.п.), а также железнодорожных вагонов, наружных деталей автомобилей, велосипедов и др., подвергающихся воздействию влажной атмосферы, применяют сложные по составу и способу нанесения лакокрасочные покрытия. Для работы в условиях высоких температур применяют изделия, изготовленные из специальных жаростойких сплавов. Поскольку специальные сплавы дóроги, в промышленности широко применяются диффузионные покрытия простой углеродистой стали хромом, алюминием, кремнием.
Виды металлических покрытий и способы их нанесения. Различают два вида металлических покрытий – анодные и катодные.
Анодным называют покрытие металлом с более отрицательным потенциалом, чем потенциал защищаемого металла. При хорошем состоянии покрытия коррозионная стойкость защищаемого изделия определяется только стойкостью покрытия. При нарушении сплошности покрытия возникает гальванический элемент, в котором металл-покрытие выполняет роль анода и растворяется, а защищаемый металл – роль катода и при этом не корродирует. Примерами анодных покрытий для стальных изделий могут служить цинковые покрытия.
Катодным называют покрытие металлом с более положительным потенциалом, чем потенциал основного металла. Оно защищает основной металл чисто механически. При нарушении сплошности покрытия в образующемся гальваническом элементе основной металл подвергается разрушению, являясь анодом. Для стальных изделий примерами катодных покрытий могут являться никель и олово.
Распространенным способом нанесения металлических покрытий является электролитический (гальванический) способ.
Виды неметаллических покрытий и способы их нанесения. Неметаллические защитные покрытия в зависимости от состава могут быть разделены на две группы: неорганическиеи органические.
К неорганическим могут быть отнесены оксидные, фосфатные пленки на металлах, эмалевые покрытия.
Создание на поверхности металлов защитных оксидных пленок называют оксидированием. Оксидированию подвергают чаще всего сталь и алюминий. Оксидные покрытия стали предназначены для их временной защиты и эксплуатации в закрытых помещениях. Алюминий и его сплавы оксидируют химическим и электрохимическим способами. Второй способ называют также анодированием алюминия. Он позволяет получить оксидные пленки достаточно большой толщины с высокими защитными свойствами.
Осаждение эмалевых покрытий широко применяется в промышленности, так как позволяет сочетать механическую прочность защищаемого металла с химической стойкостью и декоративными качествами эмали.
К покрытиям органического происхождения относят лакокрасочные покрытия, покрытия полимерными материалами и резиной.
Лакокрасочные покрытия наиболее распространены и во мно-
гих случаях незаменимы для длительной защиты от коррозии
металлических сооружений, подвергающихся воздействию атмосферы.
В качестве защитных покрытий хорошо зарекомендовали себя покрытия различными полимерными материалами, например, винипласт, полиэтилен, полистирол, эпоксидные смолы, политетрафторэтилен (тефлон), полиметилметакрилат (органическое стекло) и др.
Вопросы для самоконтроля
1. На какие группы делятся металлы по своей химической активности? В чем заключаются особенности этих групп?
2. Что называется коррозией металлов и какие виды коррозии Вы знаете?
3. Перечислите виды классификаций коррозионных процессов.
4. Что называется химической коррозией? На какие виды она подразделяется?
5. Какие основные факторы оказывают влияние на газовую коррозию?
6. Что называется электрохимической коррозией? Какова причина ее возникновения?
7. Что называется деполяризатором катодного процесса электрохимической коррозии? В каких условиях она протекает наиболее интенсивно?
8. Назовите основные факторы, влияющие на электрохимическую коррозию.
9. Перечислите методы защиты металлов от коррозии.
10. Каков механизм электрохимической защиты металлов от коррозии?
11. Что называется протекторной защитой? Какие металлы можно использовать в качестве протекторов по отношению к стальным конструкциям?
12. В чем состоит принципиальное различие между анодными и катодными покрытиями?
Защитные покрытия
Защитные покрытия используют в противокоррозионной практике для изоляции металла от агрессивной среды. Чтобы обеспечить хорошую защиту от коррозии покрытие должно быть сплошным, иметь хорошую адгезию с основным металлом (сцепление), быть непроницаемым для агрессивной среды, равномерно распределятся по поверхности, обладать высокой износостойкостью, жаростойкостью и твердостью (в отдельных случаях).
Защитные покрытия подразделяют на металлические и неметаллические.
Металлические защитные покрытия
Металлические защитные покрытия наносятся на поверхности (металл, стекло, керамика, пластмассы и др.) для защиты их от коррозии, придания твердости, электропроводности, износостойкости и в декоративных целях.
Защита от коррозии металлическими покрытиями осуществляется следующими способами:
- металлизация напылением - распыление на обрабатываемую поверхность расплавленного металла при помощи воздушной струи;
- горячий способ нанесения защитного покрытия - окунание изделия в ванну с расплавленным металлом;
- гальванический (электролитический) - осаждение металла или сплава из водных растворов их солей на поверхность изделия, постоянно пропуская через электролит электрический ток;
- плакирование (термомеханический) - нанесение на поверхность основного металла - другого, более устойчивого к агрессивной среде, применяя литье, совместную прокатку или деформированное плакирование (прессование, ковка);
- диффузионный - суть способа заключается в проникновении металлопокрытия в поверхностный слой основного металла под воздействием высокой температуры.
По способу защиты металлические защитные покрытия разделяют на катодные и анодные. Характер такой защиты от коррозии обусловлен тем, что металлопокрытие, по отношению к покрываемому изделию, может быть анодом или катодом (зависит от электрохимической характеристики металла покрытия).
Электрохимическую защиту от коррозии осуществляют только анодные покрытия. На поверхности защищаемого изделия, при наличии влаги в окружающей среде, образуются замкнутый гальванический элемент. Металл с более электроотрицательным электрохимическим потенциалом (покрытие) будет играть роль анода, при этом подложка - катод.
Вследствии работы гальванического элемента металл, являющийся анодом, будет под воздействием окружающей среды постепенно разрушаться, этим самым защищая изделие.
При защите от коррозии с помощью анодных покрытий важным аспектом можно считать то, что металлопокрытие будет защитным даже при наличии на нем пор и царапин. Хорошим примером анодного покрытия является цинковое покрытие не железе.
Защита от коррозии катодными покрытиями осуществляется реже, так как катодное покрытие защищает изделие лишь механически. Катодное защитное покрытие имеет более положительный электродный потенциал. При этом основной металл изделия является анодом и при подводе к нему влаги начнется интенсивное его растворение. Именно поэтому катодное покрытие должно быть сплошным, без малейших признаков пор и, желательно, равномерное, относительно большой толщины. Примером катодного покрытия служит оловянный или медный сплошный слой на железе.
Неметаллические защитные покрытия
Неметаллические защитные покрытия применяются для изоляции металлических изделий, их защиты от воздействия внешней среды (влаги), придания красивого вида.
Неметаллические защитные покрытия принято разделять на лакокрасочные, полимерные, покрытия резинами, смазками, силикатными эмалями, пастами.
Лакокрасочные защитные покрытия.
Лакокрасочные защитные покрытия широко распространены и применяются наиболее часто. В состав покрытия входят пленкообразующие вещества, наполнители, пигменты, пластификаторы, растворители, катализаторы. Покрытие такого рода не только хорошо защищает изделие в различных атмосферах, но и придают ему приятный внешний вид. Кроме того, варьируя состав и используемые материалы, получают покрытия с специфическими свойствами (токопроводящие, необрастающие, светящиеся, декоративные, с повышенной прочностью, жаростойкостью, кислотостойкостью и т.п.).
Лакокрасочные защитные покрытия в свою очередь подразделяются на лаки, краски, эмали, грунтовки, олифы и шпаклевки.
Полимерные защитные покрытия.
Полимерные защитные покрытия наносятся на поверхность изделия в виде горячей смолы с целью защиты его от внешней среды. Покрытие смолой может осуществляться окунанием, газотермическим или вихревым напылением, а также обычной кистью. После остывания на поверхности образуется защитная сплошная пленка из полимера, толщиной обычно пару миллиметров.
Наиболее распространенные полимеры, применяющиеся с целью защиты от коррозии, это: полистирол, полиэтилен, полипропилен, полиизобутилен, фторопласты, эпоксидные смолы и др.
Полимерные защитные покрытия могут быть применены в качестве футеровки химических аппаратов, резервуаров (емкостей).
Защитное покрытие резинами (гуммирование).
Защитное покрытие резинами (гуммирование) осуществляется резиной и эбонитом для защиты от воздействия внешней среды различных емкостей, трубопроводов, цистерн, химических аппаратов, резервуаров для перевозки и хранения химических веществ. Защитное покрытие может быть сформировано из мягкой (при воздействии на эксплуатируемое изделие ударных, растягивающих, колебательных и других видов нагрузок) или твердой резины (которые работают при постоянной температуре, не подвергаются нагрузкам). Мягкость резины контролируется добавками серы. Мягкая содержит от 2 до 4% серы, а твердая - 30 - 50%. Для получения прочного защитного покрытия часто применяют как резину, так и эбонит.
Наносят резину на предварительно очищенную и обезжиренную поверхность, сначала обрабатывая ее резиновым клеем, потом валиком выдавливая скопившийся воздух. Заключительным этапом в гуммировании является вулканизация.
Резиновые защитные покрытия являются хорошими диэлектриками, обладают высокой стойкостью во многих кислотах и щелочах. Разрушающие действие на резиновые покрытия оказывают лишь сильные окислители. Резиновые покрытия, как и все полимерные материалы, обладают негативным свойством - со временем стареть.
Защитные покрытия силикатными эмалями.
Защитные покрытия силикатными эмалями применяют для изделий, работающих при высоких температурах, давлениях, в очень агрессивных, химически активных средах. Формирование эмалевого защитного покрытия возможно двумя способами: сухим (наносят порошок) или мокрым (пасту).
Процесс нанесения эмали ведется в несколько этапов. Сначала наносят непосредственно на изделие порошкообразную грунтовую эмаль, которая улучшает адгезию, а также уменьшает термические и механические напряжения. Проводят спекание при температуре 880 - 920 о С. Далее покрывают слоем покровной эмали, потом спекают при температуре 840 - 860 о С.
Если требуется нанести несколько слоев силикатной эмали, вышеописанные операции проводят поочередно еще несколько раз. Обычно изделия из чугуна покрывают двумя - тремя слоями силикатной эмали, общей толщиной до 1 миллиметра.
Основным недостатком эмалевого защитного покрытия можно назвать низкую прочность при воздействии ударных нагрузок, т.е. растрескивание, скалывание.
Защитные покрытия из паст и смазок.
Защитные покрытия из паст и смазок используют в основном при длительном хранении и перевозке металлоизделий. Пасты или смазки наносятся на поверхность защищаемого объекта распылением, кистью или специальным тампоном. После высыхания образуется защитная пленка. Она ограждает изделия от воздействия влаги, пыли, различных газообразных веществ.
Смазки изготовляются на основе минеральных масел (вазелинового, машинного) с примесью воскообразных веществ (воска, парафина, мыла). Если изделие стальное, то в смазку дополнительно вводят немного щелочи. Очень популярна смазка, в состав которой входит 5% парафина и 95% петролатума (смесь парафинов, масел, церезинов).
Из суспензий минеральных восков (церезина) или парафина и каучука, а также полиизобутилена в уайт-спирите изготавливают защитные покрытия на основе паст.
Защитные покрытия из паст и смазок очень эффективны, но главным их недостатком можно считать то, что целостность образовавшейся пленки очень легко нарушить.
Металлические покрытия неметаллические покрытия
Единая система защиты от коррозии и старения
ПОКРЫТИЯ МЕТАЛЛИЧЕСКИЕ И НЕМЕТАЛЛИЧЕСКИЕ НЕОРГАНИЧЕСКИЕ
Unified system of corrosion and ageing protection.
Metal and non-metal inorganic coatings. General requirements
МКС 25.220
ОКСТУ 0009
Дата введения 1987-07-01
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.02.86 N 424
2. Стандарт соответствует СТ СЭВ 4662-84, СТ СЭВ 4664-84, СТ СЭВ 4665-84, СТ СЭВ 4816-84, СТ СЭВ 5293-85, СТ СЭВ 5294-85, СТ СЭВ 5295-85, СТ СЭВ 6442-88, СТ СЭВ 6443-88 в части технических требований
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Вводная часть, 2.4
6. ИЗДАНИЕ (октябрь 2010 г.) с Изменениями N 1, 2, утвержденными в марте 1989 г., октябре 1989 г. (ИУС 6-89, 1-90), Поправкой (ИУС 1-91)
Настоящий стандарт распространяется на металлические и неметаллические неорганические покрытия (далее - покрытия), получаемые электрохимическим, химическим и горячим (олово и его сплавы) способами, и устанавливает общие требования (далее - требования) к поверхности основного металла и покрытиям в процессе их производства и контролю качества основного металла и покрытий.
Стандарт не распространяется на покрытия, используемые в качестве технологических подслоев, на никелевые, никелево-хромовые, медно-никелевые и медно-никелево-хромовые, имеющие только декоративное назначение, и не учитывает изменения покрытий, появившиеся при сборке и испытаниях изделий.
Требования, не предусмотренные настоящим стандартом, связанные со спецификой деталей, производства и требований к покрытиям, указывают в нормативно-технической и (или) конструкторской документации.
Соответствие покрытий требованиям настоящего стандарта контролируют методами по ГОСТ 9.302.
(Измененная редакция, Изм. N 2).
1. ТРЕБОВАНИЯ К ПОВЕРХНОСТИ ОСНОВНОГО МЕТАЛЛА
1.1. Шероховатость поверхности основного металла по ГОСТ 2789, мкм, должна быть не более:
10 (40) - под защитные покрытия;
2,5 ( 10) - под защитно-декоративные покрытия;
1,25 ( 6,3) - под твердые и электроизоляционные анодно-окисные покрытия.
Шероховатость поверхности основного металла под функциональные покрытия должна соответствовать установленной в нормативно-технической и (или) конструкторской документации на изделие.
Указанные требования к шероховатости поверхности не распространяются на нерабочие труднодоступные для обработки и нерабочие внутренние поверхности деталей, резьбовые поверхности, поверхности среза штампованных деталей толщиной до 4 мм, рифленые поверхности, а также на детали, шероховатость основного металла которых установлена соответствующими стандартами. Необходимость доведения шероховатости поверхностей до установленных значений должна быть оговорена в конструкторской документации.
(Измененная редакция, Изм. N 1).
1.2. Острые углы и кромки деталей, за исключением технически обоснованных случаев, должны быть скруглены радиусом не менее 0,3 мм; радиус закругления деталей под твердое и электроизоляционное анодно-окисные покрытия - не менее 0,5 мм.
1.3. На поверхности деталей не допускаются:
закатанная окалина, заусенцы;
расслоения и трещины, в том числе выявившиеся после травления, полирования, шлифования;
коррозионные повреждения, поры и раковины.
1.4. Поверхность литых и кованых деталей должна быть без газовых и усадочных раковин, шлаковых и флюсовых включений, спаев, недоливов, трещин.
Допускаемые отклонения на поверхности литых деталей (вид, размер и количество) устанавливают в нормативно-технической и конструкторской документации.
1.5. Поверхность деталей, изготовленных из горячекатаного металла, должна быть очищена от окалины, травильного шлама, продуктов коррозии основного металла и других загрязнений.
1.6. Поверхность деталей после механической обработки должна быть без видимого слоя смазки или эмульсии, металлической стружки, заусенцев, пыли и продуктов коррозии без внедрения частиц инородного материала.
1.5, 1.6. (Измененная редакция, Изм. N 1).
1.7. Поверхность деталей после абразивной обработки, например, гидропескоструйной, галтования и др. должна быть без травильного шлама, шлака, продуктов коррозии и заусенцев.
1.8. Поверхность шлифованных и полированных деталей должна быть однородной, без забоин, вмятин, прижогов, рисок, заусенцев, дефектов от рихтовочного инструмента.
1.9. На поверхности деталей после термообработки (отжига, закалки, нормализации, отпуска, старения, а также термообработки, проводимой для улучшения адгезии последующих покрытий) не должно быть забоин, царапин, трещин, пузырей, коррозионных очагов, расслоений, короблений.
1.10. Сварные и паяные швы на деталях должны быть зачищены, непрерывны по всему периметру для исключения зазоров и проникания в них электролита.
Дефекты, появившиеся при зачистке швов, выполненных среднеплавкими припоями, должны быть устранены подпайкой теми же или легкоплавкими припоями.
На поверхности паяных швов допускается равномерное растекание припоя шириной до 10 мм, отдельные несквозные поры, очищенные от остатков флюса и не нарушающие герметичности паяных швов.
Швы на деталях из титановых сплавов должны быть выполнены способами, исключающими окисление.
Не допускается механическая зачистка швов на деталях, изготовленных пайкой в расплаве солей. Паяные швы на таких деталях должны быть ровными и плотными. На поверхности деталей не должно быть остатков флюсов и выплесков силумина.
Клеевые швы на деталях должны быть сплошными, без вздутий, пузырей и пустот, нe иметь зазоров, в которые может проникать электролит, не содержать излишков клея в околошовной зоне и зачищены механическим способом.
Не допускается наносить химические и электрохимические покрытия на детали, имеющие клеевые соединения.
1.11. Поверхность электрополированных деталей должна быть гладкой, светлой и блестящей без растравливания, прижогов, трещин, неотмытых солей, продуктов коррозии.
Степень блеска не нормируется.
На электрополированной поверхности не являются браковочными следующие признаки:
неравномерный блеск на участках, имеющих различную термическую и механическую обработку;
отдельные матовые и белесые участки на поверхности деталей, к которым не предъявляют требования по декоративности;
отсутствие эффекта электрополирования в труднодоступных местах: щелях, зазорах, глухих отверстиях диаметром до 15 мм, сквозных - до 10 мм, а также отверстиях и углублениях, труднодоступных для электрополирования;
следы от потеков воды;
отсутствие блеска в местах сварки;
следы от контакта с приспособлением в виде матовых и темных участков;
механическая полировка (при необходимости) мест контакта с приспособлением и для получения точных размеров детали после электрополирования;
черные точки на резьбе, если нет других указаний в нормативно-технической документации;
следы механической обработки основного металла до электрополирования и другие отклонения, допускаемые нормативно-технической документацией на основной металл.
1.9-1.11. (Измененная редакция, Изм. N 1).
2. ТРЕБОВАНИЯ К ПОКРЫТИЯМ
2.1. Требования к внешнему виду покрытия
2.1.1. Поверхность полированного покрытия должна быть однородной, блестящей или зеркальной.
На механически полированной поверхности покрытия, кроме зеркальной, не являются браковочными признаками единичные волосовидные царапины или точки от полировочных паст и рихтовочного инструмента в количестве не более 5 шт. на 100 см, заполировка кромок, незначительная волнистость (утяжка) покрытия на деталях из латуни, если нет специальных требований в конструкторской документации.
2.1.2. На поверхности покрытий, если нет специальных указаний в конструкторской документации, не являются браковочными следующие признаки:
следы механической обработки и другие отклонения, допускаемые нормативно-технической документацией на основной металл;
незначительная волнистость поверхности покрытия после вытяжки, выявляющаяся после травления;
темные или светлые полосы или пятна в труднодоступных для зачистки отверстиях и пазах, на внутренних поверхностях и вогнутых участках деталей сложной конфигурации, местах сопряжения неразъемных сборочных единиц, в сварных, паяных швах, околошовной зоне и местах снятия плакировочного слоя;
неравномерность блеска и неоднотонность цвета;
неоднотонность цвета покрытий на деталях из плакированных металлов с частичной механической обработкой;
следы от потеков воды, хроматирующих и фосфатирующих растворов без остатков солей;
блестящие точки и штрихи, образовавшиеся от соприкосновения с измерительным инструментом, приспособлениями и от соударения деталей в процессе нанесения покрытий в барабанах, колоколах и сетчатых приспособлениях;
изменение интенсивности цвета или потемнение после нагрева с целью обезводороживания и проверки прочности сцепления, снятия изоляции и пропитки;
единичные черные точки на участках, предназначенных под заливку компаундами, герметиками, клеями;
Покрытия крепежных изделий

Крепёж без специального защитного покрытия (т.н. «чёрный») в настоящее время применяются все меньше и меньше, т.к. кроме механического воздействия, которое может вызвать разрушение крепежа, металлы, из которых изготовлены крепежные детали, разрушаются при взаимодействии с окружающей средой – этот процесс называется коррозией (от латинского corrodere –разъедать). В зависимости от окружающих металл условий (температура, влажность, химический состав окружающей среды и т.д.) эксплуатации по ГОСТ 9.303-84 (взамен ГОСТ 14007-68) подразделяются на легкие (Л), средние (С), жесткие (Ж) и очень жесткие (ОЖ). Для защиты металлов от коррозии на них наносят различные покрытия. Кроме того, покрытия наносят для придания изделиям декоративного вида (эстетические свойства) или создания специальных поверхностных свойств (электропроводимости, теплопроводности, электроизоляционных, магнитных или немагнитных свойств, светоотражающей или светопоглощающей способности, износостойкости и др.).
Покрытия могут быть металлическими, неметаллическими неорганическими, порошковыми, лакокрасочными, пластмассовыми, резиновыми.
Содержание
Защитные свойства покрытий
Защитные свойства покрытий зависят от возможности взаимодействия материалов покрытий и детали (в рассматриваемом случае шурупа). Различаются две разновидности способов защиты – механический и электрохимический. Механическая защита достигается за счет изолирования материала от внешней среды и эффективна только при отсутствии пор, задиров и др. повреждений покрытия. Электрохимическая защита обеспечивается в том случае, если материал покрытия является анодным по отношению к защищаемому материалу и не зависит от пористости. Основным видом коррозии металлов является электрохимическая, возникающая в зоне контакта двух металлов, имеющих разный электрохимический потенциал. Возникающая при наличии влаги гальваническая пара приводит к постепенному растворению металла имеющего меньший потенциал.

Значения электрохимических потенциалов ряда металлов в нормальных условиях приведены в табл.1. Покрытия, выполненные из материала, потенциал которого в данных условиях более отрицателен чем потенциал защищаемого металла, называются анодными. Согласно табл.1 анодными покрытиями для железа и его сплавов (сталь, чугун) являются покрытия из магния, алюминия, цинка, хрома. Такие покрытия при наличии пор и задиров разрушаются сами, а защищаемый металл нет. Катодными называются покрытия, у которых потенциал более положителен, чем у защищаемого металла, для стали такими покрытиями будут: медное, никелевое, оловянное, свинцовое, серебряное, золотое.
Понятно, что анодные покрытия обеспечивают как механическую, так и электрохимическую защиту, а катодные только механическую. Неметаллические, лакокрасочные, пластмассовые покрытия обеспечивают только механическую защиту. Следует помнить, что электрохимический потенциал зависит не только от материала, но и от окружающей среды. Так, в условиях атмосферы и в водных растворах неорганических соединений олово по отношению к железу (стали) является катодным покрытием (луженое железо). Однако в присутствии органических веществ олово часто играет роль анодного покрытия по отношению к железу и его сплавам, поэтому луженая жесть консервов ржавеет снаружи, но не внутри. Цинк – самое распространенное антикоррозионное покрытие хорошо анодно защищает сталь в атмосферных условиях и в пресной воде при нормальных и низких температурах, но при высоких температурах, в агрессивных средах его потенциал меняется в сторону увеличения и может превысить потенциал железа. Кадмий образует катодное покрытие по отношению к железу в атмосфере или в пресной воде, но в морской воде кадмиевое покрытие является анодным.
Следует помнить, что не всякое анодное покрытие и не во всех случаях оказывается удовлетворительным, т.к. оно само также не должно слишком быстро разрушаться. Так, например, цинковое покрытие, широко применяемое для защиты от коррозии в средних географических широтах, оказывается нестойким в тропическом климате. Причиной этого служит интенсивное растворение и смывание водой и влагой воздуха слоя солей цинка, образующегося на поверхности при коррозии. В результате этого происходит обнажение глубинных слоев металла, и скорость коррозии не замедляется. Рассмотрим особенности и способы применения наиболее распространенных видов покрытий крепежных изделий. Для крепежных изделий (в частности шурупов) применяются металлические (цинковые, кадмиевые, медные и т.д.), неметалические неорганические (окисные, фосфатные), лакокрасочные покрытия.
Цинкование (оцинковка)
Из металлических покрытий в мировой практике наиболее широко применяются цинковые. Их широкое применение для защиты стальных и чугунных изделий обусловлено в основном двумя причинами. Первая – высокая природная стойкость самого цинка вследствие образования на цинке в коррозионной среде защитных пленок из продуктов коррозии, вторая – высокая анодность защиты при температуре до 70°С. При более высоких температурах цинк защищает сталь только механически.
Защитные свойства цинковых покрытий определяется как их толщиной, так методом их нанесения. Цинковые покрытия, полученные различными методами, отличаются по равномерности, строению, плотности, составу и т.п. Для создания цинковой пленки используется:
- горячее цинкование (погружение изделий в расплав цинка при температуре 450…480 °С);
- электролитическое цинкование (гальваническое покрытие в кислых, сернокислых или щелочных цианистых ваннах);
- термодиффузионное цинкование или шерардизация (насыщение цинком нагретых до 400…420 °С стальных изделий в порошковой цинковой среде).

Горячий способ позволяет получить покрытие большой толщины (50…150 мкм), но эта толщина колеблется в значительных пределах и точная регулировка его невозможна. Отсюда высокие потери металла, порой недостаточное качество покрытия. На параметры основного металла (самой крепежной детали) горячая оцинковка практически не влияет, но размеры детали могут заметно измениться. Экономия металла при электролитическом методе покрытия составляет до 50%, при этом повышается твердость покрытия (500…600 Н/мм2) и его однородность, обеспечивается высокая степень чистоты осажденного цинка и повышенная химическая стойкость, но толщина покрытия невелика (5…35 мкм). Кроме того, при электролитическом цинковании происходит наводороживание и как следствие охрупчивание основного защищаемого металла. Оба метода являются экологически вредными, и перед производителями постоянно стоит проблема утилизации отходов. Всех недостатков лишен метод шерардизации, применяемый, к сожалению, производителями крепежа пока достаточно редко.
Для повышения коррозионной и механической стойкости цинковые покрытия часто подвергают хроматированию (пассивированию) или фосфатированию. Для желтого (хроматного) пассивирования оцинкованные изделия погружают в растворы хромовой кислоты или ее солей. Образующаяся хроматная пленка представляет собой соединения хрома и цинка, защитные свойства которой практически не изменяются даже при наличии на ней механических повреждений (царапин, рисок и т.п.). После хроматного пассивирования покрытия приобретает желтую или зеленовато-желтую окраску с радужным оттенком. Фосфатирование цинковых покрытий применяется на крепежных изделиях редко в основном при необходимости их последующего окрашивания.
Крепежные изделия с цинковым покрытием полученным горячим или электролитическим способом без хроматирования или фосфатирования пригодны для использования в легких (Л) или средних (С) условиях эксплуатации, с дополнительной обработкой или окрашенные – в любых. Шерардированные крепежные изделия работают в любых условиях.
Кадмирование
Кадмирование крепежных изделий производится редко. Кадмий и его соединения очень токсичны, и во многих странах кадмирование запрещено. Цвет, механическая прочность и ряд других показателей кадмиевых покрытий близки к цинковым. Покрытия кадмием также могут подвергаться хроматированию и фосфатированию. Защитные свойства кадмиевых покрытий в обычных условия ниже цинковых, но в морских условиях и при сильной конденсации водяного пара такие покрытия применяются и поныне.

Никелевое
Никелевое покрытие является катодным по отношению к стали и защищает ее только механически. Для никелирования крепежных деталей применяют колокольные ванны или ванны с вращающимися барабанами с электролитом, основным компонентом которого является сернокислый никель. Никелевые покрытия имеют привлекательный декоративный вид (хотя со временем тускнеют), но снижаютмеханические свойства стали и имеют малую коррозионную стойкость. В этой связи никелированные крепежные изделия – редкость, хотя и используется например в мебельной промышленности.
Покрытие Dacromet.
Цинконаполненные покрытия под названием «Dacromet 320» (Дакромет 320) разработан фирмой «Diamond Shamrock Corp.» (США), как способ защиты от коррозии стальных деталей, в основном крепежа. Покрытие наносится методом погружения деталей в специальную суспензию цинковых частиц в водном растворе органических и неорганических компонентов. После удаления излишков суспензии центрифугированием для окончательного формирования покрытия детали подвергаются ступенчатому нагреву, начиная с 80°С и до завершающей температуры 300°С.
Существуют другие модификации покрытия «Дакромет», для покрытия листовой стали. Покрытия типа «Дакромет» известны также под названиями «Dacral», «Geomet» и другими – от производителя.
Дальнейшим развитием цинкнаполненных покрытий явились так называемые «цинкламельные покрытия», не содержащие шестивалентного хрома. Система ламельного цинкового покрытия включает в себя базовый слой, состоящий из тонких алюминиевых и цинковых чешуек (ламелей) и, при необходимости, один или несколько дополнительных слоев, придающих покрытию специальные свойства: фрикционные, коррозионную и химическую стойкость, цвет и другие. Цинкламельные покрытия известны по названиям их разработчиков «Delta», «Geomet» и др.
Цинкламельное покрытие
наносят на предварительно подготовленную поверхность деталей путем погружая в высокодисперсную суспензию цинкового и алюминиевого порошков, имеющих форму чешуек, в связующем материале или ее напыления с последующим нагревом деталей до 240°С для сушки и отверждения. Сформировавшееся покрытие содержит более 70% цинкового и до 10% алюминиевого порошка, а также связующий органический материал. Оно состоит из множества слоев алюминиевых и цинковых частиц толщиной менее микрометра и шириной около 10 мкм, расположенных параллельно друг другу и покрываемой поверхности, соединенных связующим компонентом. Малый размер частиц делает возможным наносить цинкламельные покрытия толщиной 4 – 8 мкм, которые применяют в автомобилестроении. Коррозионная стойкость покрытий свыше 700 часов в нейтральном соляном тумане. Более толстые покрытия применяют для нанесения на детали и элементы строительных конструкций.
Данное покрытие обладает электропроводящими свойствами, его более электроотрицательный потенциал по отношению к стали создает электрохимическую защиту в дополнение к барьерной.
При применении цинконаполненных покрытий не приводит к возникновению водородной хрупкости покрываемых сталей. Толщина покрытий на стали, как и в случае обычных цинковых покрытий, определяется любыми магнитными, магнитно-индукционными и другими подобными толщиномерами.

Так крайне редко применяется для крепежных изделий хромирование, которое, имея высоэстетичный вид, почти вдвое снижает предел выносливости покрытой им стали без специальных операций предварительной подготовки металла. Хроматирование применяется либо как декоративное, либо как износостойкое, в связи с низким коэффициентом трения хрома.
Защитные покрытия металлов: как и для чего они создаются?

Уникальной разновидностью неметаллических защитных покрытий являются антифрикционные материалы. По внешнему виду они напоминают краски, однако вместо пигментов содержат частицы твердых смазочных веществ, которые равномерно распределены в смеси связующих компонентов и растворителей.
В противокоррозионной практике для изоляции металла от воздействия агрессивных сред используются специальные защитные покрытия. Все они подразделяются на металлические и неметаллические.
Металлические – анодные и катодные – покрытия наносятся на поверхности методами газотермического напыления, окунания, гальванизации, плакирования или диффузии.
К неметаллическим защитным покрытиям относятся лакокрасочные составы, полимерные пленки, силикатные эмали, резины, оксиды металлов, соединения фосфора, хрома и др.
Рассмотрим все виды покрытий подробнее.
В качестве анодных металлических покрытий выступают металлы, электрохимический потенциал которых меньше, чем у обрабатываемых материалов. У катодных он, наоборот, выше.
Анодные покрытия обеспечивают электрохимическую защиту металлических поверхностей и выполняют свои функции даже при нарушении целостности слоя.

Катодные покрытия препятствуют проникновению агрессивных сред к основному металлу благодаря образованию механического барьера. Они лучше защищают поверхности от негативных воздействий, но только в случае неповрежденности.
В зависимости от способа нанесения металлические покрытия подразделяются на следующие виды.
Гальванические покрытия
Гальванизация – это электрохимический метод нанесения металлического защитного покрытия для защиты поверхностей от коррозии и окисления, улучшения их прочности и износостойкости, придания эстетичного внешнего вида.
Гальванические покрытия применяются в авиа- и машиностроении, радиотехнике, электронике, строительстве.
В зависимости от назначения конкретных деталей на них наносятся защитные, защитно-декоративные и специальные гальванические покрытия.
Защитные служат для изоляции металлических деталей от воздействия агрессивных сред и предотвращения механических повреждений. Защитно-декоративные предназначены для придания деталям эстетичного внешнего вида и их защиты от разрушительных внешних воздействий.
Специальные гальванические покрытия улучшают характеристики обрабатываемых поверхностей, повышают их прочность, износостойкость, электроизоляционные свойства и т.д.
Разновидностями гальванических покрытий являются меднение, хромирование, цинкование, железнение, никелирование, латунирование, родирование, золочение, серебрение и пр.
Газотермическое напыление
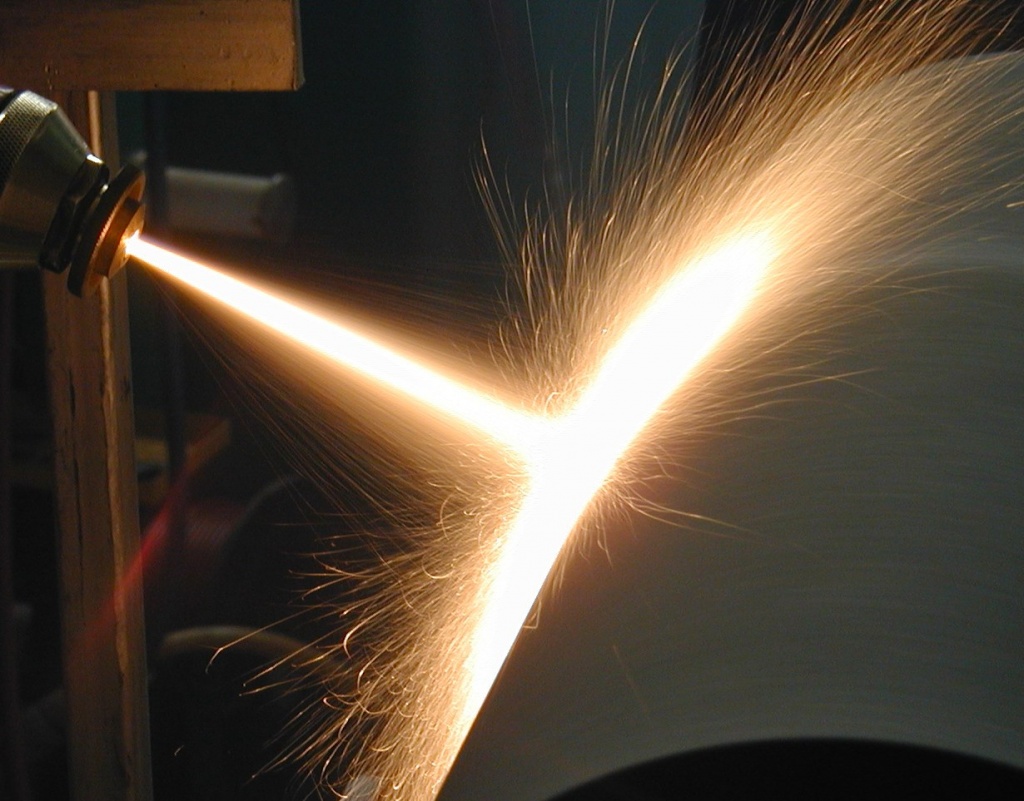
Представляет собой перенос расплавленных частиц материала на обрабатываемую поверхность газового или плазменным потоком. Покрытия, образованные таким методом, отличаются термо- и износостойкостью, хорошими антикоррозионными, антифрикционными и противозадирными свойствами, электроизоляционной или электропроводной способностью. В качестве напыляемого материала выступают проволоки, шнуры, порошки из металлов, керамики и металлокерамики.
Выделяют следующие методы газотермическогого напыления:
- Газопламенное напыление: самый простой и недорогой метод, применяемый для защиты крупных площадей поверхности от коррозии и восстановления геометрии деталей
- Высокоскоростное газопламенное напыление: используется для образования плотных металлокерамических и металлических покрытий
- Детонационное напыление: применяется для нанесения защитных покрытий, восстановления небольших поврежденных участков поверхности
- Плазменное напыление: используется для создания тугоплавких керамических покрытий
- Электродуговая металлизация: для нанесения антикоррозионных металлических покрытий на большие площади поверхности
- Напыление с оплавлением: применяется тогда, когда риск деформации деталей отсутствует или он оправдан
Погружение в расплав
При использовании этого метода обрабатываемые детали окунаются в расплавленный металл (олово, цинк, алюминий, свинец). Перед погружением поверхности обрабатываются смесью хлорида аммония (52-56 %), глицерина (5-6 %) и хлорида покрываемого металла. Это позволяет защитить расплав от окисления, а также удалить оксидные и солевые пленки.
Данный метод нельзя назвать экономичным, так как наносимый металл расходуется в больших количествах. При этом толщина покрытия неравномерна, а наносить расплав в узкие зазоры и отверстия, например, на резьбу, не представляется возможным.
Термодиффузионное покрытие
Данное покрытие, материалом для которого выступает цинк, обеспечивает высокую электрохимическую защиту стали и черных металлов. Оно обладает высокой адгезией, стойкостью к коррозии, механическим нагрузкам и деформации.
Слой термодиффузионного покрытия имеет одинаковую толщину даже на деталях сложных форм и не отслаивается в процессе эксплуатации.
Плакирование
Метод представляет собой нанесение металла термомеханическим способом: путем пластичной деформации и сильного сжатия. Чаще всего таким образом создаются защитные, контактные или декоративные покрытия на деталях из стали, алюминия, меди и их сплавов.
Плакирование осуществляется в процессе горячей прокатки, прессования, экструзии, штамповки или сваривания взрывом.
Виды и особенности неметаллических покрытий
Неметаллические покрытия подразделяются на органические и неорганические. Они создают на обрабатываемых поверхностях тонкую, инертную по отношению к агрессивным веществам пленку, которая предохраняет детали от негативных воздействий окружающей среды.
Лакокрасочные защитные покрытия
В состав таких покрытий входят пленкообразующие вещества, наполнители, пигменты, пластификаторы, растворители и катализаторы. Варьирование состава позволяет получать материалы со специфическими свойствами (токопроводящие, декоративные, особопрочные, жаростойкие и т.п.). Они не только защищают изделия в различных условиях, но и придают им эстетичный внешний вид.
В группу лакокрасочных покрытий входят лаки, краски, грунтовки, олифы, шпаклевки.
Силикатные эмали
Применяются для изделий, работающих при высоких температурах в химически агрессивных средах.
Эмалевое защитное покрытие формируется с помощью порошка или пасты. Процесс проходит в несколько этапов. Сначала на изделие наносится грунтовая эмаль – она улучшает адгезию, уменьшает термические и механические напряжения.
Затем, после спекания первого слоя при температуре +880… + 920 °С, накладывается покровная эмаль, после чего изделие снова подвергается нагреванию до +840… +860 °С.
Если требуется нанести несколько слоев силикатной эмали, вышеописанные операции проводят поочередно несколько раз. Изделия из чугуна, к примеру, обрабатывают в 2-3 подхода.
Застывшая эмаль представляет собой тонкое, похожее на стекло, покрытие. Его основным недостатком является сравнительно низкая прочность – под воздействием ударных нагрузок эмаль может растрескиваться или скалываться.
Полимерные защитные покрытия
В число наиболее распространенных полимеров, применяющихся для защиты металлов от коррозии, входят полистирол, полиэтилен, полипропилен, полиизобутилен, фторопласты, эпоксидные смолы и др.
Полимерное покрытие осуществляется методами окунания, газотермического или вихревого напыления, обычной кистью. Остывая, оно образует на поверхности сплошную защитную пленку толщиной несколько миллиметров.
Разновидностью полимерных являются антифрикционные твердосмазочные покрытия. Внешне эти материалы похожи на краски, однако вместо пигментов они содержат высокодисперсные частицы твердых смазочных веществ, которые равномерно распределены в смеси связующих компонентов и растворителей.
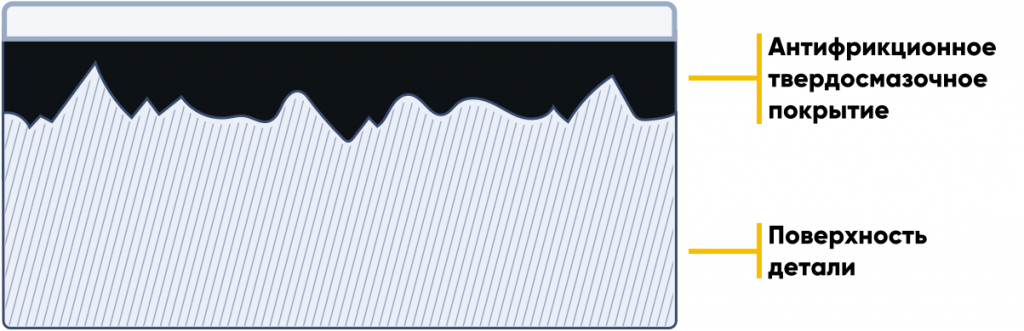
Основу покрытий могут составлять дисульфид молибдена, графит, политетрафторэтилен (ПТФЭ) и прочие твердые смазки. В качестве связующих применяются акриловые, фенольные, полиамид-имидные, эпоксидные смолы, титанат, полиуретан и некоторые другие специальные компоненты.
Антифрикционные твердосмазочные покрытия, а также специальные растворители и очистители для предварительной подготовки поверхностей разрабатывает российская компания «Моденжи».
Материалы MODENGY применяются в средне- и тяжелонагруженных узлах трения скольжения (направляющих, зубчатых передачах, подшипниках и т.д.), на деталях двигателей внутреннего сгорания (юбках поршней, вкладышах валов, дроссельной заслонке), в резьбовом крепеже, трубопроводной арматуре, пластиковых и металлических элементах автомобилей (замках, петлях, пружинах, скобах, механизмах регулировки и т.д.), а также в других парах трения металл-металл, металл-резина, полимер-полимер, металл-полимер.
Покрытия MODENGY наносятся однократно на весь срок службы деталей. С их помощью создаются узлы трения, не требующие дальнейшего обслуживания и применения традиционных смазочных материалов.
Антифрикционные покрытия MODENGY отличаются:
- Высокой несущей способностью
- Работоспособностью в запыленной среде
- Низким коэффициентом трения
- Широким диапазоном рабочих температур
- Высокой износостойкостью
- Противозадирными и антикоррозионными свойствами
- Стойкостью к воздействию кислот, щелочей, растворителей и других химикатов
- Работоспособность в условиях радиации и вакуума

Покрытия ложатся тонким слоем, поэтому практически не меняют исходные размеры деталей, зато обеспечивают им необходимый комплекс триботехнических и защитных свойств.
Применение материалов MODENGY позволяет эффективно управлять трением, повышать ресурс и энергоэффективность оборудования.
Оксидные защитные пленки
Оксидирование – это окислительно-восстановительная реакция металлов, которая возникает благодаря их взаимодействию с кислородом, электролитом или специальными кислотно-щелочными составами. В результате этого процесса на металлических поверхностях образуется защитная пленка, которая увеличивает их твердость, снижает риск образования задиров, улучшает приработку деталей и повышает срок их службы.
Оксидирование используется для получения защитных и декоративных покрытий, а также для формирования диэлектрических слоев. Различают химические, анодные (электрохимические), термические, плазменные и лазерные методы этой обработки.
Резиновые защитные покрытия

Гуммирование, или создание защитных покрытий из резины или эбонита, помогает защитить трубопроводы, химические аппараты, резервуары для перевозки и хранения химических веществ от воздействия агрессивных сред.
Защитное покрытие может быть сформировано из мягкой или твердой резины. Консистенция контролируется добавками серы: мягкая содержит от 2 до 4 % этого вещества, твердая – от 30 до 50 %.
Покрытие наносится на предварительно очищенные и обезжиренные поверхности. Скопившийся после обработки воздух выдавливается валиком. В качестве заключительного этапа гуммирования проводится вулканизация изделий.
Резиновые покрытия являются хорошими диэлектриками, обладают стойкостью ко многим кислотам и щелочам (но не к сильным окислителям). Из существенных недостатков резиновых покрытий можно выделить их старение со временем.
Смазки и пасты
При длительном хранении и перевозке металлоизделий в качестве защитных покрытий могут использоваться специальные смазки и пасты – они препятствуют попаданию на поверхности влаги, пыли и различных газообразных веществ, наносятся кистью или методом распыления.
Консервационные материалы изготавливаются на основе минеральных масел (вазелинового, машинного) и воскообразных веществ (воска, парафина, мыла). Очень популярны смазки, в состав которых входит 5 % парафина и 95 % петролатума (смеси парафинов, масел и минеральных восков – церезинов).
Главный недостаток паст и смазок, применяющихся в качестве защитных покрытий, состоит в том, что целостность образовавшейся пленки легко нарушить. Именно поэтому лучшей альтернативой пластичных составов являются антифрикционные твердосмазочные покрытия.
Все материалы сайта https://atf.ru/ принадлежат
ООО "НОВЫЕ РЕШЕНИЯ" ИНН 5751054390
Читайте также: