Металлический каркас тормозной колодки
Обновлено: 28.09.2024

Колодки — основной элемент тормозной системы. Задача колодки — остановить тормозной диск или барабан (и, соответственно, колесо) за счет силы трения.

Необходимую силу трения обеспечивают фрикционные материалы с высоким коэффициентом трения, оптимальными показателями вязкости и твердости — чтобы диски и сами колодки изнашивались равномерно и не быстро.
Первые тормозные колодки были деревянными и использовались на телегах и каретах. Работали они от ручного привода исключительно за счет физической силы кучера и силы трения. Такое приспособление было абсолютно бесполезным в дождь или снег.
Позже деревянные колодки заменили металлическими с фрикционными накладками из кожи.
В 1902 году Луи Рено представил тормоза с колодками внутри полых барабанов. Фрикционные накладки делали из асбеста. Позже от асбеста отказались, т.к. он очень вреден для органов дыхания человека.
Из чего состоит тормозная колодка

Современные тормозные колодки — это многослойный "пирог", где каждый компонент выполняет свою функцию. В среднем колодка состоит из 5-ти слоев:
1. Фрикционный материал — обеспечивает трение.
2. Шумопоглощающий слой.
3. Адгезивный материал — обеспечивает сцепление рабочего слоя с металлической основой.
4. Несущая стальная пластина.
5. Демпфер.
Компаунды тормозных колодок
В состав фрикционного слоя входит до 20-ти компонентов. Многие производители разрабатывают уникальную рецептуру фрикционных смесей, улучшающих определенные свойства колодок.
На современном рынке представлены три основных вида колодок:
— металлсодержащие — в основе до 65% металлических компонентов, отлично выдерживают высокие температуры, но плохо работают в мороз, агрессивны к дискам и суппортам, быстро изнашиваются;
— органические — в основе углеродистые материалы + кевлар, бронзовая стружка, стекловолокно и т.д., усиленные стальной стружкой. Мягкие, тихие, но при этом очень “грязные” и недолговечные. Требуют докатки для формирования рабочего слоя;
— керамические — сочетают преимущества металлических и органических колодок, износостойкие, отлично работают в условиях влажности, щадят тормозные диски, хорошо отводят тепло, но очень дорогие.
Как выбрать тормозные колодки?
Чтобы правильно выбрать и купить тормозные колодки, вы должны учитывать, как и где вы ездите, какой у вас автомобиль, тип тормозного механизма.

Для неспешной езды по городу не подходят спортивные колодки, а для трека не годится мягкая органика. Конечно, производители указывают на упаковке и самих колодках необходимые характеристики, но на всякий случай понимать, что вы покупаете, бывает полезно.
Тормозные колодки: как и из чего их делают

О том, как выглядит тормозная колодка и для чего она предназначена, известно большинству автомобилистов – даже тем из них, которым и в голову не придет заниматься ремонтом своей машины самостоятельно. Тормозные колодки подвержены естественному износу и требуют регулярной замены – как правило, в ходе планового технического обслуживания. В отличие от большинства других узлов и агрегатов автомобиля, вмешательство в которые требуется скорее из-за их внезапной поломки. Из чего же состоят эти простые на вид и знакомые всем детали, и как их производят?
Горячая работа
Колодка дискового тормоза современного автомобиля – часть ответственного механизма, которая должна безотказно работать в очень тяжелых условиях. Выдерживать интенсивные механические нагрузки, воздействие высокой температуры и ее перепады, влияние грязи и химических реагентов, способствующих развитию коррозии. При этом не издавать посторонних звуков, не изнашиваться чрезмерно быстро и не слишком интенсивно «съедать» поверхность более дорогого тормозного диска.
Подобный «букет» задач и требований – подчас весьма противоречивых – неизбежно превращает обыкновенную тормозную колодку в технологически сложное изделие. И чтобы выпустить качественные детали, способные эффективно служить в течение долгого времени, производитель должен строго следовать установленному регламенту, контролируя качество продукта на каждом этапе. Рассмотрим, как это происходит.
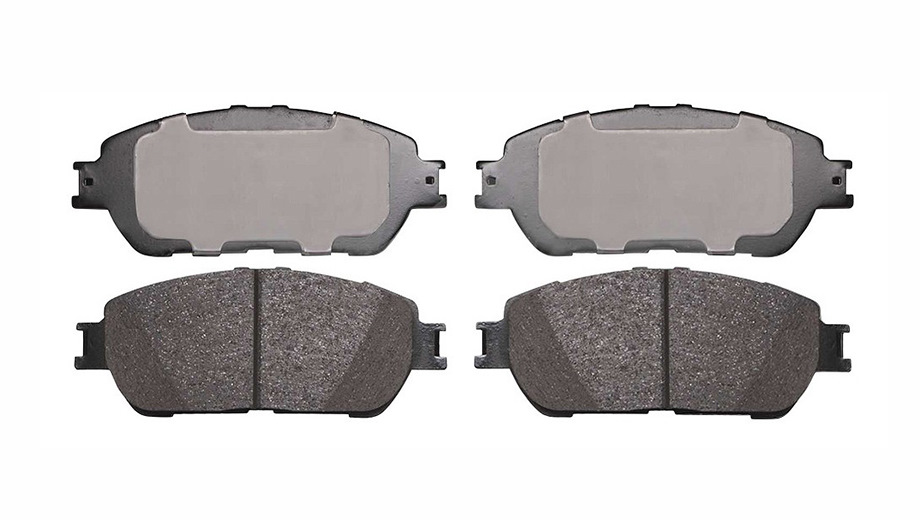
Из чего состоит колодка
Основные элементы тормозной колодки – несущая стальная пластина и прикрепленная к ней фрикционная накладка, вступающая во взаимодействие с рабочей поверхностью тормозного диска при торможении. Однако и в этой элементарной конструкции есть несколько важных нюансов.
Основа для будущей колодки должна быть чистой, ровной и шероховатой – для этого перед сборкой металлические заготовки подвергают дробеструйной обработке. Слой клея, наносимого на пластину должен лежать максимально равномерно. В процессе производства колодок Ferodo правильность нанесения клея контролируется автоматически для каждой колодки. Также отслеживаются и их геометрические параметры.
Помимо «рабочего» фрикционного материала на несущую пластину сначала наносят термоизоляционный слой, препятствующий излишней отдаче тепла по направлению к рабочей поверхности поршня тормозного цилиндра. Хотя современные тормозные жидкости имеют высокую температуру кипения (свыше 250° С), а их уплотнительные манжеты изготавливаются из прочных и эластичных материалов, излишнее воздействие высокой температуры здесь ни к чему. Как известно, жидкость является несжимаемой средой. Вскипание тормозной жидкости в гидравлическом контуре тормозной системы приведет к образованию паровых пробок и потере эффективности торможения. Поэтому важно ограничить передачу тепла от колодки в суппорт и далее в гидравлический контур тормозной системы. Главная деталь, служащая для рассеивания тепла, возникшего в процессе трения – сам тормозной диск. Кроме того, термоизоляционный слой способствует лучшему сцеплению фрикционной накладки с несущей пластиной и снижает возникающие в процессе торможения вибрации, уменьшая уровень возникающего шума.
Сделать колодку более «тихой» призван специальный шумоизолирующий слой, получаемый использованием либо специальной антискрипной накладки или нанесением антискрипной мастики на обратной стороне несущей пластины – той, которая обращена к цилиндру. Впрочем, на возникновение шума при торможении влияют очень многие факторы. Подробно об этом мы рассказывали здесь
Оптимальный состав
В состав фрикционного материала для тормозных колодок входит до 30 компонентов. Это органические и неорганические волокна, абразивы, металлы, наполнители, натуральные и синтетические смазочные материалы. И каждая из составляющих тем или иным образом влияет на эксплуатационные свойства готового изделия. К примеру, применение неорганических волокон повышает коэффициент трения и снижает износ колодки, но увеличивает шум при работе. Применение большего процента абразивов увеличивает коэффициент трения, но в то же время делает колодку более шумной и к тому же увеличивает ее износ. Смазывающие вещества снижают шум и износ – но вместе с тем ухудшают эффективность работы за счет уменьшения трения.
Задача специалистов, выводящих формулу смеси – обеспечить оптимальный баланс характеристик. А также учесть, на каком автомобиле будет применяться деталь и какими динамическими свойствами он обладает.

Совместно с автопроизводителем
Тормозные колодки, поставляемые на конвейерную комплектацию, проектируют в тесном сотрудничестве с инженерами автопроизводителя и производителя тормозной системы автомобиля. Колодки Ferodo серии Premier, поставляемые на вторичный рынок, производятся по оригинальным технологиям на тех же предприятиях, что и оригинальные комплектующие, соответствуют всем необходимым спецификациям – а в ряде случаев даже превосходят их. Качественная тормозная колодка должна обеспечивать эффективное торможение в холодном и прогретом состоянии, в сухих и мокрых условиях, быстро восстанавливать работоспособность в случае перегрева, а также обладать высокой прочностью на срез – то есть исключать возможность разрушения рабочей поверхности даже при экстренном торможении на высокой скорости. Отдельные требования предъявляются к шумам, вибрации и сроку службы.
Формуем, прессуем и запекаем
Итак, колодка спроектирована и испытана, состав смеси утвержден, а стальные несущие пластины прошли предварительную обработку. Какова последовательность превращения компонентов в готовое изделие? Смеси для фрикционного и термоизоляционного слоев готовятся в специальных миксерах – при строгом контроле, взвешивании компонентов на электронных весах и точном соблюдении рецептуры. На несущую пластину наносится ровный слой клея (что также контролируется автоматикой). Далее – термоизоляционный и фрикционный слои. Затем будущие тормозные колодки отправляются под пресс и одновременно нагреваются: в течение нескольких минут происходит их формование и первичная вулканизация. После пресса заготовки несколько часов выдерживаются при высокой температуре в специальной камере – для завершения этого процесса и стабилизации. По завершении этого процесса следует первичная механическая обработка – колодки доводят до предусмотренной спецификацией толщины. Затем рабочая поверхность колодки подвергается поверхностному обжигу в печи при температуре около 1050° С. Под воздействием высокой температуры из поверхностного слоя фрикционного материала испаряются летучие соединения, смолы, обнажая зерна абразива. Этот процесс ускоряет период приработки колодки к поверхности тормозного диска, снижая риск его перегрева в первоначальный период эксплуатации.
Финишная прямая
Как? Опять в печь?! Да. Очередное воздействие высоких температур почти готовые тормозные колодки получают для запекания слоя краски, нанесенной в электростатическом поле, формируя надёжную защиту от коррозии. Окраске предшествует окончательная механообработка и нанесение всяких противоскрипных хитростей – фасок, проточек и специальных покрытий или пластин на тыльной стороне основания. Остается только окончательно обмерить изделия, сфотографировать, нанести на них маркировку и упаковать в коробки. Следующая остановка – автомагазин.
Как делают тормозные колодки

Многие не задумываются о том, какое значение в безопасности движения имеют тормозные колодки. Зачастую при ТО мы пытаемся сэкономить, и вместо рекомендованного производителем «оригинала» выбираем неоригинальные колодки известных марок – поставщиков для разных конвейеров, либо что-нибудь еще попроще.
Действительно, зачем переплачивать, особенно, если вы ездите аккуратно? А если что-то случится, например, экстренное торможение, окончившееся в бампере впереди идущего авто, то винить вы, скорее всего, будете не колодки, а самого себя. Даже если причина, на самом деле, в плохих колодках.
Вместе с тем, даже покупка колодок с известным брендом на этикетке не гарантирует высоких и стабильных характеристик. Процент подделок на этом рынке очень высок, и купить «левак» можно на любой популярной интернет-площадке и в практически любом магазине автозапчастей.
Впрочем, о подделках мы поговорим в другой раз, а сегодня я предлагаю перенестись на производство и посмотреть, как в России делают тормозные колодки. Специально для этого я отправился в город Тверь, где в промзоне на окраине расположен небольшой «колодочный» завод.
О производстве
История этого производства началась в 2011 году, когда один из европейских «автокомпонентных» брендов решил открыть в России завод по производству тормозных колодок для поставки на конвейеры автозаводов, выпускающих автомобили иностранных марок. Таким образом, производители могли бы увеличить процент локализации своих автомобилей в том числе за счет колодок.

Производство было спроектировано европейскими специалистами. Был осуществлен подбор оборудования, разработана оптимальная рецептура фрикционных смесей.

Продукция перемещается по технологической цепочке на тележках как в супермаркете. В условиях небольшого производства это оказалось очень удобно. Такое вот ноу-хау!
Кризис внес свои коррективы – долгожданных заказов от автозаводов не последовало, и вскоре доля иностранцев в бизнесе была выкуплена российскими партнерами. В 2014 году началась история торговой марки Kotl, работающей на вторичный рынок. Сегодня мощность производства составляет 500 000 комплектов колодок в год, на заводе работает 58 сотрудников. Номенклатура составляет 225 наименований колодок, преимущественно, для иномарок.
Теперь пройдемся по технологической цепочке.
Каркас колодки
Тормозная колодка состоит из металлического каркаса и приформованной к ней фрикционной части. Соответственно, первый этап – это изготовление каркаса.

Большую часть из используемых каркасов делают тут же, на заводе. При помощью вырубных штампов, механических и гидравлических прессов из листового металлопроката производства НЛМК формируется сам каркас, а также соответствующие элементы к нему — пазы для крепления аксессуаров, отверстия для электрических датчиков и так далее.

Часть каркасов закупается на стороне – в основном, это каркасы для отечественных автомобилей, которые широко распространены, что позволяет сэкономить на штампах, которые, к слову, на заводе изготавливают самостоятельно, используя в том числе электроэрозионные и фрезерные станки с ЧПУ.

Часть «сторонних» каркасов выполнена методом лазерной резки.
Фрикционная смесь
Основная задача для производителя колодок для массовых автомобилей – это сохранение стабильности коэффициента трения, независимо от степени нагрева колодок.
Оптимальным показателем КТ является диапазон от 0.35 до 0.45. Многие производители, в том числе, KOTL, маркируют свои колодки по системе SAE двухбуквенным индексом. Например, FF означает что указанный выше диапазон коэффициента трения сохраняется и при холодной колодке, и на средней нагретости, и на горячей. Некоторые компании проводят испытания самостоятельно, в данном случае, испытания по температурным диапазонам проводятся в НАМИ в рамках сертификации продукции.
Применяемые фрикционные смеси относятся к классу низкометаллических. Состав смеси, соотношение компонентов, и, самое главное, режим прессования – все это напрямую влияет на характеристики, поэтому именно здесь и скрыта важная часть ноу-хау компании.
Фрикционная смесь – это микс из модификаторов трения, структуро-образующих веществ и наполнителей. Когда-то в качестве матрице-образующего материала широко применялся асбест, обладающий очень хорошими характеристиками стабильности и теплоотвода, но позже он был признан канцерогеном, и его использование во фрикционной промышленности было прекращено.
Вместо асбеста сегодня для создания матрицы используются различные синтетические волокна – арамидные, полиакрилатнитридные. Технологи KOTL для своих смесей выбрали более дорогой, но оптимальный с точки зрения свойств материал – оригинальный кевлар, производимый американской компанией Dupont. На вопрос, почему кевлар – не российского производства, руководители пожимают плечами, мол, весь российский кевлар идет на производство бронежилетов, и все, что доступно на рынке – измельченный «вторичный» кевлар, получаемый из содержимого списанных бронежилетов. По свойствам такой материал серьезно уступает «первичному» кевлару, зато дает право производителю гордо написать «кевлар» в рекламе.

Кевлар организует структурную матрицу. В качестве наполнителей используются различные бариты и мелы. В состав смеси также входят модификаторы трения. Например, медный порошок предназначен для лучшего теплоотвода и стабилизации трения. Еще один важный компонент – так называемая пыль трения, представляющая собой измельчённую скорлупу орехов кешью. Этот продукт используется фрикционщиками испокон веков, производят пыль трения в Индии.
Также в состав смеси входит металлошерсть — рубленое металлическое волокно. В России данный продукт в хорошем качестве не производится, и его поставляют из Китая (где его делают из российской проволоки). Крупнейшее европейское производство металлошерсти расположено в Боснии.
Кроме кевлара, металлошерсти и пыли трения, все остальные компоненты фрикционной смеси (графит, сера, силикат циркония, барит и т.д.) производятся в России.

Компоненты смеси смешиваются в определенной пропорции (согласно технологической карте) в специальном миксере по особой программе. После этого смесь выстаивается, и попадает в цех прессования.
Прессование
Этот этап начинается с предпроизводственной подготовки ранее изготовленных каркасов. Они подвергаются машинной дробеструйной очистке – удаляются окалины, окислы и заусенцы.

Формируется поверхность для максимальной адгезивности.

Далее на каркас наносится термостабилизационный клей (российского производства). Подготовленные таким образом каркасы поступают на участок прессования, где смесь соединяется с каркасом.

Смесь засыпается в изготовленные в слесарном цеху специальные пресс-формы (уникальные для каждой модели колодок), после чего сверху устанавливается каркас и пресс начинает свою работу.

Прессование выполняется «горячим» методом, для того чтобы уже на первом этапе сформировалась структура смеси, вышли первоначальные газы, обусловленные присутствием в составе фенольной смолы. В процессе происходит несколько «подпрессовок», несколько «прогазовок». При помощи пирометров контролируется температура. Также под контролем находится высота, чтобы не было недо- или перепрессовок. Управляемая компьютером программа прессования, соответствующая конкретной технологической карте – еще одно ноу-хау компании.
После прессования колодки попадают на участок термостабилизации.
Термостабилизация
Программа термостабилизации – это чередование режимов нагрева и остывания. Процесс происходит в специальной печи и занимает от 8 до 12 часов, в зависимости от типа колодки и ее назначения. Например, колодки для коммерческого транспорта «прожигаются» дольше, и при более высокой температуре. Печь работает в автоматическом режиме по технологической карте.
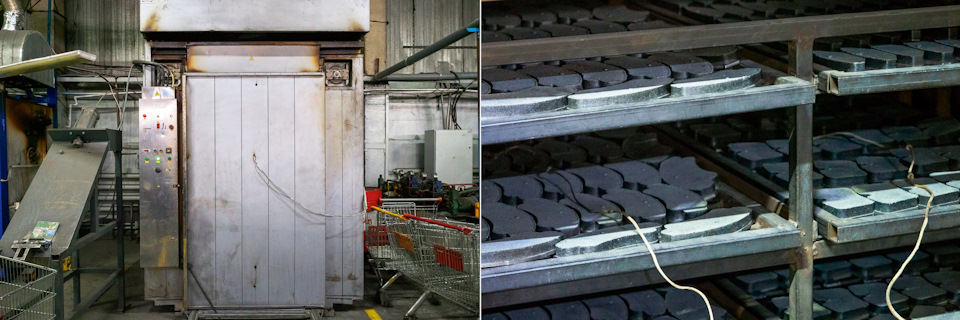
Необходимая температура выдерживается при помощи термодатчиков, расположенных в четырех рабочих зонах. В случае выхода показателей за пределы нормы, печь автоматически отключается, отправляя соответствующий сигнал в управляющую систему. Все параметры и логи процессов сохраняются в облачной системе, к которой инженеры и руководители производства имеют удаленный доступ.
В процессе термостабилизации происходит окончательное спекание смол и формирование структуры колодки. После этого колодки будут практически готовы к использованию – для их приработки будет достаточно 20-30 обычных торможений.
Производственники особенно подчеркивают, что высокие характеристики достигаются без использования так называемого «скорчинга» — «ударного» нагрева контактной части колодки до 650-700 градусов Цельсия. С точки зрения тверских инженеров, этот «стрессовый» процесс не идет на пользу материалу колодок, в отличие от другой, также используемой на производстве, технологии – аналога разработки COTEC от TRW.
Специальное покрытие, нанесенное на рабочую поверхность, позволяет добиться максимального коэффициента трения с первого нажатия педали тормоза. Из-за высокой стоимости данное покрытие применяется только на «премиальных» колодках (отличить их легко по цветному покрытию рабочей поверхности колодки).

Но не будем отходить от темы, ведь нас ждет следующий этап жизненного цикла тормозной колодки – механическая обработка.
Механическая обработка
На данном этапе происходит окончательное формирование размера колодки по ее габариту, рекомендованному производителем тормозной системы либо автомобиля, придание ей необходимого внешнего вида, формирование пропилов (для отвода «мусора») или скосов (для лучшей притирки и снижения шумовой нагрузки).


После этого колодки направляются на покраску.
На данном этапе на колодки наносится антикоррозионное покрытие методом порошкового напыления полимерной краски в туннельной печи конвейерного типа.

Процесс практически полностью автоматизирован, благодаря чему достигается высокое качество покраски. Процесс прохождения конвейера занимает около 45 минут. После этого мы получаем практически готовый продукт – осталось установить аксессуары и нанести маркировку.

Комплектация
На финальном этапе происходит маркировка колодок и установка аксессуаров – датчиков износа (механических или электрических), пружинки, противошумные пластины. Поставщиком аксессуаров выступает итальянская компания Daico – китайские комплектующие имеют нестабильное качество, а в России производятся лишь самые простые виды «навески».

Примечательно, что маркировка на колодке позволяет проследить весь ее путь по производству – не только конкретную технологическую карту, но и логи производимых процессов по данной партии.

Колодки закатываются в термовакуумную пленку, после чего упаковываются в коробки. Коробки отправляются на склад, а оттуда – к потребителям, но лишь после того, как образцы партии пройдут тестирование.
Тестирование
Образцы каждой партии колодок направляются в собственную технологическую лабораторию на тестирование по ряду показателей.

Проводятся тесты колодок на отрыв, сжимаемость, изменение толщины в зависимости от температуры, коэффициент трения при различной температуре. Лишь после успешного прохождения всех тестов партия колодок готова к отгрузке.
Будем надеяться, что этот репортаж был для вас полезным. Если так, то делитесь, пишите комментарии, задавайте вопросы по производству, технологиям и колодкам вообще – к ответам я подключу технических специалистов!
Комментарии 858
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Использую Кетл на альмере классик. Оч нравиться. Хотя, смешно конечно, купил только из за того что производятся в России. Так скзть, дал шанс новой фирме. Пожалуй, задержусь на этом выборе, нареканий пока нет.

Спасибо. Рад если мой материал помог в выборе отечественного производителя
На ваш материал нарвался случайно =) Очень интересно. Выбор был сделан задолго до этого.
Ну здорово, в любом случае
Единственное что, на мой автомобиль колодки идут без противоскрипных пластин, пришлось переставлять с прошлого комплекта (NIBK). Я бы заплатил лишние (100? 200? 300?) рублей, чтобы получить, так скзть, полный комплект.

Поставил эти Кётл на свой Ниссан Кашкай. Один в один оригинал по торможению.
Видел даже фото, где написано на колонках Ниссан, а внизу Кётл )))
Покупайте и ставьте их спокойно. Лучше, чем Китай сто пудов…



Спасибо за заметку. Привет Тверечанам! По возможности, по этапно, целеноправленно отказываюсь от "китайских"расходников непонятного качества и производства, с заменой на отечественные. С требованием минимальной /разумной/ потери качества запасный частей, относительно стока. Колодки обязательно попробуем в работе)) Можно уточнить, а чем отличаются 27KT от 3494KT.

Артём, а на свою машину поставили бы Котл?
Я ставлю только оригинал всегда.

А кто делает «оригинал»?
Ну так этотот машины и комплектации и момента выпуска зависит. Конвейерные колодки как правилотходчт дольше чем "точно такие же, но в коробочке от производителя".

Я и не знал, что недалеко от дома колодки делают…

Привет всем.
Занимаюсь продажей запчастей не один год и испытываю легкий шок когда читаешь коменты обычных автолюбителей про расходники, будь то масла, колодки или фильтры.
За свои деньги колодки очень достойные, предлагаю их людям которым торопится не куда либо просто спокойный образ езды. Это в основном автоледи, многодетные и просто люди которые хотят с экономить.
Возьмем к примеру самые распространенные колодки Хендай Солярис и магазин Автодок где представлено все разнообразие рынка расходников во всей красе, на сегодняшний день это больше 120 брендов колодок (цена от 450 руб. до 2500 руб. и более).
Безусловно большим концернам есть что предложить покупателю (Бош, ТРВ, Брембо, ТЕКСТАР, АКЕБОНО и т.д.) но и попросят они за это соответственно. Но из 120 компаний это максимум 30-35 а вот к остальным вопросов будет более чем к КЁТЛ. Кто такие, где они берут свой продукт и какого он качества остается только гадать либо проверять на собственной шкуре. У большинства из них нет представителя в России не считая торгового (обычно это Россиянин который сам пожелал представлять эти компании на нашем рынке), естественно что может предложить компания которая не за что юридически не отвечает (слабое Российское законодательство в сфере контроля оборота запчастей). Ответ: максимально дешевый в производстве и изготовлении продукт. Не хотелось бы обидеть те компании которые действительно стремятся год от года повышать качество и ниже среднего не падать но едва ли таких наберется с десяток. Были попытки вернуть шлак и пообщаться с представителями псевдобрендов, но увы концов найти не удалось (у торговых ответ простой — не нравится не бери).
Одним словом если ездишь в магазин и в садик за детьми а скорость не превышает 60 км/ч (а такого народу масса и не только женщины) и на счету каждая копейка то я бы предложил КЁТЛ. В крайнем случае есть кому в глаза посмотреть. Вернемся к нашему примеру: КЁТЛ-680 руб. и LYNX-980 руб. качество примерно одинаково, разница в три сотки существенна (для большинства даже в сотку рублей имеет значение).
Мой личный вывод: компания КЁТЛ как ВЬЕТКОНГОВЕЦ (полупартизанский солдат времен Вьетнамской войны) который на горсти риса готов оказать серьезное сопротивление. Эта компания не боится показать свою кухню а таких единицы, радует что это наши коммерсанты которые не смотря ни на что борются за выживание предлагая хоть какое то качество. С нашей современной налоговой системой это капец как непросто. Понятно что в таких условиях экономят на чем можно, от того и смотрится это все не очень. Звезд с неба не хватают но дело свое делают достойно (в отличии от больше половины представленных в примере брендов).
Всем удачи на дорогах.
Металлический каркас тормозной колодки

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
КОЛОДКИ ТОРМОЗНЫЕ КОМПОЗИЦИОННЫЕ И МЕТАЛЛОКЕРАМИЧЕСКИЕ ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА
Общие технические условия
Composite and cermet brake blocks for railway rolling stock. General specifications
Дата введения 2020-02-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Белорусским национальным техническим университетом (БНТУ)
2 ВНЕСЕН Государственным комитетом по стандартизации Республики Беларусь
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
Институт стандартизации Молдовы
4 Приказом Федерального агентства по техническому регулированию и метрологии от 24 сентября 2019 г. N 747-ст межгосударственный стандарт ГОСТ 33421-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 февраля 2020 г.
5 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт распространяется на композиционные и металлокерамические тормозные колодки (далее - тормозные колодки), предназначенные для железнодорожного подвижного состава, эксплуатируемого на железных дорогах шириной колеи 1520 мм при температуре окружающей среды от плюс 60°С до минус 60°С.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8.050 Государственная система обеспечения единства измерений. Нормальные условия выполнения линейных и угловых измерений
ГОСТ 8.051 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 1203 Чека тормозной колодки для вагонов железных дорог колеи 1520 мм. Технические условия
ГОСТ 3269 Башмак тормозной неповоротный для грузовых вагонов железных дорог колеи 1520 мм. Технические условия
ГОСТ 5378 Угломеры с нониусом. Технические условия
ГОСТ 8050 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 9012 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 10791 Колеса цельнокатаные. Технические условия
ГОСТ 12162 Двуокись углерода твердая. Технические условия
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 17299 Спирт этиловый технический. Технические условия
ГОСТ 18300 Спирт этиловый ректификованный технический. Технические условия
ГОСТ 27513 Изделия фрикционные. Маркировка, упаковка, транспортирование и хранение
ГОСТ 30632 Башмак и чека тормозной колодки для локомотивов магистральных железных дорог колеи 1520 мм. Общие технические условия
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 тормозная колодка: Съемный элемент тормозной системы, рабочая поверхность которого вступает во фрикционный контакт с поверхностью катания колеса.
3.2 композиционная тормозная колодка: Тормозная колодка, изготовленная путем вулканизации под давлением в пресс-формах многокомпонентной смеси, включающей в себя порошкообразные минеральные и другие наполнители, армирующие волокна и полимерное связующее с вулканизующей группой.
3.3 составная тормозная колодка (композиционная со вставками): Композиционная тормозная колодка, в конструкции которой, кроме композиционного материала, применены одна или более вставок из материала, отличного от основы.
3.4 тормозная колодка с металлическими консолями: Разновидность составной тормозной колодки (композиционной со вставками), вставка которой выполнена из чугуна и имеет более двух металлических выступов (консолей) со стороны тыльной нерабочей поверхности колодки, служащих для закрепления вставки в композиционном материале колодки.
3.5 металлокерамическая тормозная колодка: Тормозная колодка, изготовленная путем спекания под давлением порошкового композиционного материала с металлической спинкой.
3.6 спинка тормозной колодки: Поверхность тормозной колодки с элементами крепления колодки в башмаке, на которую передается тормозное усилие от башмака.
3.7 металлическая спинка (цельнометаллический каркас): Несущий элемент каркаса композиционной или металлокерамической тормозной колодки, на который передается тормозное усилие от башмака.
3.8 башмак: Элемент тормозной системы, воспринимающий тормозное усилие и передающий его на тормозную колодку.
3.9 чека: Элемент крепления тормозной колодки в башмаке, выполненный в виде клина с углом, обеспечивающим его самозаклинивание.
3.10 центральная бобышка: Выступающий элемент тормозной колодки, расположенный по центру ее спинки, имеющий отверстие для прохождения чеки.
3.11 боковые бобышки: Направляющие конструктивные элементы, расположенные по краям спинки тормозной колодки, предназначенные для позиционирования чеки в колодке и колодки в башмаке.
3.12 тормозной блок: Устройство для передачи давления сжатого воздуха, воздействующего на поршень цилиндра, или усилия ручного тормоза на тормозные колодки, которые при торможении прижимаются к поверхности катания колес.
3.13 гребень: Элемент тормозной колодки, охватывающей гребень бандажа, но не контактирующих с его вершиной.
3.14 браковочный размер: Недопустимое значение параметров дефектов, при котором запрещается эксплуатация колесной пары тягового и прицепного подвижного состава
4 Классификация, основные параметры и размеры
4.1 Тормозные колодки различают:
а) по виду подвижного состава, для которого они предназначены:
- моторвагонного подвижного состава (ЛП);
б) по реализуемому коэффициенту трения:
- колодка с высоким коэффициентом трения;
- колодка с низким коэффициентом трения (1);
в) по конструктивному исполнению:
- с сетчато-проволочным каркасом (СПК);
- с цельнометаллическим каркасом (МК);
- для тормозных блоков (ТБ).
4.2 Допускается для улучшения физико-механических и фрикционных характеристик применение в конструкции тормозных колодок различных конструктивных решений: вставок из материала, отличного от основы, металлических выступов (консолей) со стороны тыльной нерабочей поверхности колодки и т.д.
4.3 Основные типы тормозных колодок приведены на рисунке А.1 (приложение А), рисунке Б.1 (приложение Б), рисунке В.1 (приложение В), рисунке Г.1 (приложение Г), рисунке Д.1 (приложение Д).
Габаритные размеры основных типов тормозных колодок приведены в приложении Е.
Геометрические размеры поверхностей участков тормозных колодок, контактирующих с башмаком и чекой, согласно приложениям А-Д приведены в таблице 1.
Таблица 1 - Геометрические размеры поверхностей участков тормозных колодок, контактирующих с башмаком и чекой
Из чего и как делают тормозные колодки

Тормозные колодки считаются одним из главнейших компонентов тормозной системы автомобиля, так как во многом они отвечают за ее эффективность. Между тем мы довольно часто стремимся к экономии, приобретая для ТО вместо оригинальных деталей либо контрафакт, либо вовсе фальсификат. Не вдаваясь в разницу между этими терминами, можно сказать лишь одно: даже при аккуратной езде многие водители рискуют жизнями – своей и пассажиров. А что будет, если потребуется экстренное торможение, от которого ввиду огромного количества машин с неопытными или неадекватными людьми никто не застрахован? Ответ ясен, и винить в таких случаях нужно только себя.
И напротив, брендовые диски или барабаны – это стабильные характеристики, которые гарантируют не только минимальный тормозной путь, но и сохранность этих компонентов на протяжении долгих лет. Чтобы убедиться в правоте этих слов, достаточно более-менее подробно узнать, как делают тормозные колодки на конвейерах мировых лидеров автопрома. Впрочем, начать полное изучение этого вопроса следует с истории развития данных элементов тормозной системы.
Историческая справка

Изначально тормозные колодки изготавливались из дерева, причем с дисками и барабанами они контактировали с помощью системы рычагов. Такая архаичная по нынешним меркам конструкция практиковалась еще на конных повозках, а в автомобилестроении она нашла применение по той простой причине, что машины в то время не отличались большой мощностью моторов. Вдобавок «самоходные кареты» той поры были легкими, что также не требовало хороших тормозов.
Поскольку прогресс не стоял на месте, со временем автомобили стали оснащаться «многолошадными» двигателями. Соответственно, модернизации подвергалась и тормозная система, частью которой являлись «остановочные башмаки». Причем предпочтение конструкторы отдавали барабанам, а не более продуктивным дискам. И только в конце ХХ века дисковая система взяла верх, поэтому к тормозным колодкам стали предъявлять еще более повышенные требования.
Виды тормозных колодок
Из какого материала делают тормозные колодки, зависит от вида этих деталей, хотя по своей конструкции они практически не отличаются. В первом случае для скрепления фрикционных элементов некоторые производители по-прежнему добавляют в спецсоставы асбест, хотя тот при нагреве уже давным-давно признан вредным для человека. Именно по этой причине данный тип колодок менять следует в очках и респираторе. Почему до сих пор используется этот канцероген? Как всегда, из-за экономии – себестоимость производства снижается в разы.

Во втором типе деталей в основном применяется мягкая металлическая стружка, которая значительно дороже. Однако использование безопасных материалов – лишь одно из преимуществ более современной технологии. Ведь такие фрикционные элементы менее подвержены износу и практически не снижают своих тормозных свойств при высоких температурах. Вдобавок они способствуют снижению шума во время выполнения своей функции. Отличить один вид колодок от другого можно по маркировке на коробке: там указано, для каких условий предназначено изделие и из чего изготовлено.
Технологическая цепочка изготовления

Колодка при всей ее важности по конструкции весьма несложна: есть лишь металлический каркас, прикрепленная к ней фрикционная часть и некоторые второстепенные компоненты.
Каркас. Разумеется, вначале на заводе изготавливается основа детали – для этого применяется процесс рубки листового металлопроката на гидравлических или механических прессах. Далее формируются отверстия для датчиков, спецпазы, на которые можно «навешать» аксессуары и пр. Иногда в производстве задействован метод лазерной резки, однако преимущественно он применяется на зарубежных предприятиях.
Фрикционная смесь. Ее главная задача при производстве «гражданских» автомобилей состоит в стабильности коэффициента трения. То есть, этот показатель должен не меняться даже при сильном нагреве этого элемента тормозной системы. Многие производители маркируют свою продукцию специальным кодом: так, индекс FF на упаковке означает, что коэффициент трения – а он должен быть в определенном диапазоне – сохраняется не только на холодной и средненагретой колодке, но и горячей. Чтобы проверить, соответствуют ли заявленные потребительские свойства действительности, на заводах проводят процедуру тестирования. В отдельных случаях контроль осуществляют сторонние организации научного типа.
Состав фрикционной смеси напрямую влияет на стабильность и теплоотвод колодок, поэтому процентное соотношение в ней разных компонентов считается коммерческой тайной. Однако никто не скрывает, что в микс сегодня входят наполнители (бариты и мелы), синтетические и рубленые металлические волокна, модификаторы трения и пр.
Из чего делают тормозные колодки для авто, во многом зависит от самого производителя. Если он согласен на дополнительные затраты, то в смесь добавляется дорогой кевлар. Правда, кевлар кевлару рознь: если на некоторых российских заводах массово применяется «первичный», а потому дорогой материал, то на других предприятиях в ход идет «вторичный», который является продуктом переработки списанных бронежилетов. Однако и в первом, и во втором случае на упаковке можно гордо написать «кевлар» – такой рекламный ход позволяет существенно повысить цену на конечный продукт.
Наконец, еще одним очень важным компонентом фрикционной смеси считается так называемая пыль трения. Частично данную функцию выполняют металлические волокна, однако уже давным-давно доказано, что измельченная скорлупа орехов кешью в не меньшей степени способствует эффективному торможению. И когда все компоненты смеси собраны, они загружаются в миксер и смешиваются, чтобы после процесса отстаивания попасть на участок прессования.
Процесс прессования по степени своей важности не уступает этапу создания фрикционного состава. Однако начинается он с предпроизводственной подготовки каркасов колодок, с которых методом дробеструйной очистки удаляются заусенцы и окалины. Затем на основу детали наносится термостойкий клей, и только потом начинается непосредственно формирование тормозной накладки.
Фрикционная смесь засыпается в пресс-формы, сверху располагается каркас колодки, и пресс приступает к работе. Процедура прессования может быть «горячей» или «холодной». Второй вариант более продуктивен и менее затратен, однако в технологию включается дополнительное звено – запекание в печи при температуре до 280°. В ходе этого процесса может возникнуть обильное газообразование и коробление накладок из-за наличия фенольной смолы, чего при «горячем» прессовании не происходит.
С другой стороны, «горячий» метод требует четкого контроля температуры и нескольких «подпрессовок». Кроме того, технология предполагает использование дорогого оборудования и разработку оптимальной компьютерной программы, которая зачастую является ноу-хау компании-производителя. Однако в любом случае на выходе фрикционщики получают изделие очень высокого качества, которое не обходится без процедуры термостабилизации.
Зачем вообще нужен этап термостабилизации? Чтобы произошло окончательное спекание смол и сформировалась рабочая часть колодки. Только после этого они могут считаться почти готовыми к использованию. Как показывает практика, для приработки этих деталей достаточно всего лишь 20-30 циклов торможений в стандартном режиме езды. Никто из специалистов не скрывает, что покрытие, создаваемое по вышеописанной технологии, получается очень дорогим. Именно поэтому его можно встретить только на «премиальных» деталях, у которых накладки имеют цветное покрытие. Более дешевый и распространенный вариант заключается в «ударном» нагреве контактного сегмента колодки до очень высоких температур. Так называемый «скорчинг» куда более дешев, однако он явно не идет на пользу фрикционному материалу. Соответственно, заменять этот элемент тормозной системы приходится почти в 2 раза чаще. Хотя это не отменяет того факта, что вместо одного «премиального» комплекта можно купить два по одной и той же цене, и при своевременном проведении ТО ездить с высокой степенью безопасности.
Механическая обработка. Данный этап не требует задействования дорогого оборудования и эксклюзивного программного обеспечения. Он заключается в формировании размера колодки в соответствии с рекомендации автопроизводителей, создании скосов для снижения шумовой нагрузки. Кроме того, на механическом участке делаются пропилы, которые нужны для отвода истершегося фрикционного материала.
Покрасочные работы. Нанесение антикоррозионного покрытия проходит почти автоматически в печах конвейерного типа. Используемый материал – полимерная краска, метод – порошковое напыление. Этот этап занимает порядка 40-45 минут, после которых изделие может считаться почти готовым – осталось лишь смонтировать аксессуары и промаркировать колодки на участке комплектации.
Комплектация – это установка пружин, противошумных пластин, датчиков износа, маркировка готовой продукции. В финале тормозные колодки запечатываются в вакуумную пленку и упаковываются в коробки для отправки на склад готовой продукции. Однако в автомагазины эти детали попадут лишь после процедуры тестирования – она обязательна для каждой отдельно взятой партии изделий.
Тестирование. Обычно современные производители автозапчастей стремятся иметь в составе производства собственную технологическую лабораторию, где конечная продукция подвергается строгим испытаниям. Тесты проводятся самые разнообразные: проверяется коэффициент трения, температурные изменения толщины накладок, их сжимаемость, прочность на отрыв от каркаса и т. д. И только после успешно проведенных испытаний партия данных деталей может считаться готовой к отгрузке потребителю.
По поводу барабанов и дисков

С тем, как делают тормозные колодки, мы более-менее разобрались. Как и с тем, что они входят в конструкцию любой тормозной системы. Однако очень часто приходится слышать вполне закономерный вопрос: почему барабанный тип тормозов всегда устанавливается сзади, а дисковый – спереди?
Ответ лежит практически на поверхности. Все дело в массе автомобиля, которая при торможении смещается на переднюю часть. Если бы на ней стояли барабаны, то передок бы «клевал» с наклоном вперед и вниз, в то время как задняя часть машины, наоборот, поднималась бы. При такой ситуации риск опрокидывания автомобиля вырастает в разы… Именно поэтому основную тяжесть торможения должны принимать дисковые тормоза – они более эффективны, надежны, и быстрее реагируют на нажатие педали.
Читайте также: