Металлический шпунт шк 1
Обновлено: 04.07.2024
ГОСТ Р 53629-2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ШПУНТ И ШПУНТ-СВАИ ИЗ СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ
Sheet piles of steel cold-formed sections. Specifications
Дата введения 2010-07-01
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский институт транспортного строительства" (ОАО "ЦНИИС"), Открытым акционерным обществом Центр методологии нормирования и стандартизации в строительстве ОАО "ЦНС", Обществом с ограниченной ответственностью "ЕВРОПРОФИЛЬ"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на шпунт и шпунтовые сваи из металлических холодногнутых профилей, предназначенные для применения в гидротехническом, транспортном и промышленно-гражданском строительстве при сооружении различных шпунтовых ограждений постоянного и временного типа.
К постоянным сооружениям относят причальные стенки (причалы типа "больверк") в морских и речных портах, ограждения искусственных островов, молов и волноломов на морских акваториях, стенки берегоукрепления в водохранилищах и меандрирующих руслах рек, укрепления оползневых склонов при прокладке трасс железных и автомобильных дорог, регуляционные сооружения на больших мостовых переходах. Металлические шпунт-сваи применяют в качестве основных несущих конструкций необсыпных устоев мостов, в том числе однопролетных распорных.
К временным сооружениям относят ограждения котлованов мостовых опор, гидротехнических сооружений, тоннелей при проходке открытым способом, временных причалов и пирсов при монтаже пролетных строений больших мостов с помощью плавучих средств.
Для временных сооружений металлический шпунт используется как инвентарь с многократным погружением и извлечением его с помощью специального оборудования.
Металлические шпунтовые конструкции предназначены для применения в обычном и северном исполнении, в районах с расчетной сейсмичностью до 9 баллов, в агрессивных и сильноагрессивных средах. Срок службы защитных покрытий указан в специальных нормативных документах по защите металлоконструкций от коррозии.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 162-90 Штангенглубиномеры. Технические условия
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1497-84 Металлы. Методы испытаний на растяжение
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, принимается в части, не затрагивающей эту ссылку.
3 Термины, определения и обозначения
3.1 В настоящем стандарте применены следующие термины с соответствующими определениями:
шпунтовая стенка: Несущая конструкция в форме сплошной вертикальной или наклонной стены, образованная забитыми в грунт монтажными элементами - шпунтовыми сваями, соединяемыми между собой замками. Стенка из шпунтовых свай воспринимает в основном горизонтальные нагрузки от давления грунта, находящегося за ней, а также вертикальные нагрузки от вышерасположенных сооружений и транспортных средств.
шпунт ограждения: Грунто-водонепроницаемая стенка для ограждения котлованов и траншей при возведении транспортных и гидротехнических сооружений.
шпунтовый профиль: Шпунтовая свая определенной геометрической формы поперечного сечения с замковыми элементами.
шпунт: Совокупность шпунтовых профилей (шпунтовых свай).
шпунтовый замок: Элемент шпунтовой сваи, служащий для соединения свай в грунтонепроницаемую стенку и обладающий несущей способностью на разрыв и изгиб.
3.2 В настоящем стандарте приняты также следующие обозначения:
С29-АФф - сварка под флюсом автоматическая на флюсовой подушке, стыковое соединение без скоса кромок, с двусторонним сварным швом, толщиной свариваемых деталей 2,0-32,0 мм.
ТЗ-АФ - сварка под флюсом автоматическая на весу, тавровое соединение без скоса кромок, с двусторонним сварным швом, толщиной свариваемых деталей 3,0-20,0 мм.
С7-АФ - сварка под флюсом автоматическая на весу, стыковое соединение без скоса кромок, с двусторонним сварным швом, толщиной свариваемых деталей 2,0-20,0 мм.
У7-АФ - сварка под флюсом автоматическая на весу, угловое соединение со скосом одной кромки, с двусторонним сварным швом, толщиной свариваемых деталей 8,0-20,0 мм.
4 Конструкция шпунтовых профилей
4.1 В зависимости от геометрической формы поперечных сечений и несущей способности металлические холодногнутые шпунтовые профили разделяют на четыре типа:
- тип 1 - шпунтовый корытный (трапецеидальный) профиль ШК (см. рисунок 1);
- тип 2 - шпунтовый корытный профиль, усиленный ШКУ (см. рисунок 2);
- тип 3 - шпунт-свая симметричная ШС (см. рисунок 3);
- тип 4 - шпунт-свая усиленная ШСУ (см. рисунок 4).
Примечание - Размеры справочные.
Рисунок 1 - Шпунтовая стенка из холодногнутых корытных профилей ШК с замками в исполнении 1
1 - лист усиления 12; 16; 20 мм
Рисунок 2 - Шпунтовая стенка из холодногнутых профилей ШКУ с замками в исполнении 2
1 - холодногнутый шестигранный профиль; 2 - листовой прокат; 3,4 - элементы замков
Рисунок 3 - Шпунт-свая симметричная ШС
Рисунок 4 - Шпунт-свая усиленная ШСУ
4.2 Для всех четырех типов профилей в равной степени применены конструкции замков в двух исполнениях:
- исполнение 1 - из горячекатаных (горячедеформированных) профилей, выпускаемых предприятием "Северсталь-метиз" [см. рисунок 5а];
- исполнение 2 - сварные из горячекатаного листового или полосового проката толщиной 12 мм с приваренными к нему: охватывающей горячекатаной трубой 68х12 мм и ответным охватываемым квадратом 30х30 мм [см. рисунок 5б)].
а) Исполнение 1 из фасонных профилей "Северсталь-метиз"
б) Исполнение 2 из горячекатаных профилей листового проката, трубы горячекатаной 68x12 мм и квадрата 30x30 мм
1 - охватывающий элемент; 2 - охватывающий элемент; 3 - шпунтовый профиль, шпунт-свая
Металлический шпунт шк 1
ГОСТ Р 52664-2010
ШПУНТ ТРУБЧАТЫЙ СВАРНОЙ
Welded pipe sheet piles. Specifications
Дата введения 2011-09-01
Предисловие
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский институт транспортного строительства" (ОАО "ЦНИИС"), Федеральным государственным унитарным предприятием "Центр методологии нормирования и стандартизации в строительстве" (ФГУП "ЦНС"), Открытым акционерным обществом "Трест ЗАПСИБГИДРОСТРОЙ"
5 В настоящем стандарте использованы патенты Российской Федерации N 2010085 и N 2081238 на изобретения "Шпунтовая стенка" и N 37113 и N 76928 на полезную модель, патентообладатель Гончаров В.В.
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на шпунт трубчатый сварной (ШТС), предназначенный для применения в гидротехническом, транспортном и промышленно-гражданском строительстве в конструкциях шпунтовых стен капитальных и временных сооружений, возводимых во всех климатических районах строительства в соответствии с СП 131.13330.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ 380 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 1497 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 2246 Проволока стальная сварочная. Технические условия
ГОСТ 3242 Соединения сварные. Методы контроля качества
ГОСТ 5264 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6507 Микрометры. Технические условия
ГОСТ 6996 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 7512 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 7565 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 8050 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8696 Трубы стальные электросварные со спиральным швом общего назначения. Технические условия
ГОСТ 8713 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 8731 Трубы стальные бесшовные горячедеформированные. Технические требования
ГОСТ 8732 Трубы стальные бесшовные горячедеформированные. Сортамент
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9466 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10157 Аргон газообразный и жидкий. Технические условия
ГОСТ 10692 Трубы стальные, чугунные и соединительные детали к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 10704 Трубы стальные электросварные прямошовные. Сортамент
ГОСТ 10705 Трубы стальные электросварные. Технические условия
ГОСТ 10706 Трубы стальные электросварные прямошовные. Технические требования
ГОСТ 11358 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 14771 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 19281 Прокат повышенной прочности. Общие технические условия
ГОСТ 20295 Трубы стальные сварные для магистральных газонефтепроводов. Технические условия
ГОСТ 23118 Конструкции стальные строительные. Общие технические условия
ГОСТ 27772 Прокат для строительных стальных конструкций. Общие технические условия
ГОСТ 30432 Трубы металлические. Методы отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 32528 Трубы стальные бесшовные горячедеформированные. Технические условия
ГОСТ 33228 Трубы стальные сварные общего назначения. Технические условия
ГОСТ ISO 10893-12 Трубы стальные бесшовные и сварные. Часть 12. Ультразвуковой метод автоматизированного контроля толщины стенки по всей окружности
ГОСТ Р 52222 Флюсы сварочные плавленые для автоматической сварки. Технические условия
ГОСТ Р 54864 Трубы стальные бесшовные горячедеформированные для сварных стальных строительных конструкций. Технические условия
ГОСТ Р 55724 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ Р 58064 Трубы стальные сварные для строительных конструкций. Технические условия
ГОСТ Р ИСО 2859-1 Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества
СП 16.13330 "СНиП II-23-81* Стальные конструкции"
СП 131.13330 "СНиП 23-01-99* Строительная климатология"
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов (сводов правил) в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 шпунтовая стена: Несущая конструкция в форме вертикальной или наклонной стены, возводимой (набираемой) из монтажных элементов - шпунтовых свай, нижней частью погружаемых в грунт и соединяемых между собой продольными замками. Шпунтовая стена воспринимает в основном горизонтальные нагрузки и прежде всего давление находящегося за ней грунта.
3.2 шпунтовый профиль: Шпунтовая свая определенной формы поперечного сечения.
3.3. шпунт: Совокупность шпунтовых профилей (шпунтовых свай).
3.4 замок: Фасонный продольный край шпунтовой сваи, который может быть введен в зацепление с замком смежной шпунтовой сваи, образуя их грунтонепроницаемое замковое соединение в шпунтовой стене, обладающее несущей способностью на разрыв и изгиб.
4 Сортамент
4.1 Профили ШТС изготовляют из стальных сварных прямошовных и спирально-шовных труб по ГОСТ 8696, ГОСТ 10704, ГОСТ 10705, ГОСТ 10706, ГОСТ 20295, ГОСТ 33228, ГОСТ Р 58064 и бесшовных горячедеформированных труб по ГОСТ 8731, ГОСТ 8732, ГОСТ 32528, ГОСТ Р 54864, к которым сварными соединениями крепят два замка, располагаемых в диаметральной плоскости в соответствии с рисунком 1.
По требованию потребителя изготавливают угловые профили ШТС, в которых замки располагают в двух радиальных плоскостях под требуемым потребителю углом в соответствии с рисунком 2.
1 - труба; 2 - замок; 0-0 - ось шпунтовой стены
0-0-0 - ось шпунтовой стены; - угол поворота оси стены
Рисунок 1 - Положение замков на шпунтовом профиле
Рисунок 2 - Положение замков на угловом шпунтовом профиле
4.2 Для изготовления профилей ШТС следует применять трубы, размеры и характеристики поперечного сечения которых соответствуют указанным в таблице 1.
Таблица 1 - Характеристики труб для изготовления профилей ШТС
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».
1. СОРТАМЕНТ
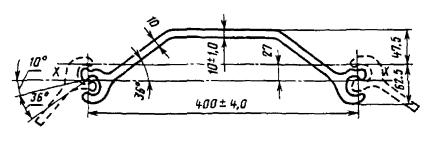
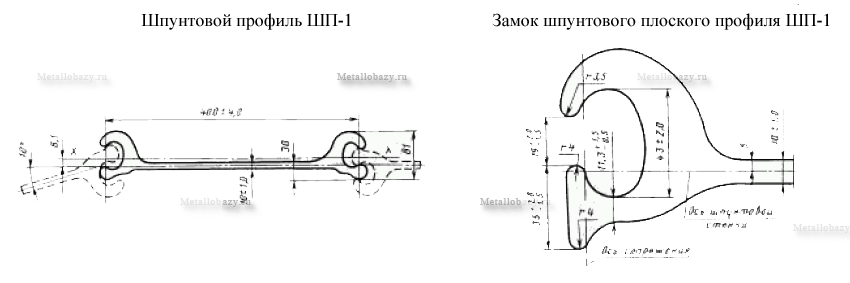
1.1. Поперечное сечение, размеры, площадь поперечного сечения, справочные величины и масса 1 м шпунтового плоского профиля ШП-1 должны соответствовать указанным на черт. 1 и в табл. 1.
Шпунтовой профиль ШП-1
Площадь поперечного сечения, см
Справочные величины для оси х - х
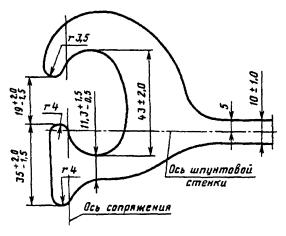
1.2. Поперечное сечение и размеры замка шпунтового плоского профиля ШП-1 должны соответствовать указанным на черт. 2.
Замок шпунтового плоского профиля ШП-1
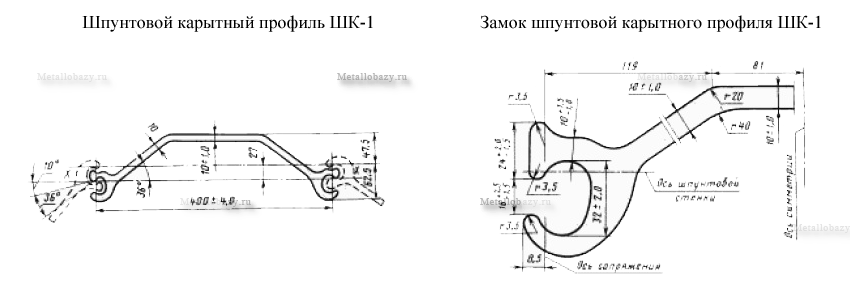
1.3. Поперечное сечение, размеры, площадь поперечного сечения, справочные величины и масса 1 м корытного шпунтового профиля ШК-1 должны соответствовать указанным на черт. 3 и табл. 2.
Шпунтовый корытный профиль ШК-1
Площадь поперечного сечения, см 2
Замок шпунтового корытного профиля ШК-1
1.4. Поперечное сечение и размеры замка шпунтового корытного профиля ШК-1 должны соответствовать указанным на черт. 4.
1.5. В соответствии с заказом профили для шпунтовых свай изготавливают длиной от 8 до 22 м:
- мерной длины с отрезками в количестве не более 10 % массы партии.
Отрезком считается профиль длиной от 5 до 8 м.
1.6. Предельное отклонение по длине не должно превышать + 100мм.
По требованию потребителя:
+45 мм - при длине 8 м;
+5 мм на каждый метр длины - при длине свыше 8 м, но не более 100 мм.
1.7. Шпунтовые профили изготовляют с двумя монтажными отверстиями диаметром 50 мм, расположенными на продольной оси стенки на расстоянии 500 мм от концов.
По требованию потребителя взамен монтажных отверстий вырезают отверстия для крепления вибратора.
Примеры условных обозначений:
Плоский профиль для шпунтовых свай ШП-1 из стали марки Ст3пс:
ШП-1 Ст3пс ГОСТ 4781-85
Корытный профиль для шпунтовых свай ШК-1 из стали марки Ст3пс:
ШК-1 Ст3пс ГОСТ 4781-85.
1.6, 1.7. (Измененная редакция, Изм. 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Профили для шпунтовых свай изготавливают в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Профили для шпунтовых свай изготавливают из углеродистой стали марок Ст3сп, Ст3пс по ГОСТ 380.
(Измененная редакция, Изм. № 1).
2.3. На наружной поверхности профиля, в торцах и в замковой части не должно быть раскатанных пузырей, закатов, прокатных плен.
Дефекты должны быть удалены пологой вырубкой или зачисткой. Ширина вырубки или зачистки должна быть не менее пятикратной глубины. Глубина вырубки или зачистки не должна превышать минусового предельного отклонения по размеру профиля.
Поперечная вырубка или зачистка не допускаются.
Допускаются без зачистки отдельные раскатанные загрязнения, царапины, рябизна, отпечатки, не выводящие размеры профиля за пределы минусового предельного отклонения.
2.4. Концы профиля должны быть обрезаны перпендикулярно к их оси, и по требованию потребителя ус на торце профиля должен быть удален.
2.5. Осевая растягивающая нагрузка в замке для плоских профилей должна быть не менее 24,5 кН/см.
2.6 . Профили должны поставляться после правки. Кривизна не должна превышать 3 мм на 1м длины. Общая кривизна не должна превышать:
0,2 % длины - для профилей длиной до 15 м;
30 мм - для профилей длиной свыше 15 м.
3. ПРАВИЛА ПРИЕМКИ
3.1. Профили для шпунтовых свай принимают партиями. Партия должна состоять из профилей одного размера, одной плавки, одной марки стали и оформлена одним документом о качестве (ГОСТ 7566).
3.2. Проверяют качество поверхности и размеры каждого профиля.
3.3. Для проверки химического состава пробы отбирают по ГОСТ 7565.
3.4. Для испытания на растяжение от партии отбирают 2 прутка.
3.5. При получении неудовлетворительных результатов проверки хотя бы по одному показателю повторную проверку проводят в соответствии с ГОСТ 7566.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Химический состав определяют по ГОСТ 22536.0, ГОСТ 22536.10, ГОСТ 27809, ГОСТ 18895.
4.2. Для плоских профилей шпунтовых свай ШП-1 замки испытывают на прочность следующим образом. От каждого отобранного профиля для испытания на растяжение отрезают по одному поперечному образцу толщиной 7 см. Каждый образец разрезают на две равные части по продольной оси профиля. Обе половины разрезанного образца профиля соединяют в замок и испытывают на растяжение на разрывной или универсальной машине до момента раскрытия замка.
Прочность замка определяют при его раскрытии.
Перед испытанием на прочность замки плоских профилей следует проверять на поворачиваемость до 10° в плоскости соединения.
4.3. Качество поверхности проверяют без применения увеличительных приборов.
4.4. Геометрические размеры и форму профилей проверяют с помощью мерительных инструментов по ГОСТ 166, ГОСТ 427, ГОСТ 5378 и ГОСТ 7502.
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Упаковка, маркировка, транспортирование и хранение - по ГОСТ 7566.
5.2. Складирование, погрузка и транспортирование шпунтовых свай должны обеспечивать их прямолинейность в соответствии с п. 2.6 настоящего стандарта.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.06.85 № 2046
Шпунт
Шпунтовая продукция представляет собой группу металлопроката, который имеет специфический длинномерный профиль с пазами на продольных кромках. За счет этих пазов можно соединять вместе несколько элементов без применения сварки или сборки на разъемных соединениях (или с последующим использованием указанных способов соединения). Такая технология, среди прочего, востребована при обустройстве котлованов под фундамент, при строительстве дамб и других гидротехнических сооружений и пр.
Основным видом шпунтовых профилей является шпунт Ларсена, представляющий собой продольный корытообразный элемент с замками для присоединения соседних элементов.
К этой же группе относят шпунтовые профили S-, Z-, L-, плоского и корытного сечения по ГОСТ 4781, которые могут применяться для обустройства свай и других составных конструкций.
История изобретения шпунта Ларсена
Идея создания отдельного элемента для обустройства составных стальных стен пришла в голову бременскому инженеру Тригве Ларссену (Tryggve Larssen), который получил патент на корытный профиль в 1910 году.
Всего через 2 года с мощностей немецкого завода Tyssen сошла первая продукция, которая была названа в честь своего изобретателя. Через сто с небольшим лет, компания Thyssen слилась с Friedrich Krupp AG Hoesch-Krupp, и сегодня известна под брендом ThyssenKrupp AG.

Штаб-квартира ThyssenKrupp AG в городе Эссен, первой компании произведшей Шпунт Ларсена
Широкому распространению шпунта Ларсена способствовала невысокая цена изделия, которое было выгодно производить и оставлять на месте монтажа, не извлекая из грунта после завершения основных работ.
Впоследствии на основе этого изделия были разработаны другие разновидности шпунтового проката с той же сферой применения.
Разновидности и классификация шпунтов
По ГОСТ 4781 выпускаются шпунтовые профили двух типов:
- ШП-1 — прокат шпунтовый плоский шириной 400 мм и толщиной рабочей части 10 мм (масса погонного метра составляет 64 кг);
- ШК-1 — изделие с корытным профилем с аналогичными размерами (масса погонного метра — 50 кг).
- марка Л4 шириной 436 мм и высотой корытной части 204 мм: толщина стенки — 14,8 мм, масса погонного метра — 74 кг;
Геометрия и характеристики профиля ШП-1
Длина свай обоих типоразмеров составляет от 8 до 22 м. Они изготавливаются из недорогой стали обыкновенного качества по ГОСТ 380: Ст3пс (спокойной) или Ст3сп (полуспокойной). На поверхности изделий допускается наличие отпечатков, рябизны, царапин, раскатанных загрязнений, но дефекты в виде раскатанных пузырей, плен, закатов должны быть зачищены или вырублены.
Также для изделий регламентируется кривизна профиля (не более 3 мм на каждый погонный метр) и допустимая величина осевой растягивающей нагрузки (24,5 кН/см).
Геометрия и характеристики профиля ШК-1
Шпунт Ларсена изготавливается по ТУ 14-2-879-89 в следующих исполнениях:
- марка Л5 шириной 466 мм и высотой корытной части 196 мм: толщина стенки — 23 мм, масса погонного метра — 100 кг;
- марка Л7 шириной 466 мм и высотой корытной части 236 мм: толщина стенки — 21 мм, масса погонного метра — 144,3 кг.
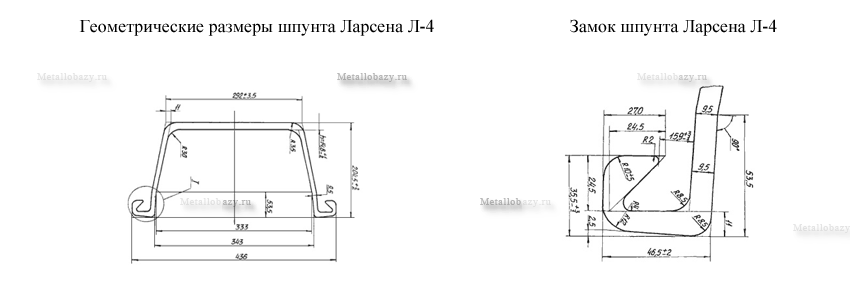
Геометрия и характеристики профиля Л4
Основной объем продукции изготавливается из марок Ст3пс/сп по ГОСТ 380, но для ответственных задач может применяться шпунт из хромо-марганцовистой стали 16ХГ с содержанием химических элементов: не более 0,18% С; 0,6-1% Si; 0,05-0,5 Si; 0,4-0,7% Cr; не более 0,04% S; не более 0,035% P.
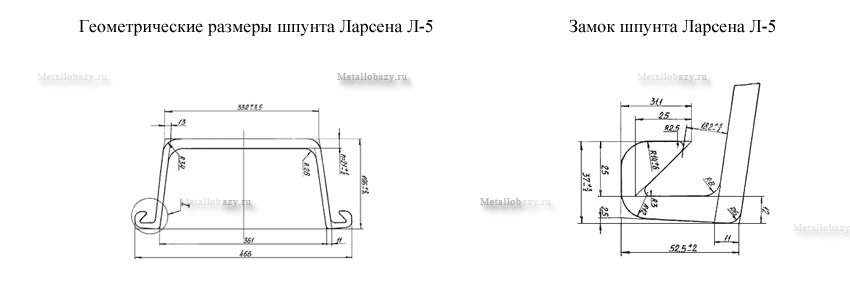
Геометрия и размеры профиля Л5
Еще одна разновидность шпунта Ларсена выпускается по ТУ 14-102-147-93. Это усиленная марка Л5-У, которая имеет ширину 545 мм, глубину корытного профиля 238 мм и толщину стенки 23 мм. Масса погонного метра для такой продукции составляет 113,57 кг. Для изготовления продукции используются заготовки из сталей от С235 до С320. А по тем же ТУ в редакции 2003 года изготавливается марка Л5-УМ длиной до 24 м.
Также на рынке присутствуют шпунты зарубежного производства, например, Larssen 607n, PU 32 или VL 606, но массово они не используются из-за более высокой цены.
Технологии производства шпунтов
Для производства шпунта используется заготовка из низко- или среднеуглеродистой стали. Она предварительно нагревается в проходных печах и подвергается поэтапной деформации в клетях универсального балочного или рельсобалочного стана. Такая технология носит название горячей прокатки. Нагрев заготовки осуществляется до температур около 1200°С (конкретное значение зависит от марки стали), что позволяет повысить пластичность металла и деформировать его без образования поверхностных дефектов. Кроме того, нагрев дает возможность снизить экономические затраты на производство изделий и, соответственно, предложить рынку относительно дешевые шпунтовые сваи.
В ходе деформации блюмовой или сортовой заготовки формирование корытного профиля и замков по обеим кромкам изделия осуществляется в 12-13 пропусков. При этом используются разрезные калибры сложной формы, а прокатка ведется с защемлением металла. В первых калибрах более интенсивно обжимаются фланцы, а потом формируется стенка изделия. Наиболее сложный элемент шпунта Ларсена — замок. Его начинают формировать, начиная с первого формирующего калибра, а завершают в последнем проходе.
В России шпунт Ларсена изготавливается только на одном предприятии: Нижнетагильском металлургическом комбинате, входящем в группу ЕВРАЗ. НТМК изготавливает свою собственную марку Л5-УМ (трансформированную из Л5-У). Производительность балочного стана составляет 1,6 млн тонн, но под шпунт мощности задействуются только в небольшой промежуток времени, поскольку эта продукция относится к специфическому сегменту и пользуется ограниченным спросом. Оценочный объем производства этого вида проката на НТМК составляет около 60 тыс. тонн в год, а емкость всего российского рынка — до 150 тыс. тонн.
Холодильник (цех охлаждения) на ЕВРАЗ НМТК
Из крупных конкурентов НТМК следует выделить Днепровский металлургический комбинат (Каменское, Украина, сортамент: профили Л4, Л5, Л7 и модификации), завод Витковице Стил (принадлежит группе ЕВРАЗ, сортамент: корытные профили VL), а также Arcelor Mittal (Люксембург) и Thyssen Krupp (Германия).
Сфера применения шпунта
Основная сфера применения шпунта: сооружение сборных стен или перегородок большой высоты и ширины.
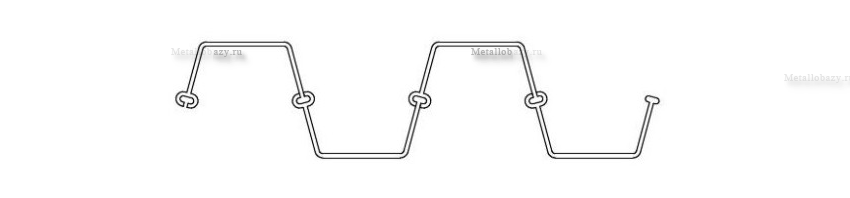
Схема монтажа шпунтовых свай
Такие элементы находят применение в следующих случаях:
- отгораживание котлованов при строительстве крупных зданий (периметр ограждается забивными шпунтовыми сваями во избежание обрушений почвы, проникновения грунтовых вод, защиты соседних сооружений от обвалов и пр.);
- укрепление берегов вдоль набережных, портовых сооружений, разнообразных водоемов;
- гидротехнические работы по ремонту или возведению дамб, плотин, шлюзов, пристаней (например, огораживание участка водоема для последующей откачки воды и заливки бетонных сооружений);
- обустройство стен тоннелей, подземных парковок, подвалов и пр.;
- монтаж очистных сооружений;
- ограждение свалок.

Монтаж свай методом вдавливания
Монтаж шпунта Ларсена осуществляется забивкой с помощью копровых установок. Кроме того, могут применяться методы вибропогружения и погружения под постоянной нагрузкой (вдавливания). Выбор способа зависит от наличия спецтехники и условий выполнения работ. Например, забивку шпунтовых свай нельзя осуществлять при строительстве в плотной городской застройке
Читайте также: