Метод пластической деформации металла
Обновлено: 17.05.2024
Аннотация научной статьи по механике и машиностроению, автор научной работы — Айтмухамбетов Ильяс Ерланович, Никонова Татьяна Юрьевна
В статье рассматривается восстановление деталей методами пластической деформации . Более подробно представлены методы, а также применение их к определенному типу деталей. Сделаны выводы об экономической целесообразности использования данных методов при определенном типе производства .
Похожие темы научных работ по механике и машиностроению , автор научной работы — Айтмухамбетов Ильяс Ерланович, Никонова Татьяна Юрьевна
Комплексные технологии упрочнения деталей горнометаллургического оборудования с применением в качестве базовой технологии плазменной наплавки
Упрочнение и восстановление деталей дизелей термоупругопластическим деформированием при производстве и ремонте машин
Текст научной работы на тему «Пластическая деформация. Методы и применение»
ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ. МЕТОДЫ И ПРИМЕНЕНИЕ
1 2 Айтмухамбетов И.Е. , Никонова Т.Ю.
1Айтмухамбетов Ильяс Ерланович - студент магистратуры;
2Никонова Татьяна Юрьевна - кандидат технических наук, доцент, кафедра технологического оборудования, машиностроения и стандартизации, Карагандинский государственный технический университет, г. Караганда, Республика Казахстан
Аннотация: в статье рассматривается восстановление деталей методами пластической деформации. Более подробно представлены методы, а также применение их к определенному типу деталей. Сделаны выводы об экономической целесообразности использования данных методов при определенном типе производства.
Ключевые слова: пластическая деформация, детали, производство, металл, механическая обработка.
Восстановление деталей с помощью пластических деформаций основано на их способности изменять свою геометрическую форму и размеры за счет перераспределения металла без разрушения под действием внешних сил [1].
Ремонт деталей методом пластического деформирования является одним из наиболее распространенных способов ремонта деталей, основанных на пластическом деформировании изношенных деталей с последующей механической обработкой. Способ применяют для выправления вмятин, кривизны, кручения, изменения размеров посадочных мест изношенных деталей (для увеличения диаметра буртиков изношенных осей, валов, уменьшения диаметра изношенных поверхностей втулок), повышения стойкости деталей (дробеструйный наклеп) и уменьшения шероховатости обработки (накатка роликами шеек валов вместо их шлифования). Этот метод также используется для восстановления первоначальных свойств деталей, упрочнения их рабочих поверхностей и в качестве окончательной отделки. Для облегчения пластической деформации заготовку предварительно нагревают, что резко повышает пластичность металла. Поэтому при нагреве деталей при 900° с подаваемая нагрузка может быть уменьшена до 0,5. 0,6 МПа [2].
Под давлением изменяется не только форма и размеры изделия, но и структура и механические свойства металла. Пластическая деформация металла в холодном состоянии закаляет металл и это называется наклепом металла. В этом случае твердость, прочность и предел упругости металла увеличиваются, а пластичность уменьшается. Но эти изменения не очень постоянны, то есть изменения и нарушения в кристаллической структуре металла подвержены редукции.
При небольшом нагреве закаленного металла (у стали 200. 300 °С), упорядоченная кристаллическая решетка восстанавливается, а сопротивление и твердость незначительно уменьшаются, а пластичность увеличивается. Структура металла не меняется. При более высоких температурах нагрева начинается восстановление металла.
Обработка металла давлением при температуре ниже температуры рекристаллизации называется холодной обработкой, а при более высокой температуре-горячей обработкой. В этом случае обработка начинается при температуре, значительно превышающей температуру рекристаллизации. Это предотвращает появление наклепа и появление трещин.
На свойства металла оказывают влияние остаточные напряжения, возникающие при неравномерной деформации различных частей деталей. Они обусловлены неоднородным составом металла, а также различным нагревом и охлаждением разнородных частей изделия. Остаточные напряжения могут быть добавлены к
напряжениям, вызванным внешними силами, благоприятно или неблагоприятно, увеличивая или уменьшая сопротивление детали. Под действием остаточных напряжений деталь может сломаться, растрескаться и т.д. для устранения напряжений деталь отжигают или нормализуют. В этом случае температура выше, чем температура рекристаллизации.
Существуют следующие виды процесса пластической деформации: осадка, раздача, обжатие, вдавливание, вытяжка, правка, накатывание.
Правка используется, когда форма детали искажается, например, когда вы сгибаете и вы просто крутите валы, оси, шатуны, рамы, вмятины и искажения деталей с тонкими стенками. В зависимости от степени деформации и размера деталей они регулируются с нагревом или без него. Инструментами для редактирования могут служить молотки (сталь, медь, дерево), кувалды, специальные гаечные ключи, скобы, прессы и т.д.
При правке без нагрева стальные детали остаются сильными внутренними напряжениями. В результате после редактирования они постепенно приобретают свою первоначальную форму. Для снятия внутренних напряжений после холодной модификации деталь должна быть стабилизирована, то есть ее нужно поддерживать при температуре 400. 450 °С в течение примерно 1 часа или при температуре 250. 300°С в течение нескольких часов [4].
Большие и сильно деформированные детали правят в нагретом состоянии, так как холодная модификация не всегда дает постоянный результат, так как внутренние напряжения могут возникать в металле из-за остаточных напряжений, которые сохраняются в деталях. Эти процессы не происходят при горячей правке, когда места деформации нагреваются до 600 . 900°С. Например, для правки металлических конструкций деформируемые элементы нагревают газовыми горелками и сварочными аппаратами до 900° С в местах наибольших изгибов с выпуклой стороны. Растягивающие напряжения, возникающие при нагреве, приводят к выпрямлению детали [5].
Осадка используется для увеличения наружного диаметра твердых деталей или для уменьшения внутреннего диаметра полостей. Во время седиментации диаметр детали увеличивается за счет уменьшения ее длины. Это способ восстановления различных втулок для наружного или внутреннего износа валов, осей, клапанов двигателей внутреннего сгорания, звездочек и других деталей, имеющих износ поверхности не более 1% от их диаметра. Отложения увеличивают диаметр деталей типа пальцев и втулок из цветных металлов за счет некоторого уменьшения их длины.
Этот метод может уменьшить длину деталей до 15%, но ответственные детали не уменьшаются более чем на 8%. Тяговое устройство состоит из верхних и нижних кронштейнов и цилиндрического патрона, диаметр которого должен быть на 0,2 мм меньше конечного диаметра отверстия. После осаждения под прессом отверстие рукава расширяется до требуемого размера. Цилиндрические зубчатые колеса небольшой ширины восстанавливаются в нагретом состоянии с помощью специальных штампов, которые позволяют получить небольшое утолщение зубьев и уменьшить отверстие ступицы.
Обжатие уменьшает внутренние размеры деталей типа втулок, изготовленных из цветных металлов.
Вытяжка используется для увеличения длины детали за счет локального сужения его поперечного сечения. Этот метод используется для ремонта стержней, стержней и т.д.
Раздача используется для увеличения наружного диаметра за счет увеличения внутреннего диаметра полых деталей.
Вдавливание используют для восстановления тарелки клапанов, шлицы, шестерни при износе по профилю зуба и пр.
Ремонт деталей пластической деформации является одним из наиболее распространенных способов ремонта деталей, основанных на пластическом деформировании изношенных деталей с последующей обработкой.
При восстановлении деталей пластической деформации (давления) используются пластические свойства металла, способность деформироваться под нагрузками при определенных условиях, не теряя целостности детали.
Ремонт изношенных деталей с помощью пластической деформации требует специальных инструментов и штампов, поэтому экономически оправдано только тогда, когда предстоит изготовить много однотипных деталей.
1. Гуляев А.П. «Металловедение», М: Металлургия, 1986.
2. Лившиц Б.Г. «Металлография», М.: Металлургия, 1990.
3. Иванов Г.П., Картонова Л.В., Худошин А.А. Повышение износостойкости деталей созданием регулярной гетерогенной макроструктуры. Строительные и дорожные машины, 1997. № 1.
4. Mulyukov Kh.Ya. Grain boundaries and saturation magnetization in submicron grained nickel / Mulyukov Kh.Ya., Khaphizov S.B., Valiev R.Z. // Phys. Stat. Sol. (a), 1992. V. 133.
5. Weidner A. In-situ characterization of the microstructure evolution during cyclic deformation of novel cast TRIP steel / A. Weidner, A. Glage, H. Biermann // Proc. Eng., 2010.
Пластическая деформация материалов
Пластическая деформация – эффективный инструмент формирования структуры различных материалов. На ее особенностях основаны технологии обработки давлением, придание материалам особых свойств, создание наноматериалов.

Понятие деформации
Под термином «деформация» понимаются любые изменения структуры, формы, размеров тел. Она происходит под влиянием напряжений — сил, которые действуют на единицу площади сечения заготовок или деталей. Деформация металла обусловлена:
- внешними силами;
- усадкой;
- структурными превращениями;
- внутренними физико-механическими процессами.
Примеры прилагаемых к телу нагрузок:
- сжатие – нагрузка прикладывается соосно по направлению к телу;
- растяжение – возникает при продольном от тела приложении нагрузки (соосно или параллельно плоскости, в которой находятся точки крепления тела);
- изгиб – нарушение прямолинейности главной оси тела;
- кручение – возникает при приложении к телу крутящего момента.
Механизм и виды деформирования изучаются материаловедением, физикой твердого тела, кристаллографией.

Твердые тела подвержены двум видам деформации:
В таблице приведены сравнительные характеристики этих явлений.
· в структуре возникают остаточные изменения;
Пластическое деформирование ведет к модификациям в структурах металлов и их сплавов, а, следовательно, к изменениям их свойств.
Механизм возникновения
Возникновение пластической деформации обусловлено процессами, имеющими кристаллографическую природу: скольжением; двойникованием; межзеренным перемещением.
Скольжение
Происходит под воздействием касательных напряжений. Проявляется в виде перемещения одной части кристалла относительно другой. Этот процесс, в пределах кристалла, называется линейной дислокацией. Когда линейная дислокация выходит из кристалла, на его поверхности возникает ступенька, равная одному периоду решетки. Увеличение напряжения ведет к перемещению новых атомных плоскостей. Образуются новые ступеньки единичных сдвигов на поверхности кристалла. Чтобы дислокация продвинулась, не требуется разрывать все атомные связи в плоскости скольжения. Межатомная связь разрывается только в краевой зоне дислокации.

Современная теория основана на положениях:
- последовательность распространения скольжения в плоскости сдвига;
- место возникновения скольжения – это область нарушения кристаллической решетки, возникающая при нагружении кристалла.
Одно из свойств металла – теоретическая прочность. Ее используют для характеристики сопротивления пластическому деформированию. Она определяется силами межатомных связей в кристаллических решетках и значительно превышает реальную. Так для железа прочность:
- 30 кг/мм — реальная;
- 1340 кг/мм — теоретическая.
Различие вызвано тем, что для движения дислокации разрушаются лишь связи между атомами, находящимися у края дислокации, а не все атомные связи. Для этого необходимы меньшие усилия.
Двойникование
Это процесс образования в кристалле областей с закономерно измененной ориентацией кристаллической структуры. Двойникованием достигается незначительная степень деформации.
Двойниковые образования возникают по одному из двух механизмов:
- являются зеркальной переориентацией структуры матрицы (материнского кристалла) в некоторой плоскости;
- путем поворота матрицы на определенный угол вокруг кристаллографической оси.
Двойникование свойственно кристаллам, имеющим решетки:
- гексагональную (магний, цинк, титан, кадмий);
- объемно-центрированную (железо, вольфрам, ванадий, молибден).
Склонность к нему повышается при увеличении скорости деформации и снижении температуры.

Двойникование в металлах с кубической гранецентрированной решеткой (алюминий, медь) — результат отжига заготовки, которая подверглась пластическому деформированию.
Межзеренное перемещение
Такое изменение структуры материала идет вод воздействием растягивающего усилия. Процесс, в первую очередь, начинается в зерне, в котором направление легкого скольжения совпадает с направлением действия нагрузки. Это зерно будет растягиваться. Соседние зерна при этом будут разворачиваться до того момента, когда в них направление легкого скольжения также совместится с направлением силы. После они начнут деформироваться.
Результат межзеренного перемещения – волокнистая структура материала. Его механические свойства неодинаковы в разных направлениях:
- пластичность выше в направлении, параллельном действию растягивающего усилия, чем в перпендикулярном направлении;
- прочность имеет высокие показатели поперек приложению усилия, в продольном направлении – показатели ниже.
Эта разница свойств называется анизотропия
Виды пластической деформации
В зависимости от температуры и скорости процесса различают такие виды пластической деформации:


Одно из определяющих понятий — температура рекристаллизации. Она соответствует наименьшей температуре нагрева, при которой возможно возникновение новых зерен и определяется температурой плавления металла по формуле:
Холодная деформация. Наклеп
Холодная деформация проходит при температурах, ниже tрек. В ее результате возникает искажение кристаллической структуры материала. Все зерна растягиваются в одном направлении. Растет прочность, а свойства пластичности снижаются. Это упрочнение называется наклеп (нагортовка). Он может быть:
- полезным — наклепанный слой формируется специально, например в дробеметных машинах, накатыванием поверхностей роликами или шариками, чеканкой бойками, гидроабразивными методами;
- неумышленным (вредным) – возникает при воздействии на металл существенных давлений со стороны обрабатывающего инструмента.
Причина наклепа заключается в развороте плоскостей скольжения и усилении искажений кристаллической решетки. Упрочненный, наклепанный металл быстро вступает в химические реакции, хорошо корродирует и склонен к коррозионному растрескиванию. Деформировать его затруднительно. Но наклеп повышает свойство сопротивления усталости.
В прокатном производстве этот тип деформации применяется для обработки давлением пластичных металлов, заготовок с малым сечением. Такие методы, как штамповка и волочение, позволяют достичь требуемой чистоты поверхности и обеспечить точность размеров.
Устранить изменения в структуре, которые появляются при холодной деформации, возможно термообработкой (отжигом).
При отжиге подвижность атомов повышается. В металле из множественных центров вырастают новые зерна, которые заменяют вытянутые, деформированные. Они характеризуются одинаковыми размерами во всех направлениях. Это эффект называется рекристаллизацией.
Горячая деформация
Горячая деформация имеет такие характерные признаки:
- Температура, выше tрек.
- Материал приобретает равноосную (рекристаллизованную) структуру.
- Сопротивление материала деформированию ниже в десять раз, чем при холодной.
- Отсутствует упрочнение.
- Свойства пластичности более высокие, чем при холодной.
Благодаря этим обстоятельствам, технологии горячей деформации применяются при обработке давлением крупных заготовок, малопластичных и сложно деформируемых материалов, литых заготовок. При этом используется оборудование меньшей мощности, чем для холодной деформации.
Недостаток процесса — возникновение окалины на поверхности заготовок. Это снижает показатели качества и возможность обеспечения требуемых размеров.

Процессы, после которых структура образцов рекристаллизована частично с признаками упрочнения, называются неполной горячей деформацией. Она является причиной неоднородности структуры металла, пониженных механических и пластических характеристик. Регулированием соответствия скорости деформирующего воздействия и рекристаллизации, можно достичь условий, при которых рекристаллизация распространится во всем объеме обрабатываемой заготовки.
Рекристаллизация начинается после окончания деформирования. При значительных температурах описанные явления происходят за секунды.
Таким образом, особенности воздействия холодной деформации используются для улучшения рабочих характеристик изделий. Сочетанием горячей и холодной деформаций, режимов термообработки можно воздействовать на изменение этих свойств в требуемых пределах.
Интенсивная пластическая деформация
Получить беспористые объемные металлические наноматериалы можно технологиями интенсивной пластической деформации (ИПД). Их суть заключается в деформировании металлических заготовок:
- при относительно небольших температурах;
- при повышенном давлении;
- с высокими степенями деформации.
Это обеспечивает формирование гомогенной наноструктуры с большеугловыми границами зерен. Вопреки интенсивному воздействию, образцы не должны получать механические повреждения и разрушаться.
- кручение (ИПДК);
- разноканальное угловое прессование;
- всесторонняя ковка;
- мультиосевое деформирование;
- знакопеременный изгиб;
- аккумулированная прокатка.
Первые работы по созданию наноматериалов выполнены в 80х-90х годах ХХ века с использованием методов кручения и разноканального прессования. Первый метод применим для небольших образцов – получаются пластинки диаметром 10…20 мм и толщиной до 0,5 мм. Для того чтобы получить массивные наноконструкции используется второй метод, в основу которого положена деформация сдвигом.


Методы пластической деформации позволяют получать заготовки из стали, сплавов цветных металлов и других материалов (резина, керамика, пластмассы).
Они высокопроизводительные, позволяют обеспечить требуемое качество получаемых изделий, улучшить их механические свойства.
Физические основы пластической деформации
1.1. Общие сведения об обработке металлов давлением
В основе всех процессов обработки металлов давлением (ОМД) лежит способность металлов и их сплавов под действием внешних сил пластически деформироваться, т. е., не разрушаясь, необратимо изменять свою форму и размеры. При этом изменяется структура металла, его механические и физические свойства.
Обработка металлов давлением известна с древнейших времен. Холодная ковка самородной меди и метеоритного железа была известна еще до того, как люди начали добывать металлы из руд (VII в. до н. э.). Техника обработки металлов давлением получила развитие в X. XIII веках, когда кузнецы научились изготавливать многослойные мечи и топоры со стальными закаливаемыми лезвиями, а также предметы бытового назначения, инструменты и ремесленные приспособления. Ручная ковка была исторически первым из применяемых до сих пор способов формоизменяющей обработки металлов. Первый паровой молот, появившийся в 1843 г., деформировал металл силой падения груза, а для поднятия которого использовался пар. В 1888 г. появился молот двойного действия, у которого верхняя «баба» при движении вниз дополнительно разгонялась силой пара. Прокатка металлов возникла позже ковки и волочения. Первые сведения о прокатке относятся к XV в. (прокатка свинцовых полос). Основоположником современных методов прокатки принято считать английского изобретателя Г. Корта, изготовившего первый прокатный стан в 1783 г.
В настоящее время давлением обрабатывают около 90 % всей выплавляемой в мире стали, а также большое количество цветных металлов и их сплавов (до 60 %). В машиностроении наиболее широко применяется штамповка (горячая объемная и листовая). В современном автомобиле насчитывается до 90 % штампованных деталей (облицовочные детали, детали подвески, колесные диски, валы и шестерни коробки передач, детали двигателя (поршни, шатуны, коленчатые и распределительные валы, клапаны), тормозные колодки, бензобаки, глушители и др.), половина из которых не подвергается никаким другим видам обработки, в тракторе — 70 %. Современные двигатели конструктивно состоят из деталей (до 100 %), полученных ОМД.
Обработка металлов давлением — группа методов получения полуфабрикатов или изделий требуемых размеров и формы путем пластического деформирования заготовок за счет приложения внешних усилий.
Основными процессами ОМД являются: прокатка, прессование, волочение, ковка, объемная и листовая штамповка. По назначению они подразделяются на следующие две группы:
1. Процессы ОМД, направленные на получение машиностроительных профилей — изделий постоянного поперечного сечения по их длине (прутков, труб, проволоки, лент, листов и др.). К этим процессам относятся прокатка, прессование и волочение. Изделия, полученные этими методами, применяются в строительных конструкциях или в качестве заготовок для последующего изготовления из них деталей другими методами (резанием, ковкой, штамповкой и т. д.).
2. Процессы ОМД, направленные на получение машиностроительных заготовок, которые имеют форму и размеры, приближенные к готовым деталям, и только в рядечсалеув требуют обработки резанием для придания им окончательных размеров и получения необходимого качества поверхности. К этим процессам относятся ковка и штамповка.
При ОМД, во-первых, достигается получение изделий сложной формы из заготовок простой формы и, во-вторых, улучшается кристаллическая структура исходного литого металла и повышаются его физико-механические свойства.
Преимуществами методов ОМД являются следующие:
1) низкая трудоемкость процессов и, следовательно, их высокая производительность;
2) рациональное использование металла (коэффициент использования металла (КИМ) приближается к единице);
3) стабильность размеров и относительно высокая точность изготавливаемых деталей при большой сложности их форм;
4) универсальность используемого прессового оборудования;
5) возможности для механизации и автоматизации технологических процессов;
6) простота осуществления процесса.
Главными недостатками методов ОМД являются следующие: относительно высокая стоимость инструмента (в условиях серийного производства она составляет до 14 % от себестоимости деталей), а также сложность и уникальность прессового оборудования.
1.2. Сущность пластической деформации
Следует отметить, что металлы характеризуются наличием металлической связи, когда в узлах атомно-кристаллической решетки расположены положительно заряженные ионы, окруженные электронным газом. Наличие такой металлической связи и придает металлу способность подвергаться пластической деформации.
Пластичность — свойство твердого тела под действием внешних сил или внутренних напряжений, не разрушаясь, необратимо изменять свою форму и размеры. Такое изменение формы и размеров металлического тела называют пластической деформацией.
Деформация — изменение формы и размеров твердого тела под влиянием приложенных внешних сил. Деформация может быть упругой, исчезающей после снятия нагрузки, и пластической, остающейся после снятия нагрузки.
Механизмы пластической деформации. Как бы не были малы приложенные к металлу усилия, они вызывают его деформацию. Начальные деформации всегда являются упругими, и величина их находится в прямой зависимости от нагрузки (закон Гука). При упругой деформации под действием внешних сил изменяются расстояния между атомамилвликчреисктоай решетке. После снятия нагрузки атомы под действием межатомных сил возвращаются в исходное положение, и металл восстанавливает свои первоначальные размеры и форму.
Скольжение. При пластической деформации одна часть кристалла необратимо сдвигается по отношению к другой на целое число периодов атомно-кристаллический решетки — смещается по так называемым плоскостям сдвига (скольжения). Следует отметить, что ими являются кристаллографические плоскости, в которых находится наибольшее количество атомов. Расположение этих плоскостей зависит от типа атомно-кристаллической решетки металла. У aжелеза, вольфрама, молибдена и других металлов с объемноцентрированной кубической (ОЦК) решеткой имеется шесть плоскостей сдвига (в каждой из них имеется по два направления сдвига) и так называемая система скольжения (имеет 6 × 2 = 12 элементов сдвига) (рис. 2.1, а). При этом g-железо, медь, алюминий и другие металлы с гранецентрированной кубической (ГЦК) решеткой имеют четыре плоскости сдвига с тремя направлениями скольжения в каждой, т. е. 4 × 3 = 12 элементов сдвига (рис. 2.1, б). У цинка, магния и других металлов с гексагональной плотноупакованной (ГПУ) решеткой имеется одна плоскость с тремя направлениями скольжения, т. е. три элемента сдвига (рис. 2.1, в). Чем больше элементов сдвига в решетке, тем выше пластичность металла.
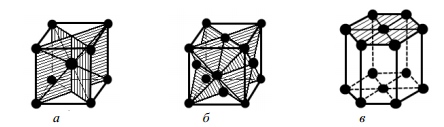
Рис. 2.1. Плоскости и направления (заштрихованные плоскости) сдвига в кристаллической решетке: а — ОЦК; б — ГЦК; в — ГПУ
Наиболее легкий сдвиг по определенным плоскостям и направлениям объясняется тем, что при таком перемещении атомов из одного устойчивого равновесного положения в другое значения затрачиваемых усилий будут минимальными, и, следовательно, будут наименьшими необходимые для этого затраты энергии.
Если нагрузку снять, перемещенная часть кристалла не возвратится на старое место и деформация сохранится. Наличие плоскостей скольжения в кристалле подтверждается при микроструктурном исследовании пластически деформированных металлов.
Двойникование. Скольжение или сдвиг по определенным кристаллографическим плоскостям является основным, но не единственным механизмом пластической деформации металлов. При некоторых условиях пластическое деформирование может также происходить путем двойникования. При пониженных температурах у металлов с ОЦК решеткой наблюдается переход от механизма скольжения к механизму двойникования. Сущность двойникования заключается в том, что под действием касательных напряжений одна часть зерна оказывается смещенной по отношению к другой части, занимая симметричное положение и являясь как бы ее зеркальным отражением (рис. 2.2).
Дислокационный механизм пластической деформации. Процесс скольжения не следует представлять как одновременное передвижение одной части кристалла относительно другой. Такой жесткий или синхронный сдвиг потребовал бы напряжений в сотни или даже тысячи раз превышающие по величине те, при которых в действительности протекает процесс
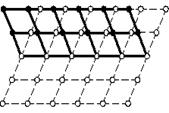
Рис. 2.2. Схема процесса двойникования
пластической деформации. В реальных металлах сдвигас(птилче ское деформирование) происходит при напряжениях, величина которых меньше теоретических в сотни и тысячи раз (например, для железа tтеор ≈ 2 600 МПа, а tреал ≈ 290 МПа, для меди
tтеор ≈ 1 540 МПа, а tреал ≈ 1 МПа). Такое расхождение объясняется дислокационным механизмом пластической деформации.
При дислокационном механизме пластической деформации скольжение осуществляется в результате перемещения в кристалле дислокации, когда сдвиг происходит последовательно от атома к атому вблизи ядра дислокации. В этом случае усилие сдвига значительно меньше, чем при одновременном сдвиге всех атомов.
Данный процесс можно объяснить с помощью моделей движения гусеницы (рис. 2.3, а) и перемещения ковра (рис. 2.3, б).
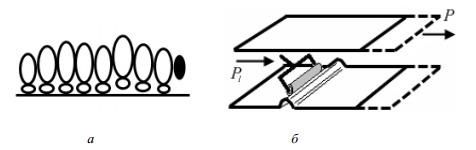
Рис. 2.3. Дислокационный механизм пластической деформации: а — модель движения гусеницы; б — модель перемещения ковра
Гусеница перемещается путем последовательного подъема одной пары ног и перестановки их в новое место, а не за счет подъема всех ног одновременно и перемещения на шаг. Когда
все ноги гусеницы последовательно выполнят эту операцию, то она переместится на шаг (такой режим движения требует от нее значительно меньших усилий). Аналогичным образом происходит перемещение ковра по полу в случае прокатывания на нем складки, что требует значительно меньших усилий, чем, транспортировка ковра целиком.
Дислокационный механизм пластической деформации объясняетсядсулюещим образом. Атомы, расположенные в поле дислокации, возбуждены (их энергия повышена) и выведены из устойчивого положения равновесия с минимальной свободной энергией. Такое состояние кристалла является метастабильным. Поэтому для того чтобы ограниченная группа атомов в области дислокации сдвинулась и заняла новое устойчивое положение равновесия, достаточно приложить существенно меньшее напряжение, чем при их синхронном сдвиге, т. е. совершить незначительную работу и затратить при этом минимум энергии.
Механизм перемещения дислокации на атомном уровне представлен на рисунке 2.4.
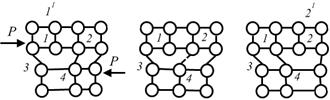
Рис. 2.4. Схема перемещения дислокаций
Следует отметить, что силы взаимодействия атомов зависят от расстояния. В зоне дислокации расстояния атомов 3 и 4 от краевого атома 1 экстраплоскости 1 – 1 1 увеличены и связи между этими атомами утрачены. Под действием сдвигающей силы Р смещение плоскостей приводит к уменьшению расстояния 1 – 4 и увеличению расстояния 2 – 4. В результате этого связь между атомами 1 и 4 восстанавливается, а между атомами 2 и 4 обрывается. Дислокация перемещается на одно межатомное расстояние.
Таким образом, движение дислокации — это процесс последовательного разрыва и восстановления связей в кристаллической решетке. В результате пробега дислокации от одной границы кристалла до другой происходит смещение части кристалла на одно межатомное расстояние. Из совокупности пробегов дислокаций складывается общая деформация кристаллического тела.
1.3. Наклеп и рекристаллизация
Пластическая деформация поликристаллических тел (металлов и сплавов) имеет некоторые особенности по сравнению с пластической деформацией одного зерна (монокристалла). В поликристаллическом металле зерна (следовательно, и плоскости скольжения) имеют различную ориентировку (рис. 2.5, а). Из-за влияния соседних зерен деформирование каждого зерна не может совершаться свободно. Пластическая деформация на первой стадии начинается тогда, когда действующие напряжения превысят предел упругости. На первой стадии пластическая деформация может происходить лишь в отдельных зернах с благоприятной ориентировкой, у которых плоскости легкого скольжения совпадают с направлением максимальных касательных напряжений. В каждом зерне сдвиг происходит последовательно: сначала по одной плоскости, затем по другой и т. д. Кроме сдвига, происходит и поворот смещенных частей зерна в направлении уменьшения угла между направлениями плоскостей скольжения и направлением растягивающих сил. В результате сдвигов и поворота плоскостей скольжения зерно постоянно вытягивается в направлении растягивающих сил (рис. 2.5, б). Зерна удлиняются настолько, что напоминают волокна, поэтому структура деформированного металла называется волокнистой (рис. 2.5, в). Дальнейшая деформация (вторая стадия) приводит к дроблению зерен.
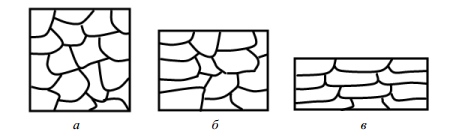
Рис. 2.5. Схема образования текстуры в поликристаллитном теле: а — исходное расположение зерен; б — изменение формы зерен при пластической деформации; в — текстура металла после деформации
В процессе межзеренных и внутризеренных сдвигов происходит искажение кристаллической решетки, удлинение и поворот зерен, их последующее дробление, что, в конечном итоге, затрудняет дальнейшее скольжение. Это вызывает возрастание сопротивления деформации. Кроме того, неравномерная деформация отдельных зерен приводит к возникновению внутренних напряжений, которые так же вызывают увеличение сопротивления деформации.
При холодной пластической деформациимиезнения структуры приводят к повышению твердости НВ и предела прочности металла σв, а также понижению его пластических (относительное удлинение δ) и вязкостных (ударная вязкость КС) свойств (рис. 2.6). Чем больше величина пластической деформации ε, тем значительнее эти изменения.
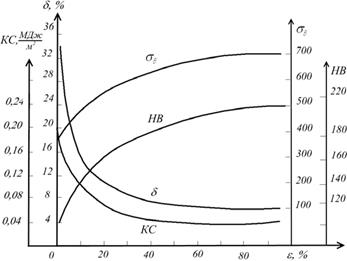
Рис. 2.6. Влияние степени деформации на механические свойства металлов
Изменение свойств и структуры металла в результате пластической деформации в холодном состоянии называется наклепом или упрочнением. Интенсивность нарастания наклепа по мере увеличения степени деформации неодинакова (в начальный момент деформирования она резко увеличивается, а затеммзеадляется ).
Наклеп не всегда является отрицательным фактором, затрудняющим процесс получения заготовки пластическим деформированием. Иногда его используют для получения изделия с необходимыми полезными свойствами (часто в сочетании с последующей термической обработкой). Так, холодной пластической деформацией можно в 2. 3 раза повысить предел прочности (особенно предел текучести). Например, гвозди должны быть изготовленыти могу применяться только из наклепанного металла. Гвозди, у которых наклеп снят термической обработкой (побывавшие в печи), к применению непригодны.
Следует отметить, что наиболее прочным материалом в современной технике является нагартованная (упрочненная) стальная проволока (в немецком языке слово hard означает твердость), получаемая в результате холодного волочения при ε = 80. 90 % и имеющая σв = 3 000. 4 000 МПа. Такая высокая прочность не может быть достигнута легированием и термической обработкой.
Понижение пластических свойств наклепанного металла может быть очень значительным. Например, у низкоуглеродистой стали относительное удлинение δ уменьшается почти в 6 раз (с 30. 35 до 5. 6 %).
При определенной степени деформации металл утрачивает пластичность настолько, что дальнейшее деформирование внешним усилием может привести к его разрушению.
Возврат и рекристаллизация. Деформированный металл по сравнению с недеформированным находится в неравновесном состоянии. В таком металле даже при комнатной температуре могут самопроизвольно протекать процессы, приводящие его в более устойчивоеувтнреннее состояние. При повышении температуры скорость таких процессов возрастает.
При нагреве до сравнительно низких температур протекает процесс возврата, т. е. снятие микронапряжений и частично искажений кристаллической решетки. Изменений структуры при этом еще не наблюдается. Возврат несколько изменяет свойства наклепанного металла (понижается его прочность и повышается пластичность). Возврат происходит при температуре (0,2. 0,3) Тпл, °K.
При дальнейшем нагреве в результате теплового воздействия происходит перестройка кристаллов деформированного тела, зарождение новых зерен (кристаллов) и их рост. Такой процесс называется рекристаллизацией.
В результате рекристаллизации (рис. 2.7) образуются совершенно новые зерна, с неискаженной кристаллической решеткой. Размеры новых зерен могут сильно отличаться от исходных. Образование новых зерен приводит к резкому снижению плотности дислокаций и высвобождению энергии, накопленной при пластической деформации металла. В результате рекристаллизации металл разупрочняется и восстанавливает свои первоначальные свойства, а его зерна становятся равноосными.
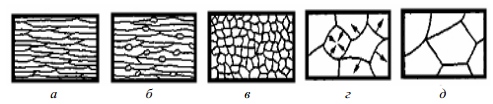
Рис. 2.7. Изменения микроструктуры деформированного металла при нагреве:
а — наклепанный металл; б — начало первичной рекристаллизации; в — завершение первичной рекристаллизации; г, д — стадии собирательной рекристаллизации
Пластически деформированные металлы могут рекристаллизоваться лишь после деформации, степень которой превышает определенное критическое значение, которое называется критической степенью деформации. Для алюминия она составляет ~2 %, для железа и меди — ~5 %. Если степень деформации меньше критической, то зарождения новых зерен при нагреве не происходит.
Наименьшая температура нагрева, обеспечивающая возможность зарождения новых зерен, называется температурой рекристаллиза- ции Трекр. Рекристаллизация для технически чистых металлов происходит при температурах Трекр ≥ 0,4 Тпл, °K. Температура рекристаллизации Трекр. некоторых металлов представлена в таблице 2.1.
Обработка пластическим деформированием
Обработка пластическим деформированием - это процесс механической обработки, при котором обработка металлов осуществляется без снятия стружки.
Обработка пластическим деформированием включает в себя:
- обработку без изменения формы;
Все эти методы обработки основаны на использование пластических свойств металлов, то есть на способности металлических заготовок воспринимать остаточные деформации без нарушения целостности металла. Пластическая деформация приводит к упрочнению поверхностных слоев, что повышает долговечность и износостойкость деталей.
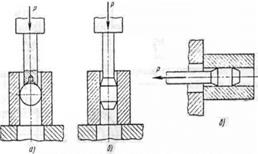
8.2.1. Обработка без изменения формы
Обработка без изменения формы включает в себя:
- обкатывание и раскатывание поверхностей;
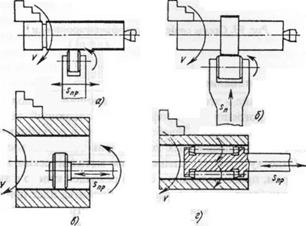
Рис. 94. Схемы обкатывания и раскатывания поверхностей
Обкатываниеи раскатывание отделывают и упрочняют цилиндрические, конические плоские и фасонные наружные и внутренние поверхности. Обкатывают наружные, а раскатывают внутренние поверхности (рис. 94).
Сущность этих методов состоит в том, что поверхностные слои металла, контактируя с инструментом, обладающим высокой твердостью, под давлением пластически деформируются. Давление осуществляют только в зоне контакта. Инструментом являются ролики и шарики, перемещающиеся относительно заготовки. Микронеровности сглаживаются путем смятия микровыступов и заполнение микровпадин.
Калибровка повышает точность отверстий, в результате получают поверхность высоко качества. Сущность калибровки заключается в перемещении с натягом твердого инструмента в отверстии (рис. 95). Натяг достигается тем, что размер поперечного сечения инструмента несколько больше размера поперечного сечения отверстия. Инструмент за счет твердости сглаживает неровности, исправляет погрешности предыдущей обработки, упрочняет поверхность. Простейшим инструментом служит шарик, который проталкивают штоком. Роль калибрующего инструмента может выполнять дорн, к которому прикладывают сжимающую или растягивающую силу. Заготовку обрабатывают за один или несколько ходов инструмента.
Схемы калибрования отверстий
Выглаживанием получают поверхности с малой шероховатостью при одновременном упрочнении её. Метод применяют для обработки прерывистых поверхностей или для улучшения геометрической формы деталей, при этом инструмент высокой твердости (часто, алмазный) скользит с малым коэффициентом трения по поверхности, полученной после обработки резанием, сминая микровыступы. Рабочая часть инструмента выполнена в виде полусферы, цилиндра или конуса.
Формоизменяющую обработку металлических заготовок осуществляют методом накатывания в холодном состоянии. Накаткой проводят изготовление резьб, шлицов на валах, зубчатых колес, различных по форме рифлений и клейм. При накатке волокна исходной заготовки не перерезаются, а деформируются, повторяя профиль инструмента. Это достигается различными видами инструмента, при этом заготовки имеют вид тел вращения (рис. 96).
Упрочняющую обработку применяют для увеличения сопротивления усталости детали. Метод основан на локальном ударном воздействии на обрабатываемый материал. В поверхностных слоях возникают значительные внутренние сжимающие напряжения, которые противодействуют внешним растягивающим напряжениям. Упрочнение проводят нанесением ударов по поверхности заготовки шариками, роликами и различными бойками. Но наиболее распространено дробеструйное
динамическое упрочнение: готовые детали машин подвергают ударному действию потока дроби, летящего с большой скоростью в специальных камерах. Этот метод применяют для повышения долговечности таких изделий, как рессорные листы, пружины, лопатки турбин, штампы.
Пластическая деформация металлов
Деформацией называется изменение размеров и формы тела под действием приложенных сил. Деформация делится на упругую и пластическую.
Упругая деформация. Упругой деформацией называют деформацию, влияние которой на форму, структуру и свойства тела полностью устраняется после прекращения действия внешних сил. Упругая деформация не вызывает заметных остаточных изменений в структуре и свойствах металла; под действием приложенной нагрузки происходит только незначительное относительное и полностью обратимое смещение атомов.
Пластическая деформация. При возрастании касательных напряжений выше определенной величины (предел или порог упругости) деформация становится необратимой. При снятии нагрузки устраняется лишь упругая составляющая деформации. Часть же деформации, которую называют пластической, остается.
Пластическая деформация в кристаллах может осуществляться скольжением и двойникованием. Скольжение (смещение) отдельных частей кристалла относительно друг друга происходит под действием касательных напряжений, когда эти напряжения в плоскости и в направлении скольжения достигают определенной критической величины (τк).
Схема упругой и пластической деформаций металла с кубической структурой, подвергнутого действию касательных напряжений, показана на рис. 18. Эта схема дает наглядное представление о смещении атомов в соседних плоскостях при сдвиге на одно межатомное расстояние.
Скольжение в кристаллической решетке протекает по плоскостям, и направлениям с наиболее плотной упаковкой атомов где величина сопротивлению сдвигу (τк) наименьшая, а сама величина τ значительна. Это объясняется тем, что расстояние между соседними атомными плоскостями наибольшее, т. е. связь между ними наименьшая.
Чем больше в металле возможных плоскостей и направлений скольжения, тем выше его способность к пластической деформации. Металлы, имеющие кубическую кристаллическую решетку, обладают высокой пластичностью, так как скольжение в них происходит во многих направлениях. Металлы с гексагональной плотноупакованной структурой менее пластичны и поэтому труднее, чем металлы с кубической структурой, поддаются прокатке, штамповке и другим способам деформации.
Процесс скольжения не следует, однако, представлять как одновременное передвижение одной части кристалла относительно другой. Такой жесткий или синхронный сдвиг потребовал бы напряжений, в сотни или даже тысячи раз превышающих те, при которых в действительности протекает процесс деформации.
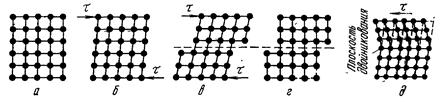
Рис. 18. Схема упругой и пластической деформации металла под действием напряжения сдвига:
а – первоначальный кристалл; б – упругая деформация; в – увеличение упругой и пластической деформации, вызванных скольжением, при нагружении, большем предела упругости; г – напряжения, обусловившие появление сдвига (после сдвига сохранилась остаточная деформация); д – образование двойника.
Рис. 19. Движение краевой дислокации, приводящее к образованию ступеньки единичного сдвига на поверхности кристалла:
а – схема движения дислокации; б – краевая дислокация в кристаллической структуре; в – дислокация переместилась на дно; г – на два межатомных расстояния в решетке под влиянием приложенного напряжения; д – выход дислокации на поверхность и появление сдвига.
Скольжение осуществляется в результате перемещения в кристалле дислокаций, что показано на рис. 19. Чтобы дислокация из исходного положения 1 переместилась в соседнее положение 14, не нужно сдвигать всю верхнюю половину кристалла на одно межатомное расстояние.
Достаточно, чтобы произошли следующие перемещения атомов: атом 1 в положение атома 2, атом 3 — в 4, атом 5 — в 6, атом 7 — в 8, атом 9 — в 10, атом 11 — в 12, атом 13 — в 14, атом 15 — в 16 и атом 17 — в 18. Также смещаются атомы не только в плоскости чертежа, но и во всех атомных слоях, параллельных этой плоскости.
Незначительные перемещения атомов в области дислокации приводят к перемещению дислокаций на одно межатомное расстояние.
Следует иметь в виду, что перемещение дислокаций, образовавшихся в процессе кристаллизации, ограничено. Большие деформации возможны только вследствие того, что движение этих дислокаций вызывает появление или размножение большого количества новых дислокаций в процессе пластической деформации.
Двойникование. Пластическая деформация некоторых металлов, имеющих плотноупакованные решетки К12 и Г12, помимо скольжения, может осуществляться двойникованием, которое сводится к переориентировке части кристалла в положение, симметричное по отношению к первой части относительно плоскости, называемой плоскостью двойникования. Двойникование подобно скольжению сопровождается прохождением дислокаций сквозь кристалл.
При большой деформации в результате процессов скольжения зерна (кристаллиты) меняют свою форму. До деформации зерно имело округлую форму, после деформации в результате смещений по плоскостям скольжения зерна вытягиваются в направлении действующих сил τ, образуя волокнистую или слоистую структуру. Одновременно с изменением формы зерна внутри него происходит дробление блоков и увеличение угла разориентировки между ними.
Текстура деформации. При большой степени деформации возникает преимущественная кристаллографическая ориентировка зерен. Закономерная ориентировка кристаллитов относительно внешних деформирующих сил получила название текстуры (текстура деформации).
Наклеп. С увеличением степени деформации свойства, характеризующие сопротивление деформации (σв, σт, НВ и др.), повышаются, а способность к пластической деформации — пластичность (δ и φ) уменьшается. Это явление роста упрочнения получило название наклепа. Упрочнение металла в процессе пластической деформации (наклеп) объясняется увеличением числа дефектов кристаллического строения (дислокаций, вакансий, межузельных атомов).
Все дефекты кристаллического строения затрудняют движение дислокаций, а следовательно, повышают сопротивление деформации и уменьшают пластичность. Наибольшее значение имеет, увеличение плотности дислокаций, так как возникающее при этом взаимодействие между ними тормозит дальнейшее их перемещение. В результате деформации уменьшается плотность, сопротивление коррозии и повышается электросопротивление. Холодная деформация ферромагнитных металлов, например железа, повышает коэрцитивную силу и уменьшает магнитную проницаемость.
Свойства пластически деформированных металлов.
В результате холодного пластического деформирования металл упрочняется и изменяются его физические свойства — электросопротивление, магнитные свойства, плотность. Наклепанный металл запасает 5-10% энергии, затраченной на деформирование. Запасенная энергия тратится на образование дефектов решетки (например, плотность дислокаций возрастает до 10 9- 10 12 см -2 ) и на упругие искажения решетки. Свойства наклепанного металла меняются тем сильнее, чем больше степень деформации (рис. 20).
При деформировании увеличиваются прочностные характеристики (твердость;σв; σ0,2; σупр) и понижаются пластичность и вязкость (δ; φ; ан). Металлы интенсивно наклепываются в начальной стадии деформирования, после 40%-ной деформации механические свойства меняются незначительно. С увеличением степени деформации предел текучести растет быстрее предела прочности (временного сопротивления).
Обе характеристики у сильно наклепанных металлов сравниваются, а удлинение становится равным нулю. Такое состояние наклепанного металла является предельным, при попытке продолжить деформирование металл разрушается.
Путем наклепа твердость и временное сопротивление (предел прочности) удается повысить в 1,5-3 раза, а предел текучести — в 3-7 раз при максимально возможных деформациях. Металлы с ГЦК-решеткой упрочняются сильнее металлов с ОЦК-решеткой. Среди сплавов с ГЦК-решеткой сильнее упрочняются те, у которых энергия дефектов упаковки минимальна (например, интенсивно наклепываются аустенитная сталь; алюминиевая бронза с 7% А1; никель; а алюминий упрочняется незначительно).
Упрочнение при наклепе широко используют для повышения механических свойств деталей, изготовленных методами холодной обработки давлением. В частности, наклеп поверхностного слоя деталей повышает сопротивление усталости. Понижение пластичности при наклепе используют для улучшения обрабатываемости резанием вязких и пластичных материалов (сплавов алюминия, латуней и др.).
Влияние нагрева на структуру и свойства холоднодеформированных металлов.
Неравновесная структура, созданная холодной деформацией у большинства металлов устойчива при комнатной температуре. Переход металла в более стабильное состояние происходит при нагреве. Процессы, происходящие при нагреве подразделяют на две основные стадии: возврат и рекристаллизацию; обе стадии сопровождаются выделением теплоты и уменьшением свободной энергии. Возврат происходит при относительно низких температурах, рекристаллизация — при более высоких.
Возвратом называют все изменения тонкой структуры и свойств, которые не сопровождаются изменением микроструктуры деформированного металла, т. е. размер и форма кристаллов при возврате не изменяются.
Рекристаллизацией называют зарождение и рост новых кристаллов с меньшим количеством дефектов строения; в результате рекристаллизации образуются совершенно новые, чаще всего, равноосные кристаллы.
Возврат. Стадию возврата, в свою очередь, разделяют на две возможные стадии: отдых и полигонизацию. Отдых при нагреве деформированных металлов происходит всегда, а полигонизация развивается лишь при определенных условиях.
Отдыхом холоднодеформированного металла называют стадию возврата, при которой вследствие перемещения атомов уменьшается количество точечных дефектов, в основном вакансий; в ряде металлов, таких как алюминий и железо, отдых включает также переползание дислокаций, которое сопровождается взаимодействием дислокаций разных знаков и приводит к заметному уменьшению их плотности. Перераспределение дислокаций сопровождается также уменьшением остаточных напряжений.
Отдых вызывает значительное уменьшение удельного электросопротивления и повышение плотности металла. Если при отдыхе уменьшается плотность дислокаций, то наблюдается уменьшение твердости и прочности металла (алюминий, железо); если плотность дислокаций при отдыхе не меняется, то отдых не сопровождается изменением механических свойств (медь, латунь, никель).
Полигонизация — это процесс разделения деформированных зерен металла на полигоны — области с малой плотностью дислокаций. Эти области называются блоками. Процесс полигонизации протекает в интервале температур отдых — рекристаллизация и заканчивается созданием блочной структуры.
Полигонизация приводит к дальнейшему снятию упругих искажений кристаллической решетки и более полному восстановлению физических свойств металла. Механические свойства его при этом изменяются незначительно. Текстура сохраняется, хотя и становится блочной.
Вслед за возвратом протекает рекристаллизация, заключающаяся в зарождении и росте новых неискаженных равноосных зерен (рис. 21).
При первичной рекристаллизациив деформированной среде зарождаются и растут равноосные зерна до тех пор, пока полностью не исчезнет текстура, созданная деформацией. Зародышами зерен являются отдельные энергетически выгодные блоки (центры рекристаллизации). После исчезновения текстуры металл приобретает равновесную мелкозернистую структуру.
Суммарная протяженность границ мелких зерен велика. Граничные зоны зерен представляют собой тонкие (в несколько атомных слоев) сильно искаженные области, так как здесь сопрягаются кристаллические решетки различно ориентированных стыкующихся зерен, сюда стекаются точечные дефекты и дислокации. Поэтому граничные зоны зерен и характеризуются высокими значениями энергии (поверхностной энергии), которая уменьшается за счет округления зерен и дальнейшего их роста путем фронтального перемещения граничных зон растущих зерен и поглощения мелких.
Атомы из мелких зерен диффундируют через границу в растущие зерна, отчего первые постепенно исчезают, а вторые разрастаются. В результате число зерен структуры металла уменьшается, а их размеры увеличиваются. Рост одних равноосных зерен за счет исчезновения других представляет собой собирательную рекристаллизацию.
Температура начала рекристаллизации зависит от многих факторов и прежде всего от степени деформации материала и содержания примесей в нем. Определено, что
где Трекр— абсолютная минимальная температура рекристаллизации; α — коэффициент, учитывающий вышеперечисленные факторы; Тпл — абсолютная температура плавления данного вещества.
Минимальная температура рекристаллизации железа и других металлов технической чистоты определяется по формуле А. А. Бочвара:
Термическая операция, заключающаяся в нагреве деформированного (текстурованного) материала до температуры выше Трекр, выдержке и последующем медленном охлаждении (в печи), называется рекристаллизационным отжигом.
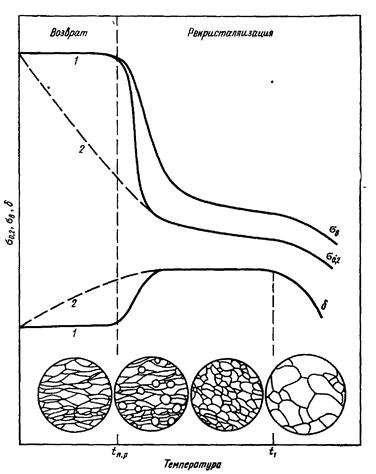
Рис. 21. Влияние нагрева на механические свойства и структуру металла, упрочненного деформацией.
Практически температура рекристаллизационного отжига выбирается выше расчетной (обычно на 200. 300°С), так как чем выше температура нагрева, тем быстрее протекает рекристаллизация, характеризующаяся, в частности, уменьшением твердости металла. Для железа и низкоуглеродистой стали температура рекристаллизационного отжига принимается равной 650. 700°С.
Для того чтобы в металле при нагреве протекала рекристаллизация, необходима его хотя бы минимальная предварительная холодная обработка (критическая степень деформации εкр для железа равна 5. 6 %, для малоуглеродистой стали — 7. 15, для меди — около 5, для алюминия — 2. 3 %).
При рекристаллизации после деформирования материала с εкр зерно растет в нем особенно сильно и может увеличиться по сравнению с исходным во много раз. Выбирая степень деформации и температуру рекристаллизационного отжига, можно получить в металле зерно нужного размера. Рекристаллизационный отжиг широко используют для управления формой и размерами зерен, текстурой и свойствами металлов и сплавов.
Создание текстуры и наклеп возможны только в случае холодного деформирования металла. Обработка давлением называется холодной, если она совершается при температурах ниже температуры рекристаллизации, горячей — при температурах выше температуры рекристаллизации.
При горячей обработке давлением одновременно с пластической деформацией металла протекает рекристаллизация, которая продолжается и после деформации до тех пор, пока температура металла не станет ниже Трекр. При этом в металлах не возникает текстура и они не наклепываются. Такая обработка широко используется при производстве горячекатаного стального полуфабриката различного профиля.
Читайте также: