Методы нанесения металлических покрытий для восстановления изношенных деталей
Обновлено: 19.05.2024
Любой механизм изнашивается как в процессе эксплуатации, так и без неё – примером служит коррозионный износ. Для восстановления его исправности и работоспособности проводят комплекс операций, называемый ремонтом. Сегодня существуют разные способы восстановления деталей. Металлообработка — один из способов решения.
Виды способов восстановления изношенных деталей
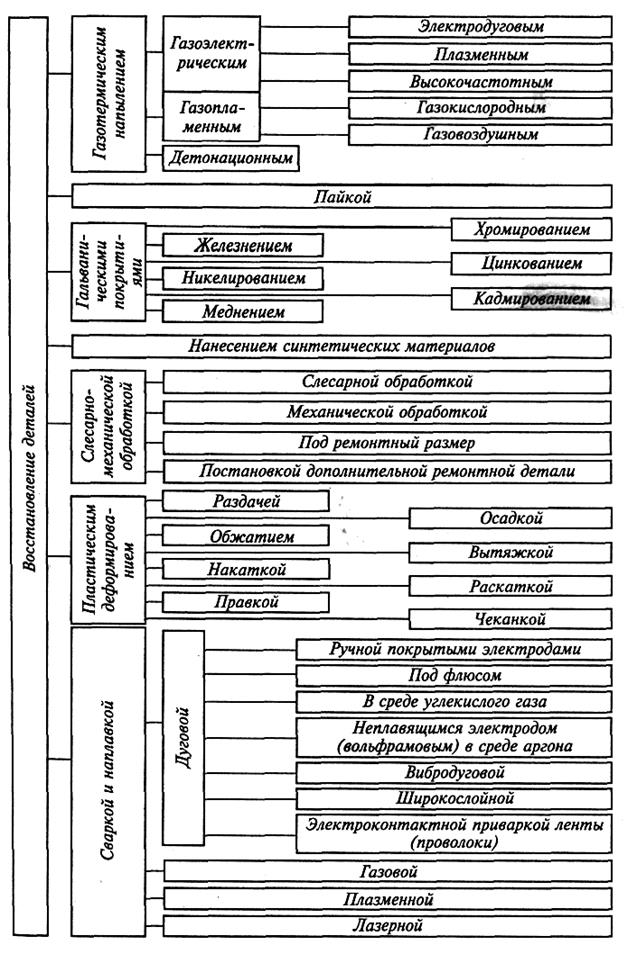
Выделяют две группы основных способов восстановления изношенных деталей:
1. Слесарно-механический (индивидуальной подгонки);
2. Восстановление первоначальных размеров или устранения дефектов без замены поврежденных деталей методами:
- наплавки и сварки;
- пластического деформирования;
- нанесения металлических и неметаллических покрытий;
- пайкой.
Слесарно-механический способ восстановления
Особенностью данного способа является восстановление формы и взаимного расположения поверхностей без воссоздания первоначальных размеров.
Поставленные цели достигаются двумя путями:
- обработкой обеих сопрягаемых деталей;
- обработкой одной (как правило, более дорогой и сложной) детали;
- взамен второй устанавливается серийно произведённая ремонтная или новая.
Например, при механическом способе восстановлении деталей автомобильного двигателя блок цилиндров и коленчатый вал обрабатываются до ближайшего ремонтного размера, а сопряженные – поршни, поршневые кольца, вкладыши – заменяются на новые. Ремонтные размеры устанавливает завод-изготовитель. Он же, как правило, выпускает сменные изделия.
При слесарно-механическом способе восстановления деталей выделяют такие операции:
- (машинное и ручное);
- шабровка по плите и калибрам;
- опиловка;
- притирка;
- доводка.
Восстановление способом наплавки и сваркой

Восстановление деталей сваркой и наплавкой относится к самым распространённым методам.
При наплавке последовательно выполняются следующие операции.
Обработка изношенной поверхности, целью которой является удаление пограничного слоя наплавленного металла из зоны обработки.
Наплавка поверхности с припуском, достаточным для дальнейшей обработки.
Обработка наплавленной поверхности в соответствии с требованием чертежа.
Виды наплавки цилиндрических поверхностей
В случаях, когда износ механизма превышает нормы, установленные заводом изготовителем, может использоваться другой вариант.
Удаление повреждённой части механическим путем.
Изготовление нового изделия и приваривание его на место удалённого.
Термическая обработка (при необходимости).
Окончательная механическая обработка.
Сварка широко используется при ремонте корпусных деталей, в которых образовались трещины. Технологический процесс включает в себя несколько операций:
- Определение направления трещины.
- Засверливание металла на расстоянии 6 – 10 мм от видимого конца трещины.
- Выборка трещины механическим путем с одновременной разделкой под сварку.
- Заварка трещины с небольшим превышением над поверхностью основного металла.
- Обработка поверхности наплавленного металла заподлицо с основным металлом.
- Проверка геометрических параметров.
- Обработка сопрягаемых поверхностей (при необходимости).
Подготовка трещины к заварке:
- зачистка трещины;
- засверливание концов.
Пластическое деформирование восстанавливаемых деталей
Восстановление деталей способом пластического деформирования заключается в воссоздании их формы и размеров за счёт перераспределения металла под воздействием нагрузки, приложенной в определенном месте и в определенном направлении.
Изделия из низкоуглеродистых сталей (менее 0,3% углерода) и цветные сплавы реставрируют без подогрева. Средне- и высокоуглеродистые стали подогревают до температуры, определяемой по формуле:
Тнагрева=(0,70,9)Тплавления
Основные виды пластического деформирования:
- осадка или осаживание – изменение диаметра цилиндрического изделия путем приложения к торцам осевой нагрузки;
- раздача и обжатие – воссоздание соответственно наружного и внутреннего рабочего диаметра полого тела вращения за счет увеличения (уменьшения) внутреннего нерабочего диаметра;
- вытяжка – увеличение длины изделия за счет местного сужения его поперечного сечения;
- накатка – обработка поверхностей с помощью зубчатого ролика;
- правка – воссоздание формы и устранение изгиба и скручивания (может производиться под прессом путем создания местного поверхностного наклепа и с помощью местного нагрева);
- электромеханический способ восстановления деталей, применяемый, как правило, для обработки тел вращения, включает две операции:
создание на поверхности микрорельефа в виде спиральной линии;
выглаживание до заданного размера посредством деформирующей пластины.
Электрохимические способы реставрации деталей
Для восстановления деталей путём нанесения металлических покрытий применяется гальванический способ, с помощью которого наносят:
Хромовые и никелевые покрытия имеют толщину 0,25 – 0,3 мм, железные 2 – 3 мм и более. Железнение по своим параметрам приближается к наплавке, однако, обеспечивает относительно невысокую твёрдость. Существуют гладкие или пористые покрытия, применяемые для подвижных и неподвижных соединений.
Покрытие неметаллами

Сущность данного способа состоит:
- в нанесении на предварительно очищенную и обезжиренную поверхность слоя двухкомпонентной полимерной композиции;
- в фиксации с помощью вспомогательных приспособлений (при необходимости).
По сравнение с гальванизацией, нанесение неметаллических покрытий имеет ряд преимуществ:
- простота, отсутствие необходимости в предварительной механической обработке ремонтируемой поверхности;
- возможность нанесения толстого (10 – 15 мм) слоя полимера.
Вместе с тем, подобные покрытия заметно уступают металлам в износостойкости и долговечности.
Пайка изношенных деталей
Используется в основном при восстановлении или ремонте тонкостенных изделий, изготовленных из разнородных материалов, для устранения дефектов сварных швов и сборке схем электрооборудования.
Порядок технологических операций при пайке:
- Зачистка поверхности.
- Обработка флюсом.
- Пайка.
При всём разнообразии способов восстановления деталей стоит учесть, какие металлические конструкции будут подвергаться восстановлению. Исходя из этого выбор варианта осуществляется на основании комплекса задач, которые необходимо решить в конкретном случае. Это экономические параметры, распространенность или уникальность восстанавливаемого изделия, наличие оборудования и материалов, и, в итоге, целесообразность проведения ремонта.
Мы надежная компания, в основе деятельности которой – правила честной конкуренции и жесткого контроля качества услуг.
Способы и методы восстановления изношенных деталей
Даже если какая-то часть функционального узла или заготовка получила повреждения, это еще не значит, что ее нужно непременно утилизировать. Рассмотрим основные способы восстановления деталей – алгоритм действий и оборудование, которым необходимо при этом пользоваться. Зачем? Чтобы вы знали, как правильно провести починку, и могли продлить срок эксплуатации поломанного элемента, а не тратиться на дорогостоящую замену.

Сразу отметим, что во всех случаях это комплексный процесс, предполагающий предварительную, сопутствующую и/или последующую обработку. Последняя нужна, чтобы обеспечить соответствие стандартным посадкам сопряжения, а также убрать конусность и овальность деформированных поверхностей и обеспечить финальную чистоту покрытий. Выполняемые технологические операции – строгание, шлифование, шабрение, в зависимости от глубины, размеров, степени серьезности полученных повреждений.
Особенности слесарно-механических способов восстановления деталей
Начнем с них, потому что именно они используются в подавляющем большинстве ситуаций, даже после других методов – для доводки. Хотя наиболее распространенные объекты их применения – плоскости: направляющих, клиньев, планок.

С их помощью также ремонтируют винты, валы, оси и тому подобные элементы, причем начиная с центровых отверстий. Если царапины, потертости, овальность и другие риски незначительны (до 0,02 мм), поверхности подвергаются шлифовке, если же деформации более глубокие и серьезные, требуется провести наращивание с последующим обтачиванием и выравниванием до ближайших по значению стандартных параметров.
Ключевая особенность – правильный выбор базы: в этом случае основная установочная уже не подойдет, поэтому следует ориентироваться именно на вспомогательную.
Если износ значительный, в ходе механического способа восстановления деталей зачастую используют промежуточные компенсаторы, которые могут быть:
- подвижные – устраняющие образованный зазор посредством своего перемещения и, таким образом, делающие ремонт необязательной мерой;
- сменные – актуальные тогда, когда люфт уже слишком велик, чтобы его могло нивелировать простое перекрытие комплектующими.
Несколько типовых случаев использования данных элементов:
- посадка на клей (или напрессовка) втулки на цилиндрическую наружную поверхность направляющей оси;
- установка полувтулки на изношенную шейку коленчатого вала;
- использование ввертыша для отверстия с расточенной резьбой;
- компенсация истирания плоскостей при помощи привинченной планки.
Скрепление обычно происходит с одним из элементов сопряжения.
Отдельную группу представляют собой дефекты, появляющиеся и развивающиеся вследствие накопления внутренних напряжений, действия чрезмерных усилий или возникновения трещин и пробоин, больших царапин и задиров, участков выкрашивания. В этих случаях можно выполнить заливку или запайку, поставить штифт или заплатку – в зависимости от материала и характера повреждения.
Восстановление металлических деталей сваркой и наплавкой
Эти несколько способов актуальны тогда, когда нужно получить неразъемные соединения, вернуть исходные размеры сильно деформированным или даже разрушенным элементам, а также повысить стойкость поверхностей к физическим воздействиям.

На заре становления данные операции проводились вручную, сегодня же технологические процессы ремонта автоматизированы, что улучшает точность результата и повышает экономическую эффективность проводимых работ.
Примером современных решений в данной области могут быть мобильные станки от ряда известных производителей, в частности – модели НК450, НК750 и НС Пионер-4000 от ижевского завода «Сармат». Такие машины предназначены для возвращения исходной геометрии отверстиям (устранения элипсности, стандартизации диаметра) и отличаются высокой производительностью, а также опцией удобной регулировки скорости вращения и подачи.
Исправлять полученные повреждения вручную, естественно, не столь просто: нет такого количества дополнительных возможностей, итог сильно зависит от опыта и мастерства человека, легче допустить ошибку и так далее. Но если случай нестандартный, или когда ремонтные работы нужно проводить в труднодоступном месте, где не установить даже самое мобильное оборудование, это до сих пор единственный из реальных вариантов.

При этом актуальны 3 метода – рассмотрим каждый по очереди.
Газовая сварка
Применяется для самых разных элементов, выполненных как из серого чугуна, так и из стали толщиной до 3 мм (тонколистовая). Для нее характерны следующие особенности:
- Горючая среда – ацетилен (чаще всего) или метан, пропан-бутан, водород.
- Чем ближе основной слой по химическому составу к присадке, тем лучше.
- Для улучшения прочности шва берут высокоуглеродистые и/или высоколегированные проволоки – марок НП-40 и НП-50, Св-08А и Св-08ГС, НП-651 и НП-10ГЗ и так далее.
- Мощность пламени и скорость нагрева регулируются в течение технологического процесса – наконечниками и мундштуком соответственно, так, чтобы конец присадочного прутка и расправленный материал как можно дольше находились в рабочей зоне.

Это эффективный способ восстановления изношенных деталей после образования усадочных раковин, изломов, пробоин. Она остается актуальной даже несмотря на то, что чугун сваривается сравнительно плохо (из-за большого содержания углеродистых, фосфорных, серных добавок). Затрудняет ситуацию и склонность материала к растрескиванию под воздействием внутренних напряжений и резких перепадов температур, а именно эти явления и наблюдаются в ходе работ. Чтобы шов был ровным и непористым, задачу решают или при местном (до 300-400 0С), или при полном подогреве (до 600-800 0С).
Электродуговая сварка
Если сравнивать ее с газовой, то она экономичнее и обеспечивает лучшую надежность стыка. Это более рациональный способ восстановления детали, особенно при правильной подготовке, в рамках которой нужно сделать следующее:
- очистить и разделать кромки;
- пройтись по поверхности стальной щеткой для очистки налипших частиц, напильником и наждачкой для абразивного эффекта, пескоструйной машиной для шлифовки – чтобы удалить неровности;
- промыть с помощью керосина или бензина, протравить щелочным составом;
- скосить кромки (если свариваются листы) под углом 60-70 градусов, выровнять края пробоин или изломов.
Естественно, все эти вспомогательные операции отнимают какое-то количество времени, но это кажущийся минус, так как они способствуют итоговому качеству результата – это целесообразные траты.

Способ восстановления деталей наплавкой
Актуален тогда, когда в процессе эксплуатации определенные элементы постоянно контактируют друг с другом и поверхность хотя бы одного из них необходимо защитить от истирания. Для этого наваривается два-три слоя более твердых материалов, значительно продлевающих общий срок эксплуатации.
Внимание, итоговый уровень стыка самым серьезным образом зависит от того, насколько поврежден элемент, в каком состоянии он находится. Если он выполнен из стали или чугуна с малым содержанием углерода и обладает значительным количеством трещин и пор, их следует обезжиривать, потому что они практически наверняка насобирали достаточное количество масла. Для этого необходимо провести обжиг – используя простую паяльную лампу, газовую горелку или даже нагревательную печь. Образовавшийся при этом налет нужно удалить с помощью наждачки или ветоши, вымоченной в бензине или керосине, а затем пройтись по участку будущего стыка стальной щеткой или абразивом.
Ремонт и восстановление деталей металлизацией
Это способ, с применением которого можно вернуть исходную геометрию посадочных мест коленчатых валов, зубчатых колес, подшипников качения, муфт. Он заключается в покрытии основного материала новым – защитным, расплавленным. При его реализации характерны следующие особенности:
- присадка распыляется струей воздуха (или другого газа под давлением);
- наносимая добавка оседает на поверхности (предварительно обезжиренной) в виде малых окисленных частиц;
- полученная таким образом прослойка является пористой, а не монолитной структурой.
Для улучшения качества сцепления поврежденная заготовка должна быть заранее очищена не только от масла, но и от грязи, а также отшлифована с помощью пескоструйной машины. Чем тверже используемый присадочный материал, тем надежнее будет конечный результат.
Одним из классических способов восстановления и упрочнения деталей стало хромирование, то есть нанесение слоя хрома толщиной до 0,3 мм. Благодаря этому можно не только вернуть исходную геометрию истертого элемента, но и повысить его твердость.
Образованная поверхность может быть:
- Гладкая – актуальна для тех заготовок, которые эксплуатируются при неподвижных посадках, так как не удерживает смазку.
- Пористая – выполняемая электрохимическим путем (конкретно – анодным травлением) и создаваемая для тех частей функционального узла, которые работают в жестких условиях постоянно повышенные температуры или их перепады, значительная скорость скольжения, чрезмерное удельное давление и тому подобное).
Есть и другие варианты обеспечения гальванических покрытий – несколько отличных от уже описанных и поэтому заслуживающих отдельного рассмотрения.
Технология восстановления деталей наращиванием слоя стали гальваникой
Еще одно ее распространенное название – железнение. Согласно ей, основная поверхность усиливается материалом, толщина которого достигает 2-3 мм или даже превышает данный показатель. Естественно, это несколько утяжеляет конечный вес, но зато позволяет возвращать исходную геометрию следующих элементов:
- со сравнительно низкой твердостью;
- подверженным истиранию и серьезным ударам одновременно;
- с неподвижными посадками;
- работающим на износ свыше 0,5 мм.
То есть применяется также и в тех случаях, когда предыдущие рассмотренные варианты не могут быть использованы, а значит сохраняет свою актуальность.

Твердое никелирование
При нем заводские размеры возвращаются благодаря осаждению на изношенном слое специального никельфосфорного состава. Он укладывается на определенные участки заготовки, по специальной маске, электрическим или химическим путем. Последний легче в реализации, так как при его осуществлении можно с помощью специализированных реагентов выделить нужную присадку из раствора солей.

Способы и методы восстановления деталей давлением
Все они сходны и базируются на эффекте пластичности, то есть на способности металла менять свои габариты и пространственную геометрию под воздействием значительных нагрузок (но не разрушаться при этом). В каждом из подобных случаев используется приспособление, переносящее частицы основного материала с неиспользуемых зон в поврежденные.
В результате такой обработки другим становится не только внешний вид заготовки, но также ее свойства. Поэтому особенно важно, чтобы перераспределение стали или чугуна не ухудшало эксплуатационных характеристик элемента, выполненного из сплава, а также не снижало его прочность.
Под давлением на практике возможны следующие виды восстановления деталей оборудования:
- правка рычагов, а также валов, как коленчатых так и гладких;
- осадка зубчатых колес, используемых пальцев, истертых втулок;
- накатка для практического повышения диаметров цапф, шеек направляющих осей за счет образования канавок и поднятия гребешков;
- обжатие вкладышей подшипников;
- вдавливание шлицевых валиков;
- раздача роликов машин, поршней, подобных им комплектующих.
Еще перечисленные варианты обработки позволяют увеличивать долговечность и твердость используемых заготовок. В результате их поверхность становится лучше защищенной от ударных воздействий и трения. Также в числе проводимых операций чеканка, бомбардировка дробью, обкатка, причем не только шариками, но и роликами.
Восстановление и склеивание деталей при помощи пластмасс
Эти материалы часто используются для получения качественного и прочного соединения неметаллических поверхностей. В числе наиболее часто применяемых текстолит, стиракрил (очень быстро твердеет, поэтому так удобен), а также различные древесно-слоистые составы. Последние особенно эффективны при возвращении исходных размеров направляющих промышленных станков, подшипников скольжения, зубчатых колес, втулок и подобных им элементов, испытывающих значительное трение в течение эксплуатационного цикла.
Склеивание – это вполне актуальная операция, которая в целом ряде случаев является отличной альтернативой свалке, клепке, соединению болтами. В качестве составляющей части технологического процесса восстановления деталей обладает следующими преимуществами:
- скрепляет разные по структуре материалы;
- не повышает конечный вес заготовки, а зачастую даже снижает его;
- обеспечивает герметичность шва и дает ему антикоррозионные свойства;
- минимизирует стоимость проведения обслуживания.
В качестве веществ-соединителей можно использовать клеевые составы карбинольного и БФ-типа. Они сделают стык-шов достаточно надежным, непористым, защищенным от влаги, воздействия щелочей, спиртов, кислот, ацетона и других растворителей. При этом довольно известные их марки отличаются экологичностью и сравнительно сбалансированным содержанием компонентов.

Все актуальные на сегодня способы восстановления и ремонта деталей склеиванием осуществляются в 3 этапа:
- Подготовка скрепляемых поверхностей, то есть их очистка от масла и грязи, с последующей пригонкой.
- Нанесение связующего состава – при помощи стеклянного стека или кисточки, на оба соединяемых элемента.
- Выдерживание под прессом, в течение 15-240 минут, при температуре от 60 до 200 0С (в зависимости от марки клея).
Резину и стали скрепляют между собой при помощи БФ-6 (отличается самым быстрым высыханием – за 0,25-1 часа), для предметов, эксплуатируемых в щелочной среде, актуален БФ-4, для работающих при температурах до 90 градусов по Цельсию – БФ-2. Но любой из них следует наносить в 2 слоя, с интервалом в 70-75 минут. Прижимное усилие пресса должно быть 1-15 кг/см2.
Мы постарались сделать классификацию способов восстановления деталей как можно более подробной – чтобы вы могли сразу понять, каким методом лучше всего воспользоваться в вашем случае. И если этот вариант потребует использования наплавочного станка, вы уже знаете, у кого стоит заказать высокопроизводительную и точную модель – у ижевского производителя «Сармат».
Лекция № 5. Методы и способы восстановления изношенных деталей, повышения их прочности и служебных характеристик.
Большое количество деталей машин и механизмов выходит из строя в процессе эксплуатации вследствие истирания, ударных нагрузок, эрозии и т. д. Современная техника располагает различными методами восстановления и упрочнения деталей для повышения срока их службы.
Восстановление изношенных деталей – сложный организационно-технологический процесс, при котором, в отличие от производства новых деталей в качестве заготовки используют изношенную, но уже сформированную деталь. В этом случае затраты на выполнение таких операций, как литье, ковка, штамповка и т.п., отсутствуют. В то же время при восстановлении изношенных деталей появляется ряд дополнительных операций: мойка, разборка, дефектация, комплектация, затраты на которые следует учитывать при выборе способа восстановления.
Изношенные детали восстанавливают следующими способами:
а) сварка дуговая ручная и автоматическая под флюсом и в углекислом газе; сваркой восстанавливают станины и корпусные детали;
б) наплавка - процесс увеличения размеров изношенных деталей электродуговым способом с последующей обработкой детали на заданные размеры; наплавку используют для восстановления валов, червячных роторов, втулок и т.п.;
в) металлизация - процесс нанесения расплавленного металла с помощью сжатого воздуха; такое напыление осуществляется послойно до 10 мм;
г) электрохимическое покрытие - это процессы хромирования, никелирования, цинкования до 3 мм;
д) пластические деформации - правка, раздача, обжатие и т.п.
Правка применяется для устранения изгиба, коробления и т.п. Обжатие и раздача применяются для изменения размеров деталей (втулок, пальцев).
Электродуговая металлизация. Этот способ нанесения покрытий очень распространен. Преимуществами электродуговой металлизации являются высокая производительность нанесения покрытий, получение покрытий в несколько миллиметров, высокая износостойкость (в 1,5-2 раза выше новой детали), простота и технологичность процесса, возможность нанесения покрытия на одну поверхность различных наплавочных материалов. Областью рационального применения электродуговой металлизации является антикоррозионная защита алюминием и цинком трубопроводов, цистерн, емкостей, металлоконструкций.
Плазменное напыление. Плазменное напыление является одним из эффективных способов нанесения защитных и упрочняющих покрытий на поверхность деталей. Это - процесс, при котором наносимый материал в виде порошка или проволоки вводится в струю плазмы, нагревается до температур, превышающих температуру его плавления, и разгоняется в процессе нагрева до скоростей порядка нескольких сотен метров в секунду. Плазменное напыление является наиболее сложным процессом плазменной обработки.
Высокоскоростное напыление. В основе метода лежит нагрев порошковых частиц и их нанесение со скоростью 2000 м/с на поверхность детали. Частицы порошка посредством газовой струи переносятся на деталь, обладая высокой кинетической энергией, которая при ударе о подложку превращается в тепловую. В качестве напыляемых материалов используются различные металлические и металлокерамические порошки.
Метод позволяет наносить покрытия толщиной от 50 мкм до нескольких миллиметров. Оптимальную же толщину покрытия следует выбирать в каждом конкретном случае исходя из эксплуатационных, технологических и экономических соображений. Так, например, при защите от коррозии оптимальная толщина покрытия варьируется в диапазоне от 150 до 350 мкм. При нанесении износостойких покрытий их толщина выбирается в диапазоне от 300 до 600 мкм.
При восстановлении деталей толщина покрытия может быть значительно больше оптимальных значений. Этим методом может быть нанесено покрытие на сталь, чугун и цветные металлы. Материал покрытия - металлы и сплавы. Кроме того, метод позволяет наносить высококачественные покрытия из металлокерамики (карбид вольфрама, карбид хрома и др. с микротвердостью до 74 HRC), обладающей высокой твердостью. Такой ассортимент материалов позволяет обеспечить очень широкий спектр свойств покрытий. В подавляющем большинстве случаев путем подбора покрытия достигается многократное увеличение ресурса новых деталей. Применение современных высококачественных газотермических покрытий позволяет эффективно решать ряд проблем - износ трущихся деталей, снижение коэффициента трения, гидроабразивный износ, коррозия и др.
Высокоскоростной метод напыления позволяет получить более плотное в 1,5-3 раза прилегание покрытия, меньшую в 5-12 раз пористость и большую твердость, повышает эксплуатационные характеристики.
Газопламенное напыление полимеров. Напыление полимеров - метод получения тонкослойных покрытий и тонкостенных изделий путем нанесения порошкообразных полимерных композиций на поверхность детали или формы. Сплошная защитная пленка (или стенка изделия) образуется при нагревании детали (или формы) с нанесенным слоем порошка выше температуры плавления полимера или при выдержке в парах растворителя, в котором полимер набухает. В промышленности применяют различные способы напыления полимеров: газопламенное, вихре и коленчатые валы, клапаны, шкивы, маховики, ступицы колес и т. д. Наплавку можно производить почти всеми известными способами сварки плавлением. Каждый способ наплавки имеет свои достоинства и недостатки.
Для наплавки используют электроды диаметром 3-6 мм. При толщине наплавленного слоя до 1,5 мм применяются электроды диаметром 3 мм, а при большей толщине - диаметром 4- 6 мм. Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока составляет 11-12А/ММ 2 . Основными достоинствами ручной дуговой наплавки являются универсальность и возможность выполнения сложных наплавочных работ в труднодоступных местах. Для выполнения ручной дуговой наплавки используется обычное оборудование сварочного поста.
Для восстановления размеров изношенных деталей помимо электродов и присадочных прутков применяют наплавочные проволоки Нп-30; Нп-40; Нп-50 и т. д. Для наплавки штампов применяют легированные наплавочные проволоки Нп-45 Х 4ВЗФ, Нп-45 Х 2В8Т и др. (Нп — обозначает наплавочная).
Для износостойкой наплавки широкое применение находят порошковые проволоки в соответствии с ГОСТ 2601-84. Например, для наплавки деталей, работающих в условиях абразивного изнашивания с умеренными ударными нагрузками применяют порошковые проволоки марок ПП-Нп-200 х 12М; ПП-Нп- 200 х 12ВФ и т.д. (ПП обозначает «проволока порошковая»),
Микродуговое оксидирование. Метод используется для нанесения покрытий на алюминиевые и магниевые сплавы и позволяет получать покрытия с высокими механическими, диэлектрическими и теплостойкими свойствами. Покрытия на алюминиевых и магниевых сплавах по износостойкости превышают все существующие материалы, используемые в современной технике. Например, при одинаковой микротвердости с корундом износостойкость покрытий, полученных этим методом, может быть в несколько раз выше.
Основные области применения:
- создание коррозионностойких и износостойких покрытий для бурового, нефтедобывающего и нефтеперерабатывающего оборудования;
пары трения, подшипники скольжения, зубчатые передачи, поршни, цилиндры, торцевые уплотнения.
Основные способы восстановления деталей (часть 1)
Детали, первоначальные размеры которых в процессе эксплуатации изменились, во многих случаях могут быть восстановлены. Износ деталей связан с изменением их геометрической формы и номинальных размеров, что вызывает нарушение посадки сопряженных деталей. Детали можно восстанавливать без изменения размеров и посредством установки или удаления прокладок и подтягивания резьбовых соединений; с изменением начальных размеров, применяя дополнительные втулки, кольца, накладки или детали ремонтных размеров для восстановления начальной формы и качества поверхности, а также для соответствующего посадке зазора или натяжения в сопряжении; с изменениями размеров их путем наращивания изношенных поверхностей для получения ремонтных заготовок и их слесарно-механической обработки или пластичность деформирования в холодном (горячем) виде (раздача, осадка, вдавливание, накатка, правка и др.).
При деформировании, частичном разрушении или повреждении детали восстанавливают правкой, сваркой, пайкой и склеиванием. После этого заготовку со строгой координацией взаиморасположения рабочих поверхностей подвергают слесарно-механической обработке для получения детали заданной точности.
Для ремонта и восстановления деталей применяют такие способы: сварка электродуговая, газовая, под слоем флюса, в среде защитных газов; пайка мягкими и твердыми припоями; механическая и слесарная обработка для постановки дополнительных элементов; клеевая заделка; слесарно-механическая обработка под ремонтный размер; наплавка износостойких сплавов (вибродуговая, электроимпульсная, под слоем флюса, в среде защитных газов); электроискровое наращивание или разрушение (эрозия); металлизация (электродуговая, высокочастотная); нанесение на изношенные места полимерных материалов в виде отвердевающих композиций.
Выбор того или иного метода восстановления деталей обуславливается его экономичностью. Выгодным является тот метод, который полностью восстанавливает эксплуатационно-технические характеристики детали, при этом стоимость ее восстановления ниже стоимости изготовления новой детали, а сроки восстановления – короче сроков изготовления новой.
6.1. Ремонт с установкой добавочных деталей и компенсаторов
Деталь с дефектом поверхности (нарушен присоединительный размер или ее чистота) обрабатывают на станке или с помощью ручного приспособления до таких размеров, чтобы можно было на обработанную поверхность установить дополнительную (ремонтную) деталь. Рабочая поверхность отремонтированной детали должна соответствовать по размерам и чистоте техническим требованиям, предъявляемым к новой детали. Этот способ применяют при ремонте корпусных деталей машин, центровых отверстий шкивов, муфт сцепления и зубчатых колес.

Рис. 6.1. Схемы установки добавочных деталей
Размеры изношенных внутренних цилиндрических поверхностей обычно восстанавливают за счет размещения ремонтной втулки (рис.6.1,а).
Размеры изношенных валов восстанавливают напрессовкой наружных втулок (рис.6.1,б).
Обломанные выкрошившиеся или треснувшие приливы или бобышки скрепляют бандажами (рис.6.1,в).
13 Ремонт деталей сваркой, наплавкой и пайкой
Для качественного ремонта оборудования сваркой механические свойства металла шва, околошовной зоны и сварного соединения в целом должны быть не ниже свойств основного материала. Это достигается правильным выбором присадочного материала, покрытий электродов и соблюдением оптимальных режимов сварки.
Подготовка к сварке ремонтируемых деталей не отличается от подготовки новых. Зону швов тщательно зачищают от коррозии и других загрязнений (очистка должна по ширине на каждую сторону на 10 мм превышать ширину шва). На кромках снимают фаски под намеченный вид шва.
Низкоуглеродистые стали можно сваривать как газовой, так и электродуговой сваркой. Среднеуглеродистые стали лучше сваривать электродуговой сваркой. Для сварки деталей, подверженных значительным динамическим нагрузкам, используют присадочные материалы, содержащие никель.
Марганцовистые и низколегированные стали разрешается сваривать как газовой, так и электродуговой сваркой.
Высокопрочные низколегированные коррозионностойкие и различные специальные стали сваривают по особой технологии с применением специальных материалов и электродных покрытий. Упрощенный подход к сварке специальных сталей может привести к отрицательным результатам.
Сварку чугуна выполняют с предварительным общим или местным подогревом деталей (горячая сварка) или без него (холодная сварка).
Выбор способа сварки определяется требованиями к прочности, плотности и обрабатываемости шва, а также зависит от размеров детали. Горячая сварка используется для устранения дефектов на ответственных сильно нагруженных деталях.
Подготовка чугунной детали к сварке производится вырубкой, фрезерованием, сверлением до чистого металла. Использование сварочной дуги и сварочных горелок недопустимо.
Существуют различные способы разделок кромок под сварку (рис.6.2).

Рис. 6.2. Схема подготовки дефекта к сварке:
а – трещина в середине детали; б – трещина на краю детали;
в – разделка кромок для сварки; г – установка ввертышей
Горячую сварку чугуна выполняют при нагреве до 70 °С, превышать указанную температуру не следует, так как это может вызвать рост зерна металла, потерю механической прочности и снизить дальнейшую работоспособность изделия.
Трещины заваривают, накладывая шов поочередно короткими валиками с обоих концов, начиная от высверленных отверстий.
Наплавка ‒ наиболее доступный и распространенный способ восстановления. Существует два способа наплавки: твердым сплавом и металлизацией.
При наплавке твердым сплавом изношенные места деталей наплавляются твердым сплавом в количестве, обеспечивающем прежние размеры детали с учетом ее обработки. Твердыми сплавами можно наплавлять рабочие поверхности (для укрепления) как изношенных, так и новых деталей оборудования (рис.6.3).

Рис. 6.3. Схема наплавки твердым сплавом:
1 – деталь; 2 – слой сталинита; 3 – электрод; 4 – электрод; 5 – гибкий провод;
6 – сварочный аппарат; 7 – слой наплавленного металла
При ремонте оборудования пищевых производств для наплавки деталей можно применять сталинит, сормайт и электроды с износоустойчивыми обмазками. С помощью наплавки твердых сплавов можно восстанавливать зубчатые колеса и сектора, шлицевые валы, зубья блоков конвейеров, кулачки и т.д.
Механическую обработку деталей, наплавленных твердым сплавом, производят резцами с пластинками из твердых металлокерамических сплавов и шлифовальными кругами. Твердые сплавы можно наплавлять на стальные и чугунные детали (с предварительным подогревом).
Наплавка металлизацией состоит в нанесении на поверхность мельчайших частиц расплавленного металла при помощи специального аппарата металлизатора.
Последовательно нанося ряд слоев на металл, можно получить общую толщину наплавленного слоя в несколько миллиметров. На деталь можно наносить различные сплавы и металлы – сталь, медь, алюминий др.
Перед металлизацией поверхность очищают от грязи, обезжиривают и придают шероховатость. Проволока для металлизации (присадочный материал подбирается в зависимости от назначения и материала ремонтируемой детали). Металлизация применяется в основном для восстановления изношенных деталей цилиндрической формы: валов, втулок, штоков, а также в особых случаях, например, в целях повышения жаростойкости, улучшения теплопроводности и т.д.
Пайку используют при ремонте машин, аппаратов, трубопроводов и приборов автоматики для соединения и закрепления тонкостенных деталей и деталей из разнородных металлов, уплотнения резьбовых соединений, устранения пористости сварных швов, пористости чугунных и бронзовых отливок, заделки, сборки схем электрического управления.
Технология процесса пайки состоит из следующих операций:
1) механической очистки поверхностей;
2) нагрева места пайки до температуры плавления припоя;
3) удаления окислов с поверхностей и предохранения их от окисления при пайке;
4) введения припоя в место пайки;
5) обработки шва.
В зависимости от технических требований и паяльных соединений применяют пайку легкоплавкими (температура плавления до 500 °С) или тугоплавкими припоями (свыше 500 °С).
Механическая очистка поверхностей при пайке деталей из стали и чугуна производится напильником, шабером или наждачной бумагой. Для удаления с поверхностей соединяемых деталей пленки окислов и других примесей, препятствующих пайке, используют флюсы в виде порошков или паст, которые насыпают или намазывают в необходимом месте. В качестве флюсов применяют буру, соляную кислоту, канифоль, нашатырь, хлорид цинка и фторид натрия. Бура рекомендуется при пайке твердыми припоями, при пайке мягкими припоями флюсом является канифоль.
Температура пайки должна быть на 45 – 50 °С выше температуры расплавления припоя. При пайке мягкими припоями после очистки места спая покрывают флюсом, и детали накрепко соединяют одну с другой при помощи паяльников. Оптимальные зазоры между сопрягаемыми поверхностями шва – 0,1 – 0,15 мм. При пайке тугоплавкими припоями пайку выполняют медно-цинковыми, медно-фосфорными или серебряными припоями, а также латунями. Соединяемые поверхности деталей должны быть плотно пригнаны и стянуты проволокой для обеспечения их неподвижности. Крупные детали предварительно соединяют заклепками или соединяют посредством «ласточкина хвоста».
Пайка алюминия и его сплавов выполняется либо с механическим удалением оксидной пленки заостренным инструментом (абразивная пайка), либо с химическим ее растворением высокоактивными флюсами (Ф380А; 34А), содержащими фториды и хлориды калия, натрия и лития.
Для припаивания к меди, стали и их сплавам алюминий предварительно лудят чистым цинком, после чего пайку выполняют обычным способом. По окончании пайки остатки флюса (во избежание разъединения) должны удаляться из швов щетками. Затем швы следует промыть сначала горячей водой, а затем холодной.
14 Ремонт деталей с применением давления
Способ основан на восстановлении размеров сопряженных поверхностей путем перераспределения металла в объеме детали. Направленное перемещение металла достигается с помощью специальных приспособлений: матриц, пуансонов, оправок; при этом прикладываются усилия, превышающие предел текучести материала.
Ремонт способом пластической деформации (рис.6.4) применим только для деталей, изготовленных из пластических материалов (сталь, медь, алюминий, латунь).

Рис. 6.4. Схема изменения размеров детали пластической деформацией:
а – раздача поршневого кольца; б – обжим втулки; 1 – основание; 2 – матрица;
3 – палец; 4 – обжимка; 5 – втулка
Для повышения пластичности детали перед обработкой предварительно отжигают.
Существуют способы восстановления деталей давлением. К ним относятся: осадка, раздача, обжим, правка, накатка и чеканка.
Осадку применяют для увеличения наружного диаметра или уменьшения внутреннего диаметра за счет уменьшения высоты детали.
Раздачей восстанавливают полые цилиндрические детали, у которых износ наружной поверхности компенсируется за счет уменьшения толщины стенки.
Обжим применяют для уменьшения размера внутренней поверхности за счет уменьшения размера наружной поверхности детали. Наружный диаметр обжатой втулки восстанавливают электролитическим путем, а внутренний диаметр развертывают до требуемого размера.
Правкой восстанавливают валы, оси, тяги, штанги, рычаги, балки и другие детали. Процесс осуществляют на прессах, плитах с помощью специальных приспособлений. Детали выправляют в холодном состоянии или после нагрева (при наличии в них больших деформаций).
Накаткой увеличивают размеры термически необработанных поверхностей, на которых устанавливают детали с неподвижной посадкой (шейки валов и осей и др.). Цилиндрические поверхности накатывают рифленым роликом на токарном станке. Аналогичный результат получают при частной керновке поверхностей. Накатанную или накерненную деталь шлифуют под размер, обеспечивающий необходимую посадку.
Чеканка заключается в устранении дефектов (непроваров, раковин, мелких трещин) за счет пластичной деформации поверхностных слоев металла с помощью специальных инструментов – чеканок. Этот способ ремонта применяется преимущественно для устранения небольших течей в сварных и клепанных швах теплообменных аппаратов.
Рассмотренные способы ремонта экономически целесообразно применять только при исправлении больших партий одинаковых деталей.
Кроме вышеперечисленных способов в пищевой промышленности находят применение следующие способы: ремонт деталей путем электролитического наращивания металла; химико-термическая обработка при ремонте деталей; ремонт деталей электроискровой обработкой; ремонт деталей из пластических масс механической обработкой и сваркой; ремонт деталей склеиванием и защитой поверхностей деталей от коррозии.
Читайте также: