Методы получения аморфных металлов
Обновлено: 21.09.2024
Большинство металлов и сплавов, используемых в промышленности, имеют кристаллическую структуру. Им присуще упорядоченное строение кристаллических образований (рис. 1, а). В процессах кристаллизации расплавов металлов их охлаждение происходит за какой-то промежуток времени, с которым связаны два основных параметра: скорость зарождения центров кристаллизации и скорость роста кристаллов. При этом образуются кристаллические структуры с анизотропией свойств, связанной с тем, что блоки, зерна имеют границы, на которых концентрируются дефекты и другие явления.
Во второй половине XX века было установлено, что при сверхвысоких скоростях охлаждения вещества из жидкого состояния (со скоростью > 106 °С/с) диффузионные процессы и зарождение центров кристаллизации в нем настолько замедляются вследствие быстрого нарастания вязкости расплава, из-за чего подавляется образование зародышей и рост кристаллов. В этом случае при затвердевании образуются неупорядоченные структуры (рис. 1, б).
Сплавы с такой структурой получили название аморфные металлические сплавы или металлические стекла. Аморфные металлические сплавы полностью изотропны, их свойства во всех направлениях совершенно одинаковы.
Аморфное состояние обеспечивает металлическим материалам свойства, значительно отличающиеся от свойств соответствующих материалов с кристаллической структурой.
Сплавы в аморфном состоянии обладают высокой твердостью и коррозионной стойкостью, а их пластическая деформация не сопровождается скольжением или двойникованием и имеет характер вязкого, очень затрудненного течения. Следует отметить, что уровень электромагнитных потерь в аморфных сплавах с высокой магнитной индукцией оказывается существенно ниже, чем во всех известных кристаллических сплавах.
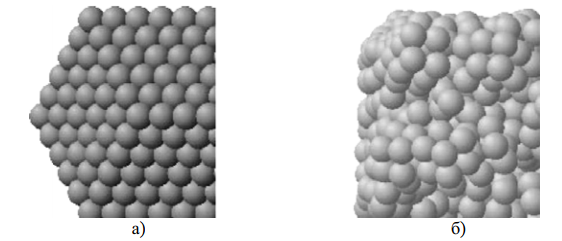
Рис. 1. Модели структур сплавов: а — кристаллическая; б — аморфная
Сверхвысокие скорости охлаждения жидкого сплава для получения его аморфной структуры можно реализовать различными способами. Общим в них является необходимость обеспечения скорости охлаждения не ниже 10 6 °С/с.
Существует много методов получения аморфных сплавов (катапультирование капли на холодную пластину, распыление струи газом или жидкостью, центрифугирование капли или струи, расплавление тонкой пленки поверхности металла лазером с быстрым отводом тепла массой основного металла, сверхбыстрое охлаждение из газовой среды и др.). Эти сплавы можно получать из газовой, жидкой и твердой фаз. Следует отметить, что подавляющее большинство аморфных сплавов получают путем быстрой закалки из расплава (технология быстрого затвердевания).
Использование этих методов позволяет получать ленту (различной толщины), проволоку и порошки с аморфной структурой.
Наиболее эффективными способами промышленного производства аморфной ленты являются охлаждение струи жидкого металла на внешней (закалка на диске) или внутренней (центробежная закалка) поверхности вращающихся барабанов и прокатка расплава между холодными валками, изготовленными из материалов с высокой теплопроводностью.
На рисунке 2 приведены принципиальные схемы этих методов. Расплав, полученный в индукционной печи, выдавливается нейтральным газом из сопла и затвердевает при соприкосновении с поверхностью вращающегося охлаждаемого тела (холодильника). Различие в методах состоит в том, что при центробежной закалке и закалке на диске расплав охлаждается только с одной стороны. Основной проблемой здесь является получение достаточной степени чистоты внешней поверхности, которая не соприкасается с холодильником. Метод прокатки расплава позволяет получить хорошее качество обеих поверхностей ленты, что особенно важно для аморфных лент, используемых для головок магнитной записи. Для каждого метода имеются свои ограничения по размерам лент, поскольку имеются различия и в протекании процесса затвердевания, и в аппаратурном оформлении методов. Если при центробежной закалке ширина ленты составляет до 5 мм, то прокаткой получают ленты шириной 10 мм и более. Метод закалки на диске, для которого требуется более простая аппаратура, позволяет в широких пределах изменять ширину ленты в зависимости от размеров плавильных тиглей. Данный метод позволяет изготавливать как узкие (шириной 0,1…0,2 мм), так и широкие (до 100 мм) ленты, причем точность поддержания их ширины может составлять ± 3 мкм.
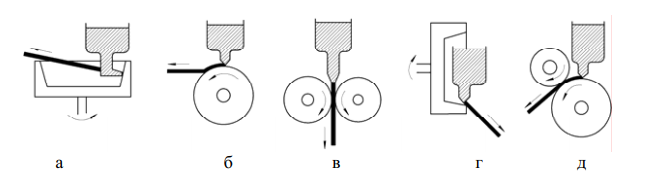
Рис. 2. Методы получения тонкой ленты путем закалки из расплава: а — центробежная закалка; б — закалка на диске; в — прокатка расплава; г — центробежная закалка; д — планетарная закалка
Во всех установках для закалки из жидкого состояния сплав быстро затвердевает, растекаясь тонким слоем по поверхности вращающегося холодильника. При постоянстве состава сплава скорость охлаждения расплава зависит от его толщины и характеристик холодильника. Толщина расплава на холодильнике определяется скоростью его вращения и скоростью истечения расплава, т. е. зависит от диаметра сопла и давления газа на расплав. Большое значение имеет правильный выбор угла подачи расплава на диск, позволяющий увеличить длительность контакта сплава с холодильником. Скорость охлаждения зависит также от свойств самого расплава (теплопроводности, теплоемкости, вязкости, плотности).
Для получения тонкой аморфной проволоки используют различные методы вытягивания волокон из расплава.
В методе, представленном на рисунке 3, а, расплавленный сплав протягивается в трубке круглого сечения через водный раствор солей. В методе вытягивания нити из вращающегося барабана (рис. 3, б) струя расплавленного сплава падает в жидкость, удерживаемую центробежной силой на внутренней поверхности вращающегося барабана: затвердевшая нить затем сматывается из вращающейся жидкости.
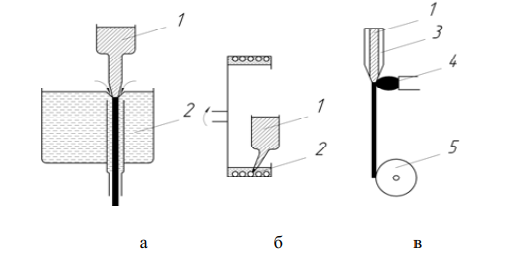
Рис. 3. Методы получения тонкой проволоки, из расплава: а — протягивание расплава через охлаждающую жидкость (экструзия расплава); б — вытягивание нити из вращающегося барабана; в — вытягивание расплава в стеклянном капилляре; 1 — расплав; 2 — охлаждающая жидкость; 3 — стекло; 4 — форсунка; 5 — барабан
Известен метод, состоящий в получении аморфной проволоки путем максимально быстрого вытягивания расплава в стеклянном
капилляре (рис. 3, в). Этот метод также называют методом Тейлора. Волокно получается при протягивании расплава одновременно со стеклянной трубкой. При этом диаметр волокна составляет 2…5 мкм. Недостатком метода является сложность отделения волокна от покрывающего его стекла, что ограничивает составы сплавов, которые аморфизируются данным методом. (рис. 3)
Следует отметить, что для производства порошков аморфных сплавов можно воспользоваться методами и оборудованием, применяемыми для изготовления обычных металлических порошков.
На рисунке 4 схематично показано несколько методов, позволяющих в больших количествах получать аморфные порошки. Среди них, в первую очередь, следует отметить хорошо зарекомендовавшие себя методы распыления (рис. 4, а).
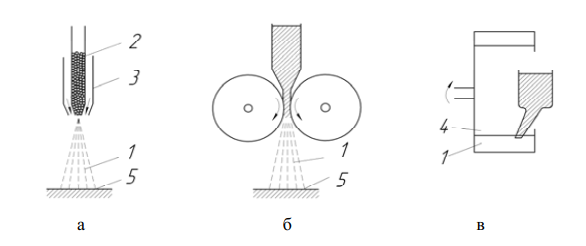
Рис. 4. Методы получения аморфных порошков: а — метод распыления (спрей-метод); б — кавитационный метод; в — метод распыления расплава вращающимся диском; 1 — порошок; 2 — исходное сырье; 3 — форсунка; 4 — охлаждающая жидкость; 5 — охлаждаемая плита
Изготовление аморфных порошков осуществляется также кавитационным методом, реализуемым прокаткой расплава в валках, и методом распыления расплава вращающимся диском.
При кавитационном методе (рис. 4, б) расплавленный металл выдавливается в зазор (0,2…0,5 мм) между двумя валками, изготовленными, например, из графита или нитрида бора. Происходит кавитация — расплав выбрасывается валками в виде порошка, который попадает на охлажденную плиту или в охлаждающий водный раствор. Кавитация возникает в зазоре между валками, вследствие чего исчезают пузырьки газа, имеющиеся в металле.
Метод распыления вращающимся диском (рис. 4, в) аналогичен методу изготовления тонкой проволоки, но здесь расплавленный металл, попадая в жидкость, разбрызгивается за счет ее турбулентного движения. При помощи этого метода получается порошок в виде гранул диаметром около 100 мкм. (сюда рис. 4)
Превращение поверхностного слоя расплава в аморфное состояние затруднено наличием кристаллической подложки, способной инициировать процесс кристаллизации. Поэтому для обеспечения аморфизации расплава следует увеличивать скорость его охлаждения, что достигается уменьшением глубины проплавления, которая обычно не превышает 50 мкм. Скорости охлаждения, достигаемые при лазерной аморфизации, составляют 10 6 °С/с и более.
Для поверхностной аморфизации сплавов применяют не только лазерный луч, но и электронный, сфокусированный магнитным полем. При этом можно получить очень высокую плотность энергии, но обработку необходимо проводить в вакуумных камерах. Такая обработка наиболее широко применяется для сталей, особенно инструментальных.
В настоящее время известно множество аморфных сплавов на основе Fе, Ni, Тi, Сu и т. д. Как правило, гораздо легче аморфизируются сплавы, содержащие аморфизующие добавки некоторых неметаллических элементов (металлоидов типа Р, Si, В, С и др.). Это сплавы составов Fe80B20, Fe10Cr10B20, Ni75Si8B17, Co75Si15B10, Pd80Si20 и др. Из сплавов, содержащих только металлические элементы, легче аморфизируются те, которые состоят из элементов с сильно различающимися размерами атомов и их значениями электроотрицательности (Ni35Nd65, Ni55Ta45, Cu50Zr50, Co60Zr40 и др.). Аморфизацию сталей в настоящее время проводить затруднительно, поскольку для этого необходимы очень большие скорости охлаждения.
Следует отметить, что сортамент выпускаемых аморфных материалов ограничен (изготовляются только тонкие ленты, фольга и нити), а получить массивные заготовки и изделия можно методами порошковой металлургии. Вместе с тем обычная технология (спекание порошковых заготовок) неприемлема из-за низкой термической стабильности аморфных материалов. Экспериментально аморфные порошки изготовляют взрывным прессованием.
Срок службы аморфного сплава зависит от температуры его эксплуатации. Термическая стойкость аморфных сплавов низка. Однако имеются материалы с tкрист более 725 °С. К ним, в частности, относится сплав Тi40Ni40Si20, который обладает высокими механическими свойствами.
Высокопрочные нити из аморфных сплавов могут использоваться в композиционных материалах, а ленты — в виде намотки для упрочнения сосудов высокого давления.
Аморфные металлические сплавы являются перспективным материалом для изготовления упругих элементов.
Высокие твердость, износостойкость и коррозионная стойкость этих сплавов позволяют получать из них высококачественный тонколезвийный инструмент (например, бритвенные лезвия).
Методами быстрого затвердевания расплава при определенных условиях можно получать не только аморфные, но и микрокристаллические сплавы, обладающие высокими механическими свойствами при повышенных температурах. Размер зерна в таких сплавах обычно составляет 1…5 мкм, а иногда и менее.
Микрокристаллические сплавы можно также получать путем кристаллизации аморфных сплавов. Аморфное состояние в сплавах является термически неравновесным, поэтому при нагревании выше определенной температуры, зависящей от состава сплава, происходит его переход в кристаллическое состояние. Кристаллизация аморфных сплавов, специально разработанных для этих целей (например, содержащих только 5…13 % металлоида, как правило, бора) позволяет получать микрокристаллические сплавы с размером зерна менее 1 мкм.
Для получения микрокристаллических сплавов используют также аморфные сплавы в виде порошков, которые подвергаются горячему прессованию и одновременно кристаллизуются.
В настоящее время технологические возможности не позволяют получать металлические детали, имеющие аморфную структуру во всем их объеме. Однако развитие существующих технологий в перспективе позволит получать детали с аморфной структурой. Так, при жидкой штамповке на расплав оказывается давление 150…200 МПа, но если его повысить на порядок и более, то могут произойти значительные изменения структуры отливок. С увеличением давления температура плавления большинства металлов и сплавов повышается. Поэтому, если сплав при нормальном давлении находится в жидком состоянии, то его можно перевести в твердое состояние при постоянной температуре за счет только высокого давления. Поскольку давление в жидкостях передается во всех направлениях без изменения, то можно теоретически по всему объему сплава создать переохлаждение, необходимое для одновременной кристаллизации всей отливки. Принципиально возможно создание таких давлений, при которых вязкость расплава возрастет настолько, что из-за малой подвижности атомы не успеют занять места в узлах кристаллической решетки и вместо кристаллической структуры получится аморфная.
Методы получения аморфных металлов
Сверхвысокие скорости охлаждения жидкого металла для получения аморфной структуры можно реализовать различными способами. Общим в них является необходимость обеспечения скорости охлаждения не ниже 10 К/с. Известны методы катапультирования капли на холодную пластину, распыления струи газом или жидкостью, центрифугирования капли или струи, расплавления тонкой пленки поверхности металла лазером с быстрым отводом тепла массой основного металла, сверхбыстрого охлаждения из газовой среды и др. Использование этих методов позволяет получать ленту различной ширины и толщины, проволоку и порошки.
Наиболее эффективными способами промышленного производства аморфной ленты являются охлаждение струи жидкого металла на внешней (закалка на диске) или внутренней (центробежная закалка) поверхностях вращающихся барабанов или прокатка расплава между холодными валками, изготовленными из материалов с высокой теплопроводностью.
На рис. 1 приведены принципиальные схемы этих методов. Расплав, полученный в индукционной печи, выдавливается нейтральным газом из сопла и затвердевает при соприкосновении с поверхностью вращающегося охлаждаемого тела (холодильника). Различие состоит том, что в методах центробежной закалки и закалки на диске расплав охлаждается только с одной стороны. Основной проблемой является получение достаточной степени чистоты внешней поверхности, которая не соприкасается с холодильником. Метод прокатки расплава позволяет получить хорошее качество обеих поверхностей ленты, что особенно важно для аморфных лент, используемых для головок магнитной записи. Для каждого метода имеются свои ограничения по размерам лент, поскольку есть различия и в протекании процесса затвердевания, и в аппаратурном оформлении методов.
а - центробежная закалка; б - закалка на диске; в - прокатка расплава; г - центробежная закалка; д - планетарная закачка на диске
Рис. 2 . Устройства для увеличения времени контакта затвердевающей ленты с диском: а - использование газовых струй;
Если при центробежной закалке ширина ленты составляет до 5 мм, то прокаткой получают ленты шириной 10 мм и более. Метод закалки на диске, для которого требуется более простая аппаратура, позволяет в широких пределах изменять ширину ленты в зависимости от размеров плавильных тиглей. Данный метод позволяет изготавливать как узкие ленты шириной 0,1-0,2 мм, так и широкие - до 100 мм, причем точность поддержания ширины может быть ± 3 мкм. Разрабатываются установки с максимальной вместимостью тигля до 50 кг.
Во всех установках для закалки из жидкого состояния металл быстро затвердевает, растекаясь тонким слоем по поверхности вращающегося холодильника. При постоянстве состава сплава скорость охлаждения зависит от толщины расплава и характеристик холодильника. Толщина расплава на холодильнике определяется скоростью его вращения и скоростью истечения расплава, то есть зависит от диаметра сопла и давления газа на расплав. Большое значение имеет правильный выбор угла подачи расплава на диск, позволяющий увеличить длительность контакта металла с холодильником. Скорость охлаждения зависит также от свойств самого расплава: теплопроводности, теплоемкости, вязкости, плотности.
Увеличение длительности контакта затвердевающего металла с диском может быть достигнуто с помощью специальных приспособлений: газовых струй, прижимающих ленту к диску или движущегося с одинаковой скоростью с диском ремня из сплава меди с бериллием (рис. 13.34). Таким образом, максимальная толщина аморфной ленты зависит от критической скорости охлаждения сплава и возможностей установки для закалки. Если скорость охлаждения, реализуемая в установке, меньше критической, то аморфизация металла не произойдет.
а - протягивание расплава через охлаждающую жидкость (экструзия расплава); б - вытягивание нити из вращающеюся барабана; в - вытягивание расплава в стеклянном капилляре; 1 -расплав; 2 - охлаждающая жидкость; 3 - стекло; 4 - форсунка; 5 - смотка проволоки
В первом методе (рис. 3, а) расплавленный металл протягивается в трубке круглого сечения через водный раствор солей. Во втором (рис. 3. б) - струя расплавленного металла падает в жидкость, удерживаемую центробежной силой на внутренней поверхности вращающегося барабана: затвердевшая нить сматывается затем из вращающейся жидкости. Известен метод, состоящий в получении аморфной проволоки путем максимально быстрого вытягивания расплава в стеклянном капилляре (рис. 3, в). Этот метод также называют методом Тейлора. Волокно получается при протягивании расплава одновременно со стеклянной трубкой, при этом диаметр волокна составляет 2-5 мкм. Главная трудность здесь состоит в отделении волокна от покрывающего его стекла, что, естественно, ограничивает составы сплавов, аморфизируемых данным методом.
,Получение порошков. Для производства порошков аморфных сплавов можно воспользоваться методами и оборудованием, применяемым для изготовления объемных металлических порошков.
На рис. 4 схематично показано несколько методов, позволяющих в больших количествах получать аморфные порошки. Среди них в первую очередь следует отметить хорошо зарекомендовавшие себя методы распыления.
Известно изготовление аморфных порошков кавитационным методом, реализуемым прокаткой расплава в валках, и методом распыления расплава вращающимся диском. В кавитационном методе (рис. 4, б) расплавленный
а - метод распыления (спрей-метод); б - кавитационный метод; в - метод распыления расплава вращающимся диском; 1 - порошок; 2 - исходное сырье: 3 - форсунка; 4 - охлаждающая жидкость; 5 - охлаждаемая плита
металл выдавливается в зазоре между двумя валками (0,2-0,5 мм), изготовленными, например, из графита или нитрида бора. Происходит кавитация -расплав выбрасывается валками в виде порошка, который попадает на охлажденную плиту или в охлаждающий водный раствор. Кавитация возникает в зазоре между валками, вследствие чего исчезают пузырьки газа, имеющиеся в металле. Метод распыления вращающимся диском (рис. 4, в) в принципе аналогичен ранее описанному методу изготовления тонкой проволоки, но здесь расплавленный металл, попадая в жидкость, разбрызгивается за счет ее турбулентного движения. С помощью этого метода получают порошок в виде гранул диаметром около 100 мкм.
Источник:
Солнцев Ю.П., Пряхин Е.И., Пирайнен В.Ю. "Специальные материалы в машиностроении" Химиздат 2004 г.
Аморфные сплавы
Принцип получения аморфных материалов
Особенности атомной структуры аморфных металлических сплавов, их магнитные, механические, электрические свойства и коррозионная стойкость. Методы получения аморфных металлов и практическое использование сочетания их магнитных и механических свойств.
Подобные документы
Состав, структура, основные способы получения сплавов и механические свойства металлических стекол. Массовое использование аморфных металлических сплавов, работающих в электрических полях. Основные сферы современного применения металлических стекол.
реферат, добавлен 19.02.2016
Сущность процессов кристаллизации металлов и сплавов. Механизм и закономерности кристаллизации металлов. Условия получения мелкозернистой структуры. Аллотропические превращения железа при нагреве и охлаждении. Основные свойства аморфных металлов.
лекция, добавлен 21.10.2013
Исследование свойств и структуры аморфных магнитомягких сплавов. Использование метода электролитической полировки фольги для просмотра эффекта Баркгаузена в электронном микроскопе. Перемагничивание и расстекловывание нанокристаллических сплавов железа.
статья, добавлен 27.10.2018
Механические и физические свойства аморфных сплавов, методы их получения. Структура и свойства веществ с субмикро- и нанокристаллической структурой. Способы производства наноструктурных материалов. Области применения твердых конденсированных сред.
реферат, добавлен 27.10.2015
Практическое рассмотрение микроструктуры основных промышленных сплавов на основе меди (латуней и бронз). Изменение кристаллической структуры материала и механические свойства латуней. Механические свойства, прочность и коррозионная стойкость металлов.
реферат, добавлен 30.08.2017
Строение металлов, разница между аморфным и кристаллическим телом. Определение твердости металлов и сплавов методами Бринелля, Роквелла и Виккерса. Дефекты строения кристаллических тел: точечные, линейные, поверхностные. Особенности аморфных веществ.
курсовая работа, добавлен 30.09.2015
Разработка технологии серийного производства высококачественных аморфных магнитно-мягких лент на основе развития теоретических представлений о динамике формирования ленты в процессе закалки плоской струи расплава на вращающемся барабане-холодильнике.
автореферат, добавлен 14.02.2018
Методы получения аморфных сплавов. Изучение структуры аморфного нанокристаллического сплава 2НСР в зависимости от температуры отжига. Измерение зависимости интенсивности рентгеновских лучей, рассеянных порошкообразными порошками, пленками, стеклами.
реферат, добавлен 23.10.2016
Анализ свойств и характеристик кристаллизованных аморфных сплавов со смешанной аморфнокристаллической структурой. Описание процесса формирования нанокристаллической структуры и анализ роли легирующих элементов. Анализ режимов термической обработки.
доклад, добавлен 11.09.2020
Химические, физические и механические свойства материалов. Испытание твердости металлических материалов. Механические свойства металлов при растяжении. Кристаллическая структура металлов. Основные теплофизические свойства конструкционных материалов.
Читайте также: