Методы получения и обработки изделий из металлов и сплавов лекция
Обновлено: 04.05.2024
Легирующие компоненты или элементы, вводимые в стали в зависимости от их взаимодействия с углеродом, находящемся в железоуглеродистых сплавах, подразделяют на карбидо—образующие и некарбидообразующие. К первым относятся все элементы, расположенные в периодической системе элементов левее железа, – марганец, хром, молибден и т. д. Правее железа располагаются элементы, не образующие карбидов, – кобальт, никель и т. д.
Первые, как и вторые, легирующие элементы растворяются в ?– или ? —железе, однако содержание карбидообразую—щих элементов в этих фазах железа меньше, чем вводимое в сталь, так как определенное их количество связывается с углеродом. При этом растворение легирующих элементов в ?– и ? —фазах ведет к изменению периода кристаллической решетки. Элементы с большим атомным радиусом увеличивают его (W, Mo и др.), а с меньшим (Si) – уменьшают.
При близости атомных размеров (Mn, Ni, Cr) периоды кристаллической решетки изменяются слабо. Как показывают исследования, прочность феррита изменяется пропорционально периоду его решетки. Карбиды в легированных сталях являются твердыми растворами на основе того или иного соединения: Fe 3 C, Fe 3 Mo 3 C, Fe 3 W 3 C и т. д.
В легированных сталях выделяются две группы карбидов: группа I – M 3 C, M 23 C 6, M 7 C 3 и M 6 C и группа II – MC, M 2 C (M – легирующий компонент – элемент). Карбиды I группы имеют сложную кристаллическую решетку и при соответствующем нагреве достаточно хорошо растворимы в аустени—те. Карбиды II группы имеют простую кристаллическую решетку, но растворяются в аустените лишь частично и при очень высокой температуре.
Некарбидообразующие элементы (легированные) содержатся в легированных сталях в виде твердого раствора в феррите. Карбидообразующие легированные элементы могут находиться в различных структурных состояниях: они могут быть растворены в феррите или цементите (FeCr) 3 C или существовать в виде самостоятельных структурных составляющих – специальных карбидов: WC, MoC и др. Местоположение карбидообразующих элементов в структуре стали зависит от количества введенных легирующих элементов и содержания углерода. Легирующие элементы, растворенные в феррите, искажают его кристаллическую решетку; уменьшают теплопроводность и электропроводность стали. Карбиды легирующих элементов отличаются весьма высокой твердостью (70–75 HRC) и износостойкостью, но обладают значительной хрупкостью. Они играют очень важную роль в производстве инструментальных сталей.
Как показали исследования, конкретному сечению стали должно соответствовать определенное количество легирующих элементов, иначе ухудшаются такие ее технологические свойства, как обработка резанием, свариваемость и др. Например, если содержание хрома или марганца превышает 1 %, увеличивается порог хладноломкости стали (порог хладноломкости, или критическая температура хрупкости, – это температура перехода металла от вязкого разрушения к хрупкому, и наоборот).
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
ТРУДНОСТИ ОБРАБОТКИ
ТРУДНОСТИ ОБРАБОТКИ Принято считать, что титан поддается механической обработке подобно нержавеющей стали. Это значит, что обрабатывать титан в 4—5 раз труднее, чем обычную сталь, но это все же не составляет неразрешимой проблемы. Основные помехи при обработке титана
Техники декоративной обработки металлов
Техники декоративной обработки металлов В этой части книги представлены основные техники декоративной обработки металлов. В древности многие кузнецы владели богатым набором методов и создавали замечательные произведения искусства, достойные царского двора. Поэтому
Приспособления для обработки древесины
Приспособления для обработки древесины В качестве приспособлений достаточно часто используют стусло и шаблоны. Они намного облегчают работу и уменьшают время, затраченное при выполнении той или иной операции.Стусло представляет собой подобие желоба, состоящего из
ЛЕКЦИЯ № 6. Механические свойства металлов
ЛЕКЦИЯ № 6. Механические свойства металлов 1. Деформация и разрушение Приложение нагрузки вызывает деформацию. В начальный момент нагружение, если оно не сопровождается фазовыми (структурными) изменениями, вызывает только упругую (обратимую) деформацию. По достижении
3. Способы упрочнения металлов и сплавов
3. Способы упрочнения металлов и сплавов Поверхностное упрочнение металлов и сплавов широко применяется во многих отраслях промышленности, в частности в современном машиностроении. Оно позволяет получить высокую твердость и износостойкость поверхностного слоя при
ЛЕКЦИЯ № 11. Сплавы цветных металлов
ЛЕКЦИЯ № 11. Сплавы цветных металлов 1. Цветные металлы и сплавы, их свойства и назначение Ценные свойства цветных металлов обусловили их широкое применение в различных отраслях современного производства. Медь, алюминий, цинк, магний, титан и другие металлы и их сплавы
14.1.2. Методы обработки материалов
14.1.2. Методы обработки материалов Читатель наверняка знаком с общим делением технологических процессов на нисходящие (сверху вниз) и восходящие (снизу вверх), поэтому мы не будем давать лишних пояснений. В последние десятилетия нисходящие технологии непрерывно
Химические материалы для художественной обработки металлов
Химические материалы для художественной обработки металлов Общие сведения о кислотах. В художественной обработке металлов химические вещества (кислоты, основания, соли, реактивы и др.) являются вспомогательными материалами, без которых невозможны основные
7. Устройства обработки видеосигналов
7. Устройства обработки видеосигналов Простая концепция «камера-монитор» используется только в небольших системах видеонаблюдения.В более крупных системах сигнал до воспроизведения на видеомониторе проходит через видеокоммутатор или другое оборудование,
7.3. ЭЛЕКТРОФИЗИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
7.3. ЭЛЕКТРОФИЗИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ 7.3.1. ЭЛЕКТРОЭРОЗИОННАЯ ОБРАБОТКА Электрическая эрозия, т.е. разрушение контактов под действием электрических разрядов известна была давно. Много исследований было посвящено устранению или хотя бы уменьшению разрушения
34. Изменение микроструктуры и механических свойств металлов при нагреве после горячей и холодной обработки давлением
34. Изменение микроструктуры и механических свойств металлов при нагреве после горячей и холодной обработки давлением Обработка металлов давлением основана на их способности в определенных условиях пластически деформироваться в результате воздействия на
Способы получения и технологической обработки металлов и сплавов
1. Для первичного получения металлов в большинстве случаев используют три вида технологий:
· Пирометаллургия[3] – совокупность процессов получения и очистки металлов и сплавов, протекающих при высоких температурах. Пирометаллургия – основная и древнейшая область металлургии. В современной классификации пирометаллургия противопоставляется гидрометаллургии – совокупности так называемых мокрых процессов получения металлов, осуществляемых при невысоких температурах. Примерами пирометаллургических процессов могут служить доменная плавка, мартеновская плавка, плавка в конвертерах, дуговых и индукционных печах. Почти 100 % мирового производства чугуна, стали, свинца, около 95 % меди, свыше 60 % цинка получают методами пирометаллургии.
· Гидрометаллургия[4] – извлечение металлов из руд, концентратов и отходов различных производств при помощи водных растворов химических реагентов с последующим выделением металлов из этих растворов. Основные операции гидрометаллургии: механическая обработка руды (дробление, измельчение, классификация, сгущение); изменение химического состава руды или концентрата (обжиг, спекание, разложение химическими реагентами); выщелачивание; обезвоживание и промывка; осветление растворов и удаление вредных примесей; осаждение металлов или их соединений из растворов; переработка осадков. Гидрометаллургические методы широко используются при производстве меди, никеля, кобальта, платины и других цветных металлов.
· Электрометаллургия – область металлургической науки и техники, охватывающая извлечение металлов из руд и концентратов, плавку и рафинирование металлов и сплавов, а также их нагрев и придание им соответствующей структуры при помощи электрического тока. Электрометаллургия делится на две области: в первой применяются электротермические методы, т. е. используется тепловой эффект электрических явлений; во второй – электрохимические методы, а именно электролиз как при обычных (электролиз водных растворов), так и при высоких (электролиз расплавленных солей) температурах. В чёрной металлургии применяют преим. электротермические методы, а в цветной – электротермические и электрохимические. Широкое распространение получили рафинирующие переплавы (так называемая, спецэлектрометаллургия). Электрометаллургические методы широко используются при производстве алюминия, магния и других цветных металлов, образующих прочные окислы.
Побочные продукты, получающиеся при производстве черных и, особенно, цветных металлов, могут содержать большое количество ценных элементов и используются, например, для получения всех металлов платиновой группы, золота, серебра, редкоземельных элементов и т. п. Из газообразных продуктов доменных печей извлекают цинк, селен и др. ценные элементы. Сера, получающаяся при производстве ряда цветных металлов, идет на производство серной кислоты. Шлак идет на производство стройматериалов (шлакобетон, шлаковата, шлакоблоки и т. п.).
Производство чугуна и стали. Чугун выплавляют в доменных печах за счет разделения смеси железной руды, кокса и шлакообразующих на три фазы: газообразную и две жидких – шлак и чугун. Благодаря различию в плотности шлак концентрируется в средней части печи, а чугун – в нижней. Чугун, направляемый на производство стали, называют «передельным». Передельный чугун в жидком виде транспортируют в сталеплавильный цех.
Пудлинговый[5] способ получения стали известен с конца ХVIII в. Во второй половине XIX в. он был вытеснен бессемеровским, томасовским и мартеновским процессами[6]. Наиболее распространенным в мире, начиная с середины 70-х гг. ХХ в., является кислородно-конвертерный способ производства стали, пригодный для переработки чугуна и возрастающих объемов металлолома. В результате продувки кислородом и взаимодействия со специально наведенным шлаком в расплаве уменьшается содержание углерода и вредных примесей, прежде всего, серы и фосфора.
Высококачественную сталь получают в индукционных и электродуговых печах путем переработки металлолома с небольшим количеством чугуна, необходимого для создания избытка углерода. Для еще большего повышения качества сталь может быть подвергнута электрошлаковому, электродуговому, электроннолучевому и др. переплавам.
Все вышеуказанные пирометаллургические процессы производства чугуна и стали дискретны и хуже поддаются автоматизации по сравнению с непрерывными процессами, характерными для гидрометаллургии.
В настоящее время имеется тенденция прямого восстановления металлов из руд, что позволяет автоматизировать производство, отказаться от ряда промежуточных процессов, уменьшить потери металла и выбросы вредных примесей. В частности, при производстве стали начали применять железорудные окатыши, получаемые прямым восстановлением железа из руды водородом или углеродом. Из таких окатышей получают наиболее качественные стали, в которых содержится минимум вредных примесей.
2. Способы обработки металлов и сплавов
· Обработка с увеличением или уменьшением массы изделий
С уменьшением массы обрабатываемого изделия связаны такие процессы, как резанье (точение, фрезерование, шлифование, протяжка и т. д.), растворение и химическое травление, производимое для подготовки поверхности к последующей отделке.
К увеличению массы изделий приводят такие технологические приемы, как сварка, наплавка, напыление, пайка, гальванопластика, окраска и т. д. Эти процессы служат для неразъемного соединения деталей или для придания поверхности особых свойств.
· Обработка с изменением формы при неизменной массе
В промышленности широко применяются различные способы пластического деформирования: ковка, штамповка, прокатка и т. п. Деформация в этих процессах происходит под действием механических сил, энергетического импульса (например, магнитного поля) или от ударной волны, вызванной взрывом.
· Обработка, связанная с изменением агрегатного состояния
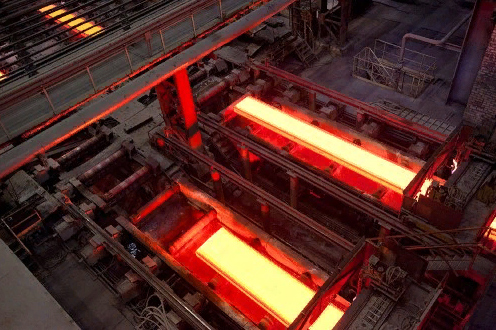
Охлаждением из жидкого состояния получают слитки, отливки, полуфабрикаты типа прутков, лент, полос, фольг и т. п. Изготовление слитков осуществляется путем разливки жидкого металла в изложницы.
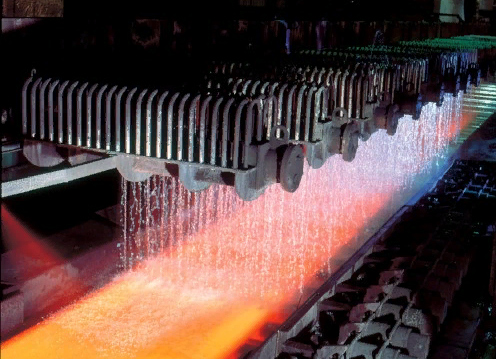
Крупнейшим в ХХ веке отечественным изобретением, внедренным на самых современных заводах за рубежом, является процесс непрерывной разливки стали, позволивший получать профили постоянного сечения сложной формы (даже с внутренним отверстием, например, трубы) непрерывным способом. Такие слитки называют слитками УНС (установка непрерывной разливки стали). Литые заготовки могут иметь очень сложную форму и поэтому сокращают потери металла при резании.
Методами сверхбыстрого охлаждения жидкого металла получают материалы с аморфной структурой – металлические стекла, которые обладают уникальными физическими свойствами, например, магнитными.
· Методы управления структурой и свойствами материалов
Для изменения свойств материалов широко используются: термическая, химико-термическая, термомеханическая, термоциклическая, деформационная, радиационная, лучевая, термомагнитная и др. виды обработки, о которых будет сказано в дальнейшем.
Способы получения металлических изделий. Назначение и виды термообработки
Прокат — самый распростр. деш. с-б пр-ва м. изделий. Заключается в обжатии м-ла между вращающимися валками, при этом заготовка уменьшается в сечении, вытягивается и приобретает форму, соответствующую валкам. Прокатывают м-л в холодном и горячем состоянии. Хол-ый прокат применяют для металлов, обладающих высокой пластичностью (свинец, олово), или для получения тончайших стальных листов. Большинство стальных изделий прокатывают в горячем состоянии при 900. 1250°С. Производят за нес-ко последов.приемов путем пропуска его через ряд валков с уменьшающимся зазором. С-бом прокатки получают бол-во стальных строительных изделий: балки, рельсы, листовую и прутковую сталь, арматуру трубы.
Ковка — пр-с деформации м-ла под действ.повторяющихся ударов молота или пресса. Бывает: свободная, когда м-л при ударе молота свободно растекается во все стороны, и штампованная, когда м-л, растекаясь под ударами молота, заполняет формы штампов, а избыток его вытекает в спец. канавку и отрезается. Позволяет получить и-лия оч. точных р-ров.
Волочение за-тся в протягивании м. заготовки ч-з отверст., сеч.к-го мен. сеч. Заготовки( м. обжимается, а профиль его строго соответ. форме отве-ия. В кач-ве заготовки испол. предварительно прокатанный или прессованный пруток или трубу. В. м. произ. обычно в х-ном состоянии, при этом получают из-лия точных профилей с чист. и гладкой пов-тью.( тонкостенные изделия (трубки), круглые, квадратные, шестиугольные прутки небол. площади сечения (до 10 мм2). Прив. в м. поя-тся наклеп — упрочнение м. в рез-те пластической деформации. Н. повыш. твердость стали, но снижает пластичность и вязкость..
Холодное профилирование м. — п-с деформир. лист.или кругл. стали на прокатных станах. Из лист.стали получают гнутые профили с различ. конфигурацией в поперечнике, они экономич. про-лей горяч. прокатки - за счет сокращения толщины профиля до 2 мм.
Закалка- вид терм. обр-тки, заключ. в нагрев. стали до Т выше критич. точки, выдержке и послед. охлаждении. (не является окончательной операцией терм. обработки).Чтобы умен. хрупкость и напряжения, вызв. закалкой, м. после закалки обязательно подвергают отпуску.
Закалка ТВЧ (поверхностная закалка) на некот. (заданную) глубину закал-тся только поверх.слой, тогда как сердцевина изделия остается незакаленной ( повышение твердости, износостойкости и предела выносливости изделия, сердцевина остается вязкой и воспринимает ударные нагрузки).
Отпуск-нагрев. до более низк. темп. и более быстр. охлажд. стали.(Низкий темп 150-250° С, средний 300-500° С, высокий выше 500° С).
Отжиг-(сталей и чугунов)- нагрев до опред. темп. выдержка и послед. медл. охлаж. Цели — сниж. твёрдости для повыш. обрабатываемости, улучш. структуры и достиж. больш. однород. м., снятие внутр. напряжений.
Нормализация- (стали) нагрев её выше верхней критич. точки, выдержке при этой темп. и послед. охлаж. на спокойном воздухе. Цель — придание м. однород. мелкозернистой структуры (повыш. его мех.свойств (пластичности и удар. вязкости)).
Обработка металла: 5 основных методов
Некоторые сравнительно простые методы обработки металла люди применяли еще в древности. Именно металл и всё новые методы его обработки стали залогом технического прогресса. Сейчас нам известно столь много различных методов, что в них очень легко запутаться. Давайте попробуем кратко и понятно разложить всё по полочкам.
К основным методам металлообработки можно отнести:
- Литье;
- Термическая обработка;
- Обработка давлением;
- Сварка;
- Электрическая обработка.
Процесс металлообработки для каждого метода уникален. Более того, каждый метод имеет свои вариации.
Описание методов обработки металла
Литье
Этот процесс обработки металла известен человечеству уже много веков. Его суть заключается в нагреве металла до жидкого состояния с последующим разливом в заданные литейные формы. Затем металл остывает и твердеет. Получается так называемая отливка, которая точно повторяет очертания заливочной формы.
С развитием металлургии процесс литья постоянно совершенствовался. Теперь различают несколько видов литья, в том числе и литье с дополнительным применением давления. Новейшие методы литья позволяют получать отливки очень маленьких размеров с небывалой точностью размеров.
Термическая обработка
Этот метод направлен на изменение внутренней структуры металла, что достигается путем нагрева металла с последующим выдерживанием и охлаждением. Для придания металлу нужных свойств параметры термической обработки могут быть различные. Температура нагрева, выдержка металла в нагретом состоянии и скорость охлаждения – все эти параметры влияют на конечные свойства металла.
Различают 3 вида термической обработки:
- Термообработка – бывает трех основных видов: отжиг, закалка и отпуск;
- Химико-термическая обработка металла – применяется для насыщения поверхности металла другими элементами (например, углеродом). При этом методе наблюдаются самые высокие температуры нагрева металлов и значительные периоды выдержки для придания сплаву однородности;
- Термомеханическая обработка – этот метод позволяет добиться лучших механических свойств металла, чем классическая термообработка.
Обработка давлением
Один из видов обработки металла давлением (ковка) получил широкое применение еще несколько тысячелетий назад. С тех пор технология совершила несколько серьезных скачков вперед, и теперь на производстве применяются и другие технологичные методы обработки металла давлением.
Суть этого метода проста - придать заготовке необходимую форму и размер под действием физической силы (давления). Для достижения этих целей применяют различные станки для обработки металла, каждый из которых соответствует конкретному методу.
Всего различают 7 методов:
- Ковка – участки заготовки нагреваются и подвергаются механической деформации;
- Штамповка – форма и размер заготовки изменяются под давлением специального штампа;
- Листовая штамповка – обработка листового металла;
- Прокатка;
- Волочение;
- Прессование;
- Комбинации первых 6-ти.
Сварка
Существует несколько методов сварки, но всех их можно условно разделить на 2 большие группы:
Сварка при помощи плавления металла – в месте сваривания соединяемые детали нагреваются до температуры плавления металлов. Жидкие фазы металлов перемешиваются, образуя сварной шов. Такое соединение после остывания имеет высокую прочность;
Сварка пластическим деформированием – при этом методе детали сдавливаются, образуя сварной шов. Иногда детали предварительно местно нагревают.
В качестве источника нагрева применяют газ, электрический ток и другие источники.
Электрическая обработка
Электрическая обработка металла осуществляется при помощи электрического тока. Два наиболее распространенных метода – это:
Электрохимическая обработка – этот способ позволяет придать поверхности металла блестящую форму.
Данные методы подходят для обработки самых твердых сплавов.
Помимо этих основных методов обработки металла часто применяют также резание металлов и ультразвуковую обработку. Выбор конкретного метода зависит от свойств, которые необходимо придать металлу, размеров заготовки или конечного изделия, а также многих других факторов.
Лекции на тему "Обработка материалов резанием"по дисциплине материаловедение

Обработка металлов резанием активно используется во многих отраслях, в наибольшей степени – в машиностроении, где является важной и дорогостоящей частью процесса. Это объясняется высокими требованиями, которые предъявляются к изделиям: они должны быть безупречны с точки зрения качества и геометрической точности.
Обработка резанием этим требованиям вполне удовлетворяет, позволяя создавать уникальные высокоточные детали. Именно поэтому уже много лет она не теряет своей популярности.
Как происходит обработка
Резание металла – это процесс, при котором специальным режущим инструментом с обрабатываемой заготовки снимается слой металла с целью придания ей необходимой формы.
Если учесть, что существует великое множество разнообразных деталей, отличающихся по целому ряду своих характеристик, то не вызовет удивления тот факт, что для работы с ними требуются совершенно разные методы и станки. Для каждой детали предполагается своя технология. Так, основными методами обработки металлов резанием являются:

А использующиеся при этом станки, как правило, носят названия применяемых методов (точильный, фрезеровальный, долбежный и т. д.).
На станках устанавливаются различные инструменты, с помощью которых и выполняется процедура обработки. Они должны значительно превосходить обрабатываемый металл по твердости и прочности, их режущие края должны быть острыми. Инструменты, как и заготовки, перед началом работы закрепляются на станке с помощью специальных приспособлений.
В процессе обработки металла образуется много отходов (порядка 20% стружки), что не слишком хорошо с экономической точки зрения. Однако зачастую отказаться от резания не представляется возможным ввиду его универсальности, низкой энергозатратности, высокой точности изделий, большого выбора оборудования и т. д.
Как можно обрабатывать металл резанием
Обработку резанием можно осуществить несколькими методами. Они ориентированы на разные по форме изделия и имеют разные цели. Основные способы обработки металлов резанием:
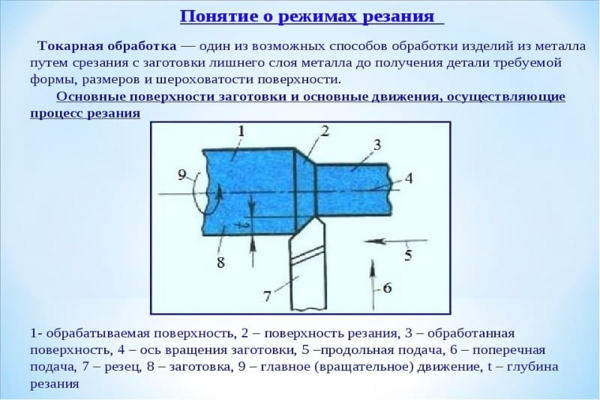
Точение. Выполняется с помощью станка, на котором установлен резец (например, токарный). Процесс работы выглядит так: обрабатываемое изделие совершает вращательное движение вокруг своей оси, а в это время резцом снимается нужный слой металла. Точение применяют для цилиндрических, конических и торцевых поверхностей (и наружных, и внутренних).
Сверление. Выполняется на станках с установленным сверлом. Легко догадаться, что сверление предназначено для того, чтобы проделывать в деталях отверстия. Деталь прочно зажимается в тисках, и в ней просверливается отверстие нужного диаметра, при этом диаметр определяется размером сверла. Между тем сверла различаются не только размером, но и формой: есть сверла спиральные, перовые, центровочные и другие, каждое для своих целей.
Фрезерование. Требует специального оборудования, на котором установлена фреза – инструмент с резцами. Фреза совершает вращательное движение, а заготовка, закрепленная на столе, движется продольно. Фрезеровка может быть горизонтальной, вертикальной и диагональной, в зависимости от того, как будут закреплены заготовка и фреза. Существуют и компактные ручные электрические фрезеры, которые при необходимости могут использоваться где угодно, не привязывая мастера к станку. Правда, и возможностей у них гораздо меньше.
Строгание. Для него необходим строгальный станок (их существует несколько видов: строгально-долбежный, поперечно-строгальный, продольно-строгальный и т. д.). Обрабатывают на них преимущественно рамы, штанги, станины и т. п. Резцы могут использоваться прямые и изогнутые. Прямые наиболее просты в применении, но не позволяют добиться высокой точности. Изогнутые резцы высокоточны, и поэтому являются предпочтительными, и распространены больше.
Долбление. Необходим долбежный станок. Резец совершает прямолинейное возвратно-поступательное движение, а перпендикулярно ему двигается заготовка. Применяется по большей части для плоских поверхностей с небольшой высотой. С помощью долбления, например, можно получить зубчатые колеса достаточно неплохих степеней точности.
Шлифование. Для него необходим станок со шлифовальным кругом. Шлифовальный круг крутится, а заготовка получает круговую, продольную или поперечную подачу. Шлифование позволяет получить деталь потрясающей точности, следует лишь учитывать в работе ряд особенностей процесса, таких как нагревание детали во время обработки, устойчивость станка (отсутствие сильных вибраций), глубина резания и т. д.
Обработка металла резанием, несмотря на свой недостаток в виде большого количества отходов, продолжает активно использоваться в различных производственных отраслях.
При резании подвергается деформации форма детали без воздействия на структуру материала, режущий инструмент работает лишь с поверхностью изделия. Если прибавить к этому универсальность, высокоточность и другие плюсы, то они, несомненно, перекроют имеющиеся минусы. Поэтому можно с уверенностью заявить, что, несмотря на появление новых технологий обработки металла, обработка резанием сдаст свои позиции еще очень нескоро.
Характеристика и расчет режимов резания при токарных работах
Ключевые моменты процесса
Для работы подойдут следующие материалы: металлы, пластики, дерево, минералы. Конечно, для каждого конкретного случая требуется особый инструмент и технологические приемы. Если труд с относительно мягкими из них (пластмасса, алюминий, бронза) обычно не вызывает сложностей, то высоколегированные стали требуют строгого контроля качества заточки. В противном случае происходит быстрый износ режущей кромки. Для увеличения эффективности обязательно использовать эмульсию, обеспечивающую снижение трения и охлаждение рабочей зоны.
Кратко опишем процесс:
Деталь закрепляется в патроне или на двух центрах;
В зависимости от необходимых манипуляций выбираются параметры режима резания при токарной обработке;
Предмет устанавливается в правильное положение и проверяется надежность всех фиксаций;
Находим первую точку касания;
Начинаем снимать металл или другой материал;
Контролируем габариты штангенциркулем и микро́метром;
Следует четко понимать, что приемы достаточно разнообразны, и невозможно коротко описать все нюансы. Заготовка может быть величиной от доли миллиметра до нескольких десятков метров. Характеристики изделия кардинально отличаются по твердости и вязкости. Уровень первичной отделки болванки может быть самым разным и иметь внешний слой с другими качествами. Часто нужно сделать сферическую поверхность на маленьком участке. Это накладывает определенные ограничения, так как часть приспособлений не рассчитана на циклические нагрузки.
Какие бывают станки
В зависимости от технологических потребностей применяют разное оборудование. Принято деление на следующие подвиды:
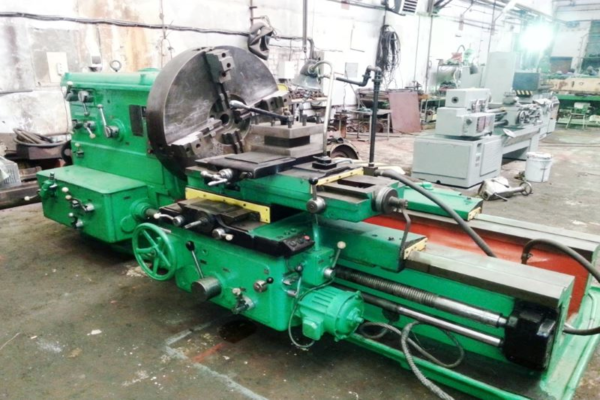
Токарно-винторезный. Это наиболее распространенный агрегат, позволяющий выполнять внушительный спектр работ. Пожалуй, любимым у токарей является К 62 в различных модификациях. Вся группа включает в себя универсальные устройства, отличающиеся степенью автоматизации и габаритами обрабатываемой детали. Большемерные заготовки точатся на ДИП 500. Для обучения специалистов используют модели ТВ-4 или ТВ-16.

Карусельный аппарат предназначен для придания формы изделиям крупного диаметра. Внешне он представляет собой стол с патроном значительных размеров, вращающийся в горизонтальной плоскости. Инструмент для рассечения подается сверху и может быть не один. Названием он обязан схожести с детскими аттракционами.
Лобовой. Можно сказать, что это такой же станок, только положенный набок. Это продиктовано технологической целесообразностью при некоторых производствах. Конструкции этой группы не имеют задней бабки и фиксация происходит только благодаря губкам. Основное преимущество – возможность придания изделию конической формы.
Револьверный незаменим при изготовлении изрядного количества одинаковых деталей из нормированного материала. Например, сгонов из металлической трубы. За счет этого резко повышается эффективность, снижается брак и оптимизируются все процессы. Но у него есть главный недостаток – узкая специализация.

Автомат продольного точения позволяет синхронизировать движение в двух плоскостях и создавать элементы сложной конфигурации, например, спирали с большим шагом. Как режущий предмет могут использоваться фрезы и сверла.

Многошпиндельный автомат применяется для вальцевания элементов сразу несколькими насадками за одну установку. Бывают автоматические и полуавтоматические.
ЧПУ. Если оснастить любое устройство для обработки металла системой, координирующей порядок, то мы получим центр с числовым программным управлением. При массовом производстве этот комплекс наиболее эффективен.

Способы и правила определения режимов приемлемого резания при точении: формулы
Для разных материалов и необходимой чистоты существуют свои оптимальные системы, включающие в себя скорость подачи, глубину захода и вид заточки.
Многие универсальные токари определяют эти параметры «на глазок». Тем более, они сильно зависят от технических характеристик самого́ станка. При создании программ для ЧПУ и полуавтоматики применяются конкретные математические варианты расчета. За основу берутся качества заготовки (твердость, вязкость, хрупкость, абразивность, подверженность температурным изменениям). Под это разрабатываются инструменты (как правило, несколько для различных технологических приемов). Затем происходит определение режимов идеального резания при умелой токарной обработке на основе жестких правил. Это дает приблизительные показатели, по которым можно назначить оптимальные значения. Более точные данные получаются эмпирическим путем (в процессе стендовых испытаний).
После этого возможно задать для каждой конкретной цели темп вращения шпинделя, интенсивность движения стержня для рассечения и его заглубление.
Читайте также: