Мини автоген для резки металла
Обновлено: 13.05.2024
Одним из самых производительных методов резки металла всегда была и остается газовая обработка. Струя горящего газа легко режет самые прочные марки стали. Но далеко не каждый мастер может позволить себе содержание поста газовой резки. Ведь для хранения классических баллонов нужны специальные условия. Да и стоит профессиональное оборудование весьма недешево.
Если мастер столкнулся с необходимостью разовой резки небольшого количества металла, вовсе необязательно заказывать полноценную газовую установку. Специально для таких случаев промышленность предлагает портативные мини-резаки.

Это интересно. Простой цанговый баллон на 0,5 (л) с пропановой смесью обеспечивает температуру горения на уровне 1500 С. Этого достаточно для плавки стандартной углеродистой стали. Разумеется, можно встретить баллоны с газовой смесью, обеспечивающие горение в пределах 1800 С и даже более того.
Портативный газовый резак – газовое оборудование с резаком или горелкой. Его ключевой особенностью является предельно компактные габариты и максимально легкий вес. Простейшая газовая установка может поместиться в прямом смысле слова в кармане!
В обзоре будет рассказано, как выбрать портативный резак.
Главные свойства мини-резака
Портативная мини-установка применима лишь для выполнения небольшого объема работы. При этом накладываются существенные ограничения на толщину и тип обрабатываемого металла. Стандартный мини-резак способен эффективно кроить стандартный прокат из углеродистой стали минимальной толщины, до 2-3 (мм).
С ростом толщины металла будет снижаться скорость обработки и увеличиваться расход газа.
Портативный газовый резак используется не только для порезки проката. Мини-резак применим и в следующих случаях:
- Плавка пластмассы и металлов с низкой температурой плавления (свинец, олово, серебро, золото и пр.)
- Прогрев плат и микросхем, а также пайка
- Отогревание замерзших труб и замков
- Отжиг поделок из древесины
- Термообработка пищевых продуктов
- и пр.
Для резки металла нужна газовая установка с соплом, которое дает узкую направленную струю. Дополнительно портативные газовые резаки могут комплектоваться широкой горелкой. В этом случае широкая горелка обеспечивает горение факелом, что не подходит для порезки проката.
Есть и универсальные мини-резаки. В таких моделях форму огня можно регулировать от факела до узкой направленной струи.
Какие же существуют виды портативных резаков.

Разновидности портативных газовых резаков
Легкие и компактные газовые резаки можно разделить на 2 категории:
Между собой данные разновидности газовых установок отличаются в первую очередь производительностью. Если бытовые модели приспособлены для разового выполнения небольшого объема работы, то полупрофессиональные установки вполне допустимо использовать часто, но непродолжительными подходами.
Как выбрать портативный резак бытового класса.

Бытовые газовые резаки
Наиболее компактная и легкая разновидность резаков. Такие устройства используют съемный газовый баллончик. Объем газового баллона обычно составляет 250-500 (мл). В простейших моделях баллон подключается при помощи цангового зажима. Более продвинутые резаки используют резьбовое крепление баллона.
Для непосредственной резки металла такие модели если и используются, то только при обработке проката со стенками минимальной толщины. Большая часть компактных бытовых установок оснащается широким факельным соплом.
Среди преимуществ портативных газовых резаков бытового класса можно отметить:
- Доступная цена
- Простота хранения и легкость транспортировки
- Возможность выполнения «тонкой работы»
- Высокая температура нагрева струи

Конструкция бытовых моделей предусматривает установку баллона в саму горелку (резак). Отдельной категорией бытовых резаков выпускаются модели с несъемным газовым баллоном. В таких устройствах баллон встраивается в корпус резака. Встроенные баллоны обычно имеют заправочный клапан.
Несъемным газовым баллоном обычно комплектуются самые миниатюрные газовые резаки. Эквивалентом таких моделей считаются газовые зажигалки с турбонаддувом горящей струи.
Самые маленькие горелки, со встроенным баллоном, нередко используются для пайки и выполнения сопутствующих работ (разогрев платы, пайка припоя и пр.).
Конечно, миниатюрные резаки не лишены недостатков. Главными минусами можно считать:
1. Необходимость покупки баллонов
2. Невысокая производительность
3. Зависимость от температуры окружающей среды
Ключевым недостатком портативных газовых резаков является ограничение работы в холодных условиях. Газовые баллончики перестают создавать необходимое давление. Работая на холоде производительность резака может падать до 50% и даже более.
Какие еще существуют виды портативных резаков.

Полупрофессиональные газовые резаки
Портативные газовые установки полупрофессионального класса – это уменьшенная копия полноценного поста газовой резки. Миниатюрные полупрофессиональные модели комплектуются:
- Компактным кислородным баллоном
- Компактным баллоном пропана (изобутана или пропан-бутана)
- Маленьким инжекторным резаком
- Короткими шлангами
Объем кислородного баллона редко когда превышает 5 (л). Баллон с пропаном может быть еще меньшим, на 2-3 литра. Но встречаются и 5-литровые пропановые баллоны. Длина шлангов обычно составляет лишь 3-5 метров. Резаком выступает миниатюрная горелка, рассчитанная на резку металла толщиной до 10-20 (мм).
Все компоненты набора собраны в специальной корзинке, которую легко транспортировать и просто хранить.
Портативные газовые резаки полупрофессионального типа используются в тех случаях, когда мастер часто сталкивается с необходимостью непродолжительной резки металла в трубнодоступных местах.
Ярким примером использование такой техники является работа на высоте, при резке металлоконструкций на фасадной части здания.
Существуют и совсем мини-резаки. Подобный комплект обычно умещается в кейс среднего размера. Габариты полупрофессионального набора газовой резки определяются лишь вместительностью баллонов.
Ключевыми преимуществами портативных полупрофессиональных резаков можно считать:
- Повышенная производительность
- Компактные габариты и легкий вес
Это достаточно мощные резаки, которыми можно обработать любой прокат начального и среднего типовых размеров.
Если заменить резак на горелку, то оборудование можно использовать для горячего монтажа гидроизоляции и многих других работ.
Миниатюрные резаки полупрофессионального класса имеют и ряд недостатков:
- Повышенная цена
- Небольшой рабочий ресурс резака
- Необходимость частой заправки баллонов
Полупрофессиональные миниатюрные резаки физически не приспособлены для продолжительной непрерывной работы. При выполнении большого объема резки быстро прогорит сопло.
Касательно заправки газовых баллонов, пополнять ресурс баллонов можно либо на АЗС и аналогичных сервисах по обслуживанию газовых установок, либо от баллонов традиционного размера. В случае заправки маленьких баллонов от больших, следует использовать специальный заправочный клапан.
Одной полной заправки компактных баллонов обычно хватает на несколько часов работы с перекурами.
Как хранить и транспортировать комплект миниатюрного портативного резака
Если говорить за бытовые резаки, которые комплектуются маленькими одноразовыми баллончиками, к ним не предъявляется особых требований. Главное не держать баллон вблизи открытого огня. Нельзя хранить баллон и под прямыми лучами Солнца.
Транспортировать, как и хранить, бытовой резак лучше всего в разобранном виде. То есть горелку нужно снять с баллончика. Головку баллончика, где расположена цанга, следует прикрыть защитной крышкой.
При продолжительном хранении бытового портативного газового резака для баллончика следует выбрать такое место, чтобы рядом не было горючих материалов. Обычно маленькие одноразовые баллончики хранят в металлическом шкафу, где нечему гореть.
Немного более жесткие требования предъявляются к мини-резакам с компактными перезаправляемыми баллонами. Разумеется, баллоны объемом 5 литров или даже менее того особой опасности не представляют. Но для хранения таких баллонов требуется место вдали от жилых построек. Учитывая маленький объем баллонов их можно хранить в гараже, лучше всего в погребе или смотровой яме.
Если говорить конкретно за кислородный баллон, то пользователю следует позаботиться, чтобы баллон не контактировал с маслом или промасленными вещами. При взаимодействии с маслом кислород взрывается! Если в гараже хранится авто, мотоцикл или любая другая техника, потребляющая смазку, лучше всего перенести кислородный баллон в другое место.
Виды газовых резаков и как пользоваться резаком пропан+кислород
Для демонтажа металлоконструкций, раскроя любого вида проката перед механической обработкой или сваркой необходима резка металла. И если лист или профиль небольшой толщины можно разрезать механическим инструментом (с ручным, электрическим или гидравлическим приводом). То для работы с металлическими заготовками большой толщины нужен газовый резак, или на профессиональном сленге — автоген.
Конструкции разных моделей такого устройства могут лишь отличаться размерами или некоторыми деталями, но принцип работы у всех одинаковый.
Принцип действия и виды
Независимо от размеров автогена и вида разогревающей газовой смеси резка происходит за счет сгорания метала в струе чистого кислорода, нагнетаемого через сопло головки в рабочую зону.

Основное и принципиальное условие газовой резки — температура горения должна быть меньше температуры плавления. Иначе металл, не успев начать гореть, будет плавиться и стекать. Этому условию соответствуют низкоуглеродистые стали, а цветные металлы и чугун — нет.
Большинство легированных сталей также не поддаются газовой резке — есть ограничения по максимально допустимым дозам легирующих элементов, углерода и примесей, при превышении которых процесс горения металла в кислороде становится нестабильным или вообще прерывается.
Сам процесс резки можно разложить на две фазы:
- Разогрев ограниченной зоны детали до температуры, при которой металл начинает гореть. А для того, чтобы получить факел разогревающего пламени, часть технического кислорода в определенной пропорции смешивают с горючим газом.
- Сгорание (окисление) разогретого металла в струе кислорода и удаление продуктов горения из зоны реза.
Если рассматривать классификацию только ручных резаков, то принципиальное значение имеют следующие признаки:
- вид горючего, мощность и способ получения смеси газов для разогревающего пламени;
- классификация по виду горючего газа: ацетилен, пропан-бутан, метан, универсальный, МАФ.
Керосинорезы и бензорезы хоть и имеют то же назначение относятся к жидкотопливным резакам.
- По мощности: малая (резка металла толщиной от 3 до 100 мм) — маркировка Р1, средняя (до 200 мм) — Р2, высокая (до 300 мм) — Р3. Есть образцы с повышенной толщиной резки — до 500 мм.
- По способу получения горючего газа: инжекторные и безинжекторные.
И если первый признак влияет лишь на температуру разогревающего пламени, а мощность — на предельную толщину металла, то третий признак определяется конструкцией резака.
Конструкция
1. Инжекторный или двухтрубный, газовый резак — это наиболее распространенный тип конструкции. Технический кислород в резаке разделяется на два потока.
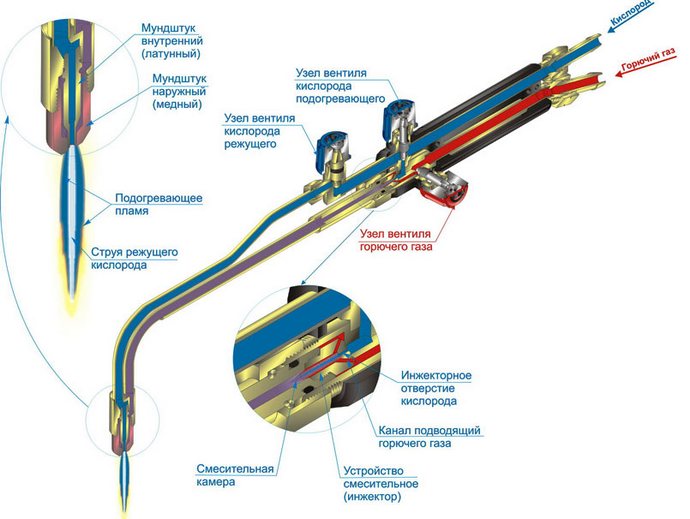
Часть потока по верхней трубке движется в головку наконечника и с высокой скоростью выходит через центральное сопло внутреннего мундштука. Эта часть конструкции отвечает за режущую фазу процесса. Регулировочный вентиль или рычажный клапан вынесен за пределы корпуса.
Другая часть поступает в инжектор. Принцип работы которого заключается в том, что инжектируемый газ (кислород), выходя в камеру смешения под высоким давлением и с высокой скоростью, создает там зону разрежения и через периферийные отверстия втягивает горючий (эжектируемый) газ. Благодаря смешению, происходит выравнивание скоростей, и на выходе камеры образуется поток смеси газов со скоростью ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
Далее смесь газов движется по нижней трубке в головку наконечника, выходит через сопла между внутренним и внешним мундштуком, и формирует факел разогревающего пламени. Каждый канал имеет свой вентиль на корпусе, которым регулируют подачу кислорода и горючего газа в инжектор.
2. Безинжекторный, или трехтрубный резак имеет более сложную конструкцию — оба кислородных потока и газ поступают к головке по отдельным трубкам.
Смешение подогревающей смеси происходит внутри головки. Но именно отсутствие камеры смешения обеспечивает более высокий уровень безопасности, не создает условий для «обратного удара» (распространению горящих газов в каналах резака и трубах в обратном направлении).
Помимо более сложной конструкции и высокой цены, недостатком трехтрубного газового резака считается то, что для его стабильной работы необходимо более высокое давление горючего газа (здесь нет эффекта эжекции и увеличения скорости потока).
Размеры и вес
Размеры ручного инжекторного газового резака оговорены стандартом ГОСТ 5191-79 и зависят от его мощности:
- у Р1 — до 500 мм;
- у Р2 и Р3 они лежат в пределах 580 мм. Но выпускают и «удлиненные» модели для работы в особых условиях.
Есть ограничения по весу для каждой категории мощности: 1.0 и 1.3 кг соответственно для Р1 и Р2/Р3.
Этот же ГОСТ определяет, что тип Р3 — это резак кислородно-пропановый, а Р1 и Р2 могут работать на любом виде горючего газа.
Есть отдельная категория ручного инжекторного инструмента для кислородной резки — вставные резаки, которые имеют маркировку РВ.

По ГОСТу их определяют как наконечники для резки к сварочной горелке. Отличие конструкции в том, что разделение кислорода и смешение горючей смеси происходит в наконечнике, а он имеет гораздо меньшие размеры и вес, чем резак. Так вес РВ1 имеет верхнюю границу в 0.6 кг, а РВ2 и РВ3 — 0.7 кг.
Но вряд ли можно назвать такой газовый резак по металлу компактным — в рабочем положении в сборе с корпусом от горелки его размеры и вес будут не меньше, чем у специализированного инструмента. Преимущество лишь в том, что можно купить горелку в комплекте с наконечниками разных типов (сварки и резки), а весь комплект будет помещаться в небольшом кейсе. Или приобрести к уже имеющейся горелке вставной резак.
Но и тут есть один нюанс. Пропан стоит намного дешевле ацетилена. Поэтому стоимость эксплуатации ацетиленового резака будет существенно выше, чем кислородно-пропанового. А для сварки металла лучше ацетиленовая горелка, у которой температура пламени выше на 300-400 чем у кислородно-пропановой (у чисто пропановой горелки температура меньше 2000C).
Компактность же всего «поста» для ручной газовой резки может быть обеспечена лишь за счет емкости баллонов с газами.
Портативные газовые резаки
В последнее время можно увидеть предложения по продаже портативных газовых резаков, которые представляют собой насадку к небольшому цанговому баллону с газом.
Но хоть их позиционируют как резаки, по сути это горелки. Температура факела большинства из них не превышает 1300C. Хотя есть «профессиональные» цанговые портативные резаки с температурой факела 2000—2500C (например, Kovea KT-2610 при работе с газовой смесью MAPP US), а это уже близко к температуре разогревающего пламени кислородно-пропанового резака — 2700—2800C.

Но в любом случае для создания условий «горения» стали нет главного режущего компонента — струи кислорода, благодаря которому и происходит окисление металла.
Портативными резаками можно резать легкоплавкие металлы и сплавы: олово, алюминий, латунь, бронзу, медь. Но и для них речь идет не о резке, а о плавке. Поэтому их чаще используют, чтобы запаять или сварить небольшие детали из цветных металлов (например, при ремонте кондиционеров и холодильников), а резать можно ручным электрическим инструментом.
На что обратить внимание при выборе газового резака
Если «идти» от шлангов к головке важно следующее:
- ниппели из латуни служат дольше, чем алюминиевые;
- материал рукоятки должен быть алюминиевым, пластиковые накладки менее долговечны и могут «поплыть»;
- вентили должны вращаться с небольшим усилием;
- рекомендованный диаметр рукоятки вентиля режущего кислорода — не менее 40 мм;
- рычажные модели более удобны в эксплуатации и позволяют экономить газ;
- шпиндели вентилей: из нержавейки — самые надежные (до 15000 циклов), из латуни — быстро выходят из строя (около 500 циклов), комбинированные — имеют «средние» показатели;
- материал корпуса и трубок — нержавейка, латунь, медь;
- у ацетиленовых резаков детали, соприкасающиеся с горючим газом до камеры смешения, не должны быть изготовлены из меди или сплавов с ее содержанием выше 65%;
- разборная конструкция позволяет ремонтировать резак, проводить чистку инжекторного узла, трубок наконечника;
- наружный мундштук только из меди;
- внутренний мундштук ацетиленового резака — медь, кислородно-пропанового — может быть сделан из латуни;
- к выбранной модели у продавца должны быть в ассортименте запасные части и расходные детали.
Как пользоваться кислородно-пропановым резаком
- работа с резаком должна проходить в маске сварщика (или специальных очках);
- рекомендованы одежда и рабочие перчатки с огнеупорными (негорючими) свойствами;
- пламя автогена должно смотреть в сторону по отношению к подводящим шлангам, а шланги не должны мешать работе резчика;
- баллоны с газом располагают не ближе пяти метров к месту работы;
- резку металла проводят либо на открытом воздухе, либо в хорошо проветриваемом помещении.
После длительного перерыва или при первом запуске нового инжекторного резака надо убедиться, что каналы «чистые» и кислород в инжекторе создает необходимый уровень разрежения для подсоса горючего газа.
Вначале при закрытых вентилях на резаке и на баллонах с резака снимают шланг с пропаном. Затем на баллоне с кислородом устанавливают рабочее давление и открывают на резаке вентиль подогревающего кислорода и газа. Проверку работоспособности инжектора проверяют приложив палец к ниппелю горючего газа — должно ощущаться всасывание воздуха в отверстие ниппеля.

После этого кислород закрывают и подключают к резаку шланг с пропаном.
Последовательность операций при работе с резаком:
- выставляют на баллоне с кислородом рабочее давление;
- выставляют на баллоне с пропаном рабочее давление (приблизительно в 10 раз меньше, чем давление кислорода для двухтрубного резака или в 5 раз — для трехтрубного);
- приоткрывают вентиль подогревающего кислорода и газа, зажигают горючий газ и вентилями формируют необходимый для работы факел разогревающего пламени;
- резак готов к работе и резка металла проходит при открытом вентиле режущего кислорода.
Гасят резак в следующей последовательности:
- закрывают вентиль режущего кислорода;
- перекрывают вентили разогревающего пламени — первым горючий газ, затем кислород;
- перекрывают вентили на баллонах;
- сбрасывают газ из шлангов, поочередно открывая и закрывая на резаке оба вентиля разогревающей смеси.
Портативный газовый резак – устройство для автономной работы
Для получения отдельных фрагментов металлопроката нередко применяется гильотинная рубка, однако в быту для этой цели гораздо удобнее использование портативного газового резака, выполняющего разрез любой сложности.
1 Что такое газовые резаки, и какими они бывают?
От металлического листа, равно как и от стальной трубы (либо другого профиля), можно легко отделить любые части, используя обычное ножовочное полотно для пилы по металлу. Также относительно ровного среза можно достичь с помощью дуги электросварки, правда, при этом будет потрачен не один электрод. Поэтому правильнее всего иметь под рукой газовый резак, причем в быту наиболее удобен компактный вариант. Что же собой представляет это приспособление? Давайте рассмотрим подробно, с помощью чего может быть осуществлен раскрой стали и большинства цветных металлов.

Еще в далеком прошлом было замечено, что узконаправленный конус пламени имеет чрезвычайно высокую температуру и достаточное давление, чтобы под его воздействием в металле образовалось отверстие. Причем основную роль в резке играет вовсе не горючий газ или жидкое топливо, а кислород. Аппарат состоит из корпуса, внутри которого проходят каналы для кислорода и горючего газа (пропана, бутана, ацетилена либо водорода), а также из трубок подачи их к соплу. По сути, это две отдельные части – соединенные накидной гайкой рукоятка и наконечник. Каналы, проходящие внутри первой части, соединяются в начале насадки, в этом месте установлен эжектор или инжектор (смесительный узел), в зависимости от типа устройства.
Принцип действия следующий. В стволе, как правило, расположена смесительная трубка, куда кислород всасывает горючий газ. В безинжекторных моделях вещества поступают в дюзу через отдельные трубки, где смешиваются посредством небольших сопел внутри мундштука. Далее сильная струя кислорода, вырываясь из дюзы по одной щели, создает разреженную область перед форсункой, куда подается горючий газ через другое отверстие, образуя длинный узкий факел. За счет значительного давления в конусе металл быстро достигает температуры горения, которая обязательно должна быть ниже температуры плавления.

Однако все это общая информация, благодаря которой можно понять, что же собой представляет любой газовый резак. Нас же в первую очередь интересуют портативные модели. По большей части, при наличии кислородных баллонов и соответствующих каналов в аппарате, они представлены инжекторными вариантами. Но на сегодняшний день существуют и такие приспособления, как миниатюрный автономный газовый резак, некоторые разновидности которого могут не превышать по величине ладонь взрослого человека. Данные аппараты имеют либо встроенную камеру для нагнетания газа, либо подсоединяются к небольшому цанговому баллону емкостью до 0.5 литра. Розжиг у них может быть внешний, от спички, или собственный, с помощью пьезоэлемента.
2 Портативные переносные резаки с кислородным и пропановым баллонами
Многие имели возможность наблюдать работу газосварщиков, которые на тележке перевозят с места на место большие и неподъемные баллоны с кислородом и горючим газом. Чтобы получить хоть какую-то мобильность, через редуктор к такому баллону подключается длинный шланг, другой конец которого присоединен к торцу рукоятки резака. Неудобно и довольно тяжело орудовать таким аппаратом по большей части именно из-за длины шланга.

Другое дело – маленький переносной, инжекторного типа газовый резак. Он удобен тем, что его может перемещать с места на место 1 человек, даже поднимая при необходимости на значительную высоту. В комплект обязательно входит непосредственно газосварочная горелка либо резак, короткие шланги (до 5 метров), 2 баллона – под кислород на 5 литров и пропановый, емкость которого может быть 2, 3 или 5 литров.

Для переноски может быть использован пластиковый чемодан контейнерного типа, сумка из водонепроницаемой ткани с металлическими вставками или металлическая корзина. Такие комплекты обычно используются специалистами, занимающимися ремонтом кондиционеров и холодильников (для сварки и резки медных трубок), но найти ему применение можно и в быту. Пропановые баллоны могут заправляться и другими горючими газами, например – бутаном, либо МАФ, то есть смесью метилацетилена и пропадиена.
3 Приспособление с цанговым соединением – преимущества и недостатки
Даже при самом серьезном подходе к ведению загородного хозяйства необходимость в газовой сварке и, тем более, резке возникает довольно редко. Поэтому покупка профессионального оборудования многим кажется нецелесообразной, зачастую же владельцам дачных участков не хочется идти на большие траты. Многие отдают предпочтение дешевым и, на первый взгляд, весьма эффективным мини-резакам, среди которых наибольшей популярностью пользуется газовый цанговый аппарат.

Выглядит он, как насадка на баллон соответствующего типа, емкость которого может быть от 225 до 500 миллилитров. Зачастую такое приспособление снабжается широким раструбом, и тогда оно в большей степени выполняет функции мини-горелки, нежели резака по металлу. Однако, с учетом возможности регулировать интенсивность пламени, можно получить как факел в несколько десятков сантиметров, так и достаточно узкий конус.
В первом случае инструмент становится прекрасным средством для отогревания труб и автомобильных замков, замерзших в зимнюю стужу, а второй вариант может помочь в пайке при наличии припоя. Есть у данного мини-аппарата и недостатки. Первое, что многим покажется неудобным – это достаточно быстрый расход горючего газа, что при небольшой емкости может стать помехой в работе. Как правило, заявленная производителями средняя скорость выработки составляет 225 граммов горючего за час, что соответствует одному баллону самого маленького размера.

Если работы по металлу предстоит много, придется запастись изрядным количеством таких баллонов или покупать максимально большие емкости. Кроме того, отсутствие кислорода в струе не способствует большому давлению в конусе пламени, которое легко гаснет под порывами ветра. Впрочем, температура в нем может достигать 1300 градусов.
4 Маленький газовый резак, или горелка в кармане
Очень интересен для многих вариант, представляющий собой, по сути, зажигалку с дюзой газового резака в верхней части. Правда, по размерам резервуар устройства значительно больше, и эффективность конуса пламени намного выше. Многие держали в руках достаточно дорогие пьезозажигалки с турбонаддувом, у которых огонь не гаснет под порывами ветра за счет значительного ускорения в сопле турбины и формирования факела в специальной насадке.

Однако почти всегда при длительном горении верхняя часть этого заменителя спичек сильно разогревается, и пластмассовые детали в большинстве случаев начинают плавиться.

К недостаткам данного устройства можно отнести тот факт, что при высокой температуре в конусе пламени (1300 градусов) длина факела, как правило, незначительна. Здесь, как и в предыдущем типе резака, рассмотренном нами выше, сказывается отсутствие подачи кислорода. Поэтому перед дюзой отсутствует разреженная область, и давление конуса остается незначительным, а потому – недостаточным для работы со сталью. Подобные карманные мини-горелки чаще всего используются для розжига угля в мангале на даче, также им находят применение ювелиры и все те же мастера по ремонту кондиционеров с холодильниками.
5 Резак вместо паяльника – плавим олово и медь
Если взять стандартный резак в комплекте с кислородным и пропановым баллонами, все, что с его помощью можно будет сделать – это раскроить лист металла, либо, наоборот, сварить несколько стальных деталей. Однако о тонкой пайке не может быть и речи, равно как и о точечной сварке мелких деталей. Впрочем, сегодня существуют мини-резаки, с помощью которых выполняется поистине ювелирная работа по металлу.

В частности, особо миниатюрные, больше напоминающие массивную перьевую ручку весом не более 60 граммов. Они делятся на 2 типа: со встроенным резервуаром и подсоединяемые к цанговому баллону гибким коротким шлангом. При этом оба варианта обеспечивают максимальную свободу движения руке, удерживающей приспособление. Первый тип, со встроенной камерой для газа, дает больше мобильности, если приходится часто передвигаться во время работы, поскольку отсутствует привязка к баллону посредством шланга.
Однако достоинство оборачивается недостатком, если вас ожидает большой фронт деятельности, поскольку запас горючего газа в резервуаре рассчитан только на 15 минут непрерывного горения факела. В этом отношении постоянное подключение мини-резака к баллону удобнее, особенно если взять самую большую цанговую емкость на 0.5 литра. Однако если понадобится переместиться, баллон придется переносить с места на место.

Портативный газовый мини-резак обычно имеет 2 режима для работы по металлу. Через стандартное сопло он выдает достаточно широкий конус пламени длиной до 4 сантиметров, а при установке специальной насадки получается короткий игольчатый факел высокой интенсивности. Первый режим удобен для плавки олова и меди, а также для пайки металлических деталей, а второй вариант идеален для точечного спаивания мелких заготовок и для работы с радиоплатами. Температура в конусе пламени, как и у прочих мини-резаков, достигает 1300 градусов, но при этом для резки стали приспособление не подходит за недостатком мощности. Расход у такого газового паяльника всего 12 граммов в час.
Газовый резак – как просто и быстро разрезать металл?
Газовый резак представляет собой специальный ручной агрегат, который разрезает металлические изделия посредством их нагрева до высоких температур. В быту такое приспособление нередко называют автогеном или газовой горелкой.
1 Какими бывают агрегаты для резки металла?
По назначению автогены принято подразделять на специальные и универсальные, которые могут быть безэжекторными и эжекторными, в зависимости от того, каким образом в них происходит смешивание кислорода и горючего газа.
По способу разрезания изделий любой газовый резак по металлу (видео функционирования каждого из них имеется на нашем сайте) можно причислить к одному из следующих видов: для копьевой, поверхностной, разделительной либо кислородно-флюсовой обработки. Главное же подразделение описываемого ручного оборудования производится по типу горючей смеси, используемой для его работы.

Согласно такой классификации, горелки бывают:
- Кислородными: эжекторные установки, в которых горящая струя формируется кислородом.
- Керосиновыми: функционируют на керосине, их обычно применяют для разрезания заготовок толщиной не более 20 сантиметров из углеродистых сталей.
- Пропановыми: идеальные приспособления для резки изделий из цветных и черных металлов (например, чугунных труб) разного состава. Пропановый газовый резак в среде профессионалов считается самым безопасным и надежным. При этом он обеспечивает отличную эффективность и производительность выполнения работ (достаточно посмотреть видео их эксплуатации, чтобы убедиться в этом).
- Ацетиленовыми: горелки для обработки деталей и листов большой толщины. Подобные приспособления применяются при популярной газокислородной резке. Они в обязательном порядке снабжаются отдельным вентилем, с помощью коего выполняется регулировка скорости и мощности подачи кислорода в рабочую зону.

Наиболее востребованными являются универсальные агрегаты, оснащаемые эжектором. Под таковым понимают устройство, которое обеспечивает использование горючего газа при заданных условиях в интервале давления от 0,03 до 1,5 кгс/квадратный сантиметр. Универсальный газовый резак по металлу способен выполнять разрезание изделий во всех направлениях, он максимально прост (смотрите видео далее) и удобен в эксплуатации, имеет небольшой вес. Еще одно его достоинство заключается в возможности резки металла толщиной от 3 до 300 миллиметров.
2 Как устроен и как функционирует резак?
Суть операции обработки металлических листов и изделий при помощи автогена состоит в том, что металл сгорает в кислороде (в химически чистой струе этого элемента), а затем кислородный поток путем выдува осуществляет удаление образующихся окисленных продуктов. Для работы резака требуется кислород (именно его струя разрезает детали) и газ-подогреватель (обычно – ацетилен или пропан).
Устройство современной газовой горелки достаточно простое. На фото вы можете увидеть, что состоит она из двух основных частей – наконечника и ствола.

Ствол крепится накидной гайкой к корпусу резака и включает в себя следующие элементы:
- эжектор;
- входы с ниппелями, которые необходимы для подключения к агрегату кислородного и газового рукавов;
- дюзы;
- смесительную камеру;
- вентили (размещаются на корпусе), с помощью которых выполняется контроль подачи газов и кислорода в зону выполнения работ.
Устройство разных резаков может иметь свои особенности, но в целом все они имеют указанную конструкцию. Функционируют газовые горелки для резки металлических заготовок также по одной схеме. Кислород подается на агрегат через шланг с ниппелями либо через редуктор и расходится по двум разным каналам. Одна часть кислорода направляется в трубку, где происходит формирование режущего потока (для этого в конструкции резака предусмотрен основной канал внутреннего мундштука).

Вторая часть поступает в эжектор, откуда струя выходит с высокой скоростью, что позволяет образовать требуемый уровень разрежения. Горючая композиция получается в смесительном отделе горелки (на видео хорошо видна эта часть агрегата) за счет соединения газа и кислорода. Эта самая смесь затем формирует подогревающее пламя, просачиваясь между внутренним и наружным мундштуком.
При эксплуатации газовой горелки быстрее всего изнашивается сопло и мундштуки. Увеличить срок их службы можно путем регулярного очищения при помощи прутков из мягкой меди каналов сопла. Кроме того, следует грамотно подбирать соотношение толщины заготовки и величины давления подачи горючей смеси.
3 Особенности настройки и использования газовой горелки
Перед началом эксплуатации резака рекомендуется изучить видео-инструкцию по его применению (если таковая имеется), четко уяснить для себя устройство агрегата, а затем выполнить проверку правильности подключения и фиксации всех составляющих режущего оборудования. Шланг, по которому подается горючий газ, подключается к штуцеру с левой резьбой, а для подсоединения шланга с кислородом предназначен праворезьбовой штуцер.
Автоген для резки металла располагает специальными сальниковыми уплотнителями, которые выполнены из резины. Перед использованием резака желательно обработать их обычным глицерином либо специальным смазочным составом. Также перед началом применения аппарата нужно выполнять подтяжку всех имеющихся в его конструкции соединений резьбового типа и проверить их на герметичность. Это позволит исключить опасность утечки газа при эксплуатации резака.
Розжиг автогена осуществляется по четкой схеме. Сначала открывают на несколько оборотов вентиль подогрева струи кислорода, после чего формируют необходимую степень разрежения газа в каналах устройства. Теперь можно открывать газовый вентиль и производить зажигание горючей композиции. После всех этих операций выполняется регулировка (при помощи все тех же вентилей) пламени для резки материала. Наглядно вся процедура розжига резака показана на видео.

Сам процесс резки происходит следующим образом:
- подогревающим пламенем выполняется нагрев металлической заготовки (операция длится до тех пор, пока металл не обретет соломенный оттенок);
- открывается кислородный вентиль и осуществляется процедура разрезания изделия;
- нагрев мундштука (он неизбежен при резке) регулируется посредством снижения интенсивности пламени, используемого для подогрева металла, а вот чрезмерный нагрев наконечника нивелируют путем подачи на него холодной воды.
Пламя горелки гасится по такой схеме: сначала закручивают газовый вентиль, а после этого – кислородный. Резку металлических и стальных заготовок автогеном желательно выполнять на открытом воздухе. Если операция производится в помещении, требуется позаботиться о том, чтобы оно хорошо проветривалось. Резку нельзя выполнять тогда, когда дистанция между баллонами с газом и агрегатом составляет менее пяти метров.
Обработка металла резаком должна осуществляться в маске сварщика и специальных очках. Кроме того, рекомендуется надевать одежду с высокими огнеупорными характеристиками. Специалисты советуют гасить пламя и закручивать вентили, когда делается перерыв в работе (даже если такой перерыв по времени является совсем незначительным).

И последний совет для тех, кто использует ручной резак для работы с металлом. Всегда следите за тем, чтобы пламя автогена "смотрело" в сторону, которая является обратной по отношению к источнику горючей смеси. При этом шланги для подачи газа и кислорода желательно размещать сбоку так, чтобы они не мешали человеку производить резку.
Автоген. Как разрезать металл газом?


Проведение газовой резки или газосварочных работ требует не только тщательного соблюдения техники безопасности, но и специализированного оборудования: автоген, называемый в обиходе также газовой горелкой или газовым резаком, поможет выполнить работы различной сложности быстро, качественно, профессионально. В статье вы узнаете о принципе работы и классификации этого инструмента.
Газовая резка с использованием автогена – это весьма распространённая процедура, которая основана на свойстве металла нагреваться под воздействием высоких температур, что позволяет в дальнейшем легко его разрезать в нужном направлении. Основными сферами применения автогенов являются монтажные и строительные работы – как профессиональные (промышленные), так и бытовые; для выполнения сварки помимо автогена необходим присадочный пруток.
Как устроен автоген?
Технический прогресс несколько изменил конструкцию автогена, в которую первоначально входила газовая горелка, кислородный баллон, ацетиленовый генератор и соединительные шланги, контроль и понижение давления кислорода выполнялось редуктором с манометром. Со временем для большего удобства ацетиленовый генератор с автоматическим поддержанием давления газа был заменён на баллон с ацетиленом, а вот название «автоген», вероятно произошедшее от сочетания слов «автоматический генератор», прижилось и повсеместно используется мастерами.
Принцип действия автогена основан на свойстве металла сгорать в химически чистом кислороде, а потому есть два ключевых момента, которые необходимы при работе резака: непосредственно режущая струя чистого кислорода и подогревающий газ (как правило, ацетилен или пропан). Конструкция современного автогена достаточно проста и представляет собой взаимодействие двух базовых функциональных частей:
- наконечник для подачи струи режущего пламени, имеющий внутренний и внешний мундштуки, объединённые соплом дюзы;
- ствол с соединяющей газ и кислород камерой и размещёнными на корпусе вентилями для подключения шлангов к кислородному и газовому агрегатам и регулировкой объёма подачи газа, скорости и напора кислородной струи.

Пониженное давление (требуемый уровень разряженности кислорода) формируется за счёт инжекторного ствола, куда частично подаётся кислород и откуда струя в канал мундштука выходит с высокой скоростью. Другим направлением движения кислорода станет основной канал внутреннего мундштука, которым формируется режущая струя. Смесительный отдел автогена необходим для соединения в нём газовой составляющей (ацетилен или пропан) и кислородной – в дальнейшем эта смесь станет подогревающим пламенем, подаваемым между внутренним и внешним мундштуком наконечника. Крепление наконечника к стволу осуществляется обыкновенной накидной гайкой.
Конструктивно модели различных резаков разных производителей могут иметь некоторые нюансы, но в целом конфигурации и принцип действия достаточно традиционны – изменения в конструкции большей частью несут удобства в использовании и большую безопасность работ. Современная газовая резка или сварка уже немыслимы без этих инструментов.

Автоген для резки/сварки металла: классификация
Весь имеющийся в специализированных магазинах ассортимент автогенов по различным критериям подразделяется:
- по предназначению: на специальные (для особого рода специфических работ) и универсальные, подходящие для большинства газорежущих и сварочных работ. Снабжённые инжектором универсальные горелки просты и удобны в эксплуатации, отличаются незначительным весом, при этом способны разрезать заготовку толщиной 3…300 мм по всем направлениям.
Тип горючей смеси формирует свою классификацию:
- в весьма бюджетных кислородных автогенах формирование горящей струи происходит кислородом;
- керосиновые работают на керосиновых парах и обыкновенно применяются для резки заготовок из углеродистой стали толщиной до 200 мм. Достаточно сложная конструкция такого автогена делает его практически неприменимым для мелких бытовых работ – керосиновые автоген, как правило, используется в угольной и горнодобывающей промышленности (в силу высокой взрывоопасности пропановые/ацетиленовые автогены в этих отраслях обычно не применяются);

- считающиеся наиболее надёжными и безопасными, эффективные и производительные пропановые автогены используются для резки чёрных и цветных металлов – чаще всего для чугунных батарей, труб и т.д.;
- ацетиленовые автогены станут самым удачным выбором при обработке заготовок или элементов значительной толщины – свойства ацетиленовой горючей смеси позволяют создать пламя максимальной температуры: даже компактный по своей конструкции инструмент будет удобен и эффективен при работе с массивными деталями и заготовками;
- по конструкции и способу смешивания кислородной и горючей составляющей автогены делятся на инжекторные и безинжекторные;
- по способу резки металла: на автогены разделительной, копьевой, поверхностной или кислородно-флюсовой обработки (для высокохромистых, высоколегированных сталей).
Какой бы автоген ни был выбран мастером, важно, чтобы он был эффективен и производителен, и соответствовал характеру работы и свойствам элементов, предназначенных для резки или сварки.
Мини-резак
Ручной автоген обычно и так невелик по размерам — его ещё более миниатюрная по габаритам разновидность называется мини-резак. К основным характеристикам такого инструмента следует отнести уверенный напор пламени и достаточный по объёму газовый резервуар, позволяющие использовать устройство даже в ветреную погоду. При эксплуатации следует учесть, что мини—автоген не рассчитан на длительное непрерывное использование: высокие температуры способны расплавить корпус инструмента без возможности ремонта или замены повреждённых деталей. Впрочем, время использования ограничено объёмом газового резервуара: зажигалка-автоген должна периодически заправляться, и для этого пригодится обычный цанговый баллон.
В отличие от удобных и эффективных современных ручных моделей (в том числе и достаточно дорогого автогена с пьезоподжигом, включаемого нажатием лишь одной кнопки) мини-резаки характеризуются невысокой стоимостью, а потому доступны буквально всем не только профессиональным, но и домашним мастерам.
Основными сферами использования такого автогена являются бытовые работы, требующие резки или сварки металлических элементов: ремонт кондиционеров, автомобилей, велосипедов, холодильников и т. д. К минусам инструмента можно отнести небольшую длину режущего пламени, что несколько ограничивает работу такого прибора с некоторыми типами металлов.

Эксплуатация автогена и особенности его использования
Последовательность работы с автогеном можно представить следующими шагами:
- Изучение устройства и принципов работы конкретной модели, проверка правильного расположения частей автогена, подключение шлангов подачи горючего газа и кислорода.
- Специальные сальниковые уплотнители из резины обрабатываются глицерином или предусмотренной для этого смазкой. Важно, чтобы соединения составляющих частей автогена резьбового типа были герметичны, — это минимизирует риск утечки газа в процессе эксплуатации газового автогена.
- Путём подачи дозированной струи кислорода формируется разряженность газа в каналах инструмента.
- Открытие газового вентиля даст зажигание горючей смеси, которая разогревает металл до достаточной для разрезания температуры.
- Вентилями на каналах подачи кислорода и газа регулируется размер режущего пламени, интенсивность и температура горения в соответствии с материалами заготовки, её толщиной и т.д.
- В момент абсолютной готовности разогретого до нужной температуры металла для разрезания подаётся струя режущего кислорода, и деталь разрезается должным образом.
- Гашение пламени горелки осуществляется в обратном порядке – сначала закручивается вентиль газового канала, затем кислородного. При сильном нагревании наконечника (что вполне возможно при длительных работах) охлаждение осуществляется холодной водой.
В процессе эксплуатации, включения и отключения прибора, а также его хранения следует руководствоваться и строго соблюдать правила пожарной безопасности.
Обслуживание автогена
Грамотное использование и постэксплуатационное обслуживание не только сделают работы безопасными, но и существенно продлят срок службы автогена. Технологической особенностью автогена является быстрый износ сопла и мундштуков – внутреннего и внешнего, которые непосредственно подвергаются воздействию чистого кислорода и газа. Решением этой проблемы станет регулярное очищение каналов сопла мягким медным прутком подходящей длины, а приходящий с опытом и навыком работы грамотный и точный подбор соответствия толщины металлической заготовки и давления подаваемой режущей смеси не позволит использовать автоген, что называется, на износ.
Цены на автоген варьируются в широком стоимостном диапазоне: она формируется в зависимости от конструкции и типа инструмента, его характеристик, функционала, назначения (бытовые или промышленные работы), страны производителя и его «брендовости». Высококачественные и надёжные, с солидным гарантийным сроком модели газовых резаков, произведённые в Южной Корее или Америке, относятся к самым дорогостоящим.
Читайте также: