Минимальный отступ металла от вскрытия маски
Обновлено: 05.07.2024
Я пишу эту заметку с целью поделиться некоторым опытом, который, на мой взгляд, позволит упростить заинтересованному читателю последующие отладку и обслуживание разрабатываемого электронного изделия.
Тут не будет каких-то секретных знаний или откровений. Просто опишу ряд приёмов, помогающих сэкономить на отладке немного времени и еще чуточку собственных нервов. Всё это по отдельности, очевидно, можно найти в сети в том или ином виде.
Всё нижеизложенное - ни в коем случае не истина в последней инстанции, а всего лишь частное профессиональное мнение автора.
И ещё. Если вы признаёте только ЭПСН-40, твёрдую канифоль и паяльный жир, накладываете колбаски герметика руками и трассируете в спринтлэйауте, скорее всего некоторые советы и идеи вам не подойдут, так что смело пропускайте их мимо и не тратьте своё время и нервы на доказывание того, что и так всё работает.
На самом деле, по любому обозначенному ниже вопросу можно написать от целой статьи до монографии, я постараюсь ограничиться разумным минимумом. Пытливый читатель вполне сможет продолжить изыскания на интересующие темы самостоятельно.
Много часов спустя: пока я писал эту статью, понял, что всё одной простынёй будет, наверное, слишком утомительно и стоит всё же немного разбить то, о чём я хотел поведать.
Посадочные места и трёхмерные модели
В чём основная боль разработчика электроники? В основном в том, что даже если вы работаете по эджайл методологии (спринты, бэклоги и прочее), всё равно все ваши процессы сильно растянуты по времени и начинают напоминать водопад с точки зрения сложности исправления проблем. Не будем рассматривать очевидные проблемы с неправильной схемотехникой. Обратимся к базовой вещи.
А что является таковой для печатных плат?
Правильно. Посадочные места ЭРИ!
Прежде всего, забудьте про такую вещь, как чужие посадочные места из непонятной (или понятной) библиотеки из интернета. Только своё, только хардкор! Да, это сложно, особенно, когда проектирование электроники - не ваша основная область деятельности. Но если вы хотите делать действительно качественную электронику - начните делать футпринты самостоятельно. Так в них будут ваши и только ваши ошибки, а не чьи-то чужие. Это не так сложно, особенно если пользоваться адекватными генераторами. Например, с недостатками бесплатной версии PCB Library Expert вполне можно мириться. Зато вы получаете посадочные по IPC из коробки. Вместе с адекватными трёхмерками. При этом, создавая свою библиотеку ЭРИ, вам лучше заранее договориться, как будут называться файлы. Логично, если вы рисуете посадочные по IPC, и называть их так же по методологии IPC. Вы ведь в курсе (да?), что те же конденсаторы, одинаковые по размерам в плоскости, могут иметь совершенно разную высоту, и иногда это может иметь решающее значение.
RESC100X50X40L25N
Почему это так важно? Следование рекомендациям IPC позволяет в большинстве случаев получить гарантированно адекватную пайку (для многих стандартных корпусов). Потому что люди старались, вкладывали свой опыт и знания в информацию, которая содержится в IPC-7351B и прочих документах этой замечательной организации (долой почти два с половиной часа времени и мои уши слегка подвяли от акцента Роберта, но оно того стоит, рекомендую!). Сколько моих плат было спаяно что вручную, что на конвейере в печи оплавления - практически не было проблем. При этом посадочные по IPC вполне годятся и для ручной пайки. Может при помощи ЭПСН вы их и не спаяете (на самом деле, сильно зависит от жала), но каким-нибудь клоном серии T12 - запросто!
Есть еще распространенный вариант: рисовать посадочное место по рекомендации производителя. Я так поступаю, если корпус не принадлежит к каким-либо стандартным и для него нет адекватного генератора.
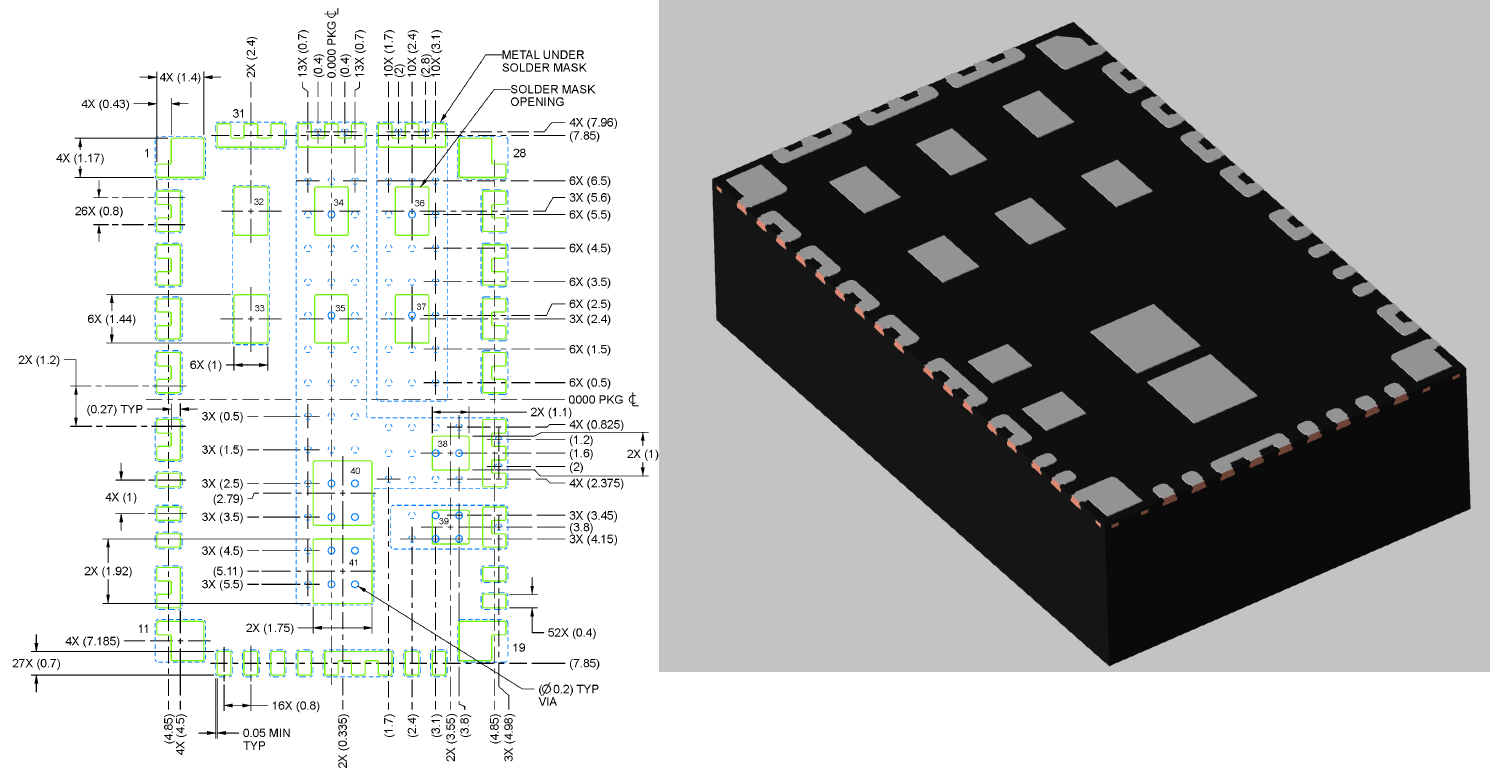
Типичный пример нестандартного трындеца от TI
Для совсем ленивых есть такие сервисы, как SnapEDA, Ultra Librarian и прочие, которые предоставляют вам услуги генерации посадочных мест, УГО и трёхмерок интересующих вас ЭРИ. Поскольку эти сервисы ориентированы на массовость экспорта, как правило, они не учитывают некоторых особенностей конкретных электрических САПР. Например, в SnapEDA невозможно выдать посадочные с площадками с закруглёнными углами. А переделывать сгенерированные из таких сервисов посадочные - то ещё удовольствие. Если берёте оттуда трёхмерки, обязательно проверяйте размеры. То же самое касается и 3D ContentCentral и GrabCAD. Сколько ни пытался оттуда что-то использовать в неизменном виде, всегда были расхождения по размерам.

Паяльная маска (слева) и импортированные из pdf контуры (справа)
Если производитель ЭРИ даёт в документации нормальный векторный чертёж своего изделия (вы же умеете на глаз отличать векторную картинку в pdf от растровой?), бывает чрезвычайно полезно перевести его в, например, dxf, который уже потом, как правило, можно импортировать в вашу любимую САПР, чтобы убедиться, что всё то, что вы понарисовали, соответствует действительности. Это альтернативный безбумажный (а не как советует замечательный Роберт) метод проверки адекватности вашего посадочного места. В комментариях к видео еще предлагают печатать для проверки не на бумаге, а на прозрачной плёнке, но это тоже такое себе. Что делать со статикой? Как быть, если компоненты ещё только в закупке и приедут недель через десять? В общем, спорно. Кстати, импортируя dxf, всегда хорошо проверять, а соответствуют ли расставленные размеры реальным (и дело не только в чудесных словах not to scale на чертеже из документации). Я так и не разобрался, откуда возникают ошибки в импортированных из pdf размерах, но это бывает. Поэтому проверяйте, проверяйте и еще раз проверяйте! На фото ниже дорогущий компас почему-то не работал. Интересно, почему?
Реальный косяк разработчика (выбран неправильный шаг площадок) с размерами из моей практики. И ведь было припаяно. Александр, если вы узнали свой дизайн, не обижайтесь, пожалуйста! И на старуху, как говорится
Зачем вообще заморачиваться с трёхмерками в библиотеке? Всё очень просто: чтобы облегчить себе и коллегам проектирование корпуса и вообще любой сопутствующей механики. Намного проще при создании компонента сразу привязывать к нему модель, чем после трассировки всей платы натужно сопоставлять примененные посадочные места с имеющимися моделями. И опять же, не ленитесь использовать конкретные трёхмерные модели, а не единый условный конденсатор "0603" на всю пассивку 0603. К тому же, многие производители предоставляют трёхмерки своих изделий, по которым в том числе можно проконтролировать адекватность создания посадочного места.
Почти все современные электрические САПР умеют в том или ином виде генерировать трёхмерку. Её бывает полезно показывать сборщику перед монтажом. Иногда одного взгляда на неё хватает, чтобы понять какие-то нюансы.
Некоторые считают следующий совет колхозом, но лично я ничего колхозного в этом не вижу: делайте разный шёлк для резисторов и конденсаторов. Разумеется, это касается SMD комплектующих.
Догадаетесь, где у этого источника питания резисторы обратной связи?
Не идеальная плата, но работает
Очевидно, что если на плате нет шёлка, то это не поможет. В основном такой шёлк полезен, когда осуществляется ручная пайка. Бывает, глаз монтажника замыливается, и площадки для установки путаются между собой. Или некоторые путают конденсаторы и резисторы (да-да, бывают и такие монтажники). На этапе отладки опытных образцов подобная маркировка существенно облегчает первичную диагностику сборки.
Ещё один совет по шёлку - старайтесь всегда и везде при необходимости расставлять дополнительный признак первого вывода. Будь это разъем, микросхема или транзистор, обозначение первого вывода всегда полезно. Причём, с годами я пришел к выводу, что наиболее удобным символом для этого является равносторонний треугольник, а не точка, плюсик или что там еще иногда рисуют.
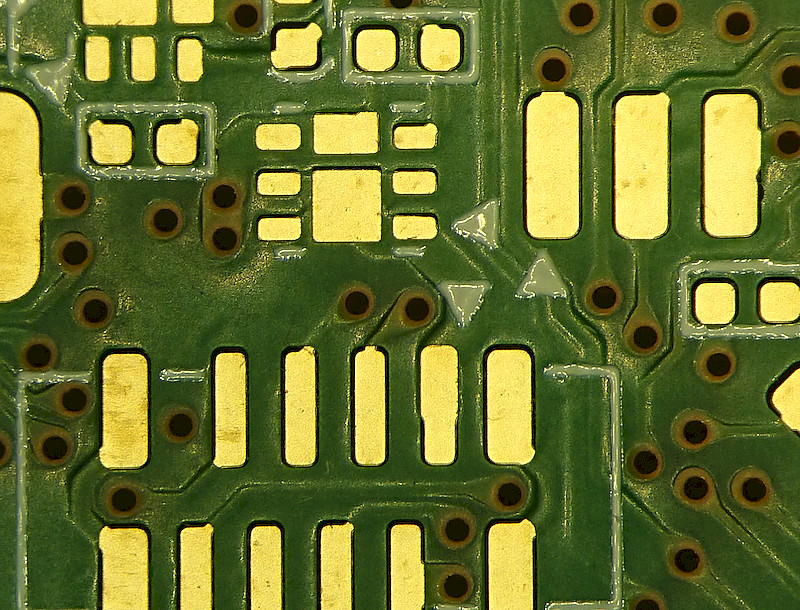
Шёлковые треугольники
Вполне очевидно из фотографии, где первый вывод у разъемов и транзистора. А если бы это были просто три точки? Ну. может быть и было бы понятно, но шёлк не всегда бывает хорошего качества и иногда намеренную точку можно спутать просто с условной кляксой.

opt3001
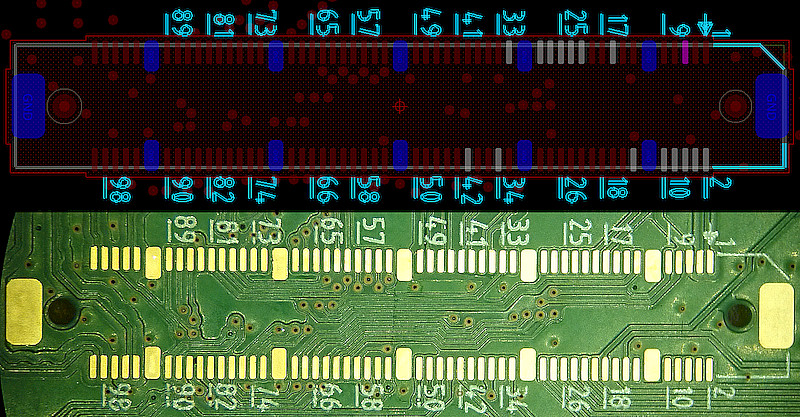
Что делать, когда шёлк нет смысла заказывать, а показать первый вывод хочется? А всё просто. Переносите треугольник в слой меди (или вскрытия маски). Разумеется, если окружающее пространство позволяет. Ещё один удобный приём, когда вы планируете заказывать шелкографию: рисуйте на многоногих разъемах не только первый вывод, но и с определённым шагом номера других выводов. При отладке устройства это очень облегчает тыканье осциллографом, поскольку вам не приходится вручную отсчитывать какой-нибудь семьдесят третий вывод от начала или считать, какой он там будет по порядку с конца, если в разъеме у вас 120 контактов.
Как было спроектировано и как получилось. Напаянное всё уже в работе, но смысл понятен Это разъем для UART. Сами разберётесь, почему земля в центре, а не сбоку?
Т.е. вам, практически, не требуется монтажная схема. Достаточно будет только электрической принципиальной с подписанными номерами контактов. Что делать со сквозными разъемами? Меня очень расстраивают печатные платы, на которых первый контакт в разъемах никак не обозначен отличающейся по форме медью. Ведь сразу очевидно, где тут первый контакт. Это бывает очень полезно при отладке в полях, когда плата установлена в корпусе, вы в форме буквы зю изогнулись со щупом осциллографа и еле подлезаете к разъему, а шёлк-то остался с другой стороны и вы, подсвечивая себе зиппой, думаете - а где же тут первый вывод в разъеме? С таким никогда не запутаетесь. Кстати, буду очень признателен, если кто-нибудь в комментариях объяснит мне смысл овально-вытянутых eagle-style площадок для выводных разъемов. Я вот как-то до сих пор этого не понимаю.
Порядок слоёв
Как было и как сделали
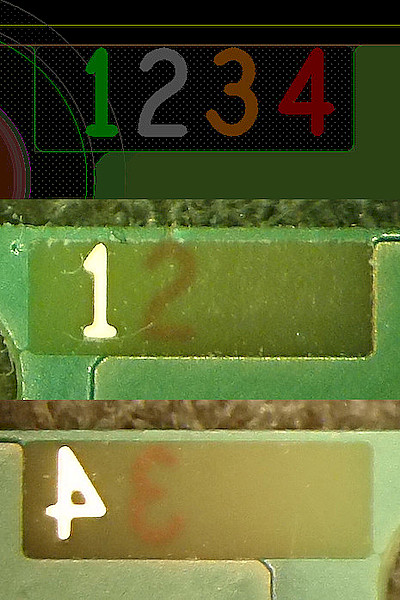
Вполне понятно, что если вы делаете двухслойку, то скорее всего герберы (я очень надеюсь, что в производство вы отдаёте герберы, а не проекты) имеют имена для меди вида TOP\BOT или Верх\Низ и тому подобное. А как убедиться, что вашу заметку о том, в каком порядке идёт медь, технолог прочитал? Или что банально слои не перепутали местами? У меня было несколько раз такое. Благодаря описанному ниже способу, завод без особых проблем и проволочек признавал брак и переделывал всё за свой счёт. Приём прост и эффективен. Добавляйте номера слоёв прямо в медь. Вот очередной пример слева. Вверху показано то, как это спроектировано, а далее вид сверху и снизу. Не забывайте делать вскрытие маски в месте размещения такой маркировки. При необходимости для просвечивания пользуйтесь фонариком. Да, разумеется, всё зависит от толщины слоёв диэлектрика, но, как правило, всё достаточно хорошо видно на четырёхслойках. На шестислойках просто с цифрами всё уже гораздо хуже. Что делать в таком случае? Лесенку. Типа вот такой:
И вот как это выглядит на реальной плате:
Очень рекомендую прочитать статью в блоге Altium и посмотреть видео из другой статьи. Сам пока что такие лесенки не делал, поскольку в основном всё, что делаю, - двухслойки и четырехслойки. Очевидный минус таких лесенок заключается в том, что многие производители крайне не любят фрезеровать медь той фрезой (тупится, видать, и задиры остаются), которой выгрызают контур печатной платы. И отдельно пишут о том, что между фрезеруемым контуром и ближайшей медью должно быть определённое минимальное расстояние. Но, полагаю, если обратить внимание технолога на то, что в проекте так специально заложено, никто особо возражать не будет.
Выравнивание
Хотя сам монтаж - это совсем отдельная тема, стоит упомянуть про вещь, которая может его немного облегчить.
В идеальном мире есть схемотехник, тополог, SI, PI и многие другие инженеры, которые по-хорошему должны работать над проектом. Но, жизнь часто вносит свои коррективы, и иногда паять, трассировать, моделировать и многое другое делать приходится самому (да-да, колхоз как он есть!). А когда в проекте есть ЭРИ, которые из-за размеров, веса или технологии пайки не смогут нормально гарантированно самоцентрироваться из-за поверхностного натяжения припоя, хочется изначально установить их максимально точно. Хорошо, когда есть специальный манипулятор для установки компонентов. А что делать, когда есть только пинцет, да и тот вовсе не вакуумный?
А есть вот такой приём:

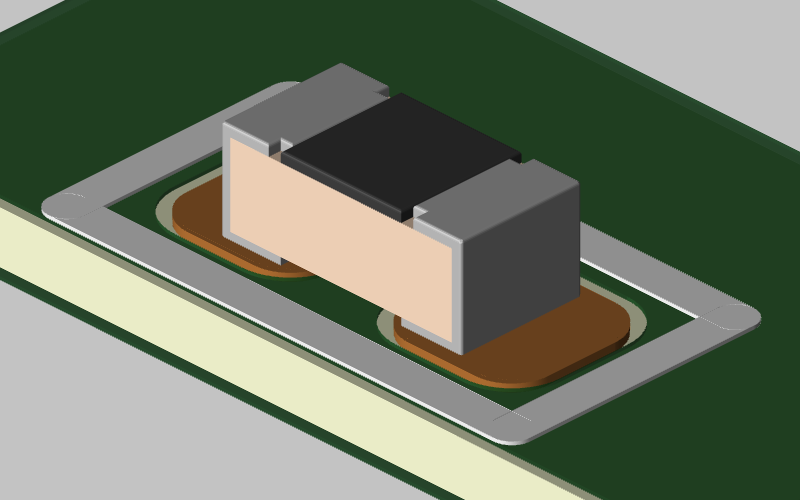
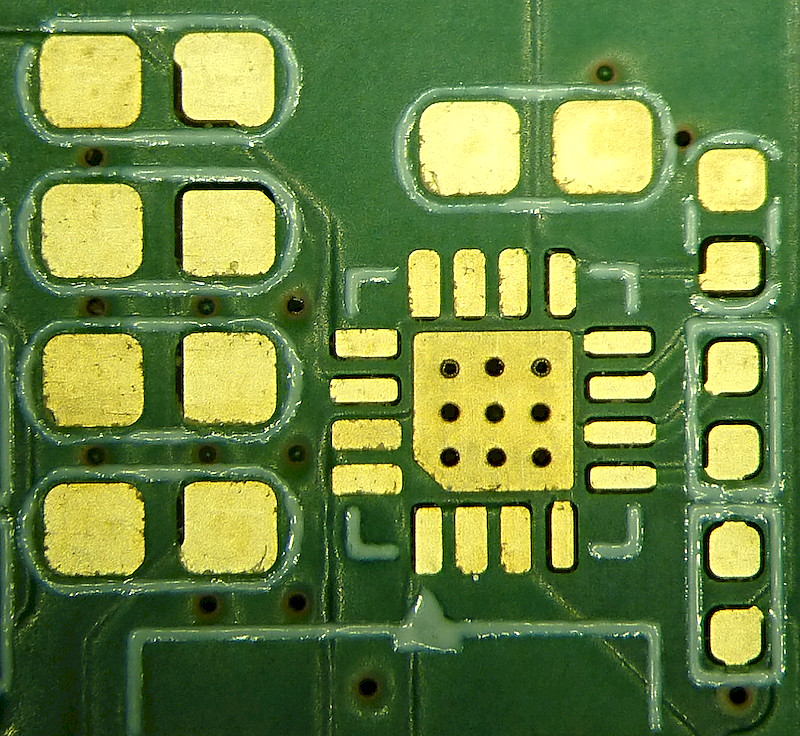
Вскрытие маски по углам под корпусом (слева), оно же с периметром корпуса (центр), как это выглядит в ортографической проекции в 3D (справа)
Идея очень проста: в углах компонента делаем вскрытие паяльной маски (если позволяет окружающая топология, очевидно). Ширины линии вскрытия в 0,15мм вполне достаточно. Поскольку точность совмещения при производстве печатной платы слоёв маски с медью существенно лучше точности совмещения меди и шёлка, то можно надеяться, что вскрытые уголки будут на своём месте. С шёлком такое иногда не прокатывает, особенно на многорядных BGA корпусах, когда сместил всё на 0.5мм и уже промахнулся на целый ряд. Очевидно, что надо понимать, для какого т.н. material condition вы делаете свои модели и посадочные места, для nominal или maximum (я всё делаю для nominal) и, соответственно, можно ожидать, что уголки будут работать не всегда идеально.
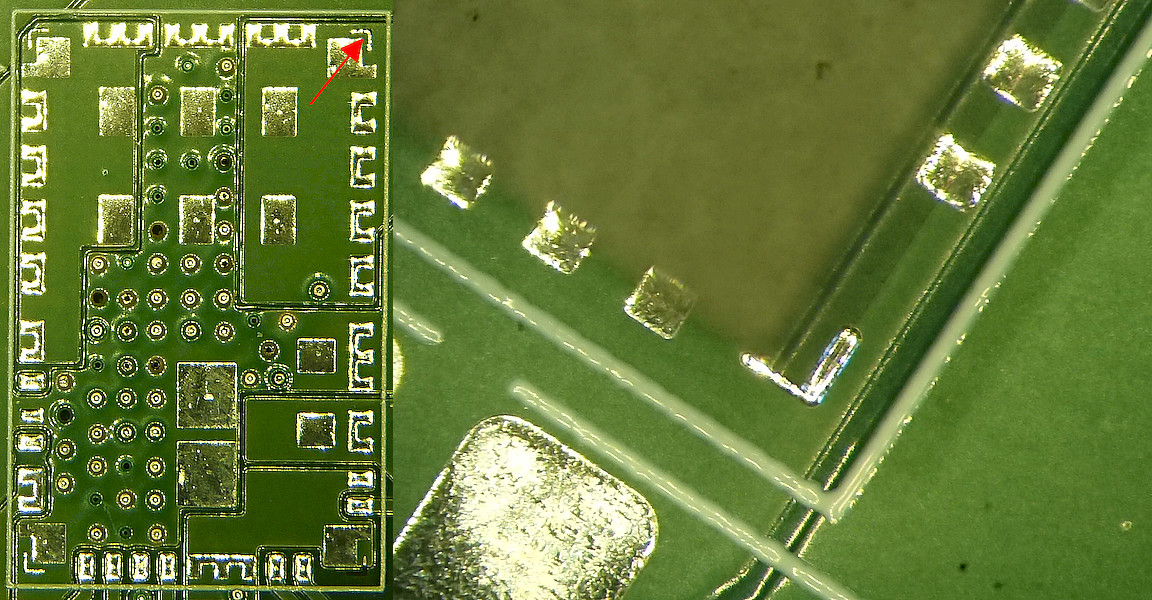
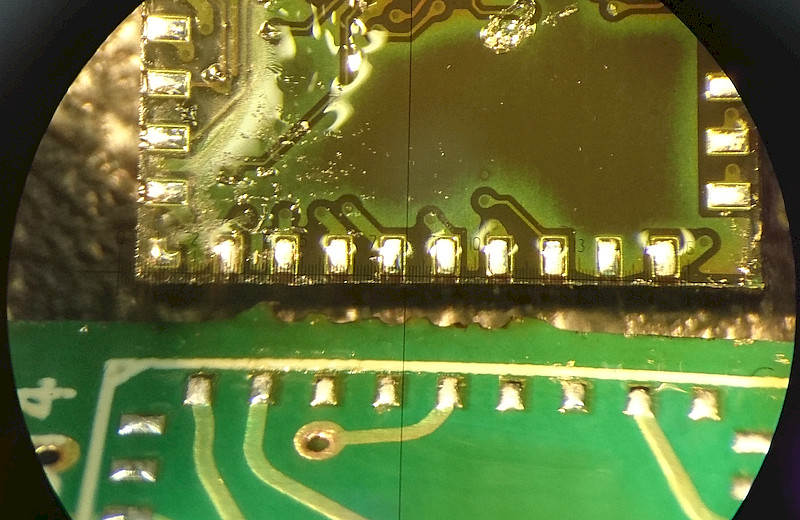
В жизни это выглядит примерно так. Мой микроскоп не делает ортографическую проекцию (странно, да?), поэтому показан только один угол
Как с этим работать в реальности? А очень просто. Вы нанесли пасту через трафарет (не экономьте на трафарете, кстати!) и начинаете расставлять комплектующие. Вместо того, чтобы с одного захода сразу опускать и придавливать компонент на пасту, аккуратно опускайте его на поверхность пасты и, обсматривая с углов, добивайтесь максимальной симметричности расположения. И только после этого прижимайте компонент к пасте, тоже не усердствуя, чтобы не сдвинуть. Как правило, если паста третьего типа, не просрочена и не бодяжилась самодельным флюсом, суспензия будет совсем слегка пачкать площадки компонента. При необходимости до прижима можно даже снять компонент и не перенаносить пасту и не чистить площадки компонента.
И последнее, но далеко не последнее
Проверяйте герберы, которые отправляете на завод, не ленитесь! Я не буду советовать конкретный софт здесь, поскольку есть много разных просмотрщиков с разной сложностью использования и задачами, которые они могут решать. Лучше, если вы смотрите герберы не в той же программе, которая их генерирует. Ну так, на всякий случай. Наверное, очень здорово, если в таком просмотрщике можно что-то измерить (те же минимальные зазоры и толщины, например, чтобы убедиться, что ваша плата соответствует определенному классу точности). Сверка герберов даже чисто визуально помогает избежать глупых ошибок. Вы инженер, который проектирует печатную плату. Технолог на заводе в общем случае не обязан за вас думать. Его задача - изготовить вам плату максимально близко к тому, что вы прислали. А уж что вы там напроектировали, это не его забота. Может вам так надо.
Надеюсь, получилось не слишком скучно, и вы смогли почерпнуть для себя что-нибудь полезное.
Об остальных фишечках, которыми я стараюсь пользоваться, я попробую рассказать в следующий раз.
Односторонние и двусторонние СВЧ платы
Предварительная стоимость для стандартных параметров: RO4003 1,508 мм; фольга 18 мкм; зеленая маска; белая маркировка; Immersion Gold; подготовка к производству (в т.ч. НДС) Дополнительно оплачивается
Проверка на робота не пройдена

Rogers, Arlon, Wangling (18, 35)
ПОС-63, Иммерсионное олово NEW
Иммерсионное золочение
Иммерсионное серебро
0.10 мм / 0.10 мм;
0.20 мм / 0.40 мм
193 мм х 285 мм (стандартная заготовка)
350 мм х 475 мм (специальная заготовка)
Сроки изготовления:
срочные - от 3 рабочих дней
Дни приема и доставки заказа в сроках изготовления печатных плат не учитываются




Технологические возможности производства
| Минимальные значения, мм | Фольга, мкм | Стандарт | Продвинутый (коэффициент 1.5) | Предельный (стоимость по запросу) |
| Проводник | 18 | 0,125 | 0,100 | — |
| 35 | 0,200 | 0,150 | — | |
| Зазор между проводниками | 18 | 0,125 | 0,100 | — |
| 35 | 0,200 | 0,150 | — | |
| Проводник спирального типа (катушки, нагреватели и т.д.) | 18 | 0,200 | 0,150 | — |
| 35 | 0,250 | 0,200 | — | |
| Зазор между проводниками спирального типа (катушки, нагреватели и т.д.) | 18 | 0,200 | 0,150 | — |
| 35 | 0,250 | 0,200 | — | |
| Зазор между полигоном и элементами остальной топологии | 18 | 0,200 | 0,150 | — |
| 35 | 0,200 | см. значения для "Стандарт" | — | |
| Параметры сетчатого полигона (мин. ширина линии/зазор) | 18 | 0,2 / 0,2 | см. значения для "Стандарт" | — |
| 35 | 0,2 / 0,2 | см. значения для "Стандарт" | — | |
| Масочный мостик между контактными площадками (зеленая) | 18 35 | 0,150 | 0,100 | см. значения для "Продвинутый" |
| 70 105 | 0,175 | 0,150 | см. значения для "Продвинутый" | |
| Масочный мостик между контактными площадками (синяя, красная, черная, белая) | 18 35 | 0,150 | 0,150 | см. значения для "Стандарт" |
| 70 105 | 0,175 | 0,175 | см. значения для "Стандарт" | |
| Припуск паяльной маски (зеленая) (expansion, Solder Mask Swell) | 18 35 | 0,050 | 0,025 | см. значения для "Продвинутый" |
| 70 105 | 0,075 | 0,050 | см. значения для "Продвинутый" | |
| Припуск паяльной маски (черная, белая) (expansion, Solder Mask Swell) | 18 35 | 0,050 | см. значения для "Стандарт" | см. значения для "Стандарт" |
| 70 105 | 0,075 | см. значения для "Стандарт" | см. значения для "Стандарт" | |
| Припуск паяльной маски (синяя, красная) (expansion, Solder Mask Swell) | 70 105 | 0,075 | 0,050 | см. значения для "Продвинутый" |
| Минимальный отступ металла от вскрытия маски | — | 0,100 | 0,075 | см. значения для "Стандарт" |
| Металлизированное отверстие | — | 0,300 | 0,200 | — |
| Отступ элементов топологии от металлизированного отверстия на внутренних слоях | — | 0,250 | см. значения для "Стандарт" | — |
| Поясок монтажной контактной площадки (Annular ring PAD) | — | 0,200 | 0,150 | — |
| Поясок площадки переходного отверстия (Annular ring VIA) | — | 0,150 | 0,100 | — |
| Отношение диаметра минимального металлизированного отверстия к толщине печатной платы (Aspect ratio) | — | до 1:7, толщина ПП ≤ 2,5 мм | до 1:10, толщина ПП ≤ 2,0 мм | — |
| — | до 1:5, толщина ПП > 2,5 мм | см. значения для "Стандарт" | — | |
| Минимальный диаметр монтажного отверстия | — | 0,600 | см. значения для "Стандарт" | — |
| Диаметр металлизированного полуотверстия | — | 0,6 - 5,0 | см. значения для "Стандарт" | — |
| Минимальное расстояние между краями двух отверстий | — | 0,200 | см. значения для "Стандарт" | — |
| Неметаллизированное отверстие | — | 0,500 | см. значения для "Стандарт" | — |
| Отступ элементов топологии от неметаллизированного отверстия на всех слоях | — | 0,200 | см. значения для "Стандарт" | — |
| Отступ элементов топологии от фрезеруемых контуров на внешних слоях | — | 0,250 | см. значения для "Стандарт" | — |
| Отступ элементов топологии от фрезеруемых контуров на внутренних слоях | — | 0,250 | см. значения для "Стандарт" | — |
| Минимальная толщина платы | — | 0,200 | см. значения для "Стандарт" | — |
| Минимальная ширина линии маркировки | — | 0,150 | см. значения для "Стандарт" | — |
| Минимальная высота шрифта маркировки | — | 1,000 | см. значения для "Стандарт" | — |
| Вскрытие текста в маске по текстолиту шириной не менее | — | 0,150 | см. значения для "Стандарт" | — |
| Вскрытие текста в маске по сплошному металлу шириной не менее (нет гарантий полного облуживания/читаемости текста) | — | 0,250 | см. значения для "Стандарт" | — |
Материалы для СВЧ и гибридных печатных плат
Маска
| Цвет | Фольга, мкм | Стандарт | Продвинутый | Dk |
| Масочный мостик между контактными площадками (зеленая) | 18 35 | 0,150 | 0,100 | 3,5 |
| 70 105 | 0,175 | 0,150 | 3,5 | |
| Масочный мостик между контактными площадками (синяя, красная, черная, белая) | 18 35 | 0,150 | 0,150 | 3,5 |
| 70 105 | 0,175 | 0,175 | 3,5 | |
| Припуск паяльной маски (зеленая) (expansion, Solder Mask Swell) | 18 35 | 0,050 | 0,025 | 3,5 |
| 70 105 | 0,075 | 0,050 | 3,5 | |
| Припуск паяльной маски (синяя, красная) (expansion, Solder Mask Swell) | 18 35 | 0,050 | 0,025 | 3,5 |
| 70 105 | 0,075 | 0,050 | 3,5 | |
| Припуск паяльной маски (черная, белая) (expansion, Solder Mask Swell) | 18 35 | 0,050 | см. значения для "Стандарт" | 3,5 |
| 70 105 | 0,075 | см. значения для "Стандарт" | 3,5 | |
| Минимальный отступ металла от вскрытия маски | — | 0,100 | 0,075 | 3,5 |
Маркировка
| Тип | Стандарт | Цвет |
| Agfa DiPaMat Legend ink Wh 04 | IPC SM840 | Белый |
Финишные покрытия
| Тип | Стандарт | Толщина покрытия, мкм | Толщина подслоя Ni, мкм |
| ПОС-63 | — | не менее 10,0 | - |
| Иммерсионное золочение | IPC-4552 | 0,075 - 0,125 (не применяется с пленочной маской) | 3 - 6 |
| Иммерсионное серебро | IPC-4553 | 0,200 - 0,300 | - |
| Иммерсионное олово | IPC-4254 | 1,000 | — |
Механическая обработка
| Механическая обработка | Минимальная толщина ПП, мм | Точность позиционирования, +/- мм |
| Фрезерование | 0,20 | 0,20 |
Специальные возможности
| Специальные возможности | Ограничения |
| Фрезерование на глубину в т.ч. обеспечение доступа к внутренним слоям ПП | точность +/- 0,1 мм |
| Зенкование отверстий | угол 90, 120, 140 |
| Металлизированные полуотверстия | минимальный диаметр 0,6 мм |
| Металлизация торца печатной платы | частичное отсутствие каждые 50,0 мм; минимальная длина/перемычка металлизации 2,0 мм |
| Слотовое сверление (Drill Slot) | возможно выполнение пазов минимальной шириной до 0.5 мм - металлизированные, до 0.6мм - неметаллизированные; длина паза от 2,4d до 10d. |
| Тентирование переходных отверстий пленочной маской | min диаметр отверстия 0,1 мм; max диаметр отверстия 1,2 мм |
| Заполнение переходных отверстий эпоксидным компаундом с последующей металлизацией | min диаметр отверстия 0,1 мм; max диаметр отверстия 1,0 мм; min толщина платы 0,5 мм |
Контроль качества
| Контроль качества | Минимальный диаметр площадки, мм | Минимальная толщина платы, мм | Допуск |
| Оптический (AOI) | — | — | — |
| Контроль волнового сопротивления | — | — | ±10% |
| Электрический (Flying probe) | 0.2 | 0.5 | — |
Гальванические покрытия (Ni, Au)
| Тип | Максимальная длина стороны платы с краевым разъемом, мм | Максимальная высота ламели, мм | Толщина покрытия, мкм | Толщина подслоя Ni, мкм | Отступ металла от края ПП при снятии фаски на ламелях, мм |
| Ni | 300 | 32 | 4,0 - 5,0 | — | 1,5 (толщина ПП 1,5 мм; угол 30°) |
| Au | 300 | 32 | 1,0 - 1,5 | 3,0 - 6,0 | 1,5 (толщина ПП 1,5 мм; угол 30°) |
Ограничения
Для производства СВЧ печатных плат мы используем высокочастотные ламинаты — армированные стекловолокном политетрафторэтиленовые (PTFE), гидрокарбонатные или керамические термоактивные ламинаты с малым тангенсом угла диэлектрических потерь.
В составе конструкций многослойных СВЧ плат возможно применение различных типов диэлектрика и их комбинаций. К примеру, одним из наиболее часто используемых вариантов исполнения подобной конструкции являются четырехслойные платы, в которых диэлектриком между первым и вторым слоями топологии может служить СВЧ материал (как вариант Rogers RO4350B), а для остальных слоев используется стандартный FR4. Для изготовления многослойных СВЧ плат на производстве Резонит используется технология попарного прессования. В качестве финишных покрытий мы применяем иммерсионное золото и иммерсионное серебро.
Активность
"Любителей" выдавать принципиальные схемы в описательно-эпистолярном стиле я, мягко говоря, сильно не люблю. - Поменяйте на 140 - может сразу на 200 ? - нет, 200 тут нельзя, а там можно. - где там и что 140 ? (продолжать до "полного удовлетворения")
Разработать firmware для IoT контроллера ST32+ESP32
К счастью я создал топик на профильном форуме не для того чтобы слушать советы по маркетингу, а для того чтобы найти хорошего коллегу embeded программиста в нашу команду. Так что давайте без оффтоп. Я бы предпочел услышать оценку по трудозатратам, ценнику в час и количество рабочих часов в месяце. Потом готов раскрыть свою декомпозицию задач и оценку трудоемкости.

Найти условный ноль
Несовместимые вещи. Датчик реагирует на любой магнитный материал неподалеку. Думаю, это будет что угодно, но не условный ноль Условный ноль - это показания АЦП на выходе датчика, калиброванного током 0А, либо (если есть доверие официальной бумаге на датчик) калибровка входа АЦП (попеременное замыкание входа на GND, ИОН и сигнал с датчика, затем вычисление смещений и коэффициентов усиления). Да никак. Ваш прибор, скорее всего, понятия не имеет, подключена ли нагрузка реально или нет. Ведь воткнуть питание девайса могут и тогда, когда нагрузка уже подключена. И тогда все эти пляски с предполагаемым нулем без нагрузки будут напрасными. Нагрузку предлагаете периодически отключать? Думаю, не кошерно. Разве что при следующем перезапуске перекалибровываться. P.S. Когда-то экспериментировал с этими датчиками (у меня были на 30А, вроде), пришел к выводу, что это шлак. Под напряжением, но без нагрузки, уровень выхода действительно значительно менялся. От температуры выход плывет. Рядом с датчиками у меня стояли симисторные коммутаторы нагрузки ~220В. Так вот, когда они разогревались (нагревая и датчики, которые рядом на плате находились), показания улетали на ~150-200мА запросто. Выключишь нагрузку, пройдет 10 минут, все остынет - и ток снова 0А (по показаниям АЦП). Подкалибровываться в процессе не возможно - мне нельзя было отключать нагрузку. Если надо измерять хоть с какой-то определенной точностью, ACS712 (и весь Холла-шлак), ИМХО, не годится. Трансформаторы тока, пояса Роговского, измерительные шунты - что угодно, но не ACS712 У меня дежавю, как будто об этих датчиках я уже писал. Точно!
сложите эти слова со словами (с)smart_pic "только на рынке уже много подобных контроллеров , чем ваш будет лучше ?" и Вы поймёте, что копаете яму себе ещё глубже, чем у производителя на картинке и бюджет готовы озвучить?
Читайте также: