Моделист конструктор токарный станок по металлу
Обновлено: 09.05.2024
К созданию токарно-сверлильного деревообрабатывающего станка меня подвигнули воспоминания о школьных годах, когда на уроках труда я получал первые навыки работы на токарном станке — занятие интересное и увлекательное. С той поры, как говорится, много воды утекло, но желание делать из дерева предметы мебели с красивыми точёными деталями сохранилось, а вот необходимого для этого токарного станка у меня не было. И я решил его сделать, приспособив под станину другой станок, состоящий из «циркулярки» и электрофуганка (см. «М-К» № 1 ’2011 г.), получив таким образом деревообрабатывающий мини-комплекс.
Сам процесс проектирования и изготовления токарного станка оказался занятием не менее интересным, чем выгачивание на нём деталей, поскольку стремился смастерить многофункциональный трансформируемый станок, на котором можно было бы выполнять несколько операций. Считаю, что это мне в какой-то мере удалось, поскольку на станке можно выполнять токарные, сверлильные, долбёжные и заточные операции. Различные же дополнительные приспособления значительно расширяют функциональные возможности станка.
Немаловажным достоинством станка является и то, что он относительно прост по конструкции, поскольку основные его узлы: передняя и задняя бабки, сверлильная головка сконструированы на основе одинаковых корпусов от червячных редукторов, а потому сравнительно не сложен в изготовлении (хотя некоторые детали пришлось заказывать токарям-профессионалам), надёжен и удобен в работе.
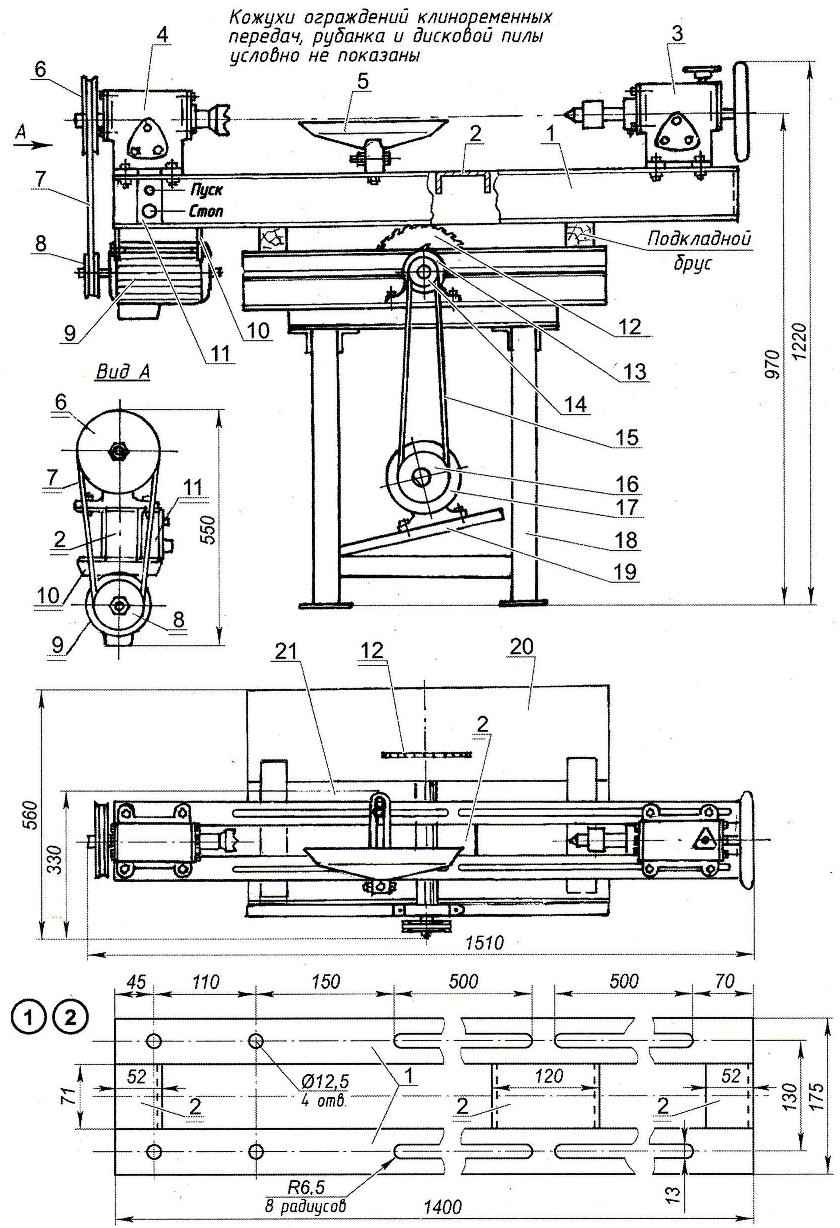
Многофункциональный дереворежущий станок:
1—направляющая станины (швеллер № 12. 2 шт.); 2—поперечина станины (швеллер № 12. 3 шт.); 3 — задняя бабка с пинолью; 4 — передняя шпиндельная бабка; 5—подручник: 6—ведомый шкив клиноремённой передачи: 7 — клиновидный ремень; 8 — ведущий шкив клиноремённой передачи; 9—электродвигатель (3-фазный, N=0,7 кВт, 2850 об/мин.); 10—кронштейн крепления двигателя к станине (стальной лист sЗ, 2 шт.); 11 —пульт управления; 12—дисковая пила; 13—ротор рубанка; 14—ведомый шкив клиноремённой передачи «циркулярки»: 15 — клиновидный ремень «циркулярки»: 16—ведущий шкив клиноремённой передачи «циркулярки»; 17—электродвигатель «циркулярки»; 18—рама «циркулярки»; 19—площадка электродвигателя 20—стол дисковой пилы; 21 —стол рубанка
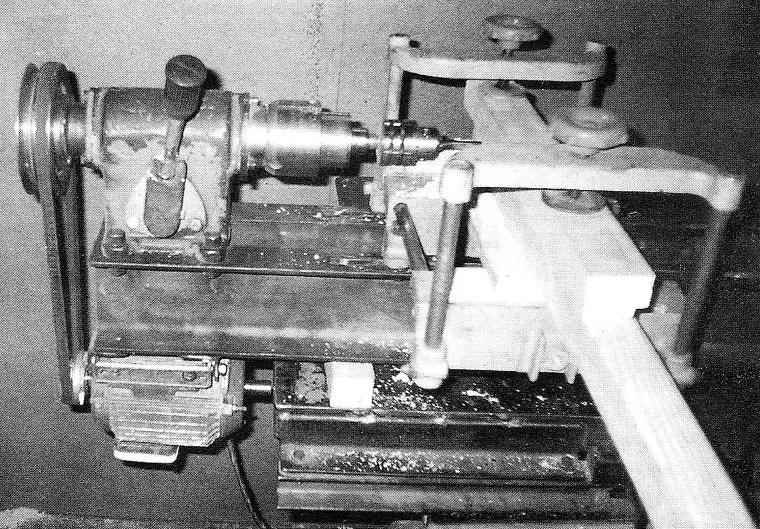
Конструктивно станок состоит из станины, электропривода с клиноремённой передачей, передней и задней бабок, сверлильной приставной головки. Внимательный читатель заметит, что при этом не упомянута рама (или основание) станка, а основанием для токарного станка служат рама и стол другого дереворежущего станка — циркулярной пилы, совмещённой с рубанком. Такое конструктивное решение, может быть, у кого-то вызовет неодобрение и даже нарекания, но, считаю, что оно весьма рационально: экономит место, материалы. Станина устанавливается на заранее уложенные на стол рубанка деревянные бруски и прикрепляется к нему струбцинами.
Многофункциональный дереворежущий станок
Станина изготовлена из пары отрезков (длиной 1400 мм) прокатного швеллера №12 (высота стенки — 120 мм, ширина полок — 52 мм) — направляющих, соединённых (приваренных) в трёх местах (по краям и в середине) короткими отрезками такого же швеллера. В верхних полках почти по всей длине (за исключением левого края) выполнены продольные сквозные направляющие пазы, по которым перемещаются задняя бабка, подручник или люнет. В левом краю по оси пазов просверлены отверстия для постоянного крепления передней бабки. Примерно на середине длины станины в пазах оставлены перемычки — через них указанные приспособления переставляются. Это создаёт некоторое неудобство (правда, такое случается нечасто), но зато сохраняет жёсткость направляющих. Пазы прорезал «болгаркой», предварительно просверлив на их концах и в местах перемычек соответствующие отверстия с помощью электродрели. Окончательную доводку пазов выполнил шлифованием кромок направляющих, контролируя качество работы лёгкостью перемещения задней бабки.
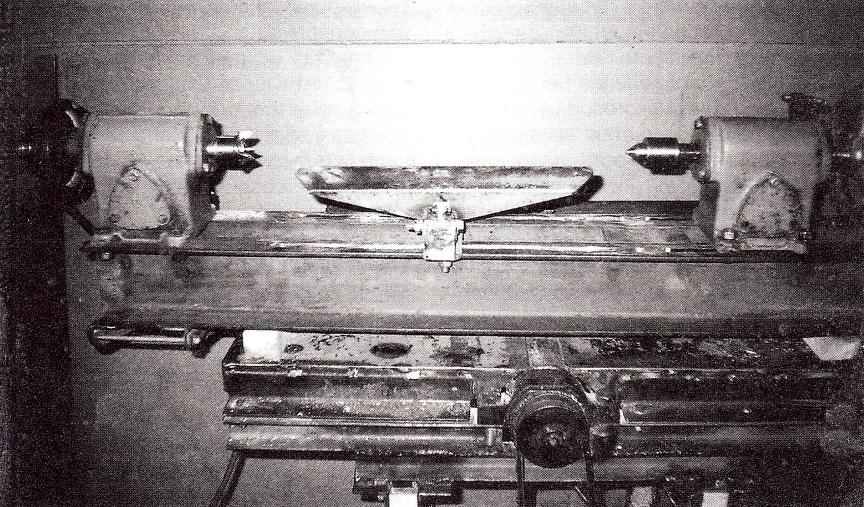
Передняя бабка устанавливается на левом краю станины и скрепляется с ней болтовыми соединениями. Сама бабка выполнена на основе чугунного корпуса червячного редуктора, внутри которого вместо червячной пары установлен вал-шпиндель, вращающийся в подшипниках 305. Осевую нагрузку воспринимает на себя упорный подшипник 8105. На правом конце шпинделя установлен торцевой захват — трезубый центр. Он служит для фиксации и вращения обрабатываемой деревянной заготовки. Вместо захвата на шпинделе можно закрепить фланец, а на него — наждачный, шлифовальный или полировальный круг. Они бывают нужны для заточки и правки режущего инструмента или финишной обработки (отделки) деревянных изделий. На фланец можно установить и делительный круг, который позволит осуществлять на станке и фрезерование. На другом (левом) конце шпинделя смонтирован ведомый шкив клиноремённой передачи.
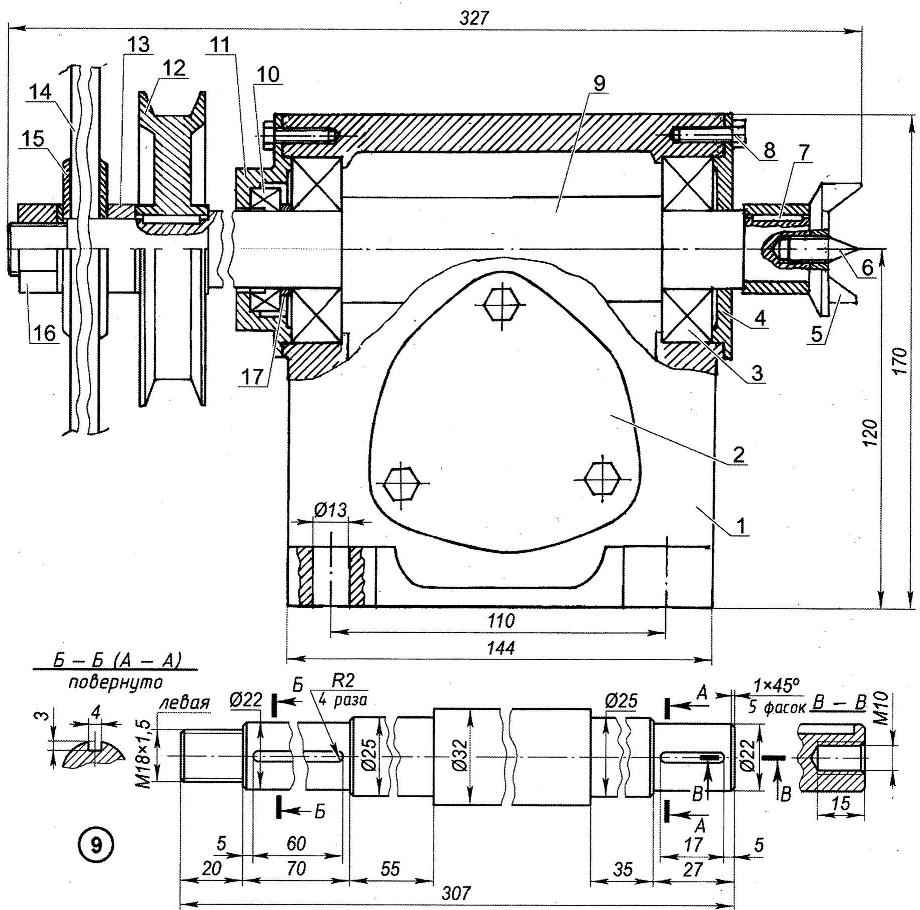
Передняя (шпиндельная) бабка:
1 —корпус; 2—крышка корпуса; 3—подшипник 305 (2 шт.); 4—крышка подшипника 305; 5 — трезубец; 6 — центр (специальный винт М10); 7—шпонка (2 шт.); 8—винт М8 (12 шт.); 9—вал (сталь, круг 32); 10—упорный подшипник 8105; 11 —крышка подшипников 305 и 8105; 12—шкив; 13—шайба (2 шт.); 14—наждачный круг; 15—щека наждачного круга (сталь, 2 шт.); 16—гайка М18; 17—дистанционная втулка
Привод осуществляется трёхфазным (с питающим напряжением 380 В) электродвигателем мощностью 0,7 кВт с числом оборотов 2850 в минуту. Сначала мотор смонтировал на консольной, шарнирно соединённой со станиной площадке. Но в угоду компактности и удобству позднее подвесил его под передней бабкой на станине с помощью кронштейнов. Смонтированный на валу электродвигателя ведущий шкив вместе с ведомым обеспечивает снижение числа оборотов обрабатываемой заготовки до 1600 в минуту (что вполне достаточно и даже желательно) с одновременным соответствующим увеличением крутящего момента.
Задняя бабка смонтирована на правом конце станины станка. Она предназначена в основном для поддержания консольного конца обрабатываемых заготовок различной длины с помощью вращающегося центра, но в неё можно устанавливать и дополнительный инструмент (например, сверло для получения осевых отверстий или зенкер). В связи с этим задняя бабка имеет возможность передвигаться по направляющим и фиксируется в нужном положении на станине прижимными планками с помощью винтов М12х1,5. Она, как и передняя бабка, выполнена в корпусе от червячного редуктора, но её конструкция максимально приближена к промышленному изделию. Во-первых, она оснащена выдвижной пинолью с вращающимся центром. Выдвижение пиноли осуществляется посредством маховика, закреплённого на заднем конце ходового винта. Во-вторых, сама пиноль оборудована механизмами фиксации: это можно осуществить хомутом, тормозящим ходовой винт подачи пиноли с помощью маховичка, расположенного на корпусе редуктора сверху, или стопорнонаправляющим винтом Мб, ввёрнутым в направляющую втулку (снизу её). Но основное назначение этого винта — не позволять пиноли поворачиваться, а двигаться только в продольном направлении вдоль оси. Для этого в самой пиноли выполнен продольный паз, в который и заходит конец винта. Вылет пиноли составляет до 85 мм. Подшипники вращающегося центра посажены в своём корпусе «на горячую», без всякого дополнительного крепления. И этого достаточно, что подтвердила довольно продолжительная (а главное, интенсивная) эксплуатация станка.
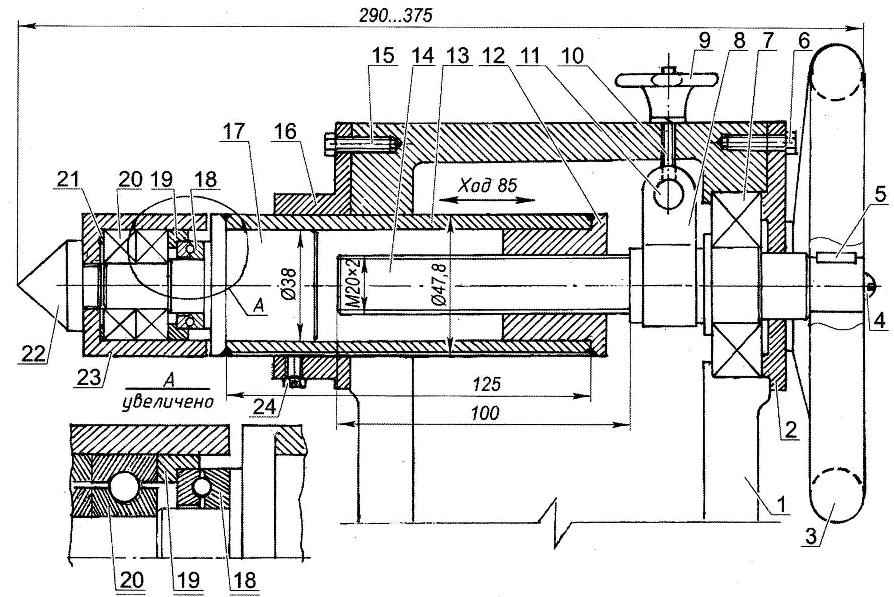
Задняя бабка с пинолью и вращающимся центром:
1 — корпус задней бабки (от червячного редуктора); 2—крышка подшипника; 3—маховик (от штатного червячного редуктора); 4—винт крепления маховика к ходовому винту; 5—шпонка; 6 — винт М8 крепления крышки подшипника к корпусу (3 шт.); 7—подшипник 305; 8—хомут стопорения ходового винта; 9—маховичок стопорения ходового винта; 10—тяга хомута; 11 —ось хомута; 12 — маточная гайка М20х2; 13 — пиноли; 14—ходовой винт М20х2 (от штатного червячного редуктора, доработанный); 15—винт М8 крепления направляющей втулки пиноли (3 шт.); 16—цапфа; 17—наконечник пиноли; 18—упорный подшипник 8103; 19—корпус подшипника s103; 20—радиальный подшипник 202,2 шт.); 21 —упорная шайба; 22—центр; 23 —корпус подшипников центра; 24—направляющий винт-стопор пиноли (винт М6)
Отверстия червячной шестерни в корпусах редукторов закрыты крышками.
Подручник предназначен для поддержания режущего инструмента во время обработки заготовок. Он состоит из трёх частей: поперечной рейки с продольной прорезью, составной стойки и опорной пластины. Последняя (основная) деталь изготовлена из слегка разогнутого равнополочного уголка № 5 (50×50 мм). Подручник располагается на ближней от мастера направляющей между передней и задней бабкой и закрепляется на ней болтом. Он может переставляться вдоль по направляющей. В конструкции предусмотрена возможность его регулировки как по высоте (изменением угла между составными частями стойки), так и по расстоянию к заготовке (поперечным перемещением в прорези рейки). Это приспособление описывать подробно не буду, так как его каждый делает «под себя».
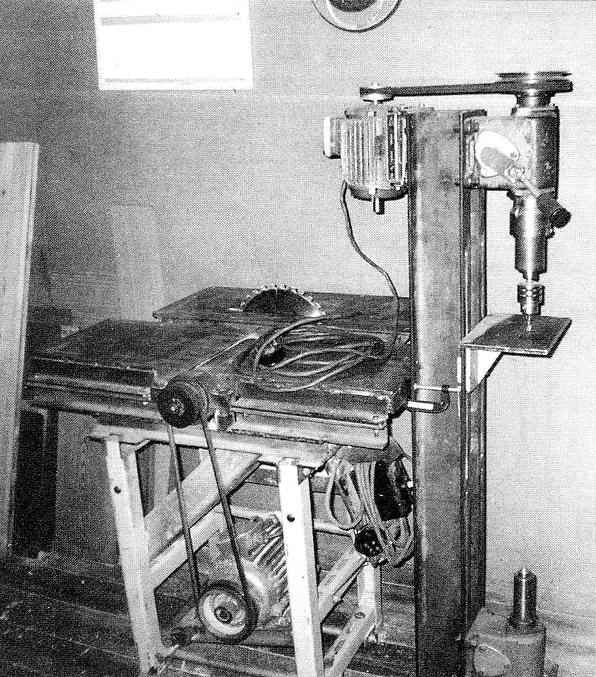
Сверлильная приставка выполнена на той же станине, что и токарный станок. Состоит она из сверлильной головки и рабочего столика. Головка монтируется на место передней бабки, а столик — на место подручника. Для работы в качестве горизонтально-сверлильного станка станина монтируется около «циркулярки» в вертикальном положении и крепится к ней с помощью струбцин. Как дополнительную опору для сверлильной приставки можно использовать маховик пиноли задней бабки.
Сверлильная головка — самый сложный (а потому наиболее интересный в плане конструирования) узел станка. Корпусом сверлильной головки послужил всё тот же корпус червячного редуктора, что и у передней (или задней) бабки. А вот внутреннее её устройство посложнее. Оно конструктивно совмещает в себе механизмы как передней, так и задней бабки: это и шлицевой вал с приводным шкивом, и шлицевая муфта с пинолью. Снаружи к корпусу прикреплена с помощью трёх винтов М8 (с головкой под ключ S10) гильза пиноли с внутренним диаметром 62 мм. Она является направляющей пиноли, осевой ход которой составляет около 100 мм. А чтобы сама пиноль совершала только возвратнопоступательное перемещение вдоль оси, не поворачиваясь, на её наружной поверхности выполнен продольный паз, в котором ходит профилированный (по сечению паза) конец ограничительного винта М5, ввёрнутый сверху в гильзу пиноли.
Уравновешивающую систему или пружину подъёма инструмента в нерабочем состоянии (при использовании сверлильной приставки в варианте вертикально-сверлильного станка) сразу не поставил, а теперь приспособился и вполне обхожусь без неё.
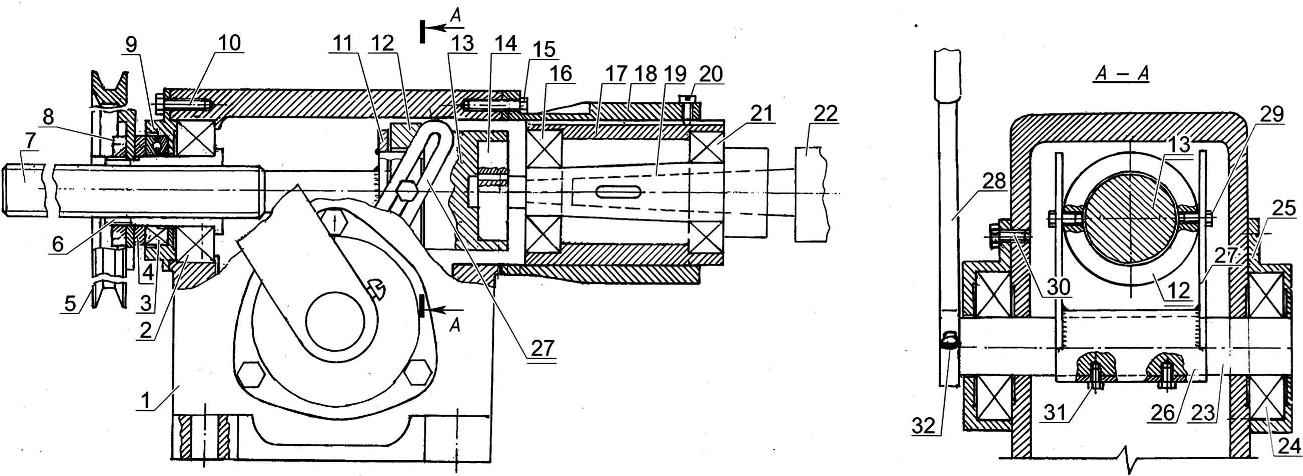
Сверлильная головка:
1—корпус (от червячного редуктора); 2—радиальный шарикоподшипник 206; 3—упорный шарикоподшипник 8106; 4—дистанционная шайба; 5—приводной шкив; 6 — шлицевая втулка; 7—шлицевой вал; 8—гайка М30х1,5 крепления шкива; 9 — крышка подшипников; 10 — винт М8 крепления крышки подшипников к корпусу (3 шт.); 11—ограничительная шайба; 12—толкающее кольцо (бронза); 13—муфта; 14—маховичок шпинделя (штатная шестерня редуктора); 15—винт М8 крепления гильзы пиноли к корпусу (3 шт.); 16—подшипник 304к; 17—пиноль; 18—гильза пиноли; 19—шпиндель с осевым отверстием под конус № 2; 20—направляющий винт-стопор пиноли (винт М6); 21 —подшипник 205; 22—инструментальный патрон с конусом № 2; 23 — вал поводковой втулки; 24—подшипник 305 (2 шт.); 25—крышка подшипника (2 шт.); 26—поводковая втулка; 27—поводок (2 шт.); 28—рукоятка управления подачей инструмента; 29—винт М6 взаимодействия поводка с кольцом: 30—винт М6 крепления крышки подшипника к корпусу (3 шт.); 31 —стопор поводковой втулки на валу (винт М6, 2 шт.); 32—стопор рукоятки управления подачей инструмента на валу поводковой втулки
Рабочий стол вертикально-сверлильного станка настолько простой, что его конструкция понятна даже из фотографии, поэтому его чертёж не привожу.
Моделист конструктор токарный станок по металлу

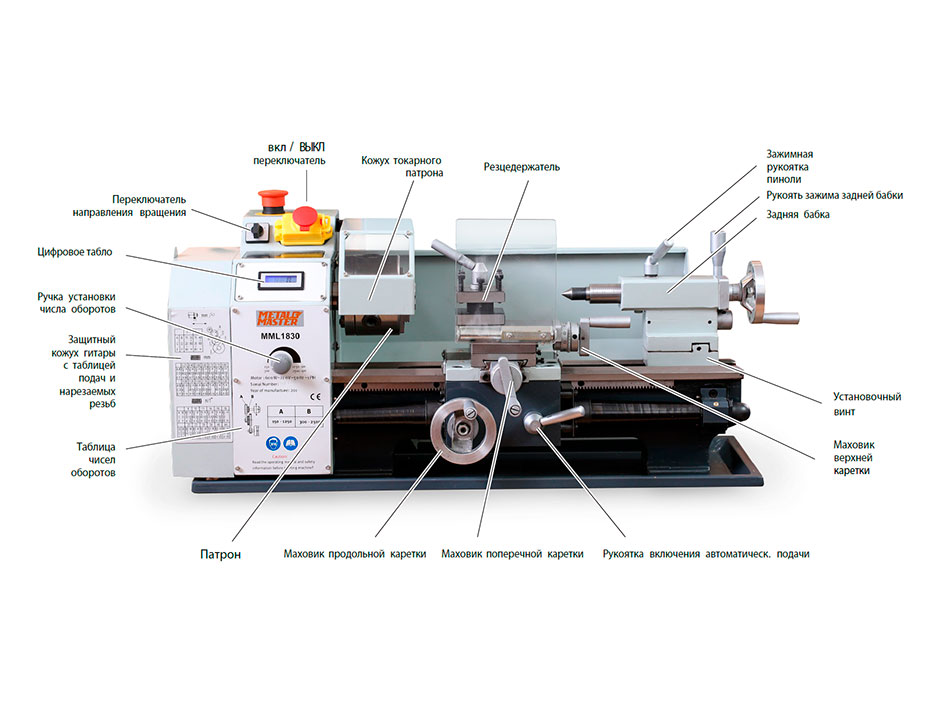



моделист конструктор токарный станок по металлу - разработан для обработки металлических и не металлических заготовок точением. На станке установлено электронное бесступенчатое управление числом оборотов шпинделя. Данные о количестве оборотов шпинделя отображаются на цифровом дисплее на корпусе станка
Главное преимущество токарного станка: Наличие металлических шестерней обладающих высоким ресурсом и повышенной износостойкостью, а наличие клиновидного ремня позволит избежать повреждения двигателя при превышении нагрузки на шпиндель.
На станке установлено электронное бесступенчатое управление числом оборотов шпинделя. Данные о количестве оборотов шпинделя отображаются на цифровом дисплее на корпусе станка
Шпонка на креплении лимба поперечной подачи гарантирует отсутсвие непроизвольного поворота маховика и минимазацию риска изменения размера детали в процессе ее обработки.
Рекордная в своем классе ширина чугунной станины - 100 мм, что значительно увеличивает жесткость работы станка и положительно влияет на точность обработки.
Направляющие станка прошли процедуру шабрения, что существенно повышает точность обработки на токарном станке.
Наличие 6 тавотниц на суппорте токарного станка, позволяет оперативно обслуживать и смазывать суппорт, избежать износа направляющих и довльствоваться комфортной работой и плавным перемещением рукоятки.
Наличие шкалы для определения угла поворота резцедержателя.
Функционал точения конуса с поворотом каретки верхнего суппорта.
В стандартной комплектации поставлеяется быстрозажимной трехкулачковый патрон 100мм, с тавотницей на торцевой поверхности которая позволяет оперативно смазывать кулачки в труднодоступных местах.
Телескопическая защита ходового винта от стружки эффективно защищает ходовой винт от износа.
Лимб поперечной подачи – 0,05 мм
Лимб тонкой продольной подачи 0.02 мм
Лимб продольной подачи 0.25 мм
Для ослабления задней бабки с целью установки глубины сверления и закрепления длинных заготовок в центрах станок оснащен быстрозажимным рычагом.
Вылет пиноли задней бабки 60 мм, шкала до 50 мм.
На шпиндельной бабке станка изображены таблицы:
- 1. Таблица расположения зубчатых колес гитары
- 2. Таблица порядка выбора нарезания метрических резьб
- 3. Таблица дюймовых резьб
Технические характеристики
| Электропитание: | |
| Metal Master MML 1830V | |
| Двигатель | Коллекторный постоянного тока 600 Вт 220 В ~50гц |
| Станочные данные: | |
| Высота центров [мм] | 90 |
| Диаметр патрона [мм] | 100 |
| Максимальный диаметр обработки [мм] | 180 |
| Расстояние между центрами [мм] | 300 |
| Ширина станины [мм] | 100 |
| 1 скорость. Число оборотов шпинделя [об\мин] | 150 - 1500 |
| 2 скорость. Число оборотов шпинделя [об\мин] | 300 - 2500 |
| Внутренний конус шпинделя | MK 3 |
| Диаметр сквозного отверстия трехкулачкового токарного патрона [мм] | 21 |
| Перемещение верхней салазки суппорта [мм] | 75 |
| Перемещение поперечной салазки суппорта [мм] | 85 |
| Внутренний конус пиноли задней бабки [мм] | МК 2 |
| Перемещение пиноли задней бабки [мм] | 60 |
| Автоматическая продольная подача [мм/об] | 0,1-0,2 |
| Диапазон нарезаемых метрических резьб [мм/об] | 0,5 - 3 |
| Диапазон нарезаемых дюймовых резьб [ниток/дюйм] | 8 - 44 |
| Разница высот опорной поверхности резцедержателя и линии центров [мм] | 10 |
| Максимальное сечение державки резца [мм] | 10 |
| Габаритные размеры: | |
| Габаритные размеры, [мм] | 830 х 395 х 355 |
| Полная масса станка нетто, [кг] | 65 кг |
| Полная масса станка брутто, [кг] | 80 кг |
| Смазочные материалы: | |
| Кислотно-смолонесодержащее моторное масло (Mobil-oil, Fina и другие) | |
| Мы рекомендуем оружейное масло. | |
Нормы точности настольных токарно-винторезных станков:
| Измеряемая величина | Схема измерения | Предельное значение |
| Радиальное и торцевое биение шпинделя | А: 0,009 мм В: 0,01 мм | |
| Радиальное биение присоединительной поверхности шпинделя | 0,009 мм | |
| Радиальное биение оправки, установленной во внутренний конус шпинделя | А: 0,015 мм В: 0,03 мм | |
| Параллельность пиноли задней бабки | А: 0,025 / 50 мм В: 0,015 / 50 мм | |
| Биение оправки, установленной в центрах шпинделя и задней бабки | А: 0,03 мм В: 0,03 мм | |
| Параллельность шпинделя | А: 0,03 / 250 мм В: 0,03 / 250 мм | |
| Параллельность перемещения верхней каретки суппорта оси шпинделя | 0,04 / 75 мм | |
| Радиальное биение токарного патрона | 0,04 мм | |
| Радиальное биение измерительной оправки. закрепленной в токарном патроне: |
Видео моделист конструктор токарный станок по металлу аналог
Токарный станок по металлу Metal Master MML 1830V
Подготовка к работе настольного токарного станка Metal Master MML
Проверка твердости направляющих станины токарного станка Metal Master MML 1830V
Как пользоваться таблицей токарного станка Metal Master MML 1830V
Видео о компании Metal Master
Экскурсия по заводу Metal Master в Китае
Презентация компании Metal Master на выставке металлобработка
Презентация компании Metal Master на выставке мосбилд
Сюжет о компании Metal Master на телеканале Russia Today
Как мы делаем ручные листогибы Metal Master LBM
Спасибо! Ваша заявка отправлена, мы перезвоним Вам в рабочее время.
ООО "МЕТАЛМАСТЕР РУС"
Юридический адрес: 302040, ОБЛАСТЬ ОРЛОВСКАЯ, ГОРОД ОРЁЛ, МОСКОВСКОЕ ШОССЕ 137/5Г, ОФИС 58
Технические характеристики и стоимость товара могут отличаться. Уточняйте наличие, стоимость и характеристики на момент покупки и оплаты.
Вся информация на сайте о товарах носит справочный характер и не является публичной офертой в соответствии с пунктом 2 статьи 437 ГК РФ.
Токарно фрезерный станок с ЧПУ

В последнее время все чаще можно услышать о таков виде промышленного оборудования, как токарно-фрезерный станок с ЧПУ. Станки данного типа предназначены для выполнения широкого спектра операций. Обычно применяется такой станок там, где есть необходимость в попеременном производстве разных обрабатывающих действий. Что касается конструкции токарно-фрезерного станка, она составляет две части. Вертикально расположен фрезерный отдел, а токарный сегмент – горизонтально. Именно он выступает своеобразной базой и включает в себя шпиндель, заднюю бабку и станину. Такая конструкция обеспечивает возможность выполнения разных типов операций, начиная от фасонной обработки и заканчивая растачиванием отверстий. Некоторые модели дополняются сторонней функциональной оснасткой, повышающей эффективность обрабатывающих процессов. К примеру, токарно-фрезерный станок с ЧПУ по дереву нередко дополняют удлинителями станины, дающими возможность работать с крупными заготовками.

Различают токарно-фрезерные станки по металлу и по дереву. Первые традиционно используются для резки, сверления, заточки металлических заготовок. При правильном использовании мощностей материалу можно придать любую форму. Как правило, станки по металлу используются в оснащении крупных заводов, в том числе в тяжелой промышленности.
Более распространены токарно-фрезерные станки по дереву. Именно станки этой категории предлагает своим клиентам компания «Моделист». По возможностям эксплуатации такие станки заметно выигрывают у машин, работающих с металлом. Купить токарно-фрезерный станок по дереву есть смысл тому, кто задумал открыть мебельный цех или занимается обработкой каких-либо изделий из дерева. Например, на таком станке легко выполняются различные операции по криволинейной фигурной резке. ЧПУ «Моделист» предоставляет возможность купить токарно-фрезерный станок с ЧПУ по дереву как для профессиональных задач, так и для полупрофессиональных. Их отличия в основном состоят в габарите агрегатов и их конструктивных особенностях.
Цена токарно-фрезерного станка с ЧПУ зависит от различных факторов, в том числе от технических параметров станка. Так, специалисты на первое место ставят мощность станка. Также учитывается то, с каким заготовками способен работать станок. Современные токарно-фрезерные станки могут работать с длиной заготовок 75 см. Но благодаря некоторым видам оснастки возможно расширять эти характеристики. Важна и величина диаметра обработки. Она может достигать 22 см. Более глубокий анализ технических возможностей станка следует проводить, отталкиваясь от задач, для которых вы выбираете станок. Также будущий владелец, в зависимости от операций, может проводить оценку глубины заточки, параметра фрез, предельных размеров оснастки и т.д.
В чем же особенность токарно-фрезерных станков с ЧПУ? По сути это автоматы, способные выполнять обработку без контроля оператора. Пользователь всего лишь должен задать программу обработки с конкретными параметрами и оставить станок для выполнения поставленной задачи. Отметим, что токарно-фрезерный станок с ЧПУ способен автоматически менять параметры обработки, исходя из внешних условий, например температуры. Если на контроллер поступит информация о превышении допустимых показателей нагрева, то станок либо остановится, либо снизит темпы.
ЧПУ «Моделист» представляет современные станки, позволяющие устанавливать их в любых подходящих помещениях и местах, начиная от домашней мастерской и гаража, и заканчивая заводскими цехами. Мы предлагаем своим клиентам наиболее функциональные, гибки и безопасные в эксплуатации станки. Также производим их сборку, установку и обучение работе на них. Что касается результатов работы, многое будет зависеть от параметров выбранной вами модели и ее комплектации.
Универсальный сверлильный, токарный, фрезерный станок своими руками
Самодельный универсальный, сверлильный, токарный, фрезерный станок своими руками.
Всем привет! Вот хочу пополнить этот раздел, очередным самодельным станком, возможно кто-то воспользуется этой идеей для постройки своего станка.
Значит, станок собирался по чертежам журнала Моделист-конструктор за 89 год (если не ошибаюсь).
Размеры станины примерно 500 х 400 мм. Высота станка тоже где то 500 мм.

Этот универсальный станок, может выполнять следующие операции:
- по металлу — токарные, сверлильные, фрезерные работы.
- по дереву — пилит и строгает.

















Станок прост и удобен, для домашней мастерской его вполне достаточно. Есть конечно и минусы — это слабый мотор и станина сделана из 30-и миллиметрового текстолита…..собственно говоря при токарном использовании вибрация довольно сильная, станину нужно заменить.

Автор: Сергей. г. Москва.
Читайте также: