Момент затяжки металлической прокладки гбц
Обновлено: 27.09.2024
Подскажите, каким моментом затягивать болты ГБЦ на двигателе 21116, 8кл. 1,6 с облегченной поршневой.
На 8 кг два болта оборвались, да и даже для старых, более толстых болтов были рекомендации 7.5-8,5 кг и два раза по 90, так что мне кажется, 12 кг многовато.
1. Болты брак
2. Масло в резбовых колодцах под болтами
А так, вот момент
Прежде чем писать всякую фигню, сначала посмотрите на диаметр болтов, в приведённой вами мурзилке, сравните его с диаметром болтов ГБЦ мотора 21116 и подумайте.
Спасибо за совет, мне кажется это правильные цифры для зтого мотора, а болты были нормальные, мотор всего-то 70000 проехал и болты заводские, были, вот только не выдержали момента в 8.5 кг. И ещё вопрос, как часто страдают поршни и шатуны при встрече с клапанами, или это как повезёт?
Совершенно верно, как повезёт. Сегодня отдал "гранту", у которой срезало несколько зубьев ремня ГРМ и все без исключения клапана не раз повстречались с поршнями. Летом притаскивали "гранту" с оборванным ремнём из-за развалившегося ролика, так там всё обошлось установкой нового ремня и ролика. Причём, "бесстрашные " таксисты привезли какой то самый дешёвый ремень и такой же ролик:an:
по мануалу 20 Н.м, 30 Н.м, два доворота по 90 градусов. Рекомендации 80 H.m для двигателей с тяжелыми поршнями.
прокладки гбц паранит 90-100Н.м., металл 100-120Н.м., обчно под турбопроэкт используются иноболты и только металл-прокладки
Я вот совсем против тупо тянуть два раза под 90, если не чувствуешь "резьбу" (а момент есть в любом случае, в любом резьбовом соединении), то как можно "тупо проворачивать два раза под 90?", это получается что если подошел момент к 10, ты ещё под 90 раз и писец болту? Я ещё понимаю когда на заводе свежий болт, свежая резьба, а если уже откручивали/закручивали?
А по моим наблюдениям, всё наоборот. Как раз в старых моторах на пароните, болты ГБЦ имеют большой диаметр, длину и соответственно, бОльшие моменты их затяжки. У более современных моторов с металлической прокладкой, диаметр, длина и моменты затяжки болтов меньше. Как понимаю, это связано с тенденцией облегчения БЦ, у которых более короткие, меньшего диаметра болты меньше деформируют цилиндры при затяжке ГБЦ.
Завёл мотор, всё нормально, обошлось только клапанами выпускными, загнуты были два, но заменил все четыре на всякий случай, пробег 70000, срезало зубья ремня, вот и обещанные 200000 ресурса, хотя почему-то ролик стоял от 16 кл. мотора, с завода со слов хозяина, вероятно, в этом и причина.
Производители двигателя 21116 заявляют ресурс двигателя и привода ГРМ 200000 км и нет рекомендаций о сроках замены ремня именно на этом двигателе.
70 тык. пробега у мотора 21116, это предел для ремня ГРМ, до которого он может до ходить, а может и нет. Нормальная периодичность замены 50, максимум 60 тык.
Ну как бы этим мурзилкам верить на сто процентов я бы не стал, там такого понапишут, особенно по электросхемам, и в приведенном вами примере как понять слова без натяжителя, разве такое бывает в приводе ГРМ, скорее это привод генератора и эти рекомендации для него.И в примечании сказано при использовании ремня фирмы Гейтс ресурс ремня привода генератора может быть увеличен.
Наивность! Износ шестерни коленвала никто не отменял, они и до сотни не дохаживают, менять приходится, причем вместе с ремнем.
И ещё учитывайте условия эксплуатации. Одно дело крутить мотор на стенде в лаборатории, а другое - в реальных условиях, в разное время года, в разных дорожных условиях!
Вы на дату публикации статьи гляньте. С тех пор много воды утекло. Практика показывает (и ваша тоже), что
70 тык. пробега у мотора 21116, это предел для ремня ГРМ, до которого он может до ходить, а может и нет. Нормальная периодичность замены 50, максимум 60 тык.
Момент затяжки болтов — что следует учитывать?
Момент затяжки — что же это такое? А это ведь не что, иное как простая физическая величина. Данный показатель в свою очередь характеризуется вращательным действием силы на тело имеющее твердую структуру. Данную величину принято измерять в кгс/см. Измерение данной величины производят при помощи специального инструмента, так называемого динамометрического ключа.
Момент затяжки болтов гбц
Данный показатель имеет прямую зависимость от марки авто, на автомобилях отечественного производства старого образца их всего два, на более современных версиях авто их уже 4. Если вы решили произвести самостоятельную затяжку болтов гбц, то вам потребуется для этого либо теплое удобное помещение, либо хорошая погода не менее 20 градусов тепла.
При производстве ремонтных работ следует произвести тщательную очистку болтов и соединений от излишков масла, грязи, особенно важно это сделать в том случае, если в конструкции протекла прокладка. Дабы избежать деформации и перегрева металлического корпуса, следует после каждой затяжки выжидать не менее 20 минут, для того чтобы металл пришел в изначальную форму. Перед самостоятельной затяжкой болтов гбц, не лишним будет просмотреть момент затяжки на гбц вашего авто в справочнике или же узнать всю информацию у грамотного авто механика.
ВАЖНО: Чтобы не ошибиться нужно обязательно уточнить год выпуска и модель вашего авто.
Чтобы не переделывать работу следует изначально соблюдать правильный порядок затяжки болтов гбц.
Момент затяжки колесных болтов
Чтобы верно установить колеса авто, требуется для начала при помощи динамометрического ключа равномерно ослабить болты на колесах, а также гайки до рекомендованного момента затяжки.
ВНИМАНИЕ: Каждый производитель авто устанавливается свое собственное значение момента затяжки болтов на колесах.
Данное значение измеряется в Ньютон-метрах.
Момент затяжки болтов
Данный показатель вы вполне можете определить самостоятельно не прибегая к услугам специалистов таблице, однако следует учитывать, что для этого необходимо точно знать, какая информация содержится на маркировке, которая расположена на верхней части болта.
Маркировка расположенная на головке болта должна содержать следующую информацию:
Клеймо того завода, который произвел данную продукцию.
Информацию о классе прочности изделия.
Резьба с правой стороны не содержит маркировки, а вот резьба с левой стороны содержит маркировку, которая располагается по часовой стрелке.
Болты из углеродистой стали имеют маркировку с классом прочности, которая обозначается двумя цифрами отделяемыми между собой точкой.
Например:12.8,10.5,8.7
Первая цифра маркировки информирует о 0.01 номинальной величине предела прочности на разрыве. Измеряется данная величина в МПа. В случае, если класс величины 8.7, то первая цифра 8 означает 8*100=800 МПа или 800 Н/мм2 или 80 кгс/мм2
Вторая показатель на маркировке информирует об отношение предела прочности к пределу текучести, данное значение умножается на десять. То есть при маркировке 8.7 получается 8*7*10=560 Н/мм2
ВНИМАНИЕ: Предел текучести имеет в свою очередь достаточно важное практическое значение.
Этот показатель и есть максимально возможная нагрузка используемого болта.
На изделия из нержавейки наноситься соответствующая маркировка стали, то есть А2 или же А4 и соответствующий предел прочности равный 50, 60 и т.д.
К примеру: А2-60 или А4-70.
В специальной таблице можно узнать практические моменты затяжки соответствующих болтов произведенных из углеродистой стали Н/м. При этом следует учитывать, что у болта остается еще запас прочности, для того чтобы как говориться он не «потек». Однако это не значит, что все соединения следует затягивать по максимуму. Чаще всего такое усилие приводит к тому, что соединение приходит в негодность, то есть высока вероятность продавливания, порчи эластичной прокладки и т.д. Получается, что приведенные в таблицах значения являются допустимыми, однако уровень нагрузки в данном случае равен примерно 60-70% предела текучести.
Моменты затяжки резьбовых соединений
Из таблицы вы можете узнать какие закручивающие моменты положены для затяжки как болтов так и гаек.
ВАЖНО: Ни в коем случае не превышайте данные значения.
Перечисленные в таблице величины соответствуют стандартным гайкам и болтам, которые имеют метрическую резьбу. В том случае, если используются нестандартные или же специальные крепежи, то следует ориентироваться на руководства по ремонту данной техники.
Момент затяжки коренных и шатунных вкладышей
Перед тем, как устанавливать вкладыши необходимо в первую очередь произвести удаление с них смазки консерванта и нанести на них небольшой слой масла. После этого устанавливаются коренные подшипники. Они устанавливаются в постели кореных шеек, не забудьте при этом, что средний вкладыш имеет отличие от других.
Далее следует постановка и затягивание крышек постелей. При этом момент затяжки должен быть применен согласно нормам. Нормы чаще всего указываются в правилах по эксплуатации ТС. Однако бывает, что в эксплуатации об этих нормах нет ни слова, в таком случае следует поискать соответствующую информацию по ремонтным работам с конкретным двигателем. К примеру, для машин марки «Лада Приора» момент затяжки составит от 64 до 81 Н/м.
После следует приступить к установке так называемых шатунных вкладышей. Не забудьте при этом обратить свое внимание на правильность установки крышек. Каждая крышка имеет маркировку, поэтому обращайте на это внимание и не путайте крышки местами.
ВАЖНО: Момент затяжки у данных крышек гораздо меньше нежели у коренных.
Например: Если мы возьмем ту же модель «Лада Приора», то значение момента затяжки вкладышей шатунов в данном случае будет начинаться с 43 до 53 Н/м.
Обратите внимание, что данные, которые мы указали для примера верны лишь в случае, если для ремонта применяются новые вкладыши, для б/у деталей данные показатели будут другими. Если используются уже бывшие в употреблении вкладыши, то следует отталкиваться от максимального значения указанного в документации. Это делается потому, что на деталях в данном случае может иметься выработка. Игнорирование данного факта может привести к значительным отклонениям от нормы.
После затяжки всех болтов желательно будет произвести прокрутку вала. На коленвале есть с боку специальное место под ключ для закручивания гаек, следует спокойно прокрутить его по часовой стрелке. В том случае, если имеется некая неисправность или к примеру, лопнуло кольцо, то вы это увидите. После того, как вы проверите все и убедитесь, что проблем нет следует еще раз проверить все болты при помощи специального ключа на момент затяжки. Не забывайте, что от того на сколько правильно будет произведен весь данный процесс напрямую зависит плотность с которой будут прилегать подшипники скольжения непосредственно к коленчатому валу, а это напрямую влияет на работу двигателя авто. В том случае, если болты будут затянуты не до конца, то может нарушиться весь цикл смазки, что в свою очередь может привести к разбиванию вкладыша. В том случае, если болты будут перетянуты, то смазки может не хватить из-за перегрева вкладыша.
ВАЖНО: При неправильной закрутке болта вкладыш может и вовсе провернуть или расплавиться, а это уже может привести к тому, что двигатель нужно будет ремонтировать полностью.
Момент затяжки свечей зажигания
Для ремонта и монтажа свечей применяется специальный инструмент, который называется динамометрический ключ и об этом не следует забывать. Нужно также понимать, что разнятся не только диаметры резьб в самом корпусе двигателя, но и момент затяжки у каждого производителя авто свой. Поэтому специалисты говорят о важности понимания «крутящегося момента» устанавливаемой свечи. Все зависит не только от самой структуры резьбы, но и от силы с которой производиться монтаж. В том случае, если требуется монтировать свечу, а специализированного инструмента под рукой нет, то допускается монтаж с использованием подручного инструмента. Для того, чтобы понять с какой силой следует затягивать свечу, требуется для начала с нею ознакомиться. Чаще всего производители оставляют информацию такого характера на упаковке или же в руководстве к изделию. Помимо детальной схемы, а также правильной последовательности установки в таких инструкциях чаще всего прописывают информацию и о резьбе данной свечи.
Перед тем как приступить к монтажу свечей следует соблюсти ряд необходимых условий. Первое правило, которое необходимо соблюсти — это производить монтаж только при холодном двигателе. Также следует произвести тщательную зачистку резьбы от продуктов нагара.
ВАЖНО: Существует мнение, что резьбу новой свечи следует предварительно смазать. Однако это не верно, и такие действия могут привести к негерметичному затягиванию.
Изначально свечу следует вкрутить руками, однако не стоит проявлять излишний фанатизм в этом деле и вкручивать до упора. После того как вы произвели фиксацию свечи, следует подкрутить ее при помощи свечного ключа на несколько оборотов. Количество оборотов в данном случае зависит от типа используемой прокладки, а также от размера резьбы. Например, для стандартного вида свечи с резьбой М14 достаточно будет 180 градусов, то есть 20 Нм. Информацию о размере резьбы можно найти на упаковке либо же на самом корпусе свечи (иногда гравировку делают на изоляторе).
ВАЖНО: Правильность монтажа свечи важна, так как от этого зависит долговечность мотора авто.
Не следует вкручивать деталь до упора, так как в этом случае вы можете повредить и без того хрупкую резьбу не только на самой свече, но также высока вероятность повреждения паза в двигателе, что чревато более серьезными последствиями. Для того чтобы произвести монтаж свечи не надо много опыта или знания технической литературы. Самое главное в этом деле это соблюдать осторожность, а также не лишним будет ознакомиться с информацией, которую предоставляют производители.
Моменты затяжек болтов на двигателе
Затяжка болтов на двигателе производиться при помощи специального инструмента. Все параметры о моменте затяжки можно узнать либо из инструкции от производителя, либо у хорошего автомеханика. Момент затяжки болтов зависит от типа установленного двигателя и от производителя.
Моменты затяжки резьбовых соединений двигателя
У таких резьбовых соединений как болты на коренных подшипниках, шатуны, маховики и т.д. есть предписание относительно момента затяжки. Указанные в специальных таблицах значения подходят исключительно для смазанной резьбы и соответственно для поверхностей прилегания, которые предварительно прошли необходимую смазку.
Момент затяжки головки блока цилиндров
Данный параметр всегда стандартен и не зависит от типа двигателя. Затягивание любой головки происходит с помощью двух рядов винтов. Винты расположены параллельно камерам сгорания. Порядок отверстий в данном случае от первого к последнему цилиндру.
Верный порядок закручивания винтов следующий:
- Два болтовых соединения расположенных по центру правого, а также левого ряда. Например, в четырехцилиндровых моторах они располагаются между вторым и третьим цилиндрами
- Далее два винтовых соединения, которые находятся слева от центральных (в каждом из рядов по одному)
- Два расположенных по правой стороне от центральных (аналогично по одному в каждом ряду)
- Два болтовых соединения, которые располагаются по левой стороне в обоих рядах
- Два болтовых соединения в каждом из двух рядов, но находящиеся справа
Момент затяжки не более 1 кгс.м.
Таблица моментов затяжки резьбовых соединений
Момент затяжки шатунных болтов
Абсолютно нет разницы какой метод затяжки был вами выбран, а также какой будет использоваться болт старый или же новый, первое что необходимо будет вам сделать это зафиксировать свободную длину для каждого из применяемых болтов.
Обязательно произведите запись где был установлен каждый из болтов (то есть в 1, 2 и т.д. цилиндре). После произведенных замеров следует произвести сравнение с длинной новых болтов. В том случае, если болт имеет растяжение больше чем на 0.012 мм, следует его заменить, так как в данном случае он уже потерял свои свойства упругости. Измерение болтов следует производить при помощи точного измерительного прибора. При сборке шатуна головка болта и основание резьбы необходимо будет смазывать машинным маслом или же той смазкой, которую указывает в инструкции производитель (рекомендуемый момент затяжки в разных моделях может быть различным).
Пневмогайковерт с регулировкой момента затяжки
Прежде чем начать разбор основных конструктивных особенностей пневматического гайковерта, необходимо отметить, что данное оборудование делится на два типа:
На сегодняшний день в силу технических модификаций принято разделять данное оборудование на множество моделей. Однако при всем этом устройство данного инструмента достаточно простое и почти ни чем не отличается в независимости от модели.
Главными составляющими являются:
- Ударная система, она может содержать кулачковую муфту, кулачок, толкатель, пружинные и роликовые механизмы, маховик с валиком и штифты
- Пневматического типа двигатель, он чаще всего бывает ротационным шестилопаточным и устанавливается в корпус
- Узел реверса, располагается вместе с пусковым механизмом в рукоятке инструмента
- Пусковая часть, которая также находиться в рукоятке
Многие современные модели также дополнительно оснащены ручкой, которая размещается в двух и более различных положениях соотносительно корпусной части. Данное дополнение позволяет обеспечить комфорт при эксплуатации инструмента.
Момент и порядок затяжки гбц на автомобилях разных марок

Моменты затяжки головки блока цилиндров (гбц) имеют значения указанные в таблице №1. Двигатели, которые устанавливают на автомобили семейства Шевролет нива (ВАЗ-2123) — 4-х цилиндровые, с рядным вертикальным расположением цилиндров и верхним расположением распределительного вала. Оснащенные системой распределенного впрыска топлива.
Затяжку болтов головки производят в четыре этапа (указаны в таблице). А вот что пишут об этом в руководстве по эксплуатации ВАЗ-2123:

Рис.1 Порядок затяжки болтов головки блока цилиндров (гбц)Установите головку блока цилиндров, отцентрировав её по двум направляющим втулкам, вверните болты её крепления и затяните их в четыре приема в определенной последовательности.
Момент затяжки гбц ВАЗ-2112 16 клапанов (ПРИОРА)
Момент затяжки гбц на приоре взяты из руководства по эксплуатации автомобиля и указаны в табличке №2.
Установите головку на блок, предварительно убедившись, что коленчатый и распределительные валы находятся в положении ВМТ (оба клапана 1-го цилиндра должны быть закрыты). Затяните болты крепления головки блока в последовательности, указанной на рис. 5.6, в четыре этапа:
1-й – моментом 20 Н·м (2 кгс·м);
2-й – моментом 69,4–85,7 Н·м (7,1–8,7 кгс·м);
3-й – доверните болты на 90°;
4-й – окончательно доверните болты на 90°.
Необходимо учитывать что:
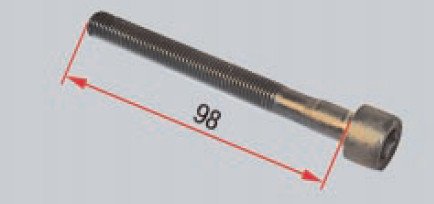
Болты крепления головки блока цилиндров вытягиваются при многократном использовании. Болты, длина которых (без учета высоты головки) превышает 98 мм, замените новыми. Перед установкой головки блока смажьте болты тонким слоем моторного масла.
Момент затяжки гбц КАЛИНА, ГРАНТА
Момент затяжки головки блока цилиндров на двигателях модели 21114-50, установленные на автомобилях Lada Kalina указаны в таблице №3. Двигатель 21114-50 создан на базе двигателя ВАЗ-2111. Увеличение рабочего объема двигателя модели 21114 до 1,6 л. по сравнению с объемом двигателя 2111 достигнуто за счет большего хода поршня при неизменном диаметре цилиндра.
Камера сгорания в головке блока двигателя модель 21114 стала больше по сравнению с двигателем 2111: ее длина увеличилась с 79 до 81 мм, а ширина — с 48 до 50 мм. Для различия головок блока рядом с резьбовым отверстием для свечи 1-го цилиндра головки двигателя модель 21114 есть прилив с номером «11183».
Вот что нам говорит руководство по эксплуатации о моменте затяжки гбц на калине:
Установите головку на блок, предварительно убедившись, что коленчатый и распределительный валы находятся в положении ВМТ (оба клапана 1-го цилиндра должны быть закрыты). Затяните болты крепления головки блока в указанной последовательности в четыре этапа:
1-й — моментом 20 Н-м (2 кгс*м);
2-й — моментом 69,4-85,7 Н-м (7,1-8,7 кгс*м)
3-й — доверните болты на 90°;
4-й — окончательно доверните болты на 90°.
Момент затяжки гбц ВАЗ 2106, 2107, 2103
Момент затяжки головки блока цилиндров на двигателях 2106 и 21011, 2103 одинаковый и приведен в таблице №4. В зависимости от модели или модификации автомобиля устанавливались двигатели трех типов:
- 2106 — с рабочим объемом 1.6литра. Это основной двигатель для автомобиля ВАЗ-2106.
- 2101 — с рабочим объемом 1.3литра. Устанавливался на автомобили ВАЗ-21063. От двигателя 2106 он отличается уменьшенным на 14мм ходом поршня, поэтому имеет другие блок цилиндров, коленчатый вал и другие детали цепного привода механизма газораспределения.
- 2103 — с рабочим объемом 1.45литра.
Момент затяжки гбц ВАЗ 2108, 2109
Момент затяжки гбц на двигателях ВАЗ-2108, ВАЗ-2111-80 совпадают, и приведены в таблице №5.
Затяните болты крепления головки в указанной последовательности в четыре этапа:
1 — моментом 20 Н-м (2 кгс-м);
2 — моментом 69,4-85,7 Н-м (7,1-8,7 кгс-м);
3 — доверните болты на 90°;
4 — окончательно доверните болты на 90°.
Болты крепления головки блока цилиндров вытягиваются при многократном использовании. Замените новыми болты, длина которых превышает 135,5 мм. Перед установкой головки блока смажьте болты тонким слоем моторного масла.
Момент затяжки гбц ваз 2108, 2110, 2114 8 клапанов инжектор, 2115
Момент затяжки гбц ваз 2101
Момент затяжки гбц, приведенный в таблице№7, применяется для двигателей следующих моделей:
- ВАЗ-2101 с рабочим объемом 1.2 литра. Это основной двигатель для автомобилей ВАЗ-2101;
- ВАЗ-21011 с рабочим объемом 1.3 литра. Устанавливался на автомобили ВАЗ 21011 и ВАЗ-21021. От предыдущей модели он отличается увеличенным на 3мм диаметром цилиндров, поэтому у него другие блок цилиндров и поршень; Момент затяжки гбц аналогичный с ВАЗ 2101;
- ВАЗ-2103 с рабочим объемом 1.45литра. От первой модели отличается увеличенным на 14мм ходом поршня, поэтому у него другие блок цилиндров и шатунно-поршневая группа. Момент затяжки болтов гбц аналогичен двигателю ВАЗ-2101.
Момент затяжки головки блока цилиндров (гбц) ОКА-1111, 11113
Момент затяжки головки блока цилиндров (гбц) НИВА
Моменты затяжки для двигателей ВАЗ-21214 евро3.
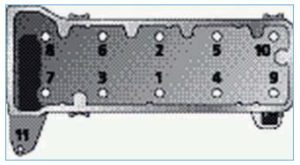
Рис.3 Порядок затяжки гбц НИВА
Для обеспечения надежного уплотнения и исключения подтяжки болтов головки блока цилиндров при техническом обслуживании автомобиля затягиваем их в четыре приема. Порядок затяжки указан на рисунке.
Момент затяжки гбц на двигателях ЗМЗ.
Двигатели ЗМЗ представлены модификациями ЗМЗ-402.5, ЗМЗ-402.6, ЗМЗ-4061, ЗМЗ-4063, ЗМЗ-40522, ЗМЗ-40524. Моменты затяжек гбц у этих моделях двигателей имеют разные значения.
Момент затяжки головки блока цилиндров (гбц) на 402-х двигателях (ГАЗЕЛЬ), модификации двигателей ЗМЗ-4025,4026.
Момент затяжки головки блока цилиндров (гбц) на 406-х двигателях, модификации ЗМЗ-4061, ЗМЗ-4063, ЗМЗ-40522.
Момент затяжки головки блока цилиндров (гбц) на 405-х и 405 евро3 двигателях, модификации ЗМЗ-40524.
Момент затяжки головки блока цилиндров (гбц) на двигателях ЗМЗ-409.

Последовательность затяжки болтов крепления головки блока цилиндров показана на рисунке
Момент затяжки гбц ГАЗ-53.
Момент затяжки головки блока цилиндров КАМАЗ-740
Момент затяжки на двигателях КАМАЗ-740.10, КАМАЗ-7403.10 или КАМАЗ-740.11-240 совпадает и приведен в таблице №15.
Как правильно затягивать ГБЦ и с каким усилием

Ряд ремонтных работ силового агрегата автомобиля связан со снятием головки блока. Демонтаж ГБЦ особых трудностей не вызывает, а вот посадка узла на место при сборке мотора требует полного соблюдения технологии установки, в частности затяжки крепежных элементов.
Последствия неправильной установки ГБЦ
Правильная затяжка головки блока очень важна, поскольку от этого напрямую зависит работоспособность мотора. ГБЦ выполняет роль крышки цилиндров, и любые нарушения в ее посадке сказываются на процессах, происходящих внутри силового агрегата.
Недостаточная затяжка головки приводит к падению компрессии из-за потери герметичности в месте стыка ГБЦ с блоком цилиндров, прогоранию прокладки, прорыву рабочих газов из цилиндров и попадание их в каналы систем смазки или охлаждения, проникновению в камеры сгорания технических жидкостей, что в свою очередь негативно сказывается на функционировании силового агрегата и может стать причиной очень серьезных поломок.
Чрезмерная затяжка тоже ничего хорошего не несет, в этом случае нередко происходит повреждение головки — появляются трещины, или разрушаются крепежи – разрыв болтов, срыв резьбы т.д.
Неравномерная или неправильная затяжка зачастую становиться причиной коробления головки, из-за которого в местах стыка ее с блоком появляются зазоры, что приводит к тем же последствиям, что и недостаточное затягивание.
Особенности детали
Головка блока цилиндров – конструктивно достаточно сложная деталь. Представляет она собой массивную плиту, в которой проделаны каналы для циркуляции жидкостей системы смазки и охлаждения, и технологические отверстия – свечные, для форсунок (в дизелях), крепежные.
Также сверху на ГБЦ имеется так называемая «постель» распределительного вала – посадочное место под его установку.
Несмотря на свою массивность, головка блока является хрупкой деталью из-за пустот внутри, поэтому чрезмерное усилие при затяжке часто приводит к трещинам в стенках и перемычках.
Для изготовления ГБЦ используется два вида металлов – алюминий (наиболее распространенный) и чугун.
Для закрепления последней применяются стальные болты или шпильки с гайками. К примеру, головка блока УАЗ 31519 крепится шпильками.
Разница в материалах изготовления головки и ее крепежных элементов имеет один негативный фактор – разное температурное расширение компонентов при нагреве, особенно это касается ГБЦ из алюминия.
Неравномерная затяжка крепежных элементов (гайки, шпильки и т.д.) при тепловом расширении приводит к появлению излишних напряжений в структуре металла, вследствие чего происходит коробление головки.
Условия затяжки болтов
При установке головки блока важно соблюдение технологии затяжки, которая включает в себя ряд критериев:
- Порядок затягивания;
- Усилие;
- Состояние крепежей (к примеру, шпилек с гайками);
У каждого двигателя свой порядок затягивания, который необходимо соблюдать, чтобы обеспечить равномерное притягивание головки к блоку и исключить возникновение напряжений на каких-либо участках поверхности. К примеру, на ВАЗ 2105 это выглядит так.
Усилие – еще один немаловажный фактор для правильного крепления данного элемента двигателя. Притягивание плиты осуществляется в несколько подходов (на разных моторах количество их отличается), каждый из которых выполняется со своим усилием.
Крепежи головки блока затягиваются с достаточно большим усилием, что приводит к их вытягиванию. Поэтому на множестве двигателей не допускается повторное использование болтов, они в обязательном порядке заменяются. Но есть и моторы, у которых замена крепежей не нужна и возможна их повторная установка.
Вся информация относительно технологии затяжки ГБЦ указывается в тех. документации к авто, также нередко ее указывают на упаковках прокладки головки и крепежей.
Общие правила выполнения работ, используемые методы
Есть ряд общих правил, которые необходимо соблюдать при установке головки блока:
Несмотря на то, что у каждого двигателя имеются свои особенности затяжки головки блока, общая технология этой операции – одинакова. В целом, для затягивания крепежей применяется два метода:
- В несколько подходов доведением усилия затяжки до требуемого значения;
- Затягивание крепежей до определенного усилия (в один или несколько подходов), а затем – двойное доворачивание болтов на определенный угол.
Метод затягивания выбирается исходя из типа болтов.
Первый способ применяется при использовании не растягивающихся болтов (сейчас такие не используются, но их можно встретить на старых авто). Но нередко этот тип крепежей требует дотяжки после определенного периода эксплуатации двигателя, чтобы компенсировать усадку прокладки ГБЦ. Зато такие крепежные элементы допускаются для повторного использования, причем неоднократно.
Второй метод затяжки блока является актуальным для большинства современных авто. И все из-за использования растягивающихся болтов (так называемый тип TTY).
Такие крепежи за счет упругой деформации способны компенсировать тепловые расширения головки и усадку прокладки, но для этого их необходимо вывести в режим деформации (по сути, просто немного растянуть).
Для этого и необходимо двойное доворачивание болтов на определенный угол. На одних авто этот угол составляет 45 град., на других – 90 град.
Но после вывода элементов в режим упругой деформации, они уже будут не способны вернуться в исходное состояние, поэтому и не допускается их повторное использование из-за высокой вероятности разрушения.
Общий порядок работ
Затяжка головки блока хоть и имеет множество нюансов и особенностей, но общая технология операции – не сложная, важно лишь соблюдать условия.
Общий алгоритм работ такой:
- Изучаем документацию (порядок затяжки и усилие);
- Подготавливаем инструмент;
- Осматриваем и протираем поверхности блока и головки, прочищаем крепежные отверстия (ветошью или сжатым воздухом);
- Укладываем прокладку;
- Садим на место головку блока (правильное размещение прокладки и головки обеспечивается направляющими втулками);
- Смазываем резьбу крепежных элементов;
- Устанавливаем последние в отверстия и затягиваем их от руки;
- Уточняем схему протяжки, количество подходов и усилие каждого из них, а также время перерывов между подходами (все это указывается в документации);
- Делаем первый подход, соблюдая порядок затяжки (для удобства можно маркером пометить болты согласно порядку). На фото ВАЗ 2103;
- Осуществляем все последующие подходы.
На некоторых автомобилях дополнительно требуется повторная дотяжка крепежей после определенного периода эксплуатации автомобиля. Эта информация обязательно указывается в технической документации.
Некоторые нюансы
Момент затяжки – один из основных факторов нормальной посадки головки блока. Но на этот критерий влияет не только прилагаемое усилие, а и сами крепежи:
- Общее состояние болтов – новые или б/у;
- Наличие смазки на резьбовой части;
- Состояние резьбы.
Тип силовой установки (бензиновый, дизельный), а также количество клапанов на технологию затягивания ГБЦ не влияет. Но это не значит, что усилие и порядок затяжки для всех моторов идентичен и перед посадкой головки обязательно следует изучить условия выполнения операции и все ее особенности.
Распространенные ошибки
Несмотря на то, что автопроизводители четко указывают порядок и нюансы затяжки ГБЦ, многие автолюбители допускают ошибки при сборке мотора. Самыми распространенными из них являются:
Чтобы в дальнейшем проблем не возникло, следует использовать только крепежные элементы, предназначенные для конкретного двигателя и полностью соблюдать условия выполнения работ.
Особенности выполнения работ на примере некоторых авто
В качестве доказательства суждения, что у каждой силовой установки существуют свои особенности затяжки ГБЦ, рассмотрим нюансы выполнения работ на конкретных моделях.
ВАЗ-2112 16 клапанов
Ряд модификаций ВАЗ-2112 комплектовался двумя типами 16-клапанных силовых установок (заводские индексы — 21120 и 21124). У этих двух моторов, несмотря на некоторые конструктивные особенности, технология затяжки головки блоки идентична.
На этих агрегатах используются растягивающиеся болты длиной 93 мм. При этом допускается повторное использование крепежей, но при одном условии – если их длина не превышает 95 мм (если она больше – их следует заменить). Для крепления головки используется 10 болтов.
Затягивание осуществляется в три подхода:
- Болты согласно порядка заворачиваются с усилием 2 кг/м;
- Доворачивание на 90 град.;
- Повторная дотяжка на 90 град.
Схема протяжки показана ниже.
Между 2-м и 3-м подходом необходимо сделать 20-минутный перерыв.
Поскольку на указанных двигателях используются растягивающиеся болты, дополнительная дотяжка во время эксплуатации авто не требуется.
ВАЗ-2107
Головка блока на них крепиться 11 болтами, 10 из которых являются основными, а 1 – вспомогательным боковым (устанавливается в боковом выступе).
На этом авто затягивание крепежей также выполняется в три подхода:
- 10 основных болтов согласно порядку затягиваются с усилием 3,5-4,0 кг/м;
- Те же болты дотягиваются с моментом 11,5-12,0 кг/м;
- Вспомогательный затягивается с усилием 3,5-4,0 кг/м.
Дополнительная затяжка ГБЦ при эксплуатации ВАЗ-2107 не требуется.
«Самара», 10-е семейство, Приора
- Затяжка с усилием 2,0 кг/м;
- Дотягивание с моментом 7,5-8,5 кг/м;
- Доворот на 90 град.;
- Повторное доворачивание на 90 град.
Перерыв между пунктами 3,4 20 минут.
Что касается ВАЗ «десятого» семейства, которые укомплектованы 16-клапанными моторами, то у них технология затяжки такая же, как и у ВАЗ-2112 (описано выше).
«Волга»
На двигателях ЗМЗ-406, устанавливаемых на «Волгу», согласно технической документации автопроизводителя затягивание болтов головки блока двигателя осуществляется в два подхода:
- С усилием 4,0-6,0 кг/м;
- С моментом 13,0-14,5 кг/м.
Но многие автовладельцы этого авто отмечают, что такая технология не позволяет качественно притянуть ГБЦ, поэтому они используют методики с большим количество подходов.
Распространенным является перекрестный метод, выполняющийся в 4 этапа и с усилиями:
- 4,0-4,3 кг/м;
- 7,5 кг/м;
- 11,0 кг/м;
- 14,3-14,5 кг/м.
Последующая дотяжка болтов при эксплуатации на этом двигателе не требуется.
Выполнение операции без динамометрического ключа
Поскольку на всех указанных автомобилях усилие точно указано, то без динамометрического ключа при посадке ГБЦ не обойтись. Но на некоторых авто вполне можно обойтись без него и использовать для затягивания обычные ключи и удлиняющей насадкой.
Сразу отметим, что выполнение работ без спец. инструмента допускается только на «старых» двигателях («Москвич», ВАЗ первых моделей).
Особенностью затяжки головки блока без динамометрического ключа является необходимость «чувствовать» прилагаемое усилие. В остальном же общая методика работ такая же, как и с использованием спец. инструмента:
Одним из вариантов затяжки без динамометрического ключа является двойное доворачивание крепежей после выполнения 2-го подхода.
Поскольку без навыков «чувствовать» прикладываемое усилие удается далеко не всем, метод без динамометрического ключа лучше не использовать, ведь последствия неправильной затяжки головки блока – достаточно серьезны и могут привести к очень серьезным поломкам.
Поэтому перед ремонтом двигателя, связанным со снятием головки блока следует запастись специальным инструментом, тем более что лишним он не будет и применение ему найдется всегда.
Читайте также: