Монтаж колонн металлических на анкерные болты
Обновлено: 21.09.2024
До начала монтажа колонн должны быть полностью закончены работы нулевого цикла, т.е. сооружены фундаменты, засыпаны пазухи фундаментов, выполнена планировка площадки, дороги и транспортных путей, подготовлены и оборудованы складские площадки, подведены электроэнергия, водопровод и, если необходим, воздух. Также должен быть оборудован бытовой комплекс для монтажников. Для монтажа металлоконструкций на складе должен быть необходимый их запас.
Фундаменты до монтажа принимают по акту, на их поверхности должны быть нанесены разбивочные оси ряда колонн. Для нанесения осей на верхней поверхности фундаментов вне контура опорной плиты колонны до бетонирования фундамента закладывают металлические планки в двух направлениях. Оси наносят керном и масляной краской.
В зависимости от принятого в проекте способа опирания колонны на фундамент его возводят на полную высоту или ниже проектной отметки на 50—100 мм для последующей подливки.
Перед установкой колонн должна быть проверена и смазана резьба анкерных болтов. Проверку осуществляют навертыванием гаек. Для предохранения резьбы при опускании колонны во время наводки на резьбу надевают предохранительные колпачки из кровельной стали или газовых труб с конусным верхом для облегчения прохождения в отверстия башмака.
Точность установки колонн определяет правильность монтажа всех конструкций и прочность сооружения и зависит в значительной мере от принятых способов опирания колонны на фундамент.
При опирании колонн на заранее установленные, выверенные и подлитые опорные плиты, отделенные от колонн, устанавливают колонны, имеющие фрезерованные подошвы. Тангенс угла отклонения фрезерованной подошвы от вертикали не должен превышать 1/1500. Верх плит также должен иметь строганую поверхность. При двухветвевых колоннах больших размеров устанавливают две плиты — по одной под каждую ветвь.
Каждую плиту устанавливают с совмещением нанесенных рисок с разбивочными осями на фундаменте. Фундаменты при этом должны быть не ниже 50—80 мм проектной отметки. Опорную плиту закрепляют установочными планками к специальным анкерным болтам или специальными струбцинами или тремя болтами, ввернутыми в гайки, приваренные к плите. Устанавливают в требуемое положение верх плиты. Отклонение по высоте верка плиты от проектного положения не должно быть больше 1,5 мм, а уклон не должен превышать 1/1500. Выверенную плиту закрепляют вторыми гайками или приваркой дополнительных планок для предохранения от перемещения вверх, после чего подливают цементным раствором (рис. 5.13).

Если по условиям транспортировки башмаки колонны поставляют на площадку отдельно от колонн, то опорные плиты приваривают на заводе-изготовитеде. Башмак устанавливают на фундаменты, верх которых на 50—100 мм ниже проектной отметки на три установочных болта, выверяют по разбивочным осям и рискам и закрепляют с такой же точностью, как и опорные плиты. После выверки и закрепления башмак подливают цементным раствором. Верхняя поверхность торцов башмака и нижние торцы колонны должны быть строгаными.
На выверенные гайки анкерных болтов устанавливают колонны легких конструкций, которые поступают на площадку с опорными плитами. Плиты имеют отверстия для анкерных болтов. Анкерные болты устанавливаются точно по шаблону, длина их резьбы должна обеспечивать такую установку гайки, чтобы ее верхняя поверхность имела бы отметку низа опорной плиты колонны (рис. 5,14). Гайки наворачивают на болты с требуемой точностью установки верхней поверхности. Поднятую колонну устанавливают, опирая на навернутые гайки и совмещая риски на колонне с разбивочными осями. Положение колонны по вертикали обеспечивается точностью установки гаек и при необходимости может быть выправлено их подкручиванием. После установки положение колонны фиксируется постановкой шайб и закреплением плиты вторыми гайками, которые зажимают опорные плиты и обеспечивают устойчивость колонны. Выверенные колонны подливают цементным раствором.

При установке колонн на фундаменты, доведенные до проектной отметки, их поверхность должна точно соответствовать проектной и поверхность его при бетонировании выравнена точной рейкой. Отклонение верха фундамента по высоте не должно быть больше ±5 мм по уклону и 1/1000. Колонны должны иметь фрезерованные подошвы.
Колонны также устанавливают на заранее установленные и выверенные стальные опорные детали, заделанные в бетоне фундамента. Такими деталями могут быть обрезки рельс, балок, уголков, которые устанавливают и закрепляют к арматуре до бетонирования фундамента. Стальные опорные подкладки устанавливают с необходимой точностью. Отклонение их верха по высоте не должно быть больше ±5 мм, а уклон более 1/1000 (рис. 5.15),

Три первых способа установки колонны позволяют вести дальнейший монтаж без выверки конструкций, совмещая осевые риски устанавливаемых элементов. Последний способ установки требует выверки колонны по вертикали, которую производят до ее расстроповки, покачивая колонну вокруг опорных деталей. Выверенную колонну закрепляют анкерными болтами, после чего зазор между подошвой колонны и фундаментов заполняют бетоном на мелком щебне или цементным раствором.
Если колонну монтируют по частям, то верхнюю часть колонны устанавливают только после закрепления нижней части всеми проектными креплениями к остальным конструкциям. Поднятую верхнюю часть колонны наводят на торец нижней части, совмещают осевые риски на торцах, проверяют вертикальность установленной колонны и закрепляют стык временными креплениями. В некоторых случаях, если это предусмотрено проектом, можно сразу выполнить проектное крепление стыка. Временное крепление болтами осуществляют посредством стяжных приспособлений, установленных до подъема колонны у торцов стыка. В многоэтажных зданиях для временного закрепления колонны применяют стяжные приспособления и одиночные кондукторы, в которых закрепляют и выверяют поставленные колонны (рис. 5.16). Зазоры в стыке между торцами заполняют стальными прокладками. После окончательной выверки колонну закрепляют по проекту (болтами или сваркой).

Устанавливать колонны на стальные прокладки, не заделанные в фундамент, а уложенные на его поверхность не рекомендуется, так как это увеличивает трудоемкость, расход металла и не обеспечивает точности установки колонны, требуя дополнительной выверки.
Перед монтажом колонны раскладывают вдоль ряда их установки на деревянные подкладки параллельно оси ряда колонн или под углом. До подъема колонны должны быть обстроены подмостями: лестницами и площадками, а также монтажными стяжными приспособлениями.
При установке колонны ее необходимо перевести из горизонтального положения в вертикальное, в этом положении подать к месту установки и опустить на фундамент, наведя на анкерные болты. Все это требует выполнения монтажным краном нескольких и в отдельных случаях совмещенных операций, требующих ответственного наблюдения за работой крана во время подъема колонны.
Подъем и установку колонн производят двумя способами. При раскладке колонн параллельно оси ряда кран, перемещаясь вдоль ряда колонн в направлении башмака колонны, поднимает колонну грузовым полиспастом, поворачивая ее вокруг опоры до вертикального положения. Башмак колонны при этом не должен скользить. При подъеме не следует допускать отклонения грузового полиспаста от вертикали более чем на 1,5° (рис, 5.17). Подъем колонн при такой раскладке может быть выполнен краном без его перемещения. В этом случае низ колонны перемешают лебедкой по заранее подготовленному пути. Такой способ применяют для подъема тяжелых больших колонн.

При раскладке колонн под углом к оси ряда их поднимают без перемещения крана поворотом стрелы. Стоянку крана располагают так, чтобы вылет стрелы позволял, повернув колонну в вертикальное без его изменения положение, поставить ее на фундамент (см. рис. 5.17). При одновременном подъеме колонны и повороте стрелы возможно опасное отклонение подъемного полиспаста от вертикали. Все операции выполняют на минимальной скорости.
Строповку колонны производят выше центра тяжести, чтобы после подъема она заняла вертикальное положение. Для обеспечения вертикального положения колонны при ее установке строп должен быть закреплен по оси центра тяжести колонны или охватывать ее с двух сторон. Крепят строп за имеющиеся отверстия или специально предусмотренные отверстия или конструкции. Для уменьшения трудоемкости строповки применяют инвентарные стропы (рис. 5.18). Инвентарные стропы, закрепленные к траверсе, имеют рамку. Рамка подвешена к стропам и охватывает верх колонны, что позволяет закрепить стропы за низ колонны и производить расстроповку без подъема на высоту. Рамка на верху колонны обеспечивает ее устойчивое положение при наводке на анкерные болты.

Все работы по выверке колонн производят до ее расстроповки и закрепления. Необходимую проверку вертикальности выполняют двумя теодолитами или одним с его перестановкой, что более трудоемко.
В процессе монтажа постоянно проводится пооперационный контроль выполнения работ в соответствии с картами операционного контроля.
Предельные отклонения фактического положения смонтированных конструкций не должны быть больше указанных в табл. 5.2.
Монтаж колонн металлических на анкерные болты
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА (ТТК)
МОНТАЖ МЕТАЛЛИЧЕСКИХ КОЛОНН ПРОМЫШЛЕННЫХ ЗДАНИЙ
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Типовая технологическая карта (именуемая далее по тексту ТТК) - комплексный организационно-технологический документ, разработанный на основе методов научной организации труда для выполнения технологического процесса и определяющий состав производственных операций с применением наиболее современных средств механизации и способов выполнения работ по определённо заданной технологии. ТТК предназначена для использования при разработке Проектов производства работ (ППР) строительными подразделениями.
Рис.1. Типы стальных колонн промышленных зданий
а - сплошная постоянного сечения; б - то же, переменного сечения (ступенчатые); в - переменного сечения решетчатая (сквозная); г - раздельного типа
1 - ферма; 2 - шатровая ветвь; 3 - то же, подкрановая; 4 - диафрагма жёсткости
1.2. В настоящей ТТК приведены указания по организации и технологии производства работ по монтажу металлических колонн промышленных зданий, определен состав производственных операций, требования к контролю качества и приемке работ, плановая трудоемкость работ, трудовые, производственные и материальные ресурсы, мероприятия по промышленной безопасности и охране труда.
1.3. Нормативной базой для разработки технологической карты являются:
- строительные нормы и правила (СНиП, СН, СП);
- заводские инструкции и технические условия (ТУ);
- нормы и расценки на строительно-монтажные работы (ГЭСН-2001 ЕНиР);
- производственные нормы расхода материалов (НПРМ);
- местные прогрессивные нормы и расценки, нормы затрат труда, нормы расхода материально-технических ресурсов.
1.4. Цель создания ТТК - описание решений по организации и технологии производства работ по монтажу металлических колонн промышленных зданий с целью обеспечения их высокого качества, а также:
- снижение себестоимости работ;
- сокращение продолжительности строительства;
- обеспечение безопасности выполняемых работ;
- организации ритмичной работы;
- рациональное использование трудовых ресурсов и машин;
- унификации технологических решений.
1.5. На базе ТТК в составе ППР (как обязательные составляющие Проекта производства работ) разрабатываются Рабочие технологические карты (РТК) на выполнение отдельных видов работ по монтажу металлических колонн промышленных зданий.
Конструктивные особенности их выполнения решаются в каждом конкретном случае Рабочим проектом. Состав и степень детализации материалов, разрабатываемых в РТК, устанавливаются соответствующей подрядной строительной организацией, исходя из специфики и объема выполняемых работ.
РТК рассматриваются и утверждаются в составе ППР руководителем Генеральной подрядной строительной организации.
1.6. ТТК можно привязать к конкретному объекту и условиям строительства. Этот процесс состоит в уточнении объемов работ, средств механизации, потребности в трудовых и материально-технических ресурсах.
Порядок привязки ТТК к местным условиям:
- рассмотрение материалов карты и выбор искомого варианта;
- проверка соответствия исходных данных (объемов работ, норм времени, марок и типов механизмов, применяемых строительных материалов, состава звена рабочих) принятому варианту;
- корректировка объемов работ в соответствии с избранным вариантом производства работ и конкретным проектным решением;
- пересчёт калькуляции, технико-экономических показателей, потребности в машинах, механизмах, инструментах и материально-технических ресурсах применительно к избранному варианту;
- оформление графической части с конкретной привязкой механизмов, оборудования и приспособлений в соответствии с их фактическими габаритами.
1.7. Типовая технологическая карта разработана для инженерно-технических работников (производителей работ, мастеров, бригадиров) и рабочих, выполняющих работы в III-й температурной зоне, с целью ознакомления (обучения) их с правилами производства работ по монтажу металлических колонн промышленных зданий, с применением наиболее современных средств механизации, прогрессивных конструкций и способов выполнения работ.
Технологическая карта разработана на следующие объёмы работ:
- колонны, сталь С255 и С245
- 4,24 тонны.
II. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Технологическая карта разработана на комплекс работ по монтажу металлических колонн промышленных зданий.
2.2. Работы по монтажу металлических колонн промышленных зданий выполняются механизированным отрядом в одну смену, продолжительность рабочего времени в течение смены составляет:
2.3. В состав работ, последовательно выполняемых при монтаже металлических колонн промышленных зданий, входят следующие технологические операции:
- подготовка фундаментов под монтаж колонн;
- геодезическая разбивка местоположения колонн на фундаментах;
- обстраивание колонн монтажными лестницами и подмостями;
- установка готовых колонн на фундаменты;
- выверка и закрепление колонн в проектном положении.
2.4. Технологической картой предусмотрено выполнение работ комплексным механизированным звеном в составе: передвижная бензиновая электростанция Honda ET12000 (3-фазная 380/220 В, N=11 кВт, m=150 кг); седельный тягач КамАЗ-54115-15 с бортовым полуприцепом СЗАП-93271 (грузоподъемность Q=25,0 т); сварочный генератор (Honda) EVROPOWER ЕР-200Х2 (однопостовый, бензиновый, Р=200 А, Н=230 В, вес m=90 кг); автомобильный стреловой кран КС-45717 (грузоподъемность Q=25,0 т).
Рис.4.* Грузовые характеристики автомобильного стрелового крана КС-45717
* Нумерация соответствует оригиналу. - Примечание изготовителя базы данных.
Рис.5. Седельный тягач КамАЗ-54115-15 + полуприцеп СЗАП-93271
Рис.5. Электростанция Honda ET12000
Рис.6. Генератор EVROPOWER ЕР-200Х2
2.5. Для монтажа применяются колонны К1 из стального двутаврового горячекатаного профиля 25К2 с параллельными гранями полок по СТО АСЧМ 20-93; монтажные болты М36 по ГОСТ 52643-2006 класса прочности 10,9 из стали 40Х; гайки М36 по ГОСТ 52645-2007 класса прочности 10,0; шайбы плоские по ГОСТ 52646-2007; бетона класса. В30 по ГОСТ 26633-91; электроды 4,0 мм Э-42 по ГОСТ 9466-75; эмаль ПФ-133 по ГОСТ 926-82*; грунтовка ГФ-021 по ГОСТ 25129-82.
2.6. Работы по монтажу металлических колонн промышленных зданий следует выполнять, руководствуясь требованиями следующих нормативных документов:
- СНиП 3.01.03-84. Геодезические работы в строительстве;
- Пособие к СНиП 3.01.03-84. Производство геодезических работ в строительстве;
- СНиП 3.03.01-87. Несущие и ограждающие конструкции;
- СНиП II-90-81. Производственные здания промышленных предприятий;
- СТО НОСТРОЙ 2.33.14-2011. Организация строительного производства. Общие положения;
- СТО НОСТРОЙ 2.33.51-2011. Организация строительного производства. Подготовка и производство строительно-монтажных работ;
- СТО НОСТРОЙ 2.10.76-2012. Строительные конструкции металлические. Болтовые соединения. Правила и контроль монтажа, требования к результатам работ;
- СТО НОСТРОЙ 2.10.64-2012. Сварочные работы. Правила и контроль монтажа, требования к результатам работ;
- СНиП 12-03-2001. Безопасность труда в строительстве. Часть 1. Общие требования;
- СНиП 12-04-2002. Безопасность труда в строительстве. Часть 2. Строительное производство;
- РД 11-02-2006. Требования к составу и порядку ведения исполнительной документации при строительстве, реконструкции, капитальном ремонте объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения;
- РД 11-05-2007. Порядок ведения общего и (или) специального журнала учета выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства.
III. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
3.1. В соответствии с СП 48.13330.2001 "СНиП 12-01-2004 Организация строительства. Актуализированная редакция" до начала выполнения строительно-монтажных работ на объекте Подрядчик обязан в установленном порядке получить у Заказчика проектную документацию и разрешение (ордер) на выполнение строительно-монтажных работ. Выполнение работ без разрешения (ордера) запрещается.
3.2. До начала производства работ по монтажу металлических колонн промышленных зданий необходимо провести комплекс организационно-технических мероприятий, в том числе:
- разработать РТК или ППР на монтаж металлических колонн;
- назначить лиц, ответственных за безопасное производство работ, а также их контроль и качество выполнения;
- провести инструктаж членов бригады по технике безопасности;
- установить временные инвентарные бытовые помещения для хранения строительных материалов, инструмента, инвентаря, обогрева рабочих, приёма пищи, сушки и хранения рабочей одежды, санузлов и т.п.;
- обеспечить участок утвержденной к производству работ рабочей документацией;
- подготовить к производству работ машины, механизмы и оборудования и доставить их на объект;
- обеспечить рабочих ручными машинами, инструментами и средствами индивидуальной защиты;
- обеспечить строительную площадку противопожарным инвентарем и средствами сигнализации;
- подготовить места для складирования строительных материалов, изделий и конструкций;
- оградить строительную площадку и выставить предупредительные знаки, освещенные в ночное время;
- обеспечить связь для оперативно-диспетчерского управления производством работ;
- доставить в зону работ необходимые материалы, приспособления, инвентарь, инструменты и средства для безопасного производства работ;
Дата введения 2022-04-25
Предисловие
Сведения о своде правил
1 ИСПОЛНИТЕЛЬ - Акционерное общество "Научно-исследовательский центр "Строительство" (АО "НИЦ "Строительство") - Научно-исследовательский, проектно-конструкторский и технологический институт бетона и железобетона им.А.А.Гвоздева (НИИЖБ им.А.А.Гвоздева)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 ПОДГОТОВЛЕН к утверждению Департаментом градостроительной деятельности и архитектуры Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России)
6 ВВЕДЕН ВПЕРВЫЕ
В случае пересмотра (замены) или отмены настоящего свода правил соответствующее уведомление будет опубликовано в установленном порядке. Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте разработчика (Минстрой России) в сети Интернет
Введение
Настоящий свод правил разработан в целях соблюдения требований Федерального закона от 30 декабря 2009 г. N 384-ФЗ "Технический регламент о безопасности зданий и сооружений" с учетом требований Федерального закона от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании" и содержит требования к расчету и конструированию анкерных креплений к бетонным и железобетонным конструкциям.
Свод правил разработан авторским коллективом АО "НИЦ "Строительство" - НИИЖБ им.А.А.Гвоздева (руководитель работы - канд. техн. наук А.Н.Болгов; канд. техн. наук Д.В.Кузеванов, канд. техн. наук С.И.Иванов, канд. техн. наук А.В.Невский).
1 Область применения
1.1 Настоящий свод правил распространяется на проектирование анкерных креплений строительных конструкций и оборудования к бетонным и железобетонным конструкциям из тяжелого или мелкозернистого бетона класса по прочности на сжатие В15-В60 новых и реконструируемых зданий и сооружений различного назначения.
1.2 Свод правил устанавливает требования к расчету анкерных креплений с применением механических стальных, клеевых и комбинированных одиночных анкеров и групп анкеров (кроме пластиковых анкеров), а также конструктивные требования при проектировании анкерных креплений.
1.3 Свод правил не распространяется на анкерные крепления зданий и сооружений, эксплуатируемых в районах строительства с сейсмичностью 7 баллов и более.
2 Нормативные ссылки
В настоящем своде правил использованы нормативные ссылки на следующие документы:
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
ГОСТ 27751-2014 Надежность строительных конструкций и оснований. Основные положения
ГОСТ 31937-2011 Здания и сооружения. Правила обследования и мониторинга технического состояния
ГОСТ Р 56731-2015 Анкеры механические для крепления в бетоне. Методы испытаний
ГОСТ Р 57787-2017 Крепления анкерные для строительства. Термины и определения. Классификация
ГОСТ Р 58387-2019 Анкеры клеевые для крепления в бетон. Методы испытаний
СП 27.13330.2017 "СНиП 2.03.04-84 Бетонные и железобетонные конструкции, предназначенные для работы в условиях воздействия повышенных и высоких температур" (с изменением N 1)
СП 63.13330.2018 "СНиП 52-01-2003 Бетонные и железобетонные конструкции. Основные положения" (с изменением N 1)
Примечание - При пользовании настоящим сводом правил целесообразно проверить действие ссылочных документов в информационной системе общего пользования - на официальном сайте федерального органа исполнительной власти в сфере стандартизации в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего свода правил в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины, определения и обозначения
3.1 Термины и определения
В настоящем своде правил применены термины по СП 63.13330, ГОСТ Р 57787, а также следующие термины с соответствующими определениями:
3.1.1 анкер с контролем момента затяжки: Распорный анкер, у которого распор создается за счет крутящего момента, действующего на винт, болт или гайку.
3.1.2 анкер с контролем перемещения: Распорный анкер, у которого распор достигается за счет контролируемого перемещения конуса расклинивания относительно втулки.
3.1.3 анкер-шуруп: Механический анкер, закрепление которого в основании осуществляется за счет вкручивания в просверленное отверстие с врезанием кромок резьбы в материал основания.
3.1.4 опорная пластина крепежной детали: Металлическая пластина, прилегающая к поверхности бетонного основания, в опорной части прикрепляемого конструктивного элемента служит для передачи и перераспределения усилий на анкеры.
3.1.5 бетонное основание: Несущая или ограждающая бетонная или железобетонная конструкция, которая воспринимает передаваемые на нее нагрузки.
3.1.6 распорный анкер: Механический анкер, закрепление которого в основании осуществляется за счет принудительного расширения в просверленном отверстии.
3.1.7 клеевой анкер (химический): Анкер, состоящий из стального элемента и клеевого состава, в котором передача усилий со стального элемента на основание осуществляется через клеевой состав.
3.1.8 эффективная глубина анкеровки: Размер, соответствующий заглублению части анкера, посредством которой он передает усилия на основание.
Примечание - Измеряется от поверхности основания или удаленного от поверхности сечения для клеевых анкеров в специально оговоренных случаях.
3.1.9 технический паспорт на анкер: Документ, содержащий необходимую для проектирования и применения анкера информацию, полученную по результатам испытаний.
3.2 Обозначения
В настоящем своде правил применены следующие обозначения (см. рисунки 3.1-3.2):
Геометрические характеристики
- расстояние между осями крайних анкеров смежных групп или между осями одиночных анкеров в направлении 1;
- расстояние между осями крайних анкеров смежных групп или между осями одиночных анкеров в направлении 2;
- расстояние от оси анкера до края основания (краевое расстояние);
- расстояние от оси анкера до края основания в направлении 1 (для анкера, работающего на сдвиг, направление 1 выбирают перпендикулярно краю в направлении сдвигающего усилия);
- расстояние от оси анкера до края основания в направлении 2 (направление 2 выбирают перпендикулярно направлению 1);
- диаметр анкерного болта или диаметр резьбы;
- диаметр установочного отверстия для анкера с уширением;
- рабочий диаметр анкера с уширением;
- диаметр установочного отверстия в опорной пластине крепежной детали;
- внешний диаметр механического и стального элемента клеевого анкера (номинальный диаметр для стержневой арматуры);
Установка фундаментных болтов при монтаже
Фундаментные болты для крепления технологического оборудования различают по условиям эксплуатации и назначению, конструкции, способам установки и закреплению в фундаменте. Конструктивные (малонагруженные) болты служат для фиксации машин на фундаментах, повышения жесткости корпусных деталей и для предотвращения их смещения под действием случайных нагрузок. Расчетные (силовые) болты воспринимают нагрузки, которые возникают при работе оборудования.
Применяют следующие типы конструкций фундаментных болтов (ГОСТ 24379.0–80; 24379.1–80; 28778–90): изогнутые, с анкерной плитой, составные, съемные (рис. 2), прямые, распорные (рис. 3) и с коническим концом распорные (рис. 4).
К основным установочным и конструктивным параметрам болтов относятся: глубина заложения H, длина L болта, диаметр d резьбы, длина l0 резьбы, диаметр стержня d1, длина l изогнутой части, диаметр или сторона А анкерной плиты, размер S под ключ, диаметр d0 отверстия в фундаменте, высота h конуса.
В зависимости от конструкции болты устанавливают на кондукторах до бетонирования фундаментов (см. рис. 2, а, в–д); в колодцах, оставляемых при бетонировании (см. рис. 2, б), и в скважинах (отверстиях), пробуриваемых в готовых фундаментах, перекрытиях или полу цеха (см. рис. 3 и 4).
Наиболее перспективно применение болтов, устанавливаемых в пробуриваемых скважинах (отверстиях). Этим способом устанавливают прямые болты, закрепляемые в фундаменте с применением клея различного типа и цементной зачеканки, а также болты распорного типа. Прямые болты не имеют специальных анкерующих устройств, поэтому менее надежны в эксплуатации по сравнению с другими и требуют тщательного соблюдения технологии установки. Болты распорного типа (см. рис. 3, б и 4, в, г) обладают более высокой надежностью и простотой установки, хотя и сложнее по конструкции. Применение болтов распорного типа с малой глубиной заложения в случаях, когда размеры фундаментов определяются длиной болтов, позволяет устанавливать оборудование без фундаментов с креплением непосредственно на перекрытиях или полу цеха.
Установку болтов осуществляют в соответствии со специально разработанным планом их расположения, в котором болты «привязаны» к разбивочным осям оборудования.
Рис. 2. Фундаментные болты: а и б — изогнутые; в — с анкерной плитой; г — составные; д — съемные; l1 — ширина загнутой части болта; l2 — расстояние от оси болта до конца загнутой части
Рис. 3. Фундаментные прямые (а) и распорные (б) болты
Установка на кондукторах. Глухие болты: изогнутые, с анкерными плитами и составные (см. рис. 2, а, б и г), а также анкерную арматуру съемных болтов (см. рис. 2, д) — устанавливают в монолитные фундаменты до их бетонирования с помощью специальных монтажных приспособлений, обеспечивающих надежную фиксацию болтов и арматуры в проектном положении на период укладки и твердения бетона фундамента. Поддерживающие устройства служат для фиксации кондукторов в требуемом положении, а кондукторы — для размещения болтов в соответствии с осями отверстий в корпусных деталях машин, закрепляемых на данном фундаменте.
Поддерживающие устройства (каркас) собирают из типовых стоек и прогонов (продольных и поперечных балок), которые имеют одинаковую конструкцию для всех фундаментов цеха. Стойки различаются только высотой, а прогоны — длиной. Высоту стоек назначают на 200…300 мм меньше разницы высотных отметок бетонной подготовки фундамента и его поверхности. Длину продольных и поперечных балок каркаса
определяют исходя из размеров опорного контура монтируемого оборудования. Стойки крепят к закладным пластинам, залитым в специальные опоры, которые изготовляют одновременно с бетонной подготовкой фундамента (рис. 5). На стойках предусматривают узлы крепления балок каркаса, опалубки и настила.
К стойкам на проектной высоте приваривают балки каркаса. Для повышения жесткости каркас скрепляют диагональными связями. На верхних балках каркаса располагают кондукторы (рис. 6). Конструкция кондуктора определяется числом и расположением устанавливаемых фундаментных болтов. Отверстия в кондукторах изготовляют с такими же допусками расположения, как и в корпусных деталях. Диаметр отверстий в кондукторе должен быть больше диаметра болтов с резьбой до М48 на 1 мм, а для болтов с резьбой М56 и более — на 2 мм. Аналогично изготовляют кондукторы для фиксации анкерной арматуры, коробок и пробок для образования колодцев под болты или шанцев.
Положение кондуктора в плане на балках каркаса выверяют геодезическими методами и фиксируют сваркой. После этого в кондукторе устанавливают и закрепляют болты, пробки и анкерную арматуру.
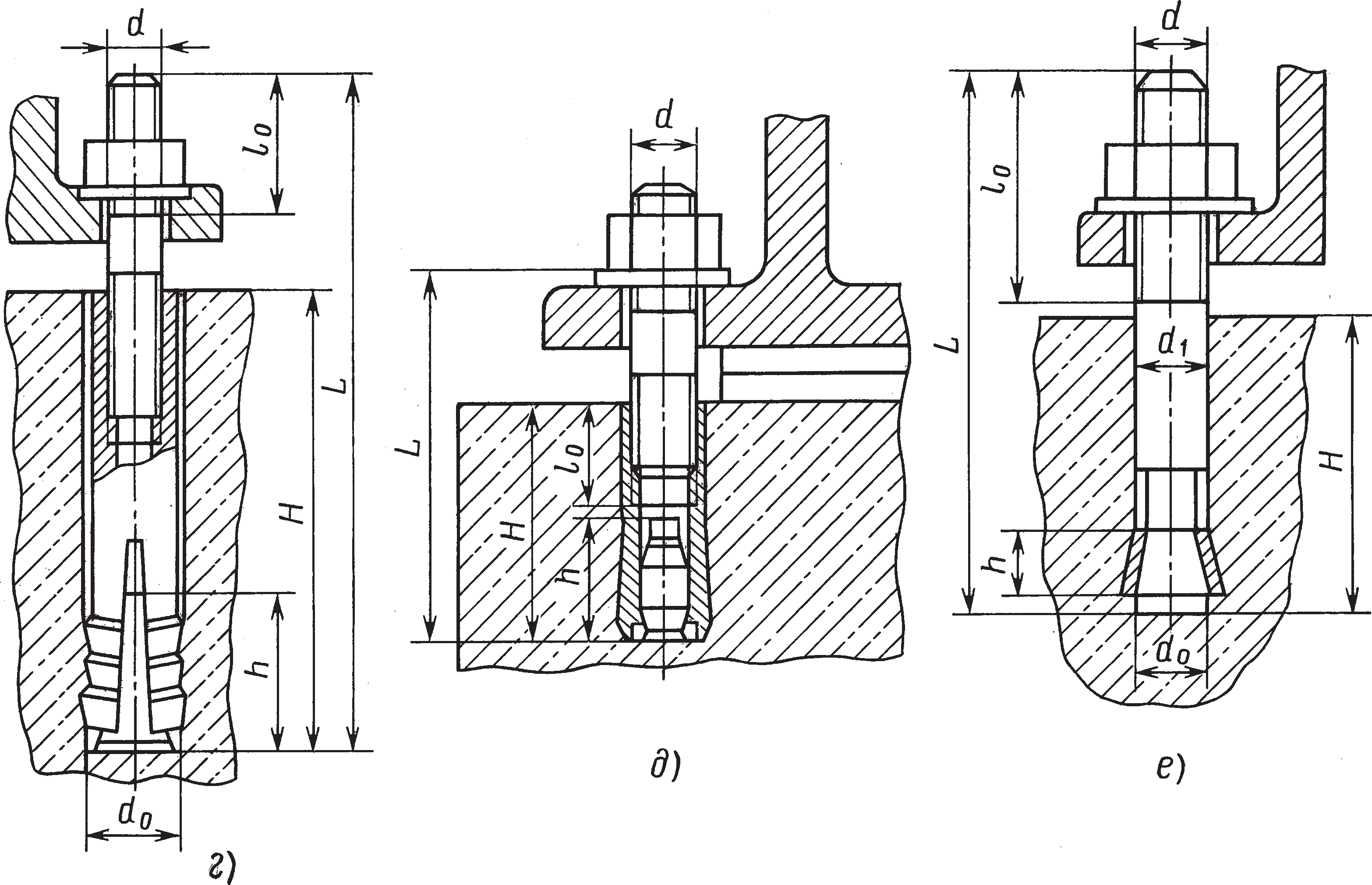
Рис. 4. Фундаментальные болты распорного типа: а — конические с цементной зачеканкой; б — конические, устанавливаемые вибропогружением; в — конические с разжимными цангами (самоанкерующиеся); г — составные с распорными конусом; д — дюбель-втулки; е — анкерные распорные дюбели
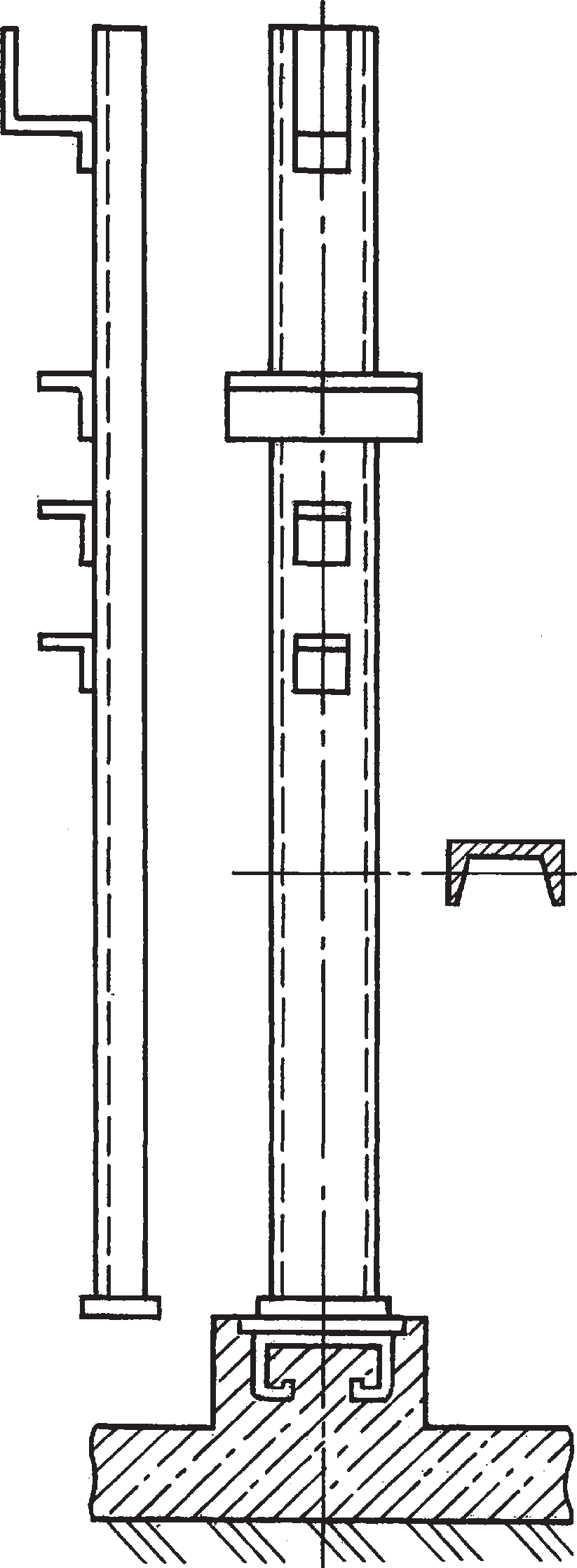
Рис. 5. Стойка каркаса поддерживающего устройства
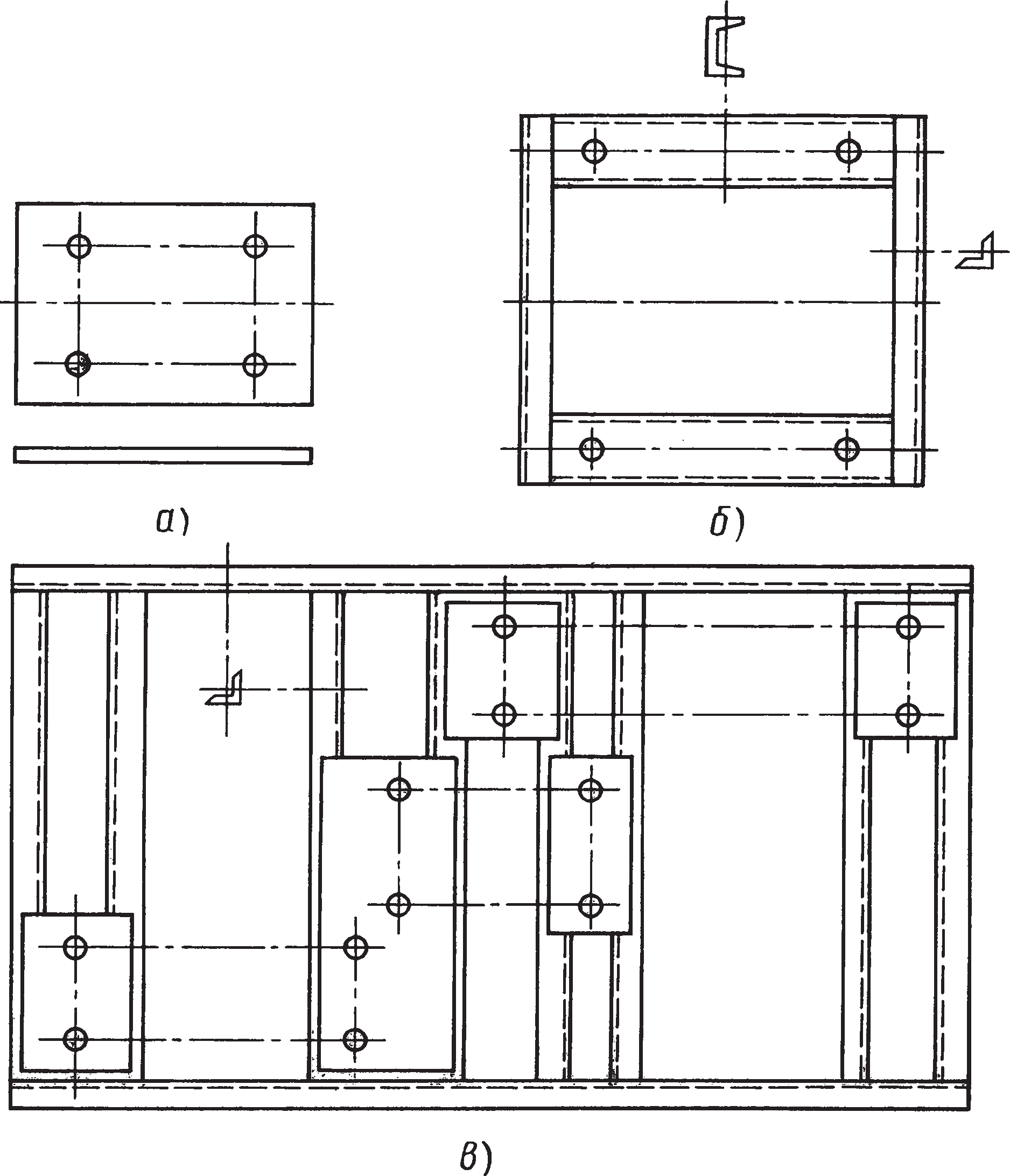
Рис. 6. Кондукторы для фундаментных болтов: а — листовой; б — из сортовой стали; в — комбинированный
При расположении глухих болтов с отгибами у края фундамента отогнутый конец болта необходимо ориентировать в сторону массива, а при расположении в углах — по их биссектрисе.
Нижние концы болтов, расположенные в местах пустот фундаментов (проемов, тоннелей и др.), допускается выполнять с отгибом.
Для глухих болтов в фундаментах предусматривают специальные шанцы, предназначенные для исправления положения болтов в плане после бетонирования фундамента путем их изгиба.
Детали, установленные в кондукторе, с целью предотвращения их отклонений от вертикального положения, при бетонировании соединяют поперечными связями из мелкосортного проката. На изготовление поддерживающих устройств и кондукторов расходуется значительное количество сортового проката — в среднем до 30 кгна один болт. Для уменьшения расхода металла применяют метод установки фундаментных болтов на поддерживающих устройствах с укороченными стойками и съемные кондукторы. При установке болтов в простые фундаменты поддерживающие устройства не изготовляют, а кондукторы прикрепляют к опалубке или арматуре.
При монтаже оборудования, опорные части которого стандартизованы, например химических аппаратов колонного типа, рекомендуется применять групповую установку болтов с помощью унифицированных кондукторов. Диаметр отверстий d0 под болты назначают на 2 мм больше диаметра болтов.
Плазово-блочный метод применяют при большом числе фундаментных болтов (свыше 500), устанавливаемых в цехе, с целью индустриализации их изготовления и монтажа блоками. Применение такого метода позволяет перенести изготовление блоков фундаментных болтов со строительной площадки в заготовительные мастерские или на заводы монтажных заготовок. Блоки собирают на специальных стендах, оборудованных плазом, т.е. дощатым щитом с наклеенным на него чертежом плана расположения болтов, выполненным в натуральную величину.
Блоки (рис. 7) состоят из группы болтов 1, приваренных к базовой опорной балке 2 и связанных между собой продольными и поперечными связями 3 в жесткий каркас. Продольные и поперечные стороны блока образуют ферму. Размеры а, l, l1, l2 называют исходя из расположения болтов, а размер b — из условия закрепления блока на опорных конструкциях, k — расстояние от оси основания каркаса до верхнего конца болта. При длине блока L до 1 м высоту фермы т принимают равной 300 мм и диагональную связь не ставят; при длине блока до 2 м высоту m принимают равной 400 мм и ставят одну диагональную связь, а при длине блока до 3 м высоту т принимают равной 450…500 мм и ставят две диагональные связи. При длине болтов L = 2 м высоту m назначают равной 1 м. Перепад высотных отметок торцов фундаментных бортов Δz = z2 – z1 в одном блоке не должен превышать 500 мм.
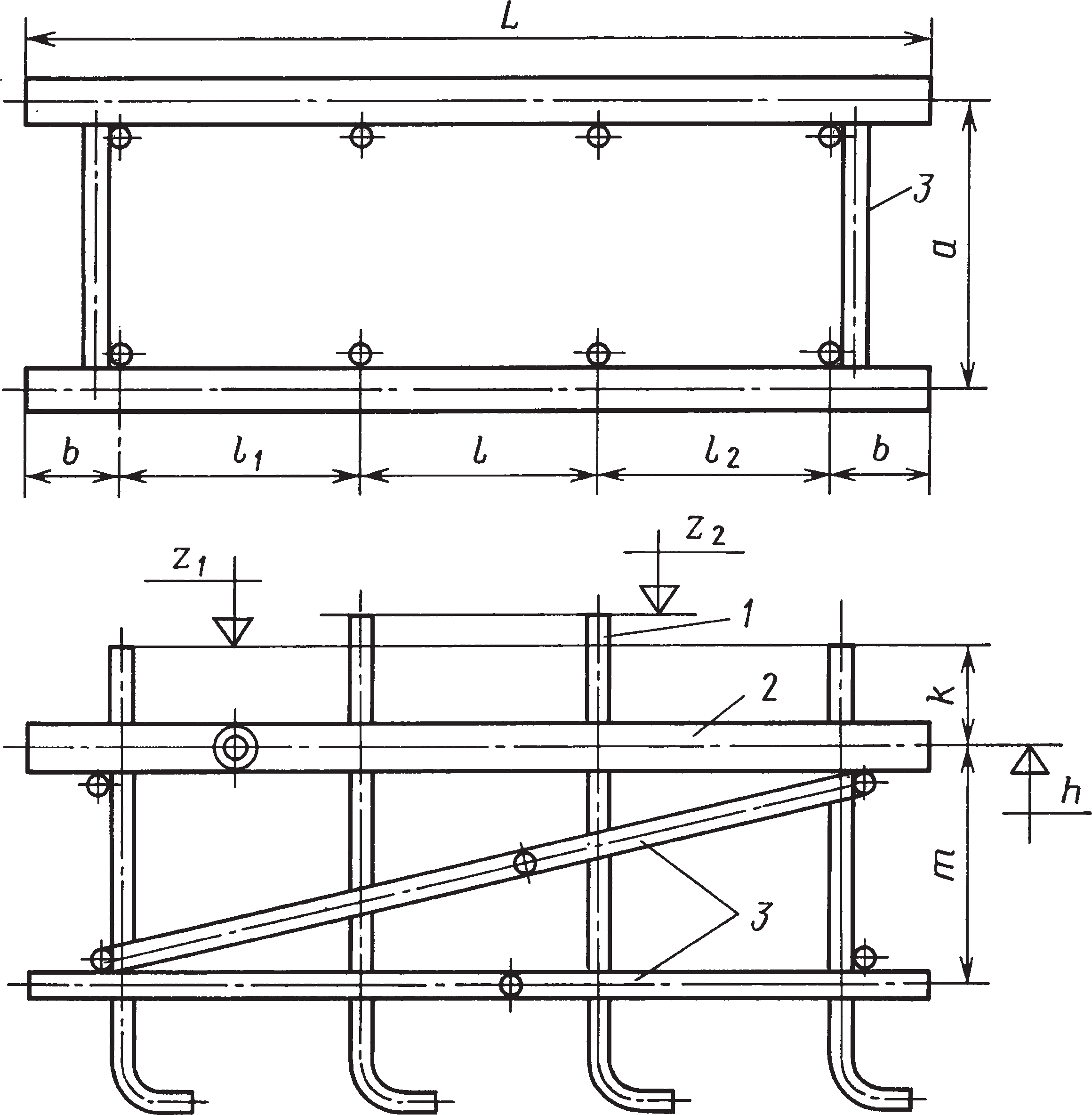
Рис. 7. Блок фундаментных болтов
На чертежах блоков указывают высотные отметки торцов фундаментных болтов, которые назначают в соответствии с планом расположения болтов. Верхняя балка продольной стороны блока является базовой. На чертежах указывают высотную отметку h ее нижней стороны, а остальные размеры дают от этой отметки. Базовые балки выступают за габаритные размеры блока на 150…800 мм. Все элементы обвязки болтов в блоки выполняют из круглого стального проката диаметром 8…10 мм, а базовые балки из труб.
Опорные конструкции блоков изготовляют в виде П-образных стоек, связанных вверху опорными балками, а внизу стержнями.
При разработке плазового чертежа (рис. 8) на полотнище миллиметровой бумаги, размер которого соответствует самому большому блоку болтов, наносят оси X и Y, а также намечают все места расположения болтов (центры отверстий под них) с допуском ±1 мм относительно рабочих осей. Затем на этом же чертеже отмечают места размещения болтов в следующем блоке и т.д. в пределах одной монтажной схемы.
Стенд для сборки блоков состоит из металлической рамы, установленной на стойках высотой 2…2,5 мм, на которую уложен плаз с просверленными отверстиями под болты. Болты каждого блока подают под стенд, заводят в отверстия и крепят сверху гайками. У болтов с одинаковыми высотными отметками гайки навинчивают в уровень с их торцом. При разности высотных отметок под гайки устанавливают соответствующие им дистанционные трубки. Болты балками и связями соединяют в блок сваркой. После этого отвинчивают гайки и опускают блок под щит.
Опорные конструкции блоков доставляют на место монтажа и устанавливают на бетонную подготовку фундамента. Соответствие положения опорных конструкций монтажной схеме тщательно проверяют. Блоки устанавливают на опорные конструкции базовыми опорными балками. Положение блока контролируется по двум диагонально расположенным и наиболее удаленным болтам, после чего блок приваривают к опорным балкам.
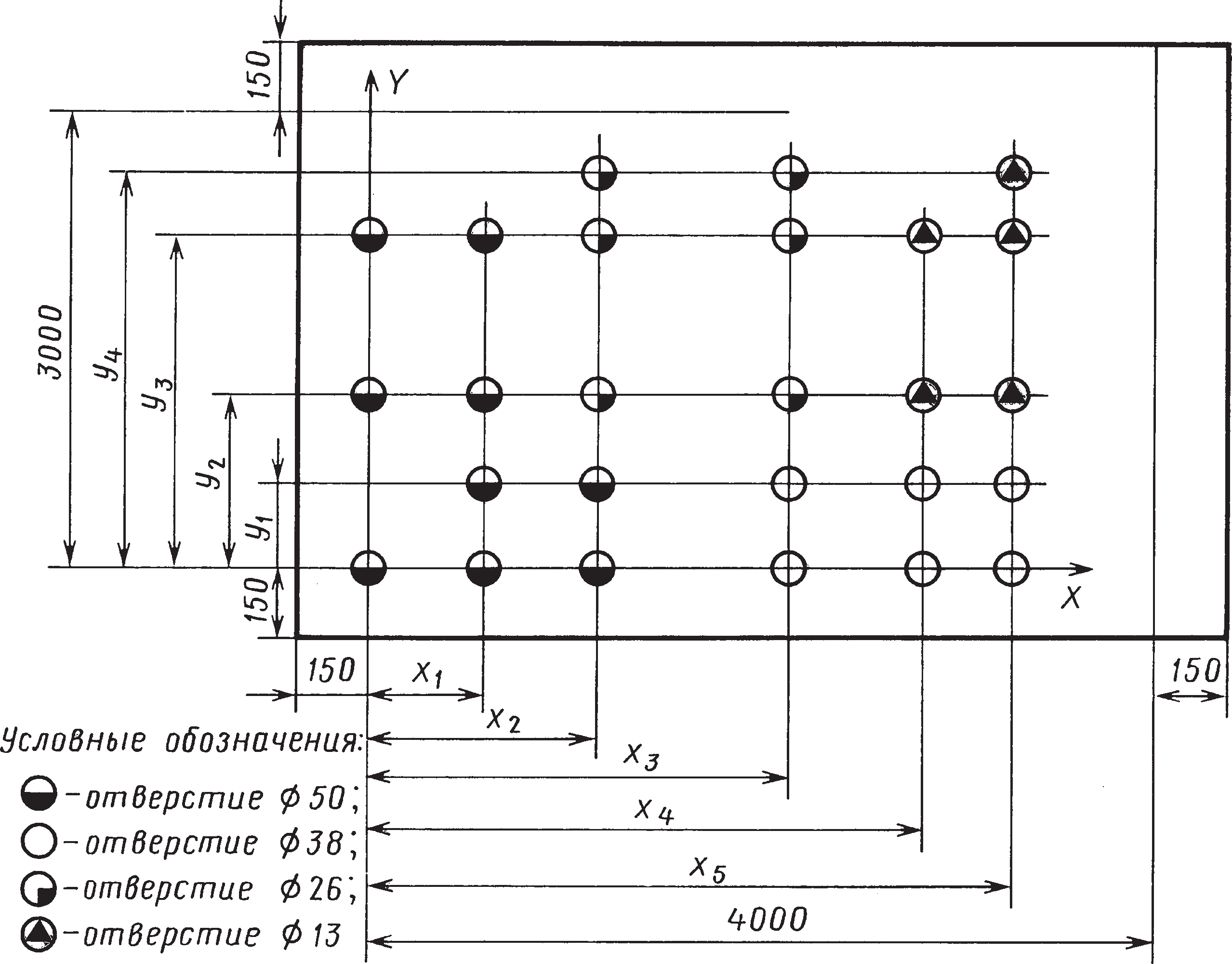
Рис. 8. Плазовый чертеж
Установку в скважины, пробуренные в готовых фундаментах, применяют для болтов: прямых; конических с цементной зачеканкой и с вибропогружением; с разрезными и разжимными цангами, а также составных с распорным конусом и дюбелей-втулок. Применение таких болтов, обладающих небольшой глубиной заложения Н = (4…8)d, позволяет не только устанавливать и закреплять оборудование на железобетонных перекрытиях промышленных зданий или непосредственно на полу цеха, но и дает возможность избежать изготовления металлоемких дорогостоящих кондукторов и поддерживающих устройств. При этом повышается точность установки болтов, что упрощает выверку оборудования.
Скважины под болты изготовляют на станках для сверления, оснащенных алмазными кольцевыми сверлами. При небольших диаметрах (до 60 мм) более эффективно применять перфораторы и машины ударно-вращательного бурения со специальным рабочим инструментом: буровыми коронками, шнековыми бурами и спиральными сверлами с твердосплавными вставками (табл. 16–22).
Таблица 16. Технические характеристики механизированного инструмента для сверления бетона и железобетона
Таблица 17. Технические характеристики электроперфораторов для бурения скважин под болты
Таблица 18. Технические характеристики перфораторов для бурения скважин под болты
Таблица 19. Алмазные кольцевые сверла
[s равно 4 или 8 мм; L = (350 ± 5) мм]
Таблица 20. Буровые штанги
Таблица 21. Спиральные сверла
1 — конус Морзе; 2 — конус, расточенный для электро перфоратора; D — диаметр сверла по ГОСТ 22736–77; D1 — диаметр сверла для строительных работ
Таблица 22. Буровые коронки
Буровые коронки и буры могут перетачиваться до диаметра на 4…6 мм меньше номинального. Диаметры скважин под болты различных конструкций приведены в табл. 23. При жестких допусках на диаметр отверстия преимущественно применяют сверление алмазными сверлами.
Таблица 23. Диаметры (мм) скважин для установки фундаментных болтов
Примечание. Фактические отклонения при бурении перфораторами с применением рабочего инструмента номинального диаметра не превышают указанных допускаемых величин.
Места установки болтов различают:
- методами геодезической разбивки; при этом рекомендуется оси оборудования и оси отверстий намечать керном по масляной краске;
- по шаблону (снятому с анкерплана) или опорной части оборудования с использованием его в качестве кондуктора;
- путем предварительной установки оборудования с кернением мест расположения болтов через отверстия в станине.
Разметка отверстий должна проводиться в соответствии с размерами на чертежах.
При ударно-вращательном бурении электроперфораторами с применением спиральных сверл их хвостовики должны быть переточены под патрон механизированного инструмента (см. табл. 22). При этом рекомендуется применять сверла с пластинами из твердого сплава типа ВК6 и ВК15.
Для образования скважин диаметром более 60 мм пневмоперфораторами бурение может проводиться в два этапа. Сначала просверливается скважина диаметром 20…40 мм, а затем скважина требуемого диаметра. Ударно-вращательное бурение скважин в железобетоне с верхним армированием при необходимости может осуществляться с перерезкой арматуры с помощью кислородно-ацетиленовых резаков.
Установку болтов на клею, на цементных и цементно-песчаных смесях проводит строительная организация.
Конические болты с вибропогружением устанавливают в скважины, заполненные цементной или цементнопесчаной смесью, внедряя их механизированным инструментом ударно-вращательного действия, оснащенным специальным переходником для захвата резьбы болта, или вручную легким постукиванием молотком.
Конические болты с распорными втулками или разрезными цангами закрепляют в скважинах с помощью монтажных оправок, легким ударом слегка осаживая втулки или цанги на конусе (рис. 9). Так как эти болты являются самоанкерующимися и их расклинивание происходит в процессе затяжки, то при установке требуется обеспечить лишь первоначальное зацепление цанг.
Иногда болты этого типа устанавливают посредством дистанционных монтажных трубок 1, расклинивая втулки или цанги завинчиванием гаек (рис. 10). Применение дистанционных трубок обеспечивает извлекаемость болтов. После расклинивания цанг болтов, установленных до монтажа оборудования (рис. 10, а), трубки снимают. Если станину оборудования подливают раствором, то трубки оставляют (рис. 10, б).
Болты с распорным конусом закрепляют в скважинах путем осаживания разрезной втулки на распорный конус механизированным инструментом ударного действия (рис. 11). При этом и верх втулки не должен выступать над поверхностью бетона.
Дюбель-втулку устанавливают в скважину в два этапа. Вначале опускают в нее распорную втулку, при необходимости осаживая ее с применением специальной оправки до тех пор, пока верх втулки не будет заподлицо с поверхностью фундамента. После этого во втулку монтируют конический элемент и расклинивают дюбель в скважине той же оправкой (рис. 12).
Установку анкерных распорных дюбелей осуществляют, как показано на рис. 13.
Глухие изогнутые болты (см. рис. 2, б) устанавливают в колодцы после предварительной выверки оборудования.
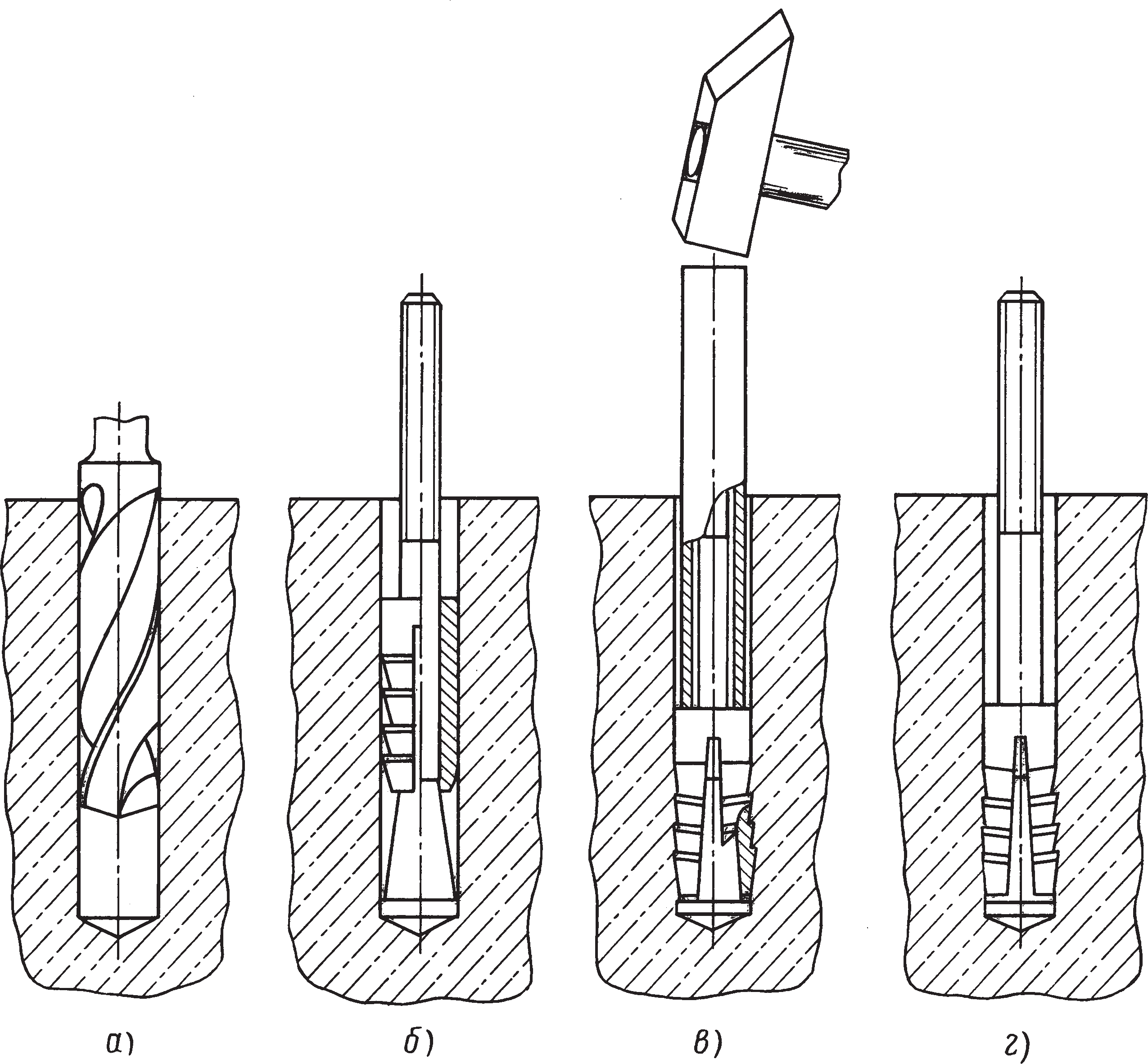
Рис. 9. Схемы установки конических болтов с расклиниванием цанг: а — бурение скважин; б — установка болта; в — расклинивание болта монтажной оправкой; г — установленный болт
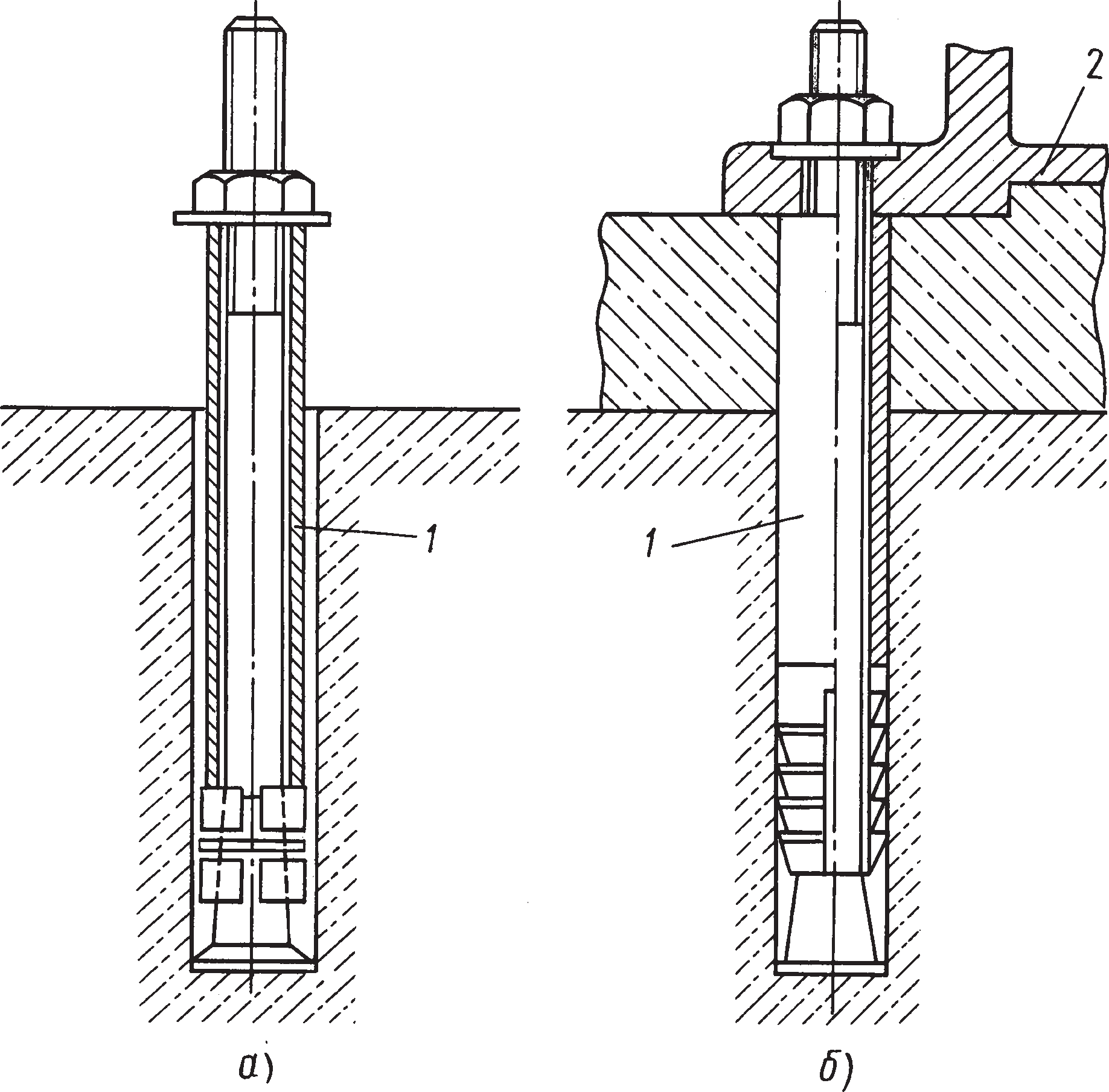
Рис. 10. Схема установки конических болтов с помощью монтажных трубок: 1 — монтажная трубка; 2 — станина оборудования
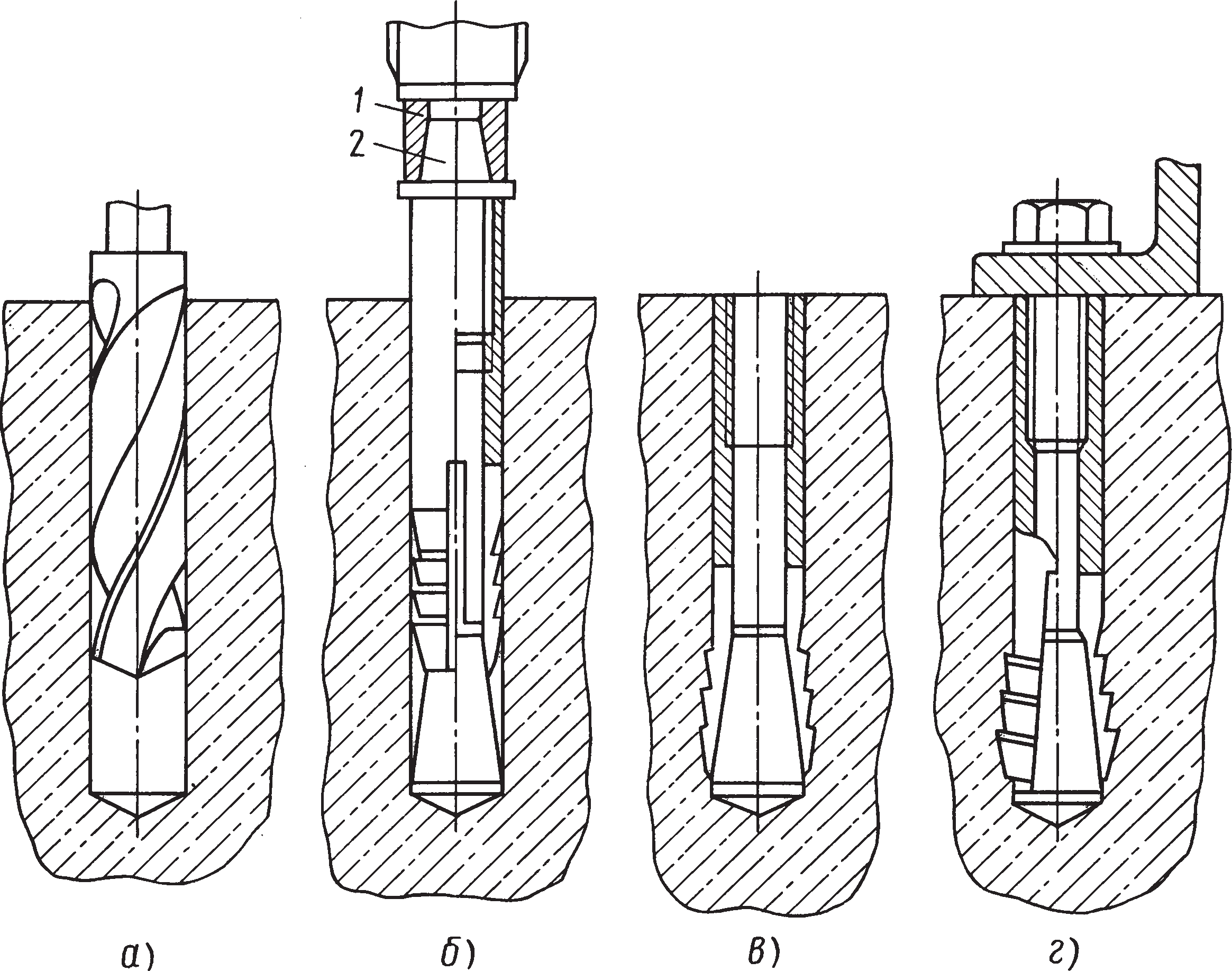
Рис. 11. Схемы установки болтов с распорным конусом: а — бурение скважины; б — начало расклинивания; в — окончание расклинивания; г — закрепление оборудования; 1 — патрон механизированного инструмента; 2 — переходной конус
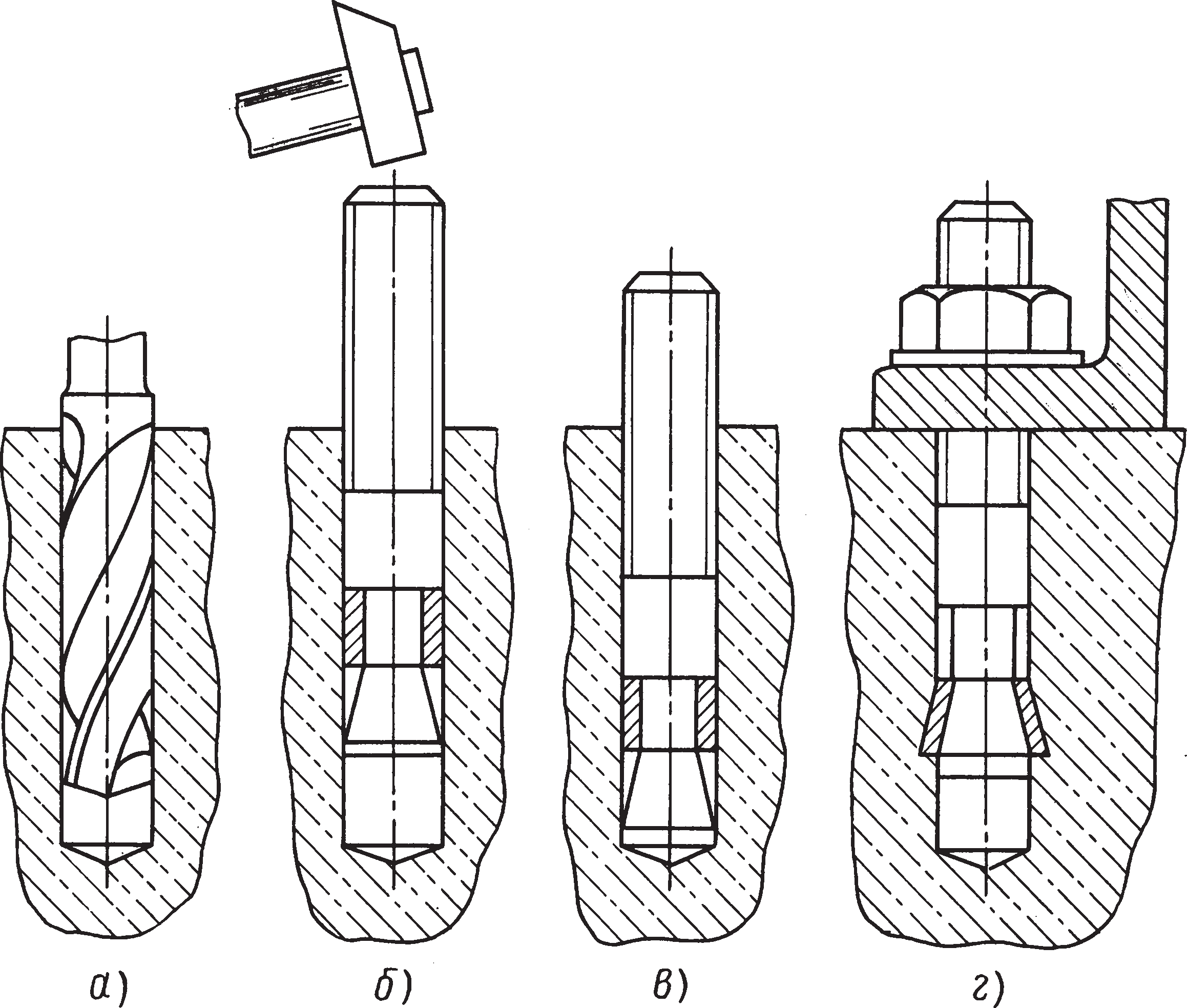
Рис. 12. Схемы установки дюбель-втулок: а — бурение скважины; б — забивка втулки; в — расклинивание втулки конусом с применением оправки; г — установка болта
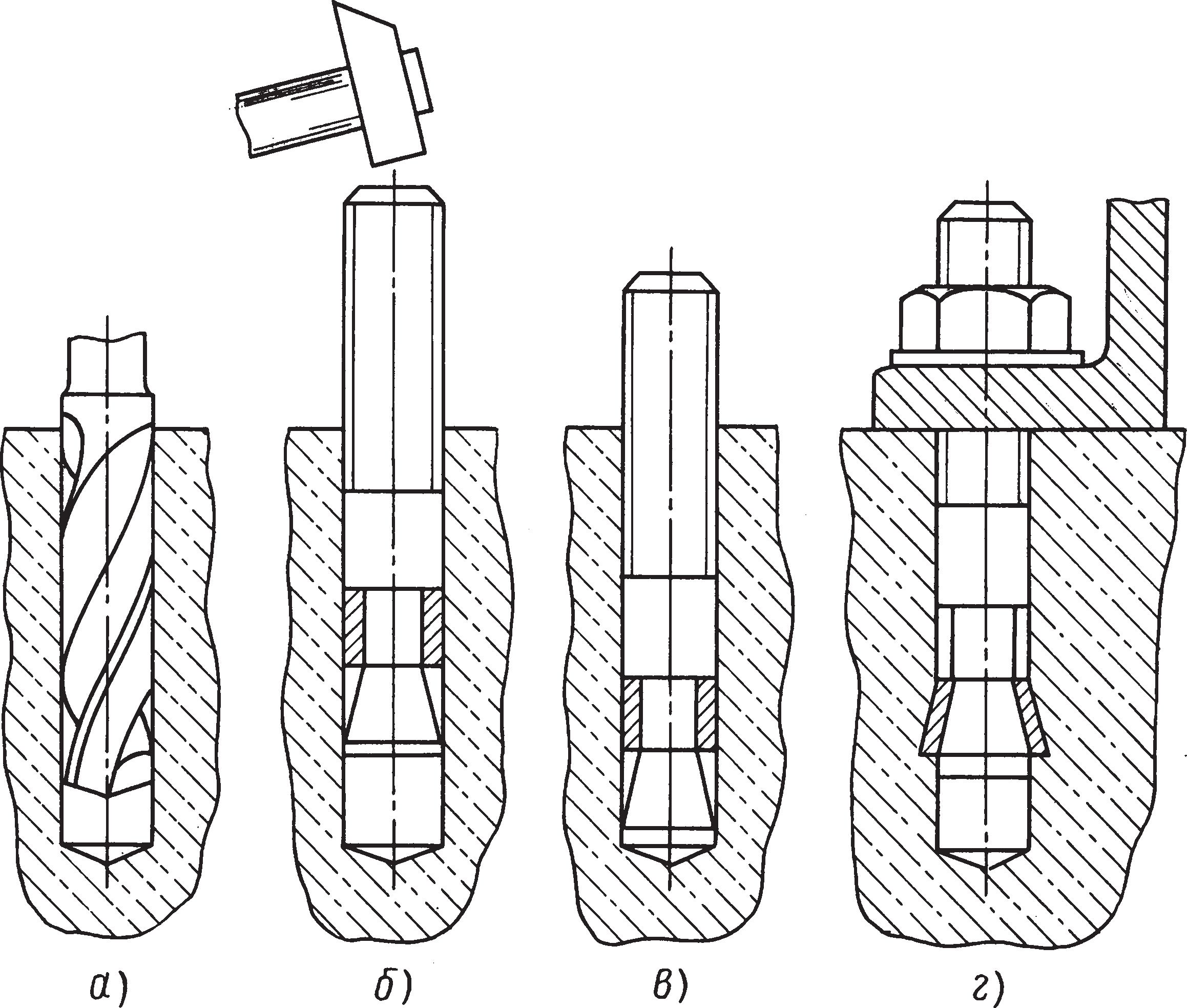
Рис. 13. Схемы установки анкерных распорных дюбелей: а — бурение скважины; б — забивка дюбеля; в — установленный дюбель; г — расклинивание дюбеля при затяжке гайки
Монтаж элементов металлоконструкций
От промышленных зданий требуется высокая прочность и надежность при минимальных затратах на строительство как времени, так и средств. Наибольшую эффективность показывают здания со стальной несущей конструкцией. Качество постройки во многом зависит от того, насколько правильно выполнен монтаж металлоконструкций. Интерес представляет монтаж колонн, подкрановых балок ферм, фахверка и настила.

монтаж металлоконструкций при возведении промышленных (складских) помещений
Монтаж колонн
Большинство металлических колонн размещается на сплошном фундаменте из бетона. Кода они готовятся к монтажу, на них наносят отметки, обозначающие продольную ось и верх фундамента. При установке колонны удерживают одним из таких способов:
- При помощи анкерных болтов, которые заделаны в фундамент. После того, как колонна выверена по двум перпендикулярным осям, места соединения заливаются цементным раствором.
- Напрямую фундаментной поверхностью, которая возводится до отметки фрезерованной подошвы у колонны. В этом случае цементный раствор дополнительно не подливается.
- С использованием стальных опорных листов. У них верхняя поверхность строгается. Заливка цементного раствора выполняется при необходимости.
Для удержания колонн с широкими башмаками и высотой до 10 м достаточно использовать одни только анкерные болты. Колонны с большей высотой и узкими башмаками необходимо также поддерживать расчалками в той плоскости, где жесткость конструкции минимальна.
- Крепление расчалок выполняется в верхней части колонны до того, как она будет поднята и размещена.
- Другой конец расчалок крепится к якорям или элементам фундамента, расположенных неподалеку.
- После того, как расчалки полноценно натянуты, стропы с колонны можно убирать.
- Полностью снимать расчалки разрешается только после того, как колонна закреплена при помощи постоянных элементов. Обеспечить устойчивость колонне можно подкрановыми балками или связями, которые размещаются после монтажа первых двух колонн, соединенной подкрановой балкой.
Когда выполняется монтаж колонн, размещаемых на фундаменте, то в ходе процесса их крепят анкерными болтами. Любые металлические прокладки, подкладываемые под основание, обязательно привариваются. В свою очередь, колонны, на верхних ярусах также скрепляются болтами или сваркой. На это соединение приходится высокая нагрузка, поэтому его прочность тщательно просчитывается при проектировании.

крепление металлических колонн при помощи анкерных болтов
Монтаж элементов металлических конструкций с помощью выверки достаточно трудоемкий и длительный по времени. Поэтому в последнее время все больше используется способ монтажа, который не требует выверки. Такой метод позволяет, как улучшить качество конструкции, так и сократить сроки, требуемые для возведения здания.
Безвыверочный монтаж требует подготовки металлоконструкции в процессе изготовки и непосредственно на стройплощадке. Чтобы увеличить точность конструкции, используются следующие технологические приемы:
- Раздельное изготовление башмака и опорной плиты;
- Фрезерование торцов двух ветвей колонн;
- Строгание опорных плит;
- Наличие 4 приваренных планок на опорной плите с нарезанными отверстиями для размещения болтов;
- Наличие осевых рисок на ветвях колонн.
Когда монтаж производится без выверки, то колонны опирают на стальные плиты. В таком варианте фундамент изначально бетонируется ниже проектного значения на 50-60 мм, а после установки плиты его заливают цементным раствором.
Опорная плита размещается при помощи регулировочных болтов на опорных планках, которые бетонируются полностью в фундамент заподлицо, по аналогии с закладными деталями. Опорная поверхность плиты выставляется гайками таким образом, чтобы разница фактической отметки от проектного положения составляла не более 1,5 мм.
Когда ведется установка колонны, то осевые риски, нанесенные на ветвях, совмещаются с рисками на опорных плитах. Это обеспечивает достаточную точность размещения, после чего колонну крепят анкерными болтами. В этом случае не требуется дополнительно выверять колонну по высоте или осям. После того, как установлены расчалки, на колонны можно монтировать подкрановые балки. Когда подкрановые балки совмещены по осевым рискам с колоннами, их не требуется дополнительно выверять. После закрепления балок с колонн снимаются расчалки.
Монтаж подкрановых балок
Данные балки устанавливаются после монтажа пары колонн. Во время подъема балка удерживается при помощи двух оттяжек. Для приема её на высоте монтажники располагаются на подмостках, площадках и монтажных лестницах. Задача рабочих – удержать балку от касания с установленными ранее элементами конструкции и придать ей нужное положение. Для контроля над спуском балки имеются риски на консоли. Для устранения вертикального отклонения используются стальные подкладки, размещаемые под балкой. Для временного крепления балки используются анкерные болты.

монтаж подкрановых балок
Если производится монтаж подкрановых балок на колонны с фрезерованными подошвами, фундамент которых забетонирован до проектного значения, или колонны на строганных металлических плитах, то достаточно выверить положение балок по главной оси.
Монтаж ферм
Перед установкой ферму необходимо подготовить – собрать, обустроить лестницами и расчалками. Её разворот поперёк пролета выполняется за счет расчалок. Для временного крепления также используются расчалки, а еще распорки, оттяжки и кондуктора. Ферма выверяется по осевым рискам, которые находятся на торцах.
Для подъема ферм используют траверсы одного или двух кранов, это зависит от массы и размеров поднимаемой конструкции. Их строповка производится исключительно в узлах верхнего пояса, иначе в стержнях могут возникнуть значительные изгибающие усилия. Обычно строповка выполняется в 4 точках при помощи траверс, снабженными полуавтоматическими захватами с дистанционным управлением. Если в процессе монтажа элементы конструкции испытывают значительные нагрузки, то их усиливают стальными трубами или пластинами из дерева.
Первая ферма, поднимаемая краном, разворачивается оттяжками в требуемое положение так, чтобы до верха колонн оставалось 0,5-0,7 м. Ферму опускают на монтажные столики, находящиеся на колоннах. Временное крепление производится болтами, после чего её положение выверяется и конструкция крепится окончательно. Для защиты от раскачивания ферма во время подъема удерживается 4мя гибкими оттяжками.
Последующая работа по монтажу металлоконструкций этого типа проводится аналогично. Вторую установленную ферму соединяют с первой с использованием прогонов, распорок и связей. Там образуется жесткая пространственная конструкция. Фермы соседних рядов соединяются болтами для повышения жесткости.
Монтаж настила
Промышленные здания со стальным или железобетонным каркасом зачастую обшиваются стальным профилированным настилом. Это способствует уменьшению массы строения. Высокую эффективность показывают профилированные панели, снабженные утеплителем. Они позволяют значительно экономить тепло, что достаточно важно в климатических условиях нашей страны.
Перед установкой листы соединяются в карты, так как монтировать листы отдельно весьма трудоемко, учитывая то, что все работы необходимо вести на высоте. Сборка выполняется на горизонтальных стендах, на которых имеются уголки по размерам карт. Соединение листов выполняется при помощи заклепок или точечной сваркой. Если используются заклепки, то отверстия в разложенных листах просверливаются вручную. Расстояние между отверстиями прописывается в проекте и обычно составляет 50-60 мм. В полученные отверстия помещаются заклепки, после обработки которых получается единая карта требуемого размера.
Строповка выполняется согласно схеме, в зависимости от размеров карты. Настил укладывается на прогоны или блоки перекрытия. Прогоны размещаются на узлах ферм, а, если фермы создаются из прямоугольных профилей замкнутого строения, то прямо на верхние пояса ферм. Размещение карт из профилированных листов выполняется с использованием рисок, отмечающих место укладки.
Для крепления к прогонам требуется оборудование для монтажа металлоконструкций, которое позволяет быстро соединить их с листами при помощи дюбелей или электрозаклепок. Наиболее распространено крепление гайковертом, который затягивается винты диаметром 6 мм с пластмассовыми или стальными шайбами под головкой.
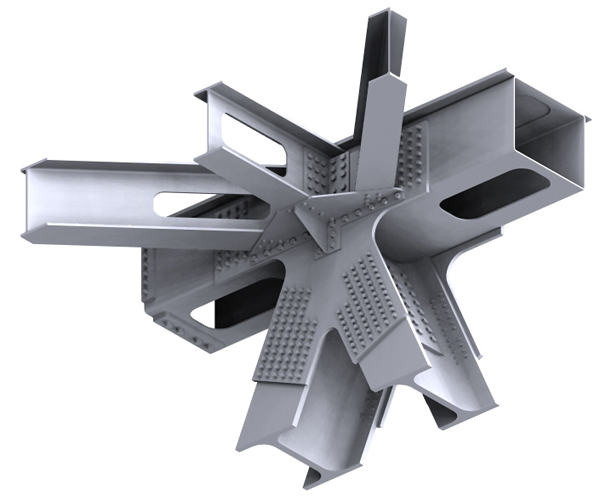
Соединение металлоконструкций сваркой
Большая часть монтажных соединений выполняется при помощи сварки, меньшая – болтами, еще реже используются заклепки. Это оказывает виляние на стоимость монтажа металлоконструкций – сварные соединения наиболее дешевые. Соединение заклепками наиболее трудоемкое, однако, в некоторых случаях необходимо использовать только его. Примером может быть здание кузнечнопрессового цеха, для создания несущей металлоконструкции которого нельзя применять болты или сварку – от постоянной вибрации, создаваемой кузнечным оборудованием, эти соединения неизбежно разрушатся.
Сварку используют, когда требуется жесткое соединение конструкций, с плотным прилеганием элементом и водо- и газонепроницаемым швом. Только таким способом соединяют листовые конструкции в кожухах доменных и термических печей, резервуарах, пылеуловителях и газгольдерах. Среди опорных конструкций сварное соединение используют для стыков колонн с подкрановыми балками и стропильными фермами. Элементы стальных конструкций можно сваривать с элементами железобетонных. В таких случаях профили привариваются к закладным деталям.
Для получения качественного шва свариваемые детали плотно прижимаются друг к другу. В основном для этого используются грубые монтажные болты. В некоторых случаях для создания соединения используются дополнительные металлические стыковочные накладки.
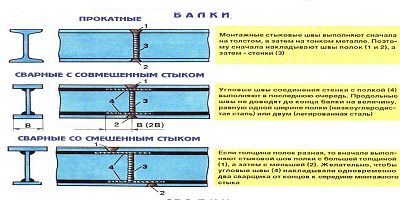
Колонны, высота которых превышает 18 м, для транспортировки разделяются на отправочные элементы, размеры которых зависят от средств, используемых для транспортировки. Для монтажа части колонн собираются в единое целое. Стыки колонн при возведении одноэтажных зданий промышленного назначения обычно выполняются в части над краном, выше подкрановых балок. Торцы основной и надкрановой частей колонн, обработанные фрезерованием, стыкуются и свариваются по контуру стыка. Чтобы повысить жесткость соединения, используют стыковые листовые накладки.

Для монтажа подкрановых балок их опирают на соответствующие плиты колонн и соединяют сначала болтами, а затем заваривают. Дополнительные крепление балки производится к надкрановой части колонны при помощи тормозных конструкций. Они также первоначально присоединяются болтами и привариваются протяженным швом. Соединение ферм с колоннами выполняется аналогично.
Когда выполняется монтаж зданий из металлоконструкций, то большую важность имеет качество выполняемых сварных швов. Они проверяются внешним осмотром, которым можно определить отклонения от геометрических размеров, порезы, непровар или крупные поры. Поверхность шва должна быть гладкая или в мелких чешуйках, а наплавленный материал – одинаковую плотность. Допустимые размеры отклонений и дефектов указаны в нормативных документах.
Соединение металлоконструкций болтами
Болтовые соединения могут выполняться болтами различной точности в зависимости от назначения соединений и воспринимаемых им нагрузок. В основном используются крепежные изделия нормальной и повышенной точности. Для соединений, которые подвергаются нагрузке на срез, запрещено использовать болты нормальной и грубой точности.
Отверстия под болты высверливают или продавливают таким образом, чтобы диаметр отверстия превышал внешний диаметр болта на 2-3 мм. Это упрощает сборку, однако делает их менее стойкими к деформациям. По этой причине болты, относящиеся к грубым и нормальным по классу точности, используются только тогда, когда один элемент непосредственно опирается на другой. Примеры – соединения на опорных столиках, планках и фланцах.
Соединения, в которых используются болты повышенной точности, являются альтернативой заклепочным соединениям в труднодоступных местах. Для таких соединений диаметр отверстий выполняется больше диаметра болта на величину до 0,3 мм. При соблюдении этого требования болты сидят в отверстиях весьма плотно и хорошо выдерживают сдвигающую нагрузку.
Высокопрочные болты являются наиболее эффективными крепежными элементами. В них сочетается высокая несущая способность со значительной устойчивостью к деформациям. Такие болты могут использовать вместо заклепок практически во всех соединениях. Затяжка гаек для таких болтов производится ключами с храповым механизмом, что позволяет контролировать усилие затяжки.
Читайте также: