Мощные лазеры для резки металла
Обновлено: 17.05.2024
Впервые лазер, работающий в инфракрасном диапазоне за счет рубинового стержня, был создан в 1960 году. Прикладная квантовая физическая наука развивалась, изначальные системы накачки усиливались, установки и оптические резонаторы совершенствовались, лазерные лучи становились все более мощными и управляемыми. В этой статье поговорим о том, какие типы лазерной резки существуют на сегодняшний день и какое оборудование используется в процессе обработки металлов.
Плюсы и минусы лазерной резки
По сравнению с прочими технологиями обработки металлов резка лазером обладает рядом неоспоримых преимуществ:
- При помощи лазерной резки можно обрабатывать металлы различной толщины – медные – от 0,2 до 15 мм, алюминиевые – от 0,2 до 20 мм, стальные – от 0,2 до 20 мм, толщина изделий из нержавеющей стали может достигать 50 мм.
- Поскольку режущий инструмент не оказывает механического воздействия на разрезаемый металл, лазерная резка подходит для обработки хрупких и легко деформирующихся заготовок.
- Разные типы обработки лазером подходят для работы с заготовками различной конфигурации, особенно при использовании установок с компьютерным обеспечением. В программу загружается чертеж будущей детали, дальнейшая работа выполняется станком самостоятельно. При этом точность обработки будет очень высокой.
- Выполнение обработки металлов с высокой скоростью.
- При необходимости изготовления небольшой партии деталей можно воспользоваться лазерной резкой , не прибегая к литью и штамповке.
- Благодаря минимальному количеству отходов и чистоте среза, снижается себестоимость деталей, что отражается на их конечной цене
- Лазерная резка является наиболее универсальной технологией обработки, позволяющей справляться со множеством задач.

Конечно, у лазерной резки есть и определенные недостатки. В первую очередь, речь идет о большом потреблении энергии, которое делает эту технологию наиболее дорогостоящей. Впрочем, штамповка, в процессе которой также образуется минимум отходов, а результат отличается высокой точностью и качеством готовых изделий, требует изготовления оснастки, значит, лазерная обработка в итоге является более дешевым способом. Вторым недостатком является толщина обрабатываемых заготовок (максимум – 20 мм).
Типы лазерной резки металла
Независимо от типа лазерной резки, установка включает в себя:
- Источник энергии (систему накачки).
- Рабочее тело, которое создает излучение.
- Оптический резонатор (набор специальных зеркал).
Типы лазерной резки различаются в зависимости от вида и мощности применяемого лазера. Лазерные установки могут быть:
- Твердотельными (мощностью не свыше 6 кВт).
- Газовыми (мощность которых не превышает 20 кВт).
- Газодинамическими (их мощность составляет более 100 кВт).
На производстве чаще всего используют твердотельные лазерные установки с импульсным либо непрерывным излучением. Рабочим телом выступает рубин, стекло с добавлением неодима или CaF2 (флюорита кальция). Основное преимущество таких установок заключается в создании мощного импульса за доли секунды.

Технические и научные цели требуют применения газовых лазеров, в качестве рабочего тела в которых выступает газ – азот, углекислый газ, кислород, гелий. Под воздействием электрического разряда атомы газов возбуждаются, создавая монохроматичный и направленный лазерный луч.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Наиболее мощными являются газодинамические лазеры, в качестве рабочего тела в которых выступает углекислый газ. Максимально нагретый, он проходит через трубку, сильно зауженную посередине. Выходя из трубки СО2 расширяется и охлаждается, создавая энергию, необходимую для резки металла.
Рекомендуем статьи по металлообработке
При помощи газодинамических лазеров можно обрабатывать любые металлические поверхности. Поскольку расход энергии при этом не слишком велик, возможно размещение заготовок на некотором расстоянии от луча, что никак не сказывается на качестве получаемых деталей.
Типы лазерной резки могут быть:
- лазерно-кислородными;
- кислородными с поддержкой лазерным лучом (LASOX).
- с использованием инертного газа;
- лазерной испарительной (сублимационной).
Расскажем подробнее о каждом типе лазерной резки.
1. Лазерно-кислородная обработка.
Этот тип лазерной резки предполагает использование в качестве рабочей среды кислорода. Взаимодействие О2 и раскаленного металла приводит к экзотермической реакции окисления. В результате образуются окислы, выдуваемые из зоны обработки кислородной струей.
К особенностям этого типа лазерной резки относится следующее:
- сфокусированный луч лазера имеет меньший диаметр по сравнению с кислородной струей (диаметр последней около 1-2 мм);
- на ширину реза, которая может составлять меньше 100 мкм, влияет диаметр луча, толщина заготовки и скорость обработки (чем тоньше лист и выше скорость, тем более узкой получается линия реза);
- толщина металла влияет на давление в струе (чем она больше, тем меньше будет давление);
- поскольку луч при лазерно-кислородной резке расширяется, он фокусируется выше, чем обрабатываемая поверхность;
- толщина заготовки влияет на скорость обработки лазером – чем толще заготовка, тем медленнее она будет разрезаться; резать лазером можно стальные листы толщиной не более 30 мм при минимальной скорости в 0,5-0,6 м/мин.;
- меньшая скорость реза отрицательно сказывается на качестве готовых деталей (снижение качества выражается в появлении визуальных дефектов, большей ширине разреза);
- тонколистовые металлы располагают на расстоянии около 0,5 мм от сопла, формирующего луч, и около 3 мм от заготовок, толщина которых достигает 30 мм.
2. Кислородная резка с поддержкой лазерным лучом (LASOX).
Этот тип лазерной резки подходит для заготовок, выполненных из толстолистовой стали. Суть технологии заключается в предварительном нагревании поверхности металла до +1000 °С с последующим направлением на нее сверхзвуковой кислородной струи. Для этого типа обработки характерны ровные и гладкие края заготовок. Глубина реза при этом получается большей, чем при использовании традиционного кислорода.

Для этого типа обработки характерны следующие особенности:
- сверхзвуковая струя формируется под высоким давлением, достигающим 6–10 атм;
- луч имеет меньший диаметр по сравнению с пятном на обрабатываемой поверхности;
- ширина реза совпадает с диаметром луча и чаще всего превышает 3 мм;
- металл располагается на расстоянии 6–8 мм от сопла установки;
- этот тип лазерной резки выполняется с меньшей скоростью, обычно составляющей порядка 0,2 м/мин.;
- использование лазерного оборудования мощностью 6 кВт позволяет разрезать металлы толщиной до 100 мм.
3. Лазерная резка в инертном газе.
Этим типом лазерной резки пользуются при необходимости избежать окисления обработанных металлических кромок. Таким образом режут нержавеющую сталь, алюминий или титан. Поскольку металлические поверхности дополнительно не нагреваются, этот тип обработки менее эффективен, чем названные ранее.
Лазерная резка в инертном газе обладает следующими особенностями:
- чаще всего рабочей средой является инертный газ азот, для резки титана используют аргон;
- из-за высокого давления режущего газа (свыше 10 атм) при обработке используются более толстые фокусирующие линзы;
- капли расплавленного металла из зоны обработки выдуваются сверхзвуковой кислородной струей;
- фокусировка луча происходит исключительно на нижней поверхности листа;
- заготовка располагается на расстоянии 0,5–1 мм от сопла установки;
- этот тип лазерной резки предполагает использование сопла с диаметром до 3 мм;
- сама обработка выполняется с достаточно низкой скоростью.
4. Лазерная испарительная (сублимационная) резка.
Высокоинтенсивное короткоимпульсное (нано- или пикосекундное) излучение возможно в случае применения этого типа обработки лазером.

Она обладает следующими особенностями:
- основная сфера применения – микротехнологии (при необходимости оказания минимального термического воздействия на поверхность материала);
- этот тип лазерной резки обладает очень низким КПД;
- короткой волной, длина которой не достигает даже 1 мкм (это относится к твердотельным и эксимерным лазерам, а также установкам, работающим на парах металлов).
Режимы лазерной резки
Эффективность различных типов лазерной резки зависит от множества факторов, включающих скорость обработки, мощность и плотность лазера, фокусное расстояние для объекта обработки, диаметр лазерного луча. Необходимо также учитывать состав излучения, марку и вид материала заготовки. Например, резка низкоуглеродистых сталей выполняется на 30 % быстрее по сравнению с обработкой заготовок из нержавеющей стали.
Использование обычного воздуха практически в два раза снижает скорость резки в сравнении с установками, использующими кислород. Лазерное оборудование, имеющее мощность 1 кВт, способно разрезать алюминий со скоростью около 12 м/с, титан – 9 м/с (актуально для использования кислорода в качестве рабочего газа).
Выбранный режим резки влияет на качество итогового реза – его точность, ширину разреза, ровность и шероховатость образовавшихся кромок, присутствие на них оплавленного металла (грата), глубину разреза. Однако основное значение имеют такие параметры, как скорость обработки и толщина обрабатываемого металла.
Рассмотрим показатели лазерной резки металлов различной толщины, выполненной на установке, использующей кислород, который поступает в зону резки под давлением 0,5 МПа. Мощность оборудования составляет 1 кВт, диаметр луча 0,2 мм.
Толщина заготовки, мм
Оптимальная скорость резки, м/с
Шероховатость кромок, мкм
Независимо от типа лазерной резки, конечный результат отличается высокой точностью, определяемой в процентном отношении. На точность влияет такой параметр, как толщина заготовки, кроме того, имеет значение цель дальнейшего использования конечных деталей. При работе с металлическим профилем, толщина которого достигает 10 мм, погрешность варьируется от 0,1 до 0,5 мм.
Типы оборудования для лазерной резки
Современные производители выпускают широкую линейку оборудования, предназначенного для различных типов лазерной резки. Современные многокоординатные аппараты приходят на смену шумным и не слишком производительным механическим станкам. На мощность лазерных установок влияют специфика производства и экономическое обоснование конкретных аппаратов. При помощи новейшего лазерного оборудования с ЧПУ можно выполнять резку различных типов металлов с погрешностью, не превышающей 0,005 мм.
Ряд моделей позволяет выполнять резку заготовок площадью до нескольких квадратных метров. При этом персонал принимает минимальное участие в максимально автоматизированном процессе обработки. Чертежи будущих деталей загружаются в ПО установок, программа управляет и лазерным лучом, и рабочим столом, на котором размещаются будущие детали.
Благодаря системам настройки автофокуса аппаратура выбирает наилучшее расстояние, необходимое для достижения эффективной обработки. Температура оборудования регулируется за счет специальных теплообменников, оператор станка получает контрольные данные, относящиеся к текущему состоянию инструмента. Установки имеют клапанные механизмы, позволяющие подключать газобаллонное оборудование, благодаря которому в рабочую зону подаются вспомогательные газы.
Для оптимизации расходов на вытяжную вентиляцию используется система дымоулавливания, включаемая при обработке. Чтобы обеспечить безопасность персонала, зону реза закрывают специальным защитным кожухом. Современное оборудование позволяет облегчить процесс независимо от типа лазерной резки листовых материалов – достаточно задать установке числовые параметры, чтобы получить на выходе готовые детали.
На производительность установок для различных типов лазерной резки влияют параметры станочного комплекса и квалификация специалиста, который создает программный код. Благодаря использованию современных технологий этот тип обработки позволяет максимально роботизировать производство, освобождая человека от выполнения тяжелой работы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Лазер для резки металла

Как известно, лазер для резки металла применяется так же часто, как и механические методы, но при этом он обеспечивает лучшее качество и точность реза, что и определяет популярность этого способа раскроя. Часто можно услышать, что данная технология уже вытеснила остальные и не имеет недостатков, но это не так.
Использование лазера хоть и востребовано, но имеет определенные ограничения. В нашей статье мы расскажем, какой используется лазер для раскроя металла, разберемся в плюсах и минусах данного метода и приведем требования к нему.
Суть лазерной резки металла
В процессе лазерной резки используется луч, генерируемый специальной установкой. Он характеризуется особыми свойствами, а именно: способностью фокусироваться на малой площади и обеспечивать энергию высокой плотности. Благодаря этому лазер вызывает активное разрушение любого материала плавлением, горением или испарением.
Если говорить точнее, то лазер для резки металла способен концентрировать на заготовке энергию плотностью в 108 Ватт на 1 см2. Подобный эффект обеспечивают следующие свойства луча:
- Монохроматичность, то есть постоянная длина и частота волны, что несвойственно, например, световым волнам. Поэтому лазерным лучом без труда можно управлять обычными оптическими линзами.
- Высокая направленность и малый угол расходимости, что требуется для высокой фокусировки.
- Когерентность, то есть полная согласованность большого количества волновых процессов, протекающих в луче. Кроме того, они вступают в резонанс между собой, из-за чего достигается многократное повышение общей мощности излучения.
Под действием луча лазера для резки обрабатываемая область металла быстро нагревается и плавится. Зона плавления быстро распространяется вглубь материала, что объясняется сразу рядом факторов, например, теплопроводностью металла. Далее материал в месте контакта нагревается до температуры кипения, начинается его испарение.
Виды лазера для резки металла
Станок для резки металла лазером включает в себя такие основные части:
- рабочую среду, которая обеспечивает необходимое излучение;
- источник энергии или систему накачки, создающую условия для появления электромагнитного излучения;
- оптический резонатор, то есть систему зеркал, призванных усилить излучение.
С точки зрения рабочей среды выделяют:
Твердотельные лазеры
Главным узлом устройства является осветительная камера, в которой расположен источник энергии и твердое рабочее тело. В роли первого выступает мощная газоразрядная лампа-вспышка, а рабочее тело представляет собой стержень из неодимового стекла. Или в качестве материала стержня может применяться рубин, алюмо-иттриевый гранат, который был предварительно легирован неодимом, иттербием.

С торцов стержня находится пара зеркал, одно из которых является отражающим, а второе – полупрозрачным. Рабочее тело испускает луч, он многократно отражается внутри него, усиливаясь, и выходит сквозь полупрозрачное зеркало.
Также к твердотельным относятся волоконные лазеры для резки металла и прочих материалов. Их отличие от первого типа состоит в том, что они усиливают излучение при помощи стекловолокна, а за поступление энергии отвечает полупроводниковый лазер.
Проще всего понять, как работают подобные системы, на примере установки с гранатовым стержнем, в который в качестве легирующего компонента добавлен неодим. Ионы последнего выполняют функцию активных центров, поглощающих излучение газоразрядной лампы.
Они возбуждаются, то есть получают избыточную энергию, но потом приходят в исходное состояние, отдавая энергию как фотон или электромагнитное излучение, свет. Фотон оказывает влияние на другие возбужденные ионы, заставляя их также вернуться в первичное состояние, а реакция постепенно усиливается.
Под действием зеркал луч движется в определенном направлении. Фотоны вынуждены постоянно возвращаться в рабочее тело, что вызывает появление новых фотонов и увеличение излучения. В итоге достигается малая расходимость луча в сочетании с высокой концентрацией энергии.
Газовые лазеры
Здесь в качестве рабочего тела выступает углекислый газ в чистом виде либо в сочетании с азотом и гелием. Насос прокачивает газ через газоразрядную трубку, где тот возбуждается электрическими разрядами. Усилить излучение позволяют отражающее и полупрозрачное зеркала.

Есть разные конструкции газовых лазеров для резки металла: с продольной и поперечной прокачкой и щелевые.
Газодинамические лазеры
Газ со скоростью, превосходящей звуковую, проходит по суженному посередине каналу – его принято называть соплом Лаваля. Так газ резко расширяется и охлаждается, а его атомы приходят в обычное состояние, что сопровождается появлением излучения.
Преимущества и недостатки лазерной резки металла
Резка листового металла и иных материалов лазером позволяет:
- Раскраивать металлы различной толщины. Для меди этот показатель составляет 0,2–15 мм, для алюминия – 0,2–20 мм, для сталей – 0,2–20 мм, а для нержавеющей стали находится в пределах 50 мм.
- Обрабатывать хрупкие и легко поддающиеся деформации детали, что объясняется отсутствием контакта между инструментом и заготовкой.
- Производить изделия любой конфигурации, особенно с использованием ЧПУ для резки металла лазером. В этом случае мастеру нужно только загрузить в программу чертеж, после чего оборудование выполнит работу достаточно точно и без посторонней помощи.
- Проводить раскрой с высокой скоростью – если нужно изготовить небольшую партию, данный подход дает возможность отказаться от штамповки, литья.
- Снизить себестоимость готовых деталей, что позитивно отражается на конечной цене изделий. Эта особенность связана с минимальным количеством отходов и возможностью отказаться от дополнительной обработки кромок за счет получение аккуратного реза.
- Справляться со сложными задачами, так как резка лазером считается практически универсальной операцией.
Однако не стоит забывать о минусах данного метода. Одним из его основных недостатков являются значительные энергозатраты, из-за которых данный способ обработки является наиболее дорогостоящим.
Тем не менее, сопоставление лазерной резки и штамповки показывает, что первый подход является более экономичным, так как для второго нужно дополнительно изготовить оснастку.
Еще один недостаток использования лазера для резки металла кроется в небольшой толщине заготовок, которые могут обрабатываться этим методом – предельный показатель составляет 20 мм.
Нюансы резки лазером различных металлов
Как уже говорилось выше, лазерная резка имеет ограничения по толщине реза. И чем больше толщина листа, тем большие временные затраты требуются на его обработку. При этом ухудшается качество, ровность раскроя.

Применение лазера для резки предполагает такие особенности для разных металлов:
- Сталь 3 не деформируется, даже когда речь идет о тонких листах, ведь в процессе обработки отсутствует контакт с режущим инструментом, используется сфокусированный луч.
- Нержавеющая сталь является очень твердым металлом, поэтому посредством лазера удается значительно сократить временные затраты на раскрой в сравнении с механическим способом.
- Алюминий относится к достаточно мягким металлам, однако при его механической обработке невозможно обеспечить острую кромку – проблема решается при помощи лазерного метода.
- Медь входит в число дорогих материалов, поэтому основным преимуществом использования лазера является возможность сократить ее расход. Данный металл имеет сильные светоотражающие свойства, из-за чего приходится ограничивать толщину листа. В противном случае может быть испорчена режущая головка и есть риск проявления конусности. Специалисты рекомендуют раскраивать медные листы толщиной от 3 мм при помощи плазменной резки, ведь так обеспечивается оптимальная эффективность и качество.
- Латунь имеет свойства, практически полностью совпадающие с характеристиками меди, поэтому может обрабатываться лазером для резки металла при толщине листа до 3 мм. Луч быстро и без искажений раскраивает тонкие листы латуни, заготовки не деформируются, рез не имеет конусности, окалин.
- Черная/оцинкованная сталь разрезается лазером, если имеет толщину в пределах 20 мм. При превышении данного показателя значительно снижается энергоэффективность и качество работы.
- Нержавейка достаточно твердая, поэтому лазер выбирают для раскроя листов толщиной до 10 мм. Большая толщина негативно отражается на качестве края деталей.
- Алюминий режут лазером при толщине до 8 мм. Здесь также происходит снижение энергоэффективности при превышении указанной цифры, поскольку речь идет о тугоплавком металле.
- Медь и латунь обрабатывают этим методом, если толщина листа составляет до 3 мм. На скорости и качестве обработки отрицательно сказываются высокие светоотражающие свойства данных материалов.
- Оформление идеи.
- Подготовка художественного эскиза.
- Формирование технического макета модели.
- Изготовление тестовой детали.
- Проверка параметров, доработка, если она требуется.
- Запуск производства.
- масштаб чертежа 1:1;
- замкнутые контуры, будь то внешние или внутренние;
- CIRCLE, LINE, ARC используются в качестве команд для создания контуров;
- команды ELLIPSE, SPLINE не учитываются;
- наложение линий приводит к тому, что луч повторно проходит по одной траектории;
- в чертеже обязательно фиксируется число деталей и используемый материал;
- вся информация о чертеже содержится в одном файле.
- Мощность лазера: 30 Вт
- Размер рабочего поля: 300 Х 400 мм
- Цена: 136 000 руб
- Применение: маркировка, реклама, производство сувениров.
- Мощность лазера: 40 Вт
- Размер рабочего поля: 500 x 300 x 300 мм
- Цена: 245 000 руб.
- Применение: маркировка, реклама, производство изделий из фанеры и пластика.
- Мощность лазера: 40 Вт
- Размер рабочего поля: 500 x 300 x 300
- Цена: 260 000 руб.
- Применение: реклама, производство табличек.
- Мощность лазера: 60 Вт
- Размер рабочего поля: 600 х 400
- Цена: 325 000 руб.
- Применение: маркировка, реклама, производство сувениров.
- Мощность лазера: 90 ватт
- Размер рабочего поля: 600 х 900
- Цена: 425 000 руб.
- Применение: реклама, производство табличек и сувенирных изделий.
- Мощность лазера: 90 Вт
- Размер рабочего поля: 1200 х 900
- Цена: 456 000 руб.
- Применение: производство изделий из пластика, фанеры, кожи и ткани.
- Мощность лазера: 120 Вт
- Размер рабочего поля: 1600 x 100
- Цена: 518 000 руб.
- Применение: производство изделий из оргстекла, пластика, других листовых материалов.
- Мощность лазера: 120 Вт
- Размер рабочего поля: 1400 х 900
- Цена: 530 000 руб.
- Применение: рекламное производство, производство сувениров, изделий из пластика, фанеры, кожи и ткани.
- Мощность лазера: 100 / 130 Вт
- Размер рабочего поля: 1600 x 100 мм
- Цена: 950 000 руб.
- Применение: производство крупноформатных изделий из различных листовых материалов. Рекламное производство. Ремесла.
- Мощность лазера: 40 Вт
- Размер рабочего поля: 220 x 200 мм
- Количество осей: 3
- Цена: 225 050 руб.
- Применение: производство изделий из различных листовых материалов. Создание изображений на древесине и производных (фанера, ДСП и ДВП, шпон и т.д.). Рекламное производство. Ремесла.
- Мощность лазера: 25 Вт
- Размер рабочего поля: 380 x 280 мм
- Количество осей: 3
- Цена: 315 070 руб.
- Применение: производство изделий из различных листовых материалов. Рекламное производство.
- Мощность лазера: 60 / 80 Вт
- Размер рабочего поля: 600 x 400 мм
- Количество осей: 3
- Цена: 514 400 руб.
- Применение: производство крупноформатных изделий из различных листовых материалов. Рекламное производство. Ремесла. Производство сувениров и игрушек.
- Мощность лазера: 50 (опционально 60. 130) Вт
- Размер рабочего поля: 500 x 300 мм
- Количество осей: 3
- Применение: производство изделий из различных листовых материалов. Рекламное производство. Ремесла. Работа с тканями и картоном.
- Мощность лазера: 100-120 Вт Lasea F4
- Размер рабочего поля: 1200 x 900 мм
- Количество осей: 3
- Применение: производство изделий из различных листовых материалов. Рекламное производство. Ремесла. Полиграфия (фигурная резка).
- Высокая скорость работы;
- Широкие возможности оборудования, совмещение нескольких функций, например, резки, фрезеровки, высверливания;
- Четкость и точность обработки, как следствие – экономия материала;
- Минимальная деформация материала за счёт узкой зоны нагрева;
- Длительный срок службы без необходимости приобретения расходных материалов;
- Минимальный процент брака.
Обычно лазер используют для резки листов металла небольшой толщины, а также в случаях, когда необходимо сформировать геометрически правильные отверстия для точных соединений.
С обработкой листов толщиной свыше 3 мм отлично справляется плазменный станок, не теряя при этом скорости работы. По качеству реза он лишь немного уступает лазеру, но заготовки требуют дополнительной обработки. Под последней понимают, например, удаление окалины с кромки.
Современные станки для лазерной резки
Сегодня на рынке представлен большой выбор техники, осуществляющей раскрой лазером. Многокоординатное оборудование вытесняет шумные механические резаки с низким уровнем производительности.

Мощность конкретного лазера для резки металлов подбирается в соответствии с особенностями производства и экономическими требованиями.
Современные прецизионные станки с ЧПУ обладают точностью раскроя различных материалов до 0,005 мм и могут обрабатывать площадь до нескольких квадратных метров. Также подобное оборудование предполагает высокую автоматизацию производства, а значит, минимальное участие человека во всех процессах.
Для этого в программе задают необходимую геометрию детали. Далее системы настройки фокуса сами устанавливают расстояние, способное обеспечить самый эффективный раскрой.
Рекомендуем статьи
Теплообменники отвечают за регулировку температуры лазерной установки, а оператор получает только контрольные данные по актуальному состоянию всего устройства.
Лазерный станок имеет клапаны, при помощи которых подсоединяется газобаллонное оборудование для подачи вспомогательных газов к месту раскроя. Предусмотренная система дымоулавливания включает вытяжную вентиляцию лишь на время резки, сокращая таким образом затраты на работу этого компонента системы.
Зона раскроя защищена кожухом, что обеспечивает необходимый уровень безопасности персонала.
Вся работа мастера с лазером для резки металла состоит во введении необходимых характеристик, после чего ему остается только забрать готовое изделие. Производительность оборудования определяется параметрами станка, уровнем подготовки оператора, отвечающего за программный код.
Методика лазерной резки металлов может применяться на полностью роботизированных производствах, где персоналу не требуется заниматься тяжелым трудом.
Сегодня существуют как универсальные, так и специализированные лазерные станки. Первые имеют значительно более высокую цену, зато с их помощью удается проводить целый ряд операций, создавать детали сложной формы. Потребитель сам может выбирать модель, исходя из своих потребностей, ведь на рынке представлен богатый выбор предложений.
Подготовка макета для лазерной резки
Производство деталей с помощью лазера для резки металла предполагает выполнение таких этапов:
Создание технического макета требует особого внимания, поскольку точность выполнения работы на данном этапе определяет качество итогового изделия. Любые чертежи для дальнейших операций с применением лазера выполняются в «AutoCAD» или «CorelDraw», поскольку станки работают с форматами именно этих программ.
К макетам предъявляются такие требования:
Лазерная резка стали и цветных металлов сегодня очень популярна. Заказчики небольших партий изделий обращаются в профильные предприятия, ценя их способность быстро выдавать чистовые детали нестандартной формы.
Лазерные технологии нашли применение в декоративном творчестве, применяются для создания дизайнерских украшений, сувениров.
При выборе лазера в качестве инструмента для резки металла важно учитывать окупаемость оборудования, затраты на эксплуатацию. На данный момент подобные системы доступны преимущественно крупным предприятиям, имеющим большой производственный цикл.
Однако развитие технологий неизбежно приведет к снижению цены на станки и сокращению расхода электроэнергии. А значит, в будущем лазеры займут место прочих инструментов для раскроя разнообразных материалов.
Как я покупал 40W лазерный гравер в Китае + немного теории CO2 лазеров

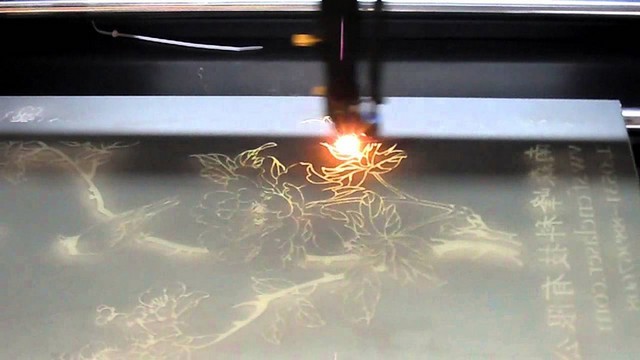
Вы возможно видели задорные ролики на YouTube, где лазерный станок бодро нарезает оргстекло совершенно безумным образом (просмотр рекомендуется без звука). Ну, подумал я, надо и себе такую игрушку прикупить. Тем более что с 40W лазером и черной краской можно и печатные платы так рисовать :-)
ВНИМАНИЕ
Не пытайтесь повторить, то что написано в этой статье. Работа с открытой крышкой запрещена, юстировка зеркал может производиться только квалифицированным персоналом. Обязательна защита для глаз — иначе можно легко лишиться зрения.
Краткая теория
Обычный лазер на углекислом газе — на самом деле содержит еще Гелий и Азот, под давлением ниже атмосферного. Лазеры небольшой мощности (100W и менее) — обычно «отпаяные», т.е. просто стеклянная трубка с буферным объёмом газа, водяное охлаждение, 2 электрода на концах трубки, и 2 зеркала — одно полупрозрачное (для излучения с длиной волны 10.6мкм), другое непрозрачное. По мере работы CO2 разлагается, и лазер теряет мощность. Чем выше температура, тем короче срок службы (обычно 1000-2000 часов). Питание лазера — источником высокого напряжения, ~15-20 КВ, 15-25мА (для 40W трубки).
40W — достаточно только для резки оргстекла/фанеры. Металлы резать можно только с намного большей мощностью (1000W и выше), меньше — если кислородом расплав выдувать (тогда железо с углеродом еще и сгорает, давая дополнительную энергию). По печатной плате напрямую резать дорожки не выйдет — т.к. медь хорошо отражает 10.6мкм излучение. А вот если покрыть тонким слоем краски — то я видел положительные результаты. Что примечательно, ПВХ например резать нельзя, т.к. выделяющиеся при его резке газы разъедают линзу (и не совсем полезны для человека).
Собственно, из длины волны излучаемого света (10.6мкм, «дальний» инфракрасный свет) и исходят многие особенности CO2 лазеров — очень мало материалов прозрачны для такого излучения. Лучше всего пропускает такой свет — селенид цинка, ZnSe, твердое вещество оранжевого цвета. Существенно хуже (но дешевле) — кремний и германий. Из экзотики — обычная поваренная соль также хорошо пропускает свет CO2 лазера, но очень уж недолговечны линзы из неё.

Зеркала — дешевле всего стекло или кремний, покрытые слоем меди или золота — как на фото справа (на небольших мощностях излучения — этого вполне достаточно). На производстве — бывают цельно медные зеркала с водяным охлаждением, и молибденовые — если при резке стали капля расплавленного металла прилипает к молибденовому зеркалу, её можно просто отковырнуть, протереть тряпочкой и дальше работать
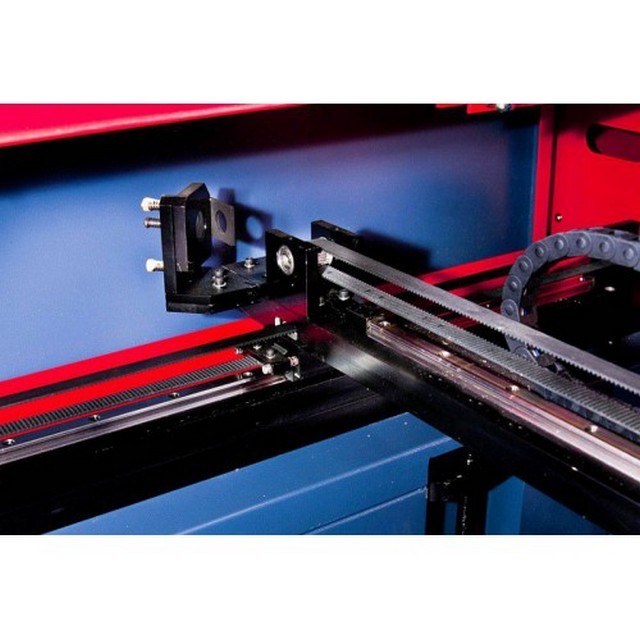
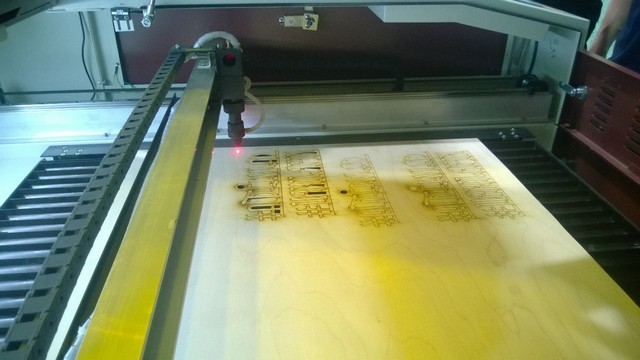
Луч лазера можно перемещать «летающими зеркалами» — когда и лазер, и объект резки неподвижны, или например может быть одно летающее зеркало + движение объекта. Лазер обычно не двигают, т.к. он очень длинный (из-за того что трудно увеличить диаметр выходного пучка выше 1см — повышение мощности возможно только увеличением длины).
И наконец фокусировка — линзой из селенида цинка. В мощных лазерах может использоваться параболическое зеркало, которое сразу поворачивает луч на 90' и фокусирует. Само собой и зеркала и линзы могут иметь просветляющее покрытие (особенно в резонаторе лазерной трубки).
Из-за того, что длина волны излучения очень большая, 10.6мкм — диаметр точки, в которую фокусируется лазер ограничен дифракционным пределом: для линзы с фокусным расстоянием 101мм — диаметр пятна не может быть меньше 0.2мм, а для 51мм — 0.1мм (при диаметре пучка 7мм).

Забегая вперед, трубка моего лазера выглядит так:
Нашел второго продавца, но на этот раз он уже согласился на escrow. Вес посылки превышал допустимые для почты и EMS 40кг — поэтому решили послать по EMS в разобранном виде, вместе с инструкциями по сборке. Цена вопроса — 1288$ вместе с доставкой. Через пару недель курьер EMS с трудом притащил коробки ко мне домой:
Открываем и собираем

Сразу бросилось в глаза, что во время транспортировки разбилось защитное стекло. Но пока все выглядело оптимистично. Собрал все вместе, подключил водяное охлаждение, и пробую проверить лазер. Жму кнопку test — разряд в лазере есть, но точка на бумажке не прожигается. Странно… Бумагу даже 0.1W прожигать должно. Открываю защитную крышку, все осматриваю — вроде все выглядит хорошо. Жму тест — снова ничего. Тут внезапно замечаю, что во время теста — рука чувствует тепло. Жесть. Оказывается сбита юстировка Y-зеркала, и луч лазера не попадает в X-зеркало, а рассеивается от круглой поверхности (выше — она обведена красным). Тут я понимаю что все пройдет не так гладко, как я рассчитывал. Ну, делать нечего, надо юстировать.
Юстировка летающих зеркал

Быстро нашел хитрый способ юстировки — термочувствительной бумагой, на которой печатают чеки в магазинах. Проблема в том, что очень уж много точек настройки положения зеркала, и крепление Y-зеркала — не вполне жесткое, китайцы в своём стиле блин.
Все шло хорошо, луч попадал уже почти туда куда нужно, и внезапно при следующем тестовом включении лазера с левой стороны пошел дым. Следующий абзац — пролетел за 0.5 секунды :-) Я думаю — хмм… интересно, откуда там может быть дым, вроде гореть особо нечему… Хмм… Человек может «отфильтровать» ощущения, которых он совсем не ожидает, и сосредоточен на чем-то другом (точно так же, можно не заметить ножевое ранение в драке). И тут пришла боль…
Оказалось, палец попал в луч лазера, хорошо еще я тестировал на минимальной стабильной мощности (около 10W). (Фото не для слабонервных, кровь заляпала стены). 3 часа ночи. Что делать? Звонить в скорую? "- Здравствуйте, что у вас случилось? — Аааа, заберите меня, я себе палец насквозь прожег лазером. "
В общем, повезло, попал в ноготь, мощность маленькая, 10.6мкм хорошо поглощается, и рана была поверхностная (именно поэтому CO2 лазеры используют в медицине). Зажило быстро. После этого я понял, что путь мой к работающему граверу неблизок. И я сел писать претензию на продавца на aliexpress.
Разборки с продавцом
После внимательного изучения товара, обнаружилось список проблем из 9-и пунктов — отличия от того, что было в описании, чудовищные проблемы с качеством (блок питания выдавал всего 14мА, хотя для 40W лазера нужно 24, cnc контроллер отличался от того, что был в описании, ужасное качество PCB, бракованая ZnSe линза, «вгоревший» отпечаток пальца на одном из зеркал). Глубину проблем можно увидеть на снимках: 1, 2, 3, 4.
Это была настоящая заруба. 2 месяца мы провели в dispute-ах на разных уровнях, несколько раз возвращаясь к началу спора. Продавец допустил «ошибку» — признал, что он прислал мне «другую модель», но она «лучше». Это была его фатальная ошибка, после этого спорить с ним было намного проще. Я требовал исправления всего списка проблем, или предлагал вернуть все это добро ему за его счет. Само собой, пока идет dispute — продавец не может забрать свои деньги.
В конечном итоге, продавец согласился прислать запчасти на замену — нормальный блок питания (как в описании), новую, не бракованную ZnSe линзу и 3 молибденовых зеркала. Но нервов было потрачено не мало.
Видео с тестом лазера:
Результат и выводы
В конечном итоге, я получил весёлый набор «сделай лазерный гравер сам» по не слишком высокой цене. Сейчас я делаю к нему Mach3-совместимый контроллер, с оригинальным сложно делать что-то кроме печатей (т.к. кривой китайский софт заточен под растровую гравировку, а не резку).
А с китайцами нужно держать ухо востро — они не гнушаются продавать брак, лишь бы заработать лишних 10$ (т.е. они могут делать качественно, но только если держать за горло. Если не держать — сразу получишь отбраковку). Никаких сделок без Escrow и без возможности оспорить качество после доставки.
Обзор лазерных резаков-граверов с ЧПУ до 1 млн рублей
Наряду с 3D-принтерами и фрезерными станками, лазерные резаки и гравировщики — ещё один класс ЧПУ-устройств, без которого сложно представить современное высокотехнологичное производство. Лазерный луч способен с высокой скоростью и точностью обрабатывать широчайший спектр материалов, оставляя после результат не требующий дополнительной финишной обработки.
В этом обзоре мы познакомим читателей с несколькими образцами лазерных резаков, которые могут применяться во многих областях — производство рекламных материалов, мебели, различной техники и товаров народного потребления. Эти резаки-гравировщики штатно не работают по металлу, камню или минеральному стеклу, у них не то назначение и не та мощность, но со своими задачами они справляются отлично.
На большинство моделей указаны цены, но цены эти ориентировочные — они могут меняться как в большую, так и в меньшую сторону по разным причинам. Для получения более точной информации можно посетить сайт.
Raylogic (бывший Qualitech)


Raylogic серия 11G
Лазерные резаки-гравировщики серии 11G — производятся по высоким международным стандартам промышленного оборудования и с учетом нормативов Российских производственных компаний.
От предыдущей серии отличаются рядом нововведений увеличивших надежность, универсальность и простоту обслуживания и работы станков. Резаки оснащены последним поколением DSP-контроллеров с множеством новых функций увеличивающих скорость и производительность работы. В базовой комплектации установлены лазерные трубки компании Reci с ресурсом 10 000 часов непрерывной работы. Реечный стол делает удобной работу с листовыми материалами.

Обновленная материнская плата, удобная система управления, усовершенствованное крепление лазерной трубки позволяющее легко производить настройку.

Работает с резиной, деревом, бумагой и фанерой, широким спектром натуральных и синтетических тканей, кожей и кожзамом, различными пластиками.



Работа с деревом, фанерой и шпоном тоже не представляет сложности.







Мощный 120 Вт лазер и охладитель на 3000 Вт, увеличенная рабочая зона и качественные лазерные трубки Reci — с ними этот резак становится хорошим рабочим вариантом для любого рекламного производства и производителей деревянных и фанерных товаров.
Лазерный гравер Raylogic 11G 1490





Надежный механизм с большим ресурсом.
Лазерные комплексы под торговой маркой Suda уже хорошо известны потребителю и зарекомендовали себя как надежное и в меру бюджетное оборудование. Эти гравировально-разрезные машины занимают достойное место в производстве сувенирной и рекламной продукции.

Аппарат обладает оптимизированной отражающей системой и сорокаваттной лазерной трубкой, которая может резать акрил толщиной до 20 миллиметров.
Аппарат снабжен системой завершения задания после перебоев с питанием и отличается совместимостью с большим количеством векторных программ.


Скорость гравировки этим станком составляет до 1000 мм/с, резки — до 600 мм/с, при глубине до 20 мм.

Мощность лазера: 80 / 120 Вт
Размер рабочего поля: 1200 x 1600 мм
Количество осей: 3
Цена: 555 556 руб.
Применение: Рекламное производство, промо-изделия и таблички.
Станок обладает увеличенными площадью рабочего поля и мощностью лазера по сравнению с предыдущей моделью (SL-6040), при сохранении остальных параметров идентичными.
… и другие


Интересный китайский аппарат для лазерной резки и гравировки, с возможностью комплектации лазерными трубками мощностью от 60 до 130 Вт. Удобство обеспечивается работой с векторными файлами из разных источников в программе LaserWork и двумя вариантами подключения к компьютеру — через USB или локальную сеть. Собственная память позволяет станку работать без соединения с компьютером. Скорость гравировки до 700мм/сек.


Мощность лазера: 100-120 Вт Lasea F4
Размер рабочего поля: 1200 x 900 мм
Количество осей: 3
Применение: производство изделий из различных листовых материалов — фанеры, пластика, тканей и кож. Рекламное производство. Легкая промышленность.
Главное отличие модели SE от SC — толщина обрабатываемого материала увеличена со 160 до 280 мм, при использовании подъемного механизма. Также отличаются и размеры самого станка — 1705×1365×1100 мм (против 1705×1365×1200 мм у SC).

Мы рассмотрели несколько образцов бюджетных лазерных резаков, один из которых может себе позволить любая мастерская или небольшое производство. Конечно, это не полный список доступных аппаратов — есть станки и помощнее, и подороже, но — даже эти, не самые дорогостоящие лазерные резаки, могут многое: от персонализации сувениров, до изготовления достаточно крупных рекламных изделий, от нанесения рисунка на кожу и древесину, до быстрого и точного раскроя ткани. Применений им множество.
Нужен ли такой аппарат именно вашей организации? Решайте сами. Мы свой выбор сделали.
Лазерные станки для обработки металла
Лазерный станок по металлу – это широкий ряд оборудования, инструментом в котором является оптоволоконный лазер. В ассортименте компании «Inlaser» – станки открытого и закрытого типа, для раскроя только листового материала или труб, комбинированные модели для резки листа и труб, стационарные, настольные, портативные, автоматические, ручные аппараты, оборудование для очистки лазером. Выполняем доставку лазерного станка по металлу по России и ЕАЭС. Предлагаем гибкую систему оплаты. Техподдержка работает 24/7.






























Купить лазерные станки по металлу
В маркетплейсе «Inlaser» можно купить лазерную установку по металлу в рамках отведенного бюджета. Мы продаем оборудование по ценам производителей, предлагая продукцию ведущих брендов из России, Китая и Европы в едином каталоге. Как эксперты в области лазера для металла, мы предложим оптимальный вариант станка под задачи вашего бизнеса.
Преимущества лазерного станка по металлу:
Оплата и доставка лазерных станков по металлу
Компания «Inlaser» нацелена на долгосрочное сотрудничество с каждым клиентом: мы подберем схему оплаты, которая будет для вас комфортна. Возможна покупка лазерной установки по металлу на условиях лизинга. Работая как маркетплейс, мы поставляем товар с собственного склада либо напрямую от завода-производителя, сроки доставки зависят от места нахождения изделия. Свяжитесь с нами, чтобы узнать дату поставки и получить персональное предложение на покупку.
Читайте также: