Мощный лазерный диод для резки металла
Обновлено: 13.05.2024
Лазерный резак — уникальное приспособление, которое полезно иметь в гараже каждого современного мужчины. Изготовить лазер для резки металла своими руками — несложно, главное соблюдать простые правила. Мощность такого устройства будет небольшой, но есть способы увеличить ее за счет подручных приспособлений. Функционала производственной машины, которая без приукрашивания — может все, самоделкой не достичь. Но для бытовых дел, этот агрегат подойдет очень кстати. Давайте рассмотрим, как его соорудить.
Как сделать лазерный резак в гараже
Все гениально просто, поэтому для создания такого оборудования, которое способно вырезать красивейшие узоры в прочных сталях, можно сделать из обычных подручных материалов. Для изготовления обязательно потребуется старая лазерная указка. Помимо этого, следует запастись:
- Фонариком, работающим на аккумуляторных батарейках.
- Старым DVD-ROM, из которого нам потребуется извлечь матрицу с лазерным приводом.
- Паяльник и набор отверток для закручивания.

Первым шагом будет являться разборка привода старого дисковода компьютера. Оттуда нам следует извлечь прибор. Будьте аккуратны, чтобы не повредить само устройство. Привод дисковода должен быть пишущим, а не просто читающим, дело в строении матрицы устройства. Сейчас в подробности вдаваться не будем, но просто используйте современные нерабочие модели.
После этого, вам обязательно нужно будет извлечь красненький диод, который прожигает диск во время записи на него информации. Просто взяли паяльник и распаяли крепления этого диода. Только ни в коем случае не бросайте его. Это чувствительный элемент, который при повреждениях может быстро испортиться.
При сборке самого лазерного резака следует учесть следующее:
- Куда лучше установить красный диод
- Каким образом будут запитываться элементы всей системы
- Как будут распределяться потоки электрического тока в детали.
Помните! На диод, который будет выполнять прожиг, требуется намного больше электричества, нежели на элементы указки.
Решается эта дилемма просто. Диод из указки меняется красной лампочкой из привода. Разобрать указку следует с той же аккуратностью, что и дисковод, повреждения разъемов и держателей, испортят ваш будущий лазер для резки металлов своими руками. Когда вы это сделали, можно приступать к изготовлению корпуса для самоделки.
Для этого вам потребуется фонарик и аккумуляторные батарейки, которые запитают лазерный резак. Благодаря фонарику у вас получится удобная и компактная деталь, не занимающая много места в быту. Ключевым моментом оборудования такого корпуса является правильно подобрать полярность. Удаляется защитное стекло с бывшего фонарика, чтобы оно не являлось преградой для направленного луча.
Последующим действием является запитка самого диода. Для этого вам необходимо подключить его к зарядке аккумуляторной батареи, соблюдая полярность. В завершении проконтролировать:
- Надежность фиксации устройства в зажимах и фиксаторах;
- Полярность устройства;
- Направленность луча.
Неточности докрутить, а когда все готово можно поздравить себя с успешной завершенной работой. Резак готов к использованию. Единственное, что нужно помнить — его мощность намного меньше, чем мощность производственного аналога, поэтому слишком толстый металл ему не под силу.
Осторожно! Мощности прибора достаточно, чтобы навредить вашему здоровью, поэтому будьте осторожны во время управления и старайтесь не запихивать пальцы под луч.





Режущий лазер
Инструменты и принадлежности, которые потребуются для того, чтобы изготовить лазер своими руками:

Рисунок 1. Схема лазерного светодиода.
- неисправный DVD-RW привод с рабочим лазерным диодом;
- лазерная указка или портативный коллиматор;
- паяльник и мелкие провода;
- резистор на 1 Ом (2 шт.);
- конденсаторы на 0,1 мкФ и 100 мкФ;
- аккумуляторы типа ААА (3 шт.);
- маленькие инструменты типа отвертки, ножика и напильника.
Этих материалов будет вполне достаточно для предстоящих работ.
Итак, для лазерного устройства в первую очередь необходимо подобрать DVD-RW привод с поломкой механического характера, поскольку оптические диоды должны быть в исправности. Если у вас отсутствует износившийся привод, придется приобрести его у людей, которые продают его на запчасти.
При покупке следует учитывать, что большинство приводов от производителя Samsung являются непригодными для изготовления режущего лазера. Дело в том, что эта компания выпускает DVD-приводы с диодами, которые не защищены от наружного воздействия. Отсутствие специального корпуса означает, что лазерный диод подвержен тепловым нагрузкам и загрязнению. Его можно повредить легким прикосновением руки.

Рисунок 2. Лазер из DVD-RW привода.
Оптимальным вариантом для лазера будет привод от производителя LG. Каждая модель оснащается кристаллом с различной степенью мощности. Этот показатель определяется скоростью записывания двухслойных DVD-дисков. Крайне важно, чтобы привод был именно записывающим, поскольку в нем содержится инфракрасный излучатель, который нужен для изготовления лазера. Обычный не подойдет, так как он предназначен только для считывания информации.
DVD-RW со скоростью записи 16Х оснащен красным кристаллом мощностью 180-200 мВт. Привод со скоростью 20Х содержит диод мощностью 250-270 мВт. Высокоскоростные записывающие устройства типа 22Х оборудуются лазерной оптикой, мощность которой достигает 300 мВт.




Усиление самодельной установки
Для усиления мощности и плотности луча, который и является главным режущим элементом, следует приготовить:
- 2 «кондера» на 100 пФ и мФ;
- Сопротивление на 2-5 Ом;
- 3 аккумуляторные батарейки;
- Коллиматор.

Ту установку, которую вы уже собрали можно усилить, чтобы в быту получить достаточно мощности для любых работ с металлом. При работе над усилением помните, что включить напрямую в розетку ваш резак будет для него самоубийством, поэтому следует позаботиться о том, чтобы ток сперва попадал на конденсаторы, после чего отдавался батарейкам.
При помощи добавления резисторов вы можете повысить мощность вашей установки. Чтобы еще больше увеличить КПД вашего устройства, используйте коллиматор, который монтируется для скапливания луча. Продается такая модель в любом магазине для электрика, а стоимость колеблется от 200 до 600 рублей, поэтому купить ее не сложно.
Дальше схема сборки выполняется так же, как было рассмотрено выше, только следует вокруг диода накрутить алюминиевую проволоку, чтобы убрать статичность. После этого вам предстоит измерить силу тока, для чего берется мультиметр. Оба конца прибора подключаются на оставшийся диод и измеряются. В зависимости от нужд вы можете урегулировать показатели от 300 мА до 500 мА.
После того, как калибровка тока выполнена, можно переходить к эстетическому декорированию вашего резака. Для корпуса вполне сойдет старый стальной фонарик на светодиодах. Он компактный и умещается в кармане. Чтобы линза не пачкалась, обязательно обзаведитесь чехлом.
Хранить готовый резак следует в коробке или чехле. Туда не должна попадать пыль или влага, иначе устройство будет выведено из строя.




Разбор привода
Имея перед собой привод, первым делом снимают верхнюю крышку, открутив 4 винта. Затем извлекают подвижный механизм, который находится в центре и соединён с печатной платой гибким шлейфом. Следующая цель – лазерный диод, надёжно впрессованный в радиаторе из алюминиевого или дюралевого сплава. Перед его демонтажем рекомендуется обеспечить защиту от статического электричества. Для этого выводы лазерного диода спаивают или обматывают тонкой медной проволокой.
Далее возможны два варианта. Первый подразумевает эксплуатацию готового лазера в виде стационарной установки вместе со штатным радиатором. Второй вариант – это сборка устройства в корпусе переносного фонарика или лазерной указки. В этом случае придётся приложить силу, чтобы раскусить или распилить радиатор, не повредив излучающий элемент.
В чем разница между готовыми моделями
Стоимость является главной причиной, почему множество умельцев прибегают к изготовлению лазерного резака своими руками. А принцип работы заключается в следующем:
- Благодаря созданию направленного лазерного луча происходит воздействие на металл
- Мощное излучение заставляет материал испаряться и выходить под силой потока.
- В результате благодаря малому диаметру лазерного луча получается высококачественный срез заготовки.
Благодаря таким лазерным установкам можно сделать уникальные узоры в заборе частного дома, комплектующие для декорирования ворот или ограждений. Существует всего 3 вида резаков:
- Твердотельные. Принцип работы завязан на использовании специальных сортов стекла или кристалликов светодиодного оборудования. Это недорогие производственные установки, которые используются на производстве.
- Волоконные. Благодаря использованию оптического волокна можно получить мощный поток и достаточную глубину врезания. Они являются аналогами твердотельных моделей, но благодаря своим возможностям и характеристикам по производительности лучше их. Но и дороже.
- Газовые. Из названия понятно, что для работы используется газ. Это может быть азот, гелий, углекислый газ. КПД таких устройств на 20% выше, чем у всех предыдущих. Их используют для резки, сварки полимеров, резины, стекла и даже металла с очень большим уровнем теплопроводности.
В быту без особых затрат можно получить только твердотельный лазерный резак, но его мощности при грамотном усилении, которое было разобрано выше, хватает для выполнения бытовых работ. Теперь у вас есть знания относительно изготовления такого устройства, а дальше только действовать и пробовать.
А у вас есть опыт в разработке лазерного резака по металлу своими руками? Поделитесь с читателями, оставив под этой статьей комментарий!









Принцип работы
Принцип работы лазера — довольно сложный процесс. Сам по себе лазер — это своеобразный квантовый генератор. Под действием фотона атом излучает другой фотон, который похож на первый, что приводит к усилению излучаемого потока света. Для изготовления индуцируемого излучения, можно использовать электрический, химический или газовый способ. Лазеры довольно широко применяются в бытовой технике. Например, в лазерном принтере, DVD-проигрывателях, лазерных уровнях. Для того чтобы лазер мог работать в качестве режущего элемента, необходимо луч пропустить через оптические линзы, которые, в свою очередь, усилят поток света.

Если говорить о мощных лазерах, которые в состоянии резать металл, драгоценные камни, то их невозможно изготовить в домашних условиях.
Причиной тому является очень сложное устройство усиления направленного потока с помощью линз, а также мощность самого диода, которая превышает в разы мощность диода, который используется в бытовой технике. Необходимо учитывать, что промышленные лазеры в результате работы рассеивают огромное количество энергии в виде тепла и требуют довольно хорошего охлаждения.
Преимущества лазерной резки
Востребованность данного метода обработки материалов обуславливается несколькими факторами.
Качество раскроя
Первый и один из наиболее значимых показателей – это высокое качество раскроенных при помощи лазера изделий. Такие детали имеют гладкий, ровный срез и характеризуются отсутствием каких-либо изъянов на обработанной поверхности.

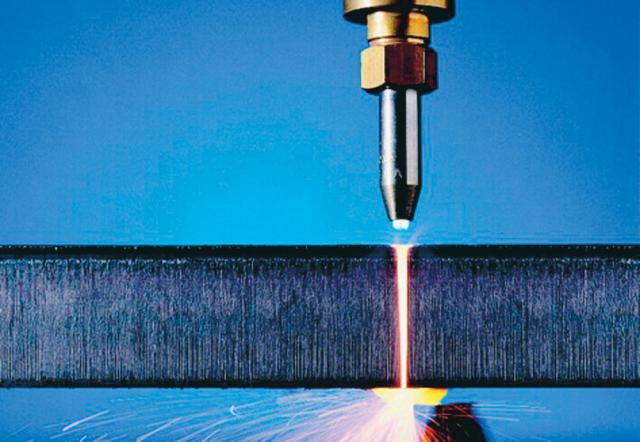
Лазерная резка металла
Универсальность метода
Вторым немаловажным преимуществом резки лазером является то, что при помощи данной процедуры стало возможным обработать практически все виды изделий, независимо от твердости сплава, из которого они изготовлены, их толщины или формы. К тому же, лазерный метод раскроя деталей не ограничивается резкой в плоскости, то есть можно производить разрез и объемных предметов.

Лазерная резка толстого металла
Возможность автоматизации процесса
Третье достоинство – это возможность автоматизации процесса резки металла лазером при помощи компьютерного оборудования. Данное свойство позволяет экономить не только время, но и денежные средства на изготовлении специальных литейных форм, необходимых для производства изделий. Это повышает производительность установки.
Автоматизация лазерной резки металла
В ходе контролируемой компьютером резки металла получаются более качественные детали, которые не требуют дополнительного обтачивания и шлифовки.
Но, несмотря на это, самодельные резаки пользуются большей популярностью среди народных умельцев. А все потому, что промышленные установки стоят достаточно дорого, и не каждый может позволить купить себе такой лазер домой. К тому же, в домашнем хозяйстве нет необходимости использовать сверхмощный резак металла, достаточно и самого простого, сделанного своими руками.
Лазерные модули 5, 10 и 15 ватт для резки и гравировки на ЧПУ

Помнится лет 10 тому назад, среди начинающих радиолюбителей было популярно делать лазеры из прожигающего диски диода DVD привода. При всей примитивности конструкции, с синим лазерным диодом удавалось получить мощность до 0,6 ватт, питая это дело от батареек. Но китайская промышленность не стоит на месте и теперь уже не фольгу на CD-диске, а дерево и даже металл стало возможным резать с помощью мощных современных лазерных модулей на 1-15 ватт. Все они предназначены для использования на ЧПУ станках (читайте подробнее тут) и питаются от 12 вольт. Естественно они могут работать и без сетевого питания – на 3-х литиевых аккумуляторах, что позволяет эти лазерные модули использовать… скажем так – не только в станках))

Но перейдём к обзору. В нём примут участие модули на 1, 5, 10 и 15 ватт. Начнём с самого младшего, который устанавливается в мини станочки лазерной гравировки.
1 Вт лазерная головка
- Длина волны 410 нм
- Выходная мощность 1 Вт
- Напряжение питания 12 В
- Рабочий ток 400 мА
- Способ охлаждения: принудительное воздушное охлаждение
- Материал корпуса – алюминий
- Оптические линзы в лазере
- Рабочая температура 40-75С
- Срок службы до 10000 часов
- Размер 33 х 55 мм
- Цена около 50 долларов
5 Вт лазерная головка
- Размеры внешние: Длина 53 мм х ширина 33 мм х высота 33 мм
- Длина волны: 450 нм
- Выходная мощность: 5.5 Вт
- Охлаждение: алюминиевый радиатор
- Частота модуляции: максимум 25 кГц
- Цвет отделки: Черный
- Материал корпуса: Алюминий
- Рабочее напряжение: DC = 12 В
- Рабочий ток: I < 3 A
- Время разогрева: Нет
- Рабочая температура: -10 ~ + 40 градусов
- Цена около 120 долларов
10 Вт лазерная головка
- Внешние размеры: длина 50 мм х ширина 50 мм х высота 100 мм (в том числе вентилятор)
- Длина волны: 445-450 (Blu-Ray)
- Предельная мощность: 10 Вт в импульсном режиме
- Средняя мощность 6 Вт
- Частота модуляции: ttl можно модулировать
- Частота шим < 9 кГц
- Рабочее напряжение: DC = 12 В
- Рабочий ток: < 3 A
- Фокусное расстояние: 18 мм
- Рабочая температура: 15 ~ 45C
- Диаметр пятна: 0,1 – 10 мм
- Режим работы: импульсный лазер 100 нс 50%, с TTL модуляцией
- Материал корпуса: твердый алюминий + латунь
- Отделка: черный анодированный Al + пескоструйная обработка
- Теплоотвод: радиатор и вентилятор
- Блок питания: 12 В 4 А
- Цена около 240 долларов
15 Вт лазерная головка
- Модель лазера: 570073
- Размер: длина 50 мм х ширина 50 мм х высота 100 мм
- Длина волны: 445 ~ 450 нм
- Выходная мощность: импульсная 15 Вт, средняя 8 Вт
- Частота модуляции: TTL модулированный, 0В-off 5В-on
- Частота ШИМ
- Рабочее напряжение: 12 В
- Рабочий ток: I
- Рабочая температура: 15-45С
- Фокусное расстояние: 18 мм
- Питание БП: 12 В 4 A
- Цена около 320 долларов

По внешнему виду и конструкции модели на 5-15 ватт очень похожи, поэтому без маркировки или тестов трудно сразу определить мощность.
Схема подключения лазера
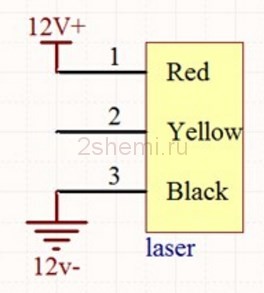
Подключаются модули к источнику постоянного напряжения 12 В, различаясь только током потребления. На станке для подачи питания служит специальный разъём на плате CNC, а при необходимости можно задействовать обычный импульсный блок питания, воткнув штекер в стандартное гнездо через такой переходник (идёт в комплекте).

TTL управление осуществляется через специальный блок, с помощью ШИМ импульсов. Схемы нет, но вот фото этой платы с деталями в хорошем качестве.

Какую выбрать мощность лазера
С самой мощной из доступных, 15-ваттной головкой, удаётся легко выполнять гравировку не только на дереве, но и почти на любом типе металла (одни поддаются выжиганию лучше – другие хуже). С лазером до 5 ватт получится гравировать и резать дерево, картон, пластик, кожу. Ну а модель на 1 ватт особым результатом не удивит – только картон и фанера.

Примечание:
Головка будет выдавать 100% от интенсивности лазерного излучения, когда вы непосредственно подключите её к источнику питания 12 В. Не использовать более 10 минут в таком режиме, иначе лазер сгорит. Желательно чуть снизить питающее напряжение, хотя бы на 1 вольт – это существенно увеличит ресурс диода без заметного снижения мощности луча.
Отзывы покупателей о лазерных головках
Машинка упакована отлично +, Собрал действительно за 5 минут, даже не смотря в инструкцию +. Программное обеспечение на флешке, устанавливается элементарно, но нет на русском языке, пришлось посмотреть видео инструкцию +/ -. сам процесс гравировки как на видео, единственное на что нужно обратить внимание: простенький рисунок из папки тест на вложенном шаблоне, гравируется 10 минут (не быстро), а если что-то существенней – фото и размер со спичечный коробок более часа. Долго -. Качество гравировки, ну тут есть недочеты (пытался награвировать на ноже, ну скажем не очень получилось. И металл другой и не учел того что нож не ровный и фокусное расстояние из-за этого ушло), хотя можно их списать на мою неопытность. В целом неплохо. Поставил заслуженную 5.
Лазер каждый день работал хуже и хуже, в итоге не гравирует на металле, продавец не отвечает, узнала у других людей что эти лазеры теряют мощность через месяц, то есть это не первый случай, никому не советую покупать эту китайщину, деньги на ветер.
В описании рабочая зона не соответствует действительности, меньше где-то сантиметра на 2, когда режет картон то весь дым идет наружу, дышать не возможно. Подставка или сама конструкция немного не ровная, из-за чего фокусное расстояние везде получается разное. С резкой картона 1.5 мм справляется не плохо.
Купил 8w мощности и импульсно до 15w, фанеру 2 мм простреливает быстро, доставка около 20 дней и очень долго отправляется, возможно нет в наличии но всё качественно.
Товар соответствует требованиям по качеству. Если приспособиться, но можно качественно гравировать. Совет: 1. Даже в очках не смотреть на работающий лазер, 2. Устанавливать только на ровную поверхность, так как от толчков моторов происходит сдвиг. Жгёт не на всём, что и понятно: всего 15 ватт, фанеру 4 мм прожигает за 3-4 прохода.
Упакован отлично. Работает хорошо, гравирует, режет. Металл пробовал гравировать на присланном образце, получилось! Сам корпус сбитый, ровный. Программное обеспечение достаточно простое, есть подробная инструкция.
Видео использования лазера в станке ЧПУ
Выбор мощность лазера для резки металла в зависимости от материала
Это одна из самых современных технологий, используемых не только на производстве, но и в небольших мастерских. Данный способ при правильном подборе вида оборудования подходит практически для всех металлов, позволяет делать обычную и художественную (фигурную) резку. Чтобы добиться хороших результатов, необходимо ориентироваться в технологиях и принципах работы этого оборудования.

Мощность лазера для раскроя металлических заготовок различной толщины
Резка лучом лазера термическая, дает возможность добиться точности, почти полностью исключающей необходимость в дальнейшей обработке. Чтобы повысить эффективность, применяются различные газы: кислород, углекислый газ, азот, водород, гелий, аргон. Выбор зависит от вида материала, толщины заготовки, планов по поводу последующей обработки. Если для раскроя требуется очень высокая температура, используется кислород. Для работы с цирконием или титаном подходит только аргон.
Любой лазерное оборудование состоит из:
- механизма (системы), обеспечивающего подачу энергии;
- тела, генерирующего луч (твердого, волоконного, в виде смеси газов);
- зеркал (резонатора).
В твердотельное лазерное оборудование размещается диод и стерженек, изготовленный из рубина, неодима или граната. В волоконных лазерах элементом, генерирующим луч, (иногда и резонатором) служит оптическое волокно. В газовом оборудовании используются газы или их смеси. Мощность и сфера применения полностью зависят от вида оборудования:
- твердотелые (для латуни, меди, алюминия и сплавов из него) – 1-6 кВт;


- СО2-лазеры (для любых тонких металлических заготовок) – 600-8000 кВт;
- газодимамические – от 150 кВт.
Для резки металла мощность лазера 450-500 Вт (кроме цветных металлов, для которых требуется от 1 кВт). Наиболее эффективен этот способ при толщине заготовок, толщина которых не превышает 6 мм. При 20-40 мм лазерное оборудование применяется редко. Для металла большой толщины лазерная резка (от 40 мм) почти не встречается.
Зависимость мощности от толщины заготовки
| Вид металла | Толщина заготовки (мм) | Мощность (Вт) |
| Сталь (легированная, углеродистая) | 1 | 100 |
| 0,5 | 250 | |
| 1,2 | 400 | |
| 2,2 | 850 | |
| До 40 | 5000 | |
| Сталь нержавеющая | 1 | 100 |
| 0,5 | 250 | |
| 1,3 | 400 | |
| 2,5 | 400 | |
| 3,2 | 400 | |
| 9 | 850 | |
| до 25 | 5000 | |
| Латунь | 12 | 5000 |
| Сплавы алюминия | 12 | 5000 |
| Медь | 5 | 5000 |
| Титан | 0,5 | 850 |
| 0,6 | 250 | |
| 1 | 600 |

Особенности технологии
Принцип работы станка для лазерной резки заключается в том, что луч лазера нагревает металл до температуры плавления и затем кипения, в результате чего происходит испарение материала. Добиваться высокого КПД и качественной обработки удается за счет подачи в рабочую зону азота, кислорода или воздуха. Емкостный датчик контролирует высоту и безопасность перемещения головки, установленной на заданном расстоянии от обрабатываемой поверхности. Одним из главных достоинств станка является его высокая эффективность. Обладая мощностью 1000 Вт, он способен выполнять резку стального листа толщиной 1 мм со скоростью 400 мм/с (теоретическая расчетная скорость, так как на такой скорости станки не перемещаются). Станок с такой мощностью может работать со стальными конструкциями толщиной до 10 мм. Для более толстых листов металла потребуется более мощное оборудование. Методом лазерной резки изготавливается большая часть вентиляционного, торгового и другого оборудования, требующего точного раскроя.
Области применения станков по резки металла
- Машиностроение
- Медицинская сфера
- Рекламное производство
- Торговое оборудование
- Космическое строение
- Производство корпусов
- Вентиляционное оборудование
- Металлоконструкции
- Трубная продукция (отводов, тройников, переходников и опор для труб)
- Элементы электрооборудования и бытовой техники
- Ритуальный бизнес
Причины купить оборудование для лазерной резки металла
- Технологичность и долговечность оборудования. Наработка лазерного источника более 100 000 часов.
- Низкая себестоимость реза. Потребляемая мощность от розетки и скорость резки самые низкие в отрасли.
- Низкая стоимость владения. Оборудование запускается в кратчайшие сроки и требует минимальных навыков для его эксплуатации. Большой период межсервисного обслуживания.
- Высокая точность обработки. Соответствие заявленным характеристикам. Стабильные точностные значения в длительном периоде.
- Низкое энергопотребление. «КПД от розетки» составляет до 53%. Газовый лазерный станок по металлу имеет «КПД от розетки» до 20%.
- Экономия на аренде. Меньшая площадь, занимаемая под оборудование.
Лазерный диод для резки металла
Лазерный диод для резки металла – полупроводниковый лазер, сконструированный по принципу p-n гомоструктурного диода. Полупроводником служит пластина, верхний слой которой создает n-области (отрицательную), нижний — p-область (положительную). Переход p-n сравнительно большой и плоский. Торцы по бокам служат резонаторами. Фотон, который движется перпендикулярно, отражается от торцов несколько раз, только потом сможет выйти.
В процессе прохода вдоль торцов создаются новые фотоны, излучение усиливается, начинается генерация луча. В момент выхода он сильно расходится, поэтому собирается линзами. Лазерные диоды для резки металла с большой мощностью (10 микрометров) дополнительно излучают углекислый газ (CO2).
Важно! Оборудование этого типа отличается повышенной производительностью, сравнительно низкой стоимостью


Процесс изготовления лазерного резака
- Из компьютерного дисковода нужно извлечь красный диод, который прожигает диск при записи. Обратите внимание, что дисковод должен быть именно пишущим.
После демонтажа верхних крепежей, извлекают каретку с лазером. Для этого аккуратно снимают разъемы и шурупы.
Для извлечения диода необходимо распаять крепления диода и извлечь его. Делать это нужно предельно аккуратно. Диод очень чувствительный и его легко повредить, уронив или резко встряхнув.
- Из лазерной указки извлекают содержащийся в ней диод, и вместо него вставляют красный диод из дисковода. Корпус указки разбирают на две половинки. Старый диод вытряхивают, подковырнув острием ножа. Вместо него помещают красный диод и закрепляют клеем.
- В качестве корпуса лазерного резака проще и удобнее использовать фонарик. В него вставляется верхний фрагмент указки с новым диодом. Стекло фонарика, являющееся для направленного лазерного луча преградой, и части указки надо удалить.

Лазерная указка
На этапе подключения диода к питанию от аккумуляторных батарей важно четко соблюсти полярность.
- На последнем этапе проверяют, насколько надежно зафиксированы все элементы лазера, правильно подключены провода, соблюдена полярность и ровно установлен лазер.
Лазерный резак готов. Из-за малой мощности использовать в работе с металлом его нельзя. Но если необходим прибор, режущий бумагу, пластик, полиэтилен и другие подобные материалы, то этот резак вполне подойдет.
СО2 лазер (углекислый) для раскроя металла

Углекислые лазеры обладают характеристиками, делающими их идеальными для раскроя в промышленности. Первое — длинные инфракрасные волны, идеальные для нагрева. Второе — высокая эффективность (от 30%). Использование углекислого газа делает срез более гладким (если сравнивать с оборудованием со стекловолокном). Расширяется сфера применения, инвестиции быстро окупаются.
Недостаток СО2 лазер для резки металла – необходимость в оптических зеркалах, оснащенных сапфировыми элементами и золотом. Кроме того, этот вид оборудования требует высокого электрического разряда на этапе формирования луча. Для резки металла (нержавеющей стали, алюминия) толщиной 2 мм достаточно мощности 160 Вт, если применяется лазер этого типа. При повышении мощности до 200 Вт можно резать листы толщиной 3 мм.
На что способен 2.1 Вт лазер?
2.1 Вт лазер — это относительно небольшая мощность для лазера. Её достаточно для эффективной резки бумаги, картона, фанеры, тёмного акрила толщиной до 1–1.5 мм. Хоть этот лазер скорее оптимален для гравировки, но всё же резка возможна на относительно хорошей скорости. Картон и бумага практически не обугливаются при скорости резки 200–300 в программе CNCC LaserAxe.
Конечно, играет немалое значение, цвет материала и сама структура. Когда мы говорим про эффективную резку, мы имеем ввиду чистый не обугленный срез. Опять же хочется напомнить, что многие китайские лазеры не имеют заявленной мощности и очень сильно не соответствуют заявленным параметрам.
Вот пример того, что можно вырезать 2.1 Вт лазером.

Длина волны лазера для резки металла
На поглощение материалом лазерного луча существенно влияют качества волны: длина и спектр. Длина волны лазера для резки металла полностью зависит от вида материала. Если рассматривать волоконный лазер, то один его узел создает луч с волной 1 мкм (миллимикрон). Если требуется более длинный луч, используется сумматор, объединяющий лучи нескольких модулей. Показатели твердотелых моделей отличаются мало – длина волны так же 1 мкм. Эти виды лазеров являются идеальным вариантом для резки практически всех видов металлов (даже благородных). Для резки металла (нержавейки) 20 мм мощность волоконного лазера – от 2 кВт.

В углекислых лазерах длина волны достигает 10,6 мкм, что создает более высокую плотность на обрабатываемой поверхности. Этот вид оборудования применяется для раскроя стекла, древесины, стеклопластика, демонстрируя высокое качество резки даже при большой толщине.
При выборе оборудования мало изучить технические характеристики: тип излучателя, мощность, длину волны, точность и качество реза. Важно точно определить требования конкретного производства. Мощность лазера для резки металла (например, нержавейки) толщиной 3 мм не может быть ниже 500 Вт. В противном случае снизится производительность, материал будет перегреваться. На первый взгляд может подойти СО2-лазер требуемой мощности. Но в данном случае необходимо учесть длину волны, которая не совсем подходит для металлических заготовок.
Совет! Чтобы не ошибиться, перед покупкой необходимо все точно рассчитать или посоветоваться с квалифицированным специалистом.






Как выбрать станок
Первично надо определиться с задачами которое вы хотели бы решить с помощью лазерного станка по металлу. Просчитать объемы материала, обрабатываемые в течении месяца и года, чтобы определить необходимую эффективную производительность. Требования к точности и допуски. Все это на начальном этапе даст основу для экономических расчетом и понимания номинальной производительности станка и смежного оборудования.
Исходя из производственной потребности подбираются компоненты станка, такие как:
- Станина. Исполнение данного узла и его параметры наиболее важные при производстве станка. Все элементы конструкции устанавливается непосредственно на нее, и заявленная точность будет определяться ее жесткостью и прочностью.
- Лазерный источник. Существуем множество производителем предлагающих источники мощностью от 500 до 120 000 ватт. Мощность не единственный показатель, который надо учитывать при выборе. Также есть показатель точности выдаваемой мощности, завяленный ресурс на просадку в длительном периоде эксплуатации, «КПД от розетки», гарантия, сервисное обслуживание и тд. Наиболее распространённые марки лазерных источников: IPG, Raycus, Max, nLight.
- Лазерная головка. Элемент, доставляющий всю мощь лазера на материал. Его возможности определяют функционал и обрабатываемые материалы, и качество резки. Бывают головки в ручной и автоматической регулировкой фокусного расстояния. По функционалу отличаются в рамках формы заготовки и возможностью подлезть в сложные места. Основными поставляемыми лазерными головками являются: RayTools, SWX, Precitec.
- Система управления. Возможности системы помимо основных функций должна обладать функциями для облегчения основных операций, таких как: определение положения и формы заготовки, защита от столкновения, оптимизация чертежей, автораскладки и тд. На рынке доминируют: CypCut и ее бюджетная версия CypOne, а также NcEditor (он же Bodor Pro 2).
- Периферия. Без этого станок работать может, но ее наличие сильно упрощает работу и сокращает временные издержки. К периферии относятся поворотные устройства, чиллеры, смена столов, защитные кабины, краны, выравниватели, крепеж заготовки, выкатные тележки, система вытяжки и тд.
Влияние холостого хода станка на скорость лазерной резки

Подвод устройства к начальной точке резания по программе осуществляется на скорости, значительно большей, чем при резании. Она называется скоростью холостого хода и применяется для сокращения общего технологического времени на обработку детали. Диапазон изменения скоростей холостого перемещения варьируется в пределах от 60 до 200 м/мин. Естественно, такой темп не предназначен для резки. Скорость резания в разы ниже холостого перемещения и зависит от мощности лазерного излучателя.
Большие режимы скорости холостого хода необходимы при длине рабочих столов более 3 м, а также в том случае, когда большую часть движения в процессе изготовления детали необходимо осуществлять в режиме холостого перемещения без обработки, к примеру, при изготовлении отверстий по углам листа металла большого размера.
Работа с тонким металлом
Обычно на предприятиях таким способом обрабатывают именно тонколистовую сталь. Металлопрокат подвергается быстрой распиловке, а также процедура помогает экономить на затраченной энергии. Чем тоньше лист, тем лучше следующие показатели:
- максимальная точность подачи луча, отсутствие искажений в самой толще материала;
- отсутствие загрязнений (оплава) на поверхности;
- отсутствие вторичных дефектов – вмятин, прочих механических повреждений;
- молекулярное строение остается прежним, не возникает сильных внутренних напряжений, как при других способах термообработки;
- высокая скорость распила.
Разновидность оборудования для лазерной обработки металла с твердым телом
Коротко мы уже описали, что классификация проходит по мощности и используемому способу. Остановимся немного подробнее. Твердотельные станки имеют две зоны – накачки энергии и сам рубин, который является оптической средой и преобразует энергетический поток в луч. Самородок используется по причине своей твердости, он не разрушается и длительное время может служить распределителем ресурса.
Способ можно считать дорогим, но в современных аппаратах давно не применяется натуральный самородок, он заменяется искусственно созданным. Посмотрим на схему конструкции:
Лазерный резак своими руками. Часть номер ноль. Силовая
В свое время я очень сильно хотел заиметь ЧПУ лазер, не то чтобы он был очень нужен для работы или хобби, но тем не менее вещь полезная в подсобной мастерской, да и круто же!
В интернетах изобилуют статьи о том, как разломать старый дэвэдэ писюк, и достав диодик, вставить его в каретку например старого 5" флоппи дисковода. Это конечно классно, развивающие и просто. Но скучно и к тому же абсолютно бесполезно. Я решил собрать что-то такое, что можно было бы использовать для работы, ну или хотя бы это было весело. И уложившись максимум в 150 баксов.

И так, коль уж всем известные политические события привели к тому, что пользоваться алиэкспрессом стало не выгодно, то пришлось кинуть клич по знакомым служителям науки и просто странным личностям. И не зря, через некоторое время, в результате бартерной сделки, от одной странной личности мне досталось вот это:
ЛГН-703, CO2 лазер с примерно 60 ваттами выходной мощности, здоровая дура с водяным охлаждением и длиной почти два метра. На меня, как на человека, державшего в руках на тот момент максимум китайские зеленые лазерные указки, он произвел впечатление уже своими размерами.
К сожалению, какой либо внятной документации на него в сети не нашлось в принципе, так что пришлось импровизировать. Примерно сопоставляя по размерам с его китайскими собратьями, было вынесено предположение, что труба эта обладает выходной мощностью около 60 ватт, для работы ему требуется 25 кВ как минимум, для поджига — около 35. А исходя из среднего КПД углекислотных лазеров в 10 процентов, для выхода на расчетную мощность ему нужно кушать что-то около 25-30 мА.
И так, есть два пути изготовления блока питания:
1)Большой Железный Трансформатор. Из минусов — во первых хороший анодник не так просто найти — в советском союзе почему-то они были изделиями штучными и зачастую очень хренового качества, так что выгорали первыми. Как вариант, можно использовать трансформаторы для неоновой рекламы (есть экземпляры на 10-15 кВ и 60 мА), соединяя их вторичные обмотки последовательно (Осторожно! вторичная обмотка каждого НСТ имеет заземленную среднюю точку на корпусе!), но это колхоз «60 лет без председателя» как он есть — эти трансы ни разу не рассчитаны на такое варварское использование и вполне себе могут сгореть, закоротив первичные и вторичные обмотки в одно целое. Во вторых — для поджига все равно придется использовать двухполупериодный умножитель, а так как это сетевые 50 герц — конденсаторы будут большими (всякие там К75-25 и подобные на 40-50 Нф в плечо). В третьих — если вы захотите управлять мощностью луча, то вам все равно придется колхозить громоздкие тиристорные схемы. Из плюсов — это дешево и сердито. Старые НСТ вам отдадут едва-ли не даром (кстати да, хороший нст — тяжелый нст), на выпрямительных диодах тоже можно сэкономить (пойдет всякий шлак типа 2Ц202 и тому подобных).
2)СолидСтейт. Из минусов — он может влететь в копеечку, особенно если вы покупаете все детали в ЧипДипе и у вас нет даже дедушкиного осциллографа. Дыа, были кирпичи полумостовые — стали силановые. Ну еще после N комплектов убитых драйверов и mosfet\igbt транзисторов вы будете читать таки датшиты и прочую умную литературу (хотя это скорее плюс) Из явных плюсов — это компактно, мощно и интересно.
Пожалуй на втором пункте остановимся по подробнее.
И так, теперь стоит определиться с топологией нашего инвертора. Полный мост — слишком много паять, да и вероятность ошибки в два раза больше. Всякие двухтактные автогенераторы (пуш-пул там например) — слишком маленький КПД и большая вероятность накосячить (ну не сложилось у меня с ними, не сложилось), А вот полумост — это стильно, модно и молодежно! Раскачивать мы будем феты IRFP460, хоть у них и достаточно «тяжелый» затвор. А драйвить его мы будем конечно-же при помощи IR2153! Во-первых по тому, что не нужно много паять, а во-вторых это универсальный ответ на вопрос «а почему-же таки он у меня взорвался?!». Спустя некоторое время вкуривания мануалов и чтения тонн бессмысленного бреда на флайбек.орг.ру, родилась вот такая, децл переделанная схема одного местного господина «Seriyvolk».
Ворнинг! Алярм! Аттеншн! По цепям гуляют большие токи, присутствует высокое напряжение (десятки киловольт). Следи за собой, будь осторожен! Ответственности за невинно убиенных домашних животных, пробитые летающими конденсаторами головы и оторванные пальцы автор не несет
С охлаждением все вышло гораздо проще — в закромах родины была найдена здоровая колба аппарата Кипа, в ближайшем зоомагазине за 300 рублей были куплены силиконовые шланги для аквариума, а в магазине автозапчастей — насос омывателя от ТАЗика, вроде-бы нивы.

Первое, что сгорело, это самопальный умножитель (составные диоды всегда обвязывайте шунтирующими резисторами). Но, лазер вполне себе завелся от обычного телевизионного УН9-27, которых у меня оставалось еще штуки две-три.
Хоть он и потребляет от силы 1\4 от нужной мощности и разряд еле виден, он ЖЖЕТ! Не сфокусированным лучом воспламеняет ДСП и жжет фанеру (о бумаге я просто умолчу),
Смотрите в следующих сериях:
— допиливание блока питания с краткими пояснениями «как работает полумостовой инвертор» и «что я сделал не так в этот раз», изготовление и заливка блока удвоителя напряжения, сборка в аккуратный корпус и попытка организовать электронное управление мощностью (на IRке, дыа).
— изготовление двух координатной системы позиционирования луча из древнего сканера и какой-то матери. Попытки приделать к этому зеркала так, чтобы их можно было свести.
— Погромирование микроконтроллеров.
И много чего еще интересного и занятного, так что не переключайтесь.
P.S. Ах, да. К вопросу о технике безопасности. Так как излучение лазера лежит где-то в районе 10600нм, то для глаз он особой опасности не представляет (ну точнее не большую, чем для любых других открытых участков тела с тонкой кожей\слизистыми оболочками) — при попадении глаза под сфокусированный луч на полной мощности он скорее всего оставит небольшой ожог на задней стенке черепа :)
Как я покупал 40W лазерный гравер в Китае + немного теории CO2 лазеров

Вы возможно видели задорные ролики на YouTube, где лазерный станок бодро нарезает оргстекло совершенно безумным образом (просмотр рекомендуется без звука). Ну, подумал я, надо и себе такую игрушку прикупить. Тем более что с 40W лазером и черной краской можно и печатные платы так рисовать :-)
ВНИМАНИЕ
Не пытайтесь повторить, то что написано в этой статье. Работа с открытой крышкой запрещена, юстировка зеркал может производиться только квалифицированным персоналом. Обязательна защита для глаз — иначе можно легко лишиться зрения.
Краткая теория
Обычный лазер на углекислом газе — на самом деле содержит еще Гелий и Азот, под давлением ниже атмосферного. Лазеры небольшой мощности (100W и менее) — обычно «отпаяные», т.е. просто стеклянная трубка с буферным объёмом газа, водяное охлаждение, 2 электрода на концах трубки, и 2 зеркала — одно полупрозрачное (для излучения с длиной волны 10.6мкм), другое непрозрачное. По мере работы CO2 разлагается, и лазер теряет мощность. Чем выше температура, тем короче срок службы (обычно 1000-2000 часов). Питание лазера — источником высокого напряжения, ~15-20 КВ, 15-25мА (для 40W трубки).
40W — достаточно только для резки оргстекла/фанеры. Металлы резать можно только с намного большей мощностью (1000W и выше), меньше — если кислородом расплав выдувать (тогда железо с углеродом еще и сгорает, давая дополнительную энергию). По печатной плате напрямую резать дорожки не выйдет — т.к. медь хорошо отражает 10.6мкм излучение. А вот если покрыть тонким слоем краски — то я видел положительные результаты. Что примечательно, ПВХ например резать нельзя, т.к. выделяющиеся при его резке газы разъедают линзу (и не совсем полезны для человека).
Собственно, из длины волны излучаемого света (10.6мкм, «дальний» инфракрасный свет) и исходят многие особенности CO2 лазеров — очень мало материалов прозрачны для такого излучения. Лучше всего пропускает такой свет — селенид цинка, ZnSe, твердое вещество оранжевого цвета. Существенно хуже (но дешевле) — кремний и германий. Из экзотики — обычная поваренная соль также хорошо пропускает свет CO2 лазера, но очень уж недолговечны линзы из неё.

Зеркала — дешевле всего стекло или кремний, покрытые слоем меди или золота — как на фото справа (на небольших мощностях излучения — этого вполне достаточно). На производстве — бывают цельно медные зеркала с водяным охлаждением, и молибденовые — если при резке стали капля расплавленного металла прилипает к молибденовому зеркалу, её можно просто отковырнуть, протереть тряпочкой и дальше работать
Луч лазера можно перемещать «летающими зеркалами» — когда и лазер, и объект резки неподвижны, или например может быть одно летающее зеркало + движение объекта. Лазер обычно не двигают, т.к. он очень длинный (из-за того что трудно увеличить диаметр выходного пучка выше 1см — повышение мощности возможно только увеличением длины).
И наконец фокусировка — линзой из селенида цинка. В мощных лазерах может использоваться параболическое зеркало, которое сразу поворачивает луч на 90' и фокусирует. Само собой и зеркала и линзы могут иметь просветляющее покрытие (особенно в резонаторе лазерной трубки).
Из-за того, что длина волны излучения очень большая, 10.6мкм — диаметр точки, в которую фокусируется лазер ограничен дифракционным пределом: для линзы с фокусным расстоянием 101мм — диаметр пятна не может быть меньше 0.2мм, а для 51мм — 0.1мм (при диаметре пучка 7мм).

Забегая вперед, трубка моего лазера выглядит так:
Нашел второго продавца, но на этот раз он уже согласился на escrow. Вес посылки превышал допустимые для почты и EMS 40кг — поэтому решили послать по EMS в разобранном виде, вместе с инструкциями по сборке. Цена вопроса — 1288$ вместе с доставкой. Через пару недель курьер EMS с трудом притащил коробки ко мне домой:
Открываем и собираем

Сразу бросилось в глаза, что во время транспортировки разбилось защитное стекло. Но пока все выглядело оптимистично. Собрал все вместе, подключил водяное охлаждение, и пробую проверить лазер. Жму кнопку test — разряд в лазере есть, но точка на бумажке не прожигается. Странно… Бумагу даже 0.1W прожигать должно. Открываю защитную крышку, все осматриваю — вроде все выглядит хорошо. Жму тест — снова ничего. Тут внезапно замечаю, что во время теста — рука чувствует тепло. Жесть. Оказывается сбита юстировка Y-зеркала, и луч лазера не попадает в X-зеркало, а рассеивается от круглой поверхности (выше — она обведена красным). Тут я понимаю что все пройдет не так гладко, как я рассчитывал. Ну, делать нечего, надо юстировать.
Юстировка летающих зеркал

Быстро нашел хитрый способ юстировки — термочувствительной бумагой, на которой печатают чеки в магазинах. Проблема в том, что очень уж много точек настройки положения зеркала, и крепление Y-зеркала — не вполне жесткое, китайцы в своём стиле блин.
Все шло хорошо, луч попадал уже почти туда куда нужно, и внезапно при следующем тестовом включении лазера с левой стороны пошел дым. Следующий абзац — пролетел за 0.5 секунды :-) Я думаю — хмм… интересно, откуда там может быть дым, вроде гореть особо нечему… Хмм… Человек может «отфильтровать» ощущения, которых он совсем не ожидает, и сосредоточен на чем-то другом (точно так же, можно не заметить ножевое ранение в драке). И тут пришла боль…
Оказалось, палец попал в луч лазера, хорошо еще я тестировал на минимальной стабильной мощности (около 10W). (Фото не для слабонервных, кровь заляпала стены). 3 часа ночи. Что делать? Звонить в скорую? "- Здравствуйте, что у вас случилось? — Аааа, заберите меня, я себе палец насквозь прожег лазером. "
В общем, повезло, попал в ноготь, мощность маленькая, 10.6мкм хорошо поглощается, и рана была поверхностная (именно поэтому CO2 лазеры используют в медицине). Зажило быстро. После этого я понял, что путь мой к работающему граверу неблизок. И я сел писать претензию на продавца на aliexpress.
Разборки с продавцом
После внимательного изучения товара, обнаружилось список проблем из 9-и пунктов — отличия от того, что было в описании, чудовищные проблемы с качеством (блок питания выдавал всего 14мА, хотя для 40W лазера нужно 24, cnc контроллер отличался от того, что был в описании, ужасное качество PCB, бракованая ZnSe линза, «вгоревший» отпечаток пальца на одном из зеркал). Глубину проблем можно увидеть на снимках: 1, 2, 3, 4.
Это была настоящая заруба. 2 месяца мы провели в dispute-ах на разных уровнях, несколько раз возвращаясь к началу спора. Продавец допустил «ошибку» — признал, что он прислал мне «другую модель», но она «лучше». Это была его фатальная ошибка, после этого спорить с ним было намного проще. Я требовал исправления всего списка проблем, или предлагал вернуть все это добро ему за его счет. Само собой, пока идет dispute — продавец не может забрать свои деньги.
В конечном итоге, продавец согласился прислать запчасти на замену — нормальный блок питания (как в описании), новую, не бракованную ZnSe линзу и 3 молибденовых зеркала. Но нервов было потрачено не мало.
Видео с тестом лазера:
Результат и выводы
В конечном итоге, я получил весёлый набор «сделай лазерный гравер сам» по не слишком высокой цене. Сейчас я делаю к нему Mach3-совместимый контроллер, с оригинальным сложно делать что-то кроме печатей (т.к. кривой китайский софт заточен под растровую гравировку, а не резку).
А с китайцами нужно держать ухо востро — они не гнушаются продавать брак, лишь бы заработать лишних 10$ (т.е. они могут делать качественно, но только если держать за горло. Если не держать — сразу получишь отбраковку). Никаких сделок без Escrow и без возможности оспорить качество после доставки.
Читайте также: