Можно ли стекло приварить к металлу
Обновлено: 05.07.2024
Вот, прикупил сварочный аппарат, прочел инструкцию, посмотрел несколько видеороликов, но важные вопросы остались. Просветите, пожалуйста:
1. Не совсем понятно, что делать после того, как один шов сварен. Надо сразу выключить сварочный аппарат и готовится к сварке другого шва или, как паяльник, держатель электродов куда-то отоложить при включенном аппарате?
2. Можно ли заготовку трогать (удерживать рукой) во время сварки или током ударит?
3. Можно ли сваркой прожечь отверстие в металле, если дрели нет под рукой.
flo ,1.Выключать не обязательно,при работе на больших токах рекомендуется,дать аппарату поработать на холостом ходе.
2.Работайте в рукавицах.
3.Можно,но будет зависеть от толщины металла,тока(который способен выдать аппарат) и диаметра электрода.
Спасибо, перчатки есть, буду пробовать. Пока правда холодно для аппарата, жду плюсовых температур.
То есть держатель можно просто на металлический стол положить. А он не решит, что я к нему привариться хочу?
flo ,Лучше на кусок деревянной фанеры или на пол. Электрод может коснутся, и начнет сам варить.
заготовку можно трогать (держать, если прихватываете её), но только в крагах. и обязательно чтобы она не была влажной или мокрой, то может прилично "пощекотать" . а если собираетесь прожигать отверстие, то выставляйте больше току, опять же зависит от толщины детали( металла).
"-Заключайте союзы с кем угодно, развязывайте любые войны, но никогда не трогайте русских.." Отто фон Бисмарк.
Понял, спасибо за ответы. Куда-нибудь держак постараюсь пристроить рядом с собой.
Просто в инструкции написано, что в районе сварки не должно быть воспламеняющихся предметов типа бумаги или дерева. Да и в роликах у всех верстаки металлические. И куда они девают держак не видно, типа это само собой разуемется.
И еще вопрос. А нельзя ли сварить, к приммеру, два куска трубы, а потом место сварки, бугорок, зачистным кругом болгарки сточить, чтобы место сварки вообще не было заметно. А потом загрунтовать-закрасить. Чего его все выпячивают? Профессиональная гордость?)
А нельзя ли сварить, к приммеру, два куска трубы, а потом место сварки, бугорок, зачистным кругом болгарки сточить,
В некоторых случаях можно.И почитайте форум,вы найдёте ответ на свой вопрос,почему такой шов должен быть .
Безопасность превыше всего! Опасно не напряжение, а ток. Ударит или не ударит зависит и от особенностей организма. Можно и голой рукой придержать и не ударит, если ток пойдёт не через вас, смотря на какой детали будете зажигать дугу. Продолжительность нагрузки считается в момент горения дуги, на "холостых оборотах" аппарат практически отдыхает и охлаждается вентилятором. Желательно сразу не выключать, а дать остыть. Обычно электронное устройство не любит частых включений/выключений.
Для красоты "бугорок" можно зачистить и даже заполировать - посмотрите на поручни из нержавейки. В остальных случаях, либо экономически нецелесообразно, либо снижает прочность.
Холодно аппарату быть не может,быстрее замерзнет сварной.
Понял, спасибо за ответы. Куда-нибудь держак постараюсь пристроить рядом с собой.
Просто в инструкции написано, что в районе сварки не должно быть воспламеняющихся предметов типа бумаги или дерева. Да и в роликах у всех верстаки металлические. И куда они девают держак не видно, типа это само собой разуемется.
И еще вопрос. А нельзя ли сварить, к приммеру, два куска трубы, а потом место сварки, бугорок, зачистным кругом болгарки сточить, чтобы место сварки вообще не было заметно. А потом загрунтовать-закрасить. Чего его все выпячивают? Профессиональная гордость?)
Обязательно имейте под рукой ведро с водой (сеяный песок, асбестовое полотно))! Возгорания весьма часты при работе. На заводе мелкий ремонт вагонов производим иногда по необходимости. Частенько вспыхивает фанера внутренней обшивки. Про ветошь и прочее, что часто неизбежно при гаражных работах и говорить нечего. Загораются только в путь.
Если варит неопытный сварщик, то почти всегда имеет место непровар. Заканчиваю четырехмесячные курсы сварщиков. До сих пор не все могут обеспечить провар. Если снять усиление шва, то от сварного шва новичка может совсем ничего не остаться кроме зазора )).
Если трогать металлическую деталь без перчаток во время сварки и после неё, то очень скоро ощутите кожей, что 500-1500 градусов вызывают дискомфорт руке, удерживающей заготовку. Плюс облезшая кожа, свисающей клоками от ультрафиолетового ожога не найдёт понимания у нежной половины человечества. Уверяю вас, что даже при использовании сварочных краг, особенно при сварке мелких деталей удерживаемых рукой, кто-то внутри вас начинает кричать "Ой-ой-ой, жжётся же как!"
Можно ли стекло приварить к металлу
Стоимость подписки в 2 раза ниже!. Звоните нам. Возможны скидки.
Наши консультации
Как сваривают стекло, ситаллы и керамику с металлами
По механизму (1) взаимодействуют d-элементы (Fe, Co, W, Mo, Mn и т. д.), а по механизму (2) — s- и p-элементы (Al, Mg, Be, Li) и их сплавы. Поэтому технология ДС стекла и керамики с металлами должна разрабатываться как с учетом физико- химических свойств соединяемых композиций, так и с учетом топохимических процессов, происходящих в зоне контакта.
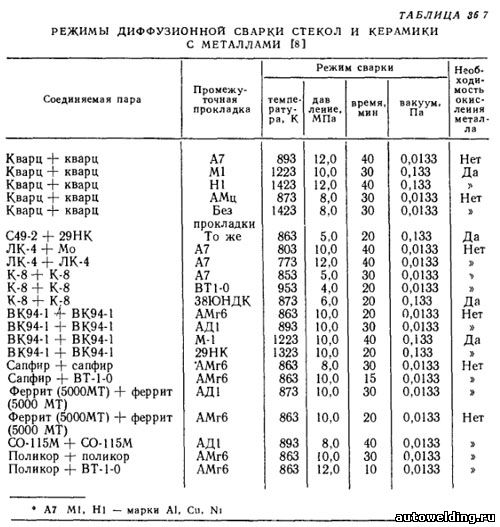
Таблица. Режимы диффузионной сварки стекла и керамики с металлами
| Соединяемые материалы | Промежуточная прокладка | Температура, К | Давление, МПа | Время, мин | Вакуум, Па | Необходимость окисления металла |
| Кварц+кварц | А7* | 893 | 12,0 | 40 | 0,0133 | – |
| Кварц+кварц | М1* | 1223 | 10,0 | 30 | 0,133 | + |
| Кварц+кварц | Н1* | 1423 | 12,0 | 40 | 0,133 | + |
| Кварц+кварц | АМц | 873 | 8,0 | 30 | 0,0133 | – |
| Кварц+кварц | – | 1423 | 8,0 | 30 | 0,0133 | – |
| С49-2+29НК | – | 863 | 5,0 | 20 | 0,133 | + |
| ЛК-4+Мо | А7 | 803 | 10,0 | 40 | 0,0133 | – |
| ЛК-4+ЛК-4 | А7 | 773 | 12,0 | 40 | 0,0133 | – |
| К-8+К-8 | А7 | 853 | 5,0 | 30 | 0,0133 | – |
| К-8+К-8 | ВТ 1-0 | 953 | 4,0 | 20 | 0,0133 | – |
| К-8+К-8 | 38ЮНДК | 873 | 6,0 | 20 | 0,0133 | + |
| ВК94-1-+ВК94-1 | AMr6 | 863 | 10,0 | 20 | 0,0133 | – |
| ВК94-1-+ВК94-1 | АД1 | 893 | 10,0 | 30 | 0,0133 | – |
| ВК94-1-+ВК94-1 | М-1 | 1223 | 10,0 | 40 | 0,133 | + |
| ВК94-1-+ВК94-1 | 29НК | 1323 | 10,0 | 20 | 0,133 | + |
| Сапфир+сапфир | AMr6 | 863 | 8,0 | 30 | 0,0133 | – |
| СапфиВЕ-1-0 | AMr6 | 863 | 10,0 | 15 | 0,0133 | – |
| Феррит (5000МТ) +феррит (5000МТ) | АД1 | 873 | 10,0 | 30 | 0,0133 | – |
| Феррит (5000МТ) +феррит (5000МТ) | AMr6 | 863 | 10,0 | 20 | 0,0133 | – |
| СО-115М+СО-115М | АД1 | 893 | 8,0 | 40 | 0,0133 | – |
| Поликор+поликор | AMr6 | 863 | 10,0 | 30 | 0,0133 | – |
| Поликор+ВТ-1-0 | AMr6 | 863 | 12,0 | 10 | 0,0133 | – |
Технология диффузионной сварки. Подготовка стекла, керамики и ситалла. Химическая очистка в сочетании с ультразвуковой обработкой стекла и керамики является наиболее эффективным способом получения качественной поверхности под сварку. Термическое обезжиривание обычно применяют в сочетании с химической очисткой, а очистка в поле ультразвука в сущности является разновидностью химической очистки, так как в качестве рабочих жидкостей используют различные химические вещества и соединения. Очистка поверхности перед диффузионной сваркой сводится к трем основным процессам: обезжириванию, удалению механических загрязнений и травлению поверхности. Наиболее часто применяют первые два способа обработки, а к травлению прибегают только в случае необходимости изменения структуры поверхностного слоя.
Подготовка металлов к сварке. Химически активные металлы (s- и p-элементы) и сплавы на их основе перед соединением со стеклом, керамикой и ситаллом тщательно очищают от загрязнений, а также от оксидов. Переходные металлы (d-элементы) и сплавы на их основе, как правило, перед соединением со стеклом и керамикой проходят специальную обработку, связанную с созданием на их поверхности тонких слоев оксидов низшей валентности.
Режимы сварки. При ДС стекла и керамики с металлами широко используют промежуточные прокладки. Назначение прокладок, главным образом, сводится к снижению энергетических параметров сварки, остаточных напряжений в зоне соединения и активации соединяемых поверхностей. Некоторые режимы диффузионной сварки стекла и керамики с металлами приведены в таблице.
--> -->
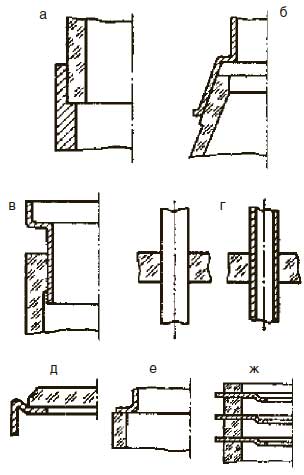
Рисунок. Основные типы металлостеклянных и металлокерамических соединений
--> Закрыть/Close
Сварка стекла
Над соприкасающимися элементами находится горелка, которая плавит стекло. Вращение происходит лишь с целью равномерного сращения деталей.
Стекло, в отличие от металла, невозможно спаивать таким способом по очевидным причинам. Более того, на такой низкой скорости вращения вообще невозможно ничего сварить.
Видео без результата процесса как порн без окончания. Какое-то чувство недосказанности.
Там сверху сопло горелки. А вращают для равномерного прогрева
Карданы вот реально трением варят, а тут с горелкой.
можно же было просто электродом по стеклу сварить

Куда она стекла то?
Может кто помнит, как называется эффект люминесценции стекла при нагреве?
бонг делают, не иначе!
А в конце надо плюнуть на него!
@editors, добавьте тег без звука
При должной оснастке и на токарнике можно попробовать.
Работа автоматического станка для выборки радиусов на резьбах и муфтах G1/2", G3/4"
Для изготовления коллекторов отопления и водоснабжения необходимо приваривать резьбы и муфты (мы их называем "отводы") к телу коллектора, трубе бОльшего радиуса. Для обеспечения автоматизированной приварки есть два подхода - вырезать отверстие в теле коллектора, и вставлять туда резьбу или муфту на нужную глубину.

Это влечет за собой повышенное сопротивление в трубе, когда через нее течет вода.
Второй подход - это выбрать радиус трубы фрезой или шлифовальной лентой, чтобы обеспечить установку на трубе вплотную.
Мы решили для себя идти по второму пути, и купили шлифовальный станок Fein Grit GX75

с шлифовальным модулем Fein GRIT GXR.

Тот результат, который мы получили нас устроил по качеству - но не устроил по производительности труда. Поэтому мы поставили себе задачу - сделать оснастку модуля шлифования, так, чтобы он работал автоматически.
Мы поставили себе задачу так- должно быть возможно:
- регулировать ширину ленты
- для равномерного износа ленты надо использовать всю ширину ленты
- регулировать глубину проточки
- автоматически менять деталь после проточки
- устанавливать количество деталей для проточки (чтобы не считать вручную)
Мы сделали такую оснастку, и ее работа показана на видео. Контроллер - Arduino. Перемещение по двум осям - шаговые двигатели. Пневматика для механизма смены деталей - Camozzi.

Видео для умиротворения

Кот кормит плюшевую игрушку
Камера наблюдения сняла момент когда кошка подносить к автоматической кормушке своего плюшевого друга.

Когда скорость вращения винта вертолета соответствует количеству кадров в секунду
Самый узкий
Коринфский канал: самый узкий искусственный судоходный канал.
Коринфский канал в Греции — один из старейших подобных каналов в мире и очень важный навигационный маршрут на греческом архипелаге, соединяющий Коринфский залив с Сароническим заливом.
Идеальная стоячая волна в волновом бассейне под управлением компьютера

Ответ на пост «Что произойдёт, если истребитель пролетит на очень низкой высоте»
Скат ловит добычу, используя аквариумное стекло
Когда кот пытается выбраться из-под одеяла, но залезает в дырку пододеяльника

Стену с портретом Германа Гессе в Москве перенесли со здания, которое идет под снос
Кто и как сделал мурал?
Сегодня работы Vhils можно найти более чем в 30 странах. Это крупные портреты, которые он по два-три дня вырубает на фасаде зданий молотком, сбивая штукатурку до кирпича. После этого Фарту тонирует участки стены красками: обычно кирпичной, кремовой и белой.
Почему он оказался нелегалом?
Первые пять лет своего существования портрет Гессе был нелегалом, из-за чего его завесили сеткой, так как Vhils не согласовал работу с городскими властями. Сетку сняли в 2013-м, когда работу фактически легализовали, включив ее в граффити-программу фестиваля "Лучший город земли".
Как решили спасти изображение?
Новый девелопер проекта в сотрудничестве с Москомархитектурой сумели разработать технологию сохранения мурала.
Специалисты провели инъектирование кирпичной кладки раствором, добавляющим прочность конструкции, расчистили кирпичи, закрепили фрагменты штукатурки. Параллельно была спроектирована и сконструирована металлическая "ферма", призванная обеспечить сохранность стены в момент ее переноса.
Работы заняли 5 месяцев, а непосредственный перенос общей конструкции весом 180 тонн - 10 часов. Теперь стена с портретом Гессе находится в 7 м от будущего апарт-комплекса. Подобные работы с историческими конструкциями проводятся крайне редко. Последний раз перемещали историческое здание на Складочной улице в Москве два года назад, а до этого перенос другого памятника архитектуры на Тверской улице проводился 40 лет назад, в 1982 году.
В дальнейшем будет проведена реставрация штукатурного слоя портрета и выполнена архитектурно-художественная подсветка.
Сварка металлов с керамическими и стеклообразными материалами
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Состав и основные свойства материалов
Стекло
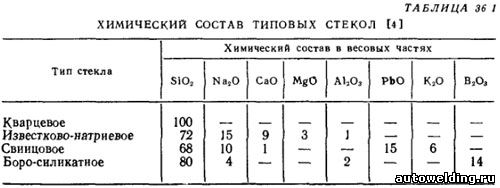
Стекло — аморфный материал, получаемый путем сплавления стеклообразующих оксидов типа SiO2, В2О3, Р2О5, Al2O3. В соответствии с этим различают классы стекол — силикатные, боратные, германатные, фосфатные, алюминатные и др. Наибольшее распространение получили силикатные стекла (табл 36.1)
По назначению стекла могут подразделяться на большие группы:
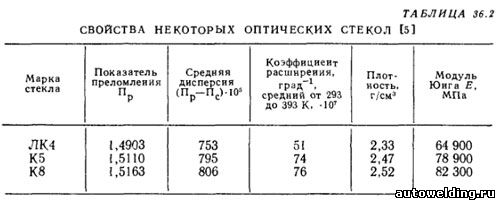
Оптические стекла — это однородные прозрачные неокрашенные специально стекла (табл. 36.2).
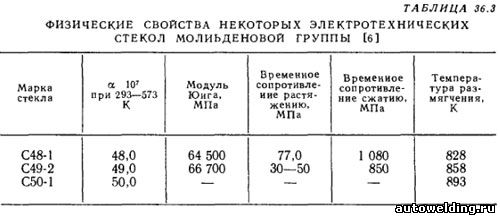
Электротехнические стекла находят применение главным образом в электровакуумной промышленности. Ряд электротехнических стекол были специально разработаны для получения надежных соединений с металлами. Коэффициенты их линейного расширения в некоторых случаях близки с отдельными металлами и сплавами (табл. 36.3).
Определяющим свойством стекла является его способность постепенно и непрерывно изменять вязкость в определенном интервале температур. Вязкость стекла в точке трансформации равна 10 12.3 Па*с. До температуры трансформации стекло находится в хрупком состоянии, а выше этой точки оно обратимо переходит в вязкое состояние и не разрушается ни при механических ударах, ни при внезапном резком увеличении температуры.
Ситаллы
Ситаллы — это искусственные материалы, полученные путем кристаллизации стекол определенного состава. Для получения ситаллов необходимо выбрать соответствующий состав стекла, ввести в этот состав катализатор кристаллизации и сварить стекло, а затем провести специальную термическую обработку.
Назначение термической обработки состоит в том, чтобы обеспечить, во-первых, образование максимального числа центров кристаллизации; во-вторых, необходимую степень закристаллизованности; в-третьих, заданный фазовый состав ситалла.
В зависимости от химической природы ситаллы классифицируются следующим образом: ситаллы сподуменового состава (СО—115М) ситаллы кордиеритового состава и свинецсодержащего состава.
Керамика
К традиционной керамике относят изделия из глины и кремнезема, которые являются основными компонентами керамики, фаянса, фарфора, эмалей и других материалов.
В настоящее время наряду с многокомпонентной оксидной керамикой широко используют в промышленности несколько групп новых материалов:
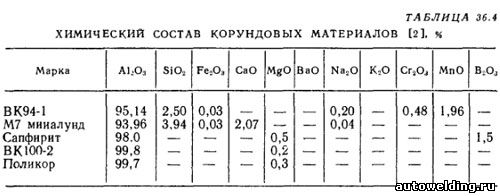
1. Керамика чистых оксидов на основе Al2O3 (корунды), SiO2, ZrО2, ТhО2, BeO, MgO, а также шпинель (MgAl2O4) и форстерит Mg2SiO4 (табл. 36 4).
2. Бескислородная керамика на основе нитридных и карбидных соединений (Si3N4, SiC, TiC и др), а также комбинированная керамика на основе оксикарбидов и оксинитридов (миалоны и др.).
3. Магнитная керамика, основа которой — оксиды Fe2O3, MnO, NiO (ферриты).
4. Пьезокерамика на основе титаната, цирконата свинца (ЦТС-19).
Кроме того, промышленность постоянно разрабатывает новые виды керамических материалов. Наиболее распространенной керамикой являются разные марки керамики на базе оксида алюминия, так называемые высокоглиноземистые керамики. Так, на основе оксида алюминия разработана большая группа керамических материалов (табл. 36.4).
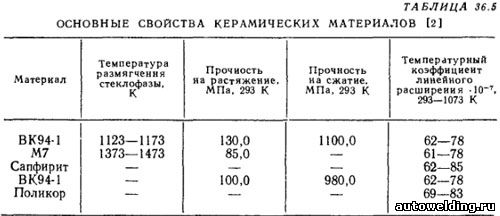
Керамика относится к хрупким материалам, поэтому ее реальная прочность примерно на три порядка меньше теоретической. Прочность керамических материалов определяется их составом и микроструктурой (табл. 36.5).
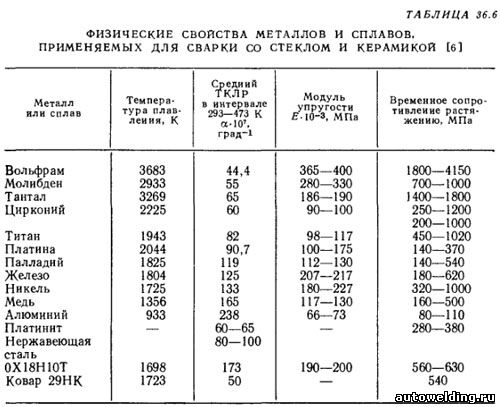
Металлы и сплавы для сварки со стеклом, ситаллом и керамикой
При правильном конструировании сварного узла температурные коэффициенты линейного расширения (ТКЛР) стекла, керамики и металла должны быть максимально согласованы. В противном случае напряжения, возникающие при изменении температуры, могут привести к разрушению сварного соединения. Наиболее широко для соединения со стеклом и керамикой используют железоникблевые сплавы, ковар, нержавеющую сталь, а из чистых металлов Сu, Ni, Ti, Al, Mo, Wi и некоторые другие. Основные свойства металлов, которые могут быть использованы при разработке металлокерамических и металлостеклянных узлов, приведены в табл. 36.6.
Свариваемость материалов
Способы сварки плавлением, как правило, непригодны для соединения металлов с керамическими и стеклообразными материалами вследствие природной несовместимости соединяемых композиций. Наибольшую перспективу создания неразъемных соединений из стекла и керамики имеет диффузионная сварка (ДС).
На свариваемость стекла, ситаллов и керамики с металлами существенное влияние оказывает их химический состав, структура, состояние поверхности, наличие и концентрация неравновесных дефектов, а также ряд других физико-химических свойств соединяемых материалов. Так, на свариваемость керамики с металлами влияет ее микроструктура, т. е. увеличение размеров зерен керамики, содержащей стеклофазу, приводит к уменьшению протяженности границ и, следовательно, участков наиболее активного взаимодействия.
Наличие стеклофазы в керамике ускоряет процесс сварки, соединение получается более прочным. При сварке керамики, не содержащей стеклофазы, например ВК100-2, с металлами, требуются большие энергозатраты, чем для керамики с наличием стеклофазы (ВК94-1).
Природа и механизм образования соединения
Необходимым условием образования сварного соединения металлов со стеклом и керамикой является химическое взаимодействие, механизм которого зависит от свойств элементов. В условиях ДС наиболее вероятны две топохимические реакции — присоединения (1) и замещения (2):

По механизму реакции (1) взаимодействуют d-элементы периодической системы Менделеева, практически все переходные металлы и сплавы на их основе (Fe, Ni, Со, W, Mo, Мn и т. д.), а по схеме реакции замещения (2) взаимодействуют s- и р-элементы — непереходные металлы (Al, Mg, Be, Li) и их сплавы. Поэтому разработка технологии ДС стекла и керамики с металлами должна производиться как с учетом физико-химических свойств соединяемых композиций, так и с учетом топохимических процессов, происходящих в зоне контакта.
Причины образования дефектов
Наиболее распространенным дефектом металлостеклянных и металлокерамических узлов является образование трещин из-за высокого уровня остаточных напряжений, вызванных большим различием коэффициентов термического расширения соединяемых материалов. Согласование теплового расширения соединяемых материалов устраняет опасность возникновения термических напряжений. Соединять материалы с несогласованными ТКЛР также возможно, но толщины металлической детали при этом сильно ограничены.
Технология сварки
Подготовка стекла, ситалла и керамики
Химическая очистка в сочетании с ультразвуковой обработкой стекла и керамики является наиболее эффективным способом получения качественной поверхности под сварку. Термическое обезжиривание обычно применяется в сочетании с химической очисткой, а очистка в поле ультразвука в сущности является разновидностью химической очистки, так как в качестве рабочих жидкостей применяются различные химические вещества и соединения. Очистка поверхности перед диффузионной сваркой в сущности сводится к трем основным процессам: обезжириванию, удалению механических загрязнений и травлению поверхности. Наиболее часто применяют первые два способа обработки, а к травлению прибегают только в случае необходимости изменения структуры поверхностного слоя.
Подготовка металлов к сварке
Химические активные металлы (s- и р-элементы) и сплавы на их основе перед соединением со стеклом, ситаллом и керамикой тщательно очищаются от посторонних загрязнений, а также от оксидов, присутствующих на их поверхности. Переходные металлы (d-элементы) и сплавы на их основе, как правило, перед соединением со стеклом и керамикой проходят специальную обработку, связанную с созданием на их поверхности тонких слоев оксидов низшей валентности.
Режимы сварки
При разработке технологии ДС стекла и керамики с металлами широко используют промежуточные прокладки. Назначение прокладок главным образом сводится к снижению энергетических параметров сварки, остаточных напряжений в зоне соединения и активации соединяемых поверхностей. Некоторые режимы диффузионной сварки стекла и керамики с металлами приведены в табл. 36.7.
Особенности конструкции металлостеклянных и металлокерамических узлов
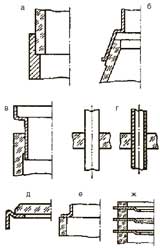
Конструкции узлов металлов с неметаллами разделяют на три группы (рис. 36.1).
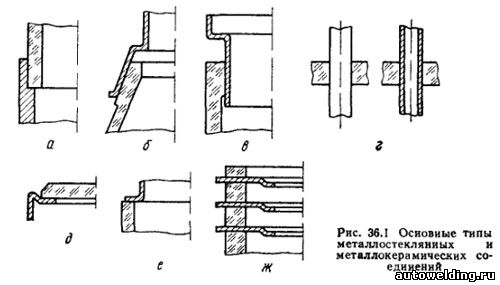
1. Соединения, в которых металл охватывает стекло или керамику, при этом ТКЛР металла имеет большее значение, чем неметалла. Такие соединения называют охватывающими (рис. 36.1, а—в).
2. Соединения, в которых керамика или стекло охватывают металлическую деталь, называют внутренними спаями или соединениями (рис. 36.1, г).
3. Соединения, когда металлическая деталь сочленяется с неметаллической по плоскости торца; поэтому они и называются плоскими или торцовыми соединениями (рис. 36.1, д—ж).
Возникновение больших и опасных напряжений в таких соединениях компенсируют следующими способами: использованием металлов небольших толщин и возможно меньшего диаметра; применением для соединений пластичных материалов, позволяющих несколько ослаблять напряжения; использованием более низких температур при получении соединения, а также применением медленного охлаждения в процессе сварки с чередованием промежуточных отжигов.
Читайте также: