На каких оборотах сверлить металл
Обновлено: 04.05.2024
· В оригинале диаметры всех инструментов даны в дюймах. Здесь они переведены в миллиметры.
Инструмент
Ø мм
Дерево
Пластик
Металл
Примечания
Мягкое
(сосна)
Твердое
(тв. клен)
Акрил
Медь
Алюм.
Сталь
Спиральные сверла
Смазывайте сверло маслом при сверлении стали толщиной 3.2 мм и более.
Для получения точного отверстия просверлите предварительно центровое отверстие.
Black&Decker Bullet pilot–point сверла
Хорошие универсальные сверла.
Сверлят быстрее спиральных с подрезателями и спиральных сверл.
Спиральные с подрезателем сверла
Во время сверления сверлами Ø 6.35 и менее часто извлекайте их из отверстия для снятия стружки и предотвращения перегревания.
Сверла Форстнера
Во время сверления сверлами Ø 6.35–9.5 мм часто извлекайте их из отверстия для снятия стружки и предотвращения перегревания.
Сверлами больших диаметров делайте отверстия за несколько погружений; давайте сверлам остыть между погружениями.
Сверла по стеклу и кафелю (скорости указаны для стекла и кафеля)
Используйте защитные очки. Сверлите только сверлильным станком. Не прилагайте чрезмерное усилие при сверлении. Используйте воду для смазки сверла. Уменьшите давление при выходе острия сверла из обратной стороны материала.
Сверла–пилы для проделывания больших отверстий
Не используйте для сверления меди и алюминия толщиной более 1.588 мм.
Избегайте сверления плотной древесины (например, твердого клена).
Сверла Multi–spur (со многими подрезателями)
Для сверл меньших диаметров используйте такие же скорости, как и для сверл Форстнера.
Перовые сверла
Для повышения качества отверстий прикрепите материал к рабочей поверхности стола.
Перовые сверла с подрезателями
Лучшие сверла для акрила.
Надежно закрепляйте материал во время сверления.
Сверла Stanley powerbore
Идеальны для сверления глубоких отверстий и поперечного сверления.
Сверла регулируемого диаметра («балеринки»)
Высверлите половину глубины отверстия с одной стороны. Переверните материал. Вставьте центрирующее сверло в полученное отверстие и завершите сверление.
Режущие зенковки (shear–cutting countersinks)
Делают более чистые резы по сравнению с традиционными зенковками.
Зенковки
Чаще поднимайте и опускайте зенковку для ускорения работы.
Сверла с зенковкой для шурупов
Часто очищайте спиральную часть сверла от стружки.
Конические сверла с зенковкой (taper drill bits with countersinks)
Часто очищайте сверло от стружки для предотвращения перегрева.
Сверла для высверливания пробок (plug cutters)
Сверлите на полную глубину до заполнения выемки резца извлекаемым материалом.
Барабанные шлифователи
На твердой резине
Избегайте перегрузки и перегрева.
76.2 мм пневматические
Уменьшите давление воздуха для тонких поверхностей.
127 мм гибкие диски
Лучшие результаты обеспечивают самоклеящиеся (на «липучке») диски.
Полировальные круги
Прилагайте легкое усилие.
Щеточные шлифовальные круги
Надежно закрепите материал.
Абразивные круги
Используйте круги не более Ø 152.4
* – Используйте подложку с обратной стороны материала для предотвращения возможных сколов
Всегда используйте защитный шлем для лица, обеспечивающий оптимальную защиту.
· Рекомендации таблицы основаны на данных визуальных и осязательных тестов в условиях мастерской.
Сверление на скоростях выше рекомендованных может вызвать перегрев рабочего инструмента.
Сверление на скоростях менее рекомендованных может привести к отверстиям худшего качества.
· Все тесты проведены вдоль волокон древесины. Для поперечного сверления древесины уменьшите скорость.
На каких оборотах сверлить металл дрелью?
Металл металлу рознь, и для сверления каждого вида металла определены свои обороты, так чтобы при сверлении образовывалась тонкая спираловидная стружка.
Например при сверлении латунь требует оборотов около 2000 - 2500 в минуту т.к. это более вязкий металл, а вот нержавейка в силу своей твердости от 500 до 1000 оборотов.
Также сверла должны быть заточены для определенного металла под своим углом вращательного внедрения в металл. В противном случае потребуется более затратное сверление. Естественно для разовых работ такого специального заточки сверла нет необходимости, а вот при массовом производстве, где дорога каждая секунда на это есть необходимость обратить внимания.
Также на скорость вращения сверла для различных металлов имеет место быть значению как диаметр сверла - для тонких сверл он может достигать больших оборотов, а с увеличением диаметра сверла также падает скорость вращения. Повторяюсь скорость вращения сильно зависит от вида металла - и чем мягче металл - тем выше скорость сверления, и наобарот чем тверже металл тем ниже скорость вращения. В противном случае еще и сожгете сверло.
Нельзя точно сказать количество оборотов, так как это зависит от множества факторов (о чём расскажу ниже), а также, даже зная число оборотов, как вы их установите на дрели, ведь вроде ни одна дрель не определяет число оборотов, получается надо сверлить "на глаз", рекомендации дам в конце текста.
От чего зависит скорость сверление металла?
Вид металла
А именно какой металл вы будете сверлить, ведь их очень много и они все имеют разные физические параметры. Например алюминий мягче меди, а также эти два металла мягче железа.
Тип металла
У каждого вида металла есть ещё и свой тип, он зависит от способа изготовления и находящихся в сплаве примесей других металлов. Например бронза и латунь имеют разные свойства. А у стали множество типов от мягких до твёрдых.
Обработка металла
Тоже немаловажный фактор, так как обработка металла может смягчить или затвердить металл, так закалка металла настолько увеличивает прочность, что необходимо использовать специальные свёрла или отпускать металл.
Качество сверла
Свёрла также изготавливаются из различных материалов и имеют различные наконечники, от качества во многом зависит и способ сверления.
Форма и вид заточки сверла
Под каждый вид и тип металла существуют свои формы сверла и способ их заточки, например для мягких металлов необходимо обеспечить свободный отход стружки.
От этого параметра во многом зависит выбираемая скорость сверления, даже для средних значений, при неправильно выбранной скорости сверло либо сломается, либо будет "гореть".
________________ _______
Под каждое сверло составляется своя таблица скорости сверления, например такого формата:

Из таблицы видно, что чем меньше диаметр сверла и мягче металл, тем скорость сверления выше, и наоборот, чем больше диаметр сверла, а соответственно размер срезаемой поверхности тоже больше, и металл более твёрдый, тем скорость сверления меньше.
________________ _________
Если вы не знаете какой у вас тип металла, но хотя бы вид определили, а также не понимаете какое сверло и какой у него угол заточки, тогда воспользуйтесь следующей рекомендацией.
При установке в дрель сверла диаметром 12-16 миллиметров, начинайте сверление на самых малых оборотах и постепенно наращивайте их, в тот момент, когда будет визуально видно, что металл лучше всего режет сверло, примерно на этих оборотах и останавливайтесь.
Если сверло диаметром 6-10 миллиметров, то начинайте со средних оборотах, ближе к 11 уменьшите ниже средних, ближе к 6-ти увеличивайте. Также надо визуально оценивать, как сверлится металл, если горит или свистит сверло, тогда уменьшайте обороты, а если сверло не даёт стружку, то увеличивайте.
От 5-ти миллиметров в диаметре и ниже устанавливайте обороты ближе к высоким, но не начинайте сверление на высоких оборотах, так как сверло может сразу затупиться.
Во время сверления поливайте место водой или смесью воды и масла, просто охлаждать время от времени сверло в воде не рекомендую, надо охлаждать именно место сверления.
Как правильно электродрелью сверлить металл толщиной более 10 мм?
Помимо довольно большой глубины, мы больше ни чего не знаем из вопроса.
Самое главное, какой металл? К примеру если это алюминий, то его можно "проковырять пальцем", если чугун, то проблема причём большая.
Далее надо знать о диаметре отверстия, понятно что для каждой дрели есть ограничения по диаметру сверла, тут уже ни чего не сделаете, надо соотносить желание просверлить и диаметр который осилит Ваша дрель.
Какая дрель, так же надо знать.
Более 10-и мм, это сколько?
Ну а вообще глубокие отверстия сверлятся так:
В начале подготавливаем охлаждающую жидкость, при сверлении металла подойдёт и обычное машинное масло,

хотя в продаже есть и специальные охлаждающие жидкости (есть смысл их купить, если сверлите много часто и глубоко).
Дрель устанавливаем на маленькие обороты.
Работаем несколькими свёрлами, от меньшего диаметра к большему.
Под металл подложите любую деревяшку.
Далее, разметка и керним, кернить необходимо, мы тем самым даём направление сверлу, оно не "гульнёт".
Начинаем сверлить, помните, сверло очень сильно греется, лучше лишний раз достать его из отверстия, чем забыть это сделать.
Дрель держим строго вертикально, это если металл лежит горизонтально на полу, если сверлим металл на вертикальной поверхности, то соответственно дрель держим строго в одном положении по отношению к отверстию.
Очень важно не заламывать сверло.
Далее, стружку придётся удалять остановив сверление (отверстие довольно глубокое), удалить можно просто перевернув изделие.
Если нет возможности "крутить" металл, то удаляйте магнитом, сверло окунайте в масло, на дрель сильно не давите.
Рабочая часть сверла должна быть больше глубины сверления.
Вот это основное, есть конечно и специальные держатели для дрели, но я обычно ими не пользуюсь, если купить нормальные фирменные и дорогие свёрла, то глубина в сантиметр не преграда.
Именно качественные свёрла в паре с охлаждением и малыми оборотами и есть основа успеха при сверлении в металле отверстий глубиной в сантиметр и более.
Конечно есть своя специфика в сверлении разных металлов.
Всем привет! Для того чтобы просверлить металл толщиной 10 миллиметров и более в первую очередь нужна сноровка и опыт. Желательно использовать электродрель большой мощности и с регулятором оборотов. Дрель большой мощности не так часто закусывает, но будьте осторожны, если закусит, то возможны травмы. Сверлить рекомендую на более низких оборотах, так вы не испортите сверло и уменьшите шанс получить травму при закусывании.
Если отверстие требуется небольшого диаметра (до 6 мм), то можно спокойно сверлить одним сверлом, а если отверстие большего диаметра, то здесь уже нужно использовать несколько свёрел разного диаметра по нарастанию. Просверливаете сначала наименьшим, потом сверлом на 2-3 мм большего диаметра и так пока не получиться нужный вам диаметр отверстия.
Не забывайте охлаждать сверло по мере его нагревания, тем самым вы продлите долговечность сверла и ускорите сам процесс сверления. Охлаждать сверло можно даже обычной водой.
И в конце хочу сказать, соблюдайте технику безопасности, а лучше всего, по возможности конечно, использовать для сверления толстого металла сверлильный станок, так вы точно не получите травм и отверстие будет изготовлено быстрее и качественнее.
Таблица скорости сверления различных материалов
Сверление – это операция, при которой режущий инструмент (сверло), вращается и входит в заготовку в осевом направлении, образуя отверстие определенного диаметра и глубины. При сверлении различных материалов важно поддерживать правильную скорость или количество оборотов в минуту (об/мин) шпинделя, лишь тогда можно добиться качественного результата и избежать быстрого износа сверла.
Число оборотов в минуту, в первую очередь, зависит от твердости (обрабатываемости) материала. Обрабатываемость – это способность материала к обработке резанием. Два других важных фактора – это твердость сверла и его диаметр. Производители обычно указывают диапазоны оборотов своего металлорежущего инструмента, но следует учесть, что большинство этих рекомендаций ориентированы на станочную обработку материалов в условиях производства, где скорость резки важнее, чем рабочий ресурс инструмента.
Для удобства пользователей созданы специальные таблицы с рекомендуемыми значениями для металлов и неметаллов, различных типов и диаметров сверл, и хотя в разных источниках наблюдаются некоторые расхождения, они могут служить приблизительными ориентирами для начинающих и домашних мастеров.
Таблица - Рекомендованные значения скорости сверления стандартных материалов.
| Диаметр сверла | Количество оборотов в минуту (rpm) | |||||
| мягкая древесина | твердая древесина | Пластик | Латунь | Алюминий | Сталь | |
| Спиральное сверло | ||||||
| 1 - 5 мм | 2500 | 2500 | 2500 | 2500 | 2500 | 2000 |
| 6 - 10 мм | 2000 | 1500 | 2000 | 1750 | 2000 | 1000 |
| 11 - 16 мм | 1500 | 750 | 1500 | 1250 | 1500 | 750 |
| 17 - 25 мм | 750 | 500 | - | 750 | 1000 | 500 |
| Сверло с центрирующим наконечником | ||||||
| 3 - 5 мм | 1800 | 1200 | 1500 | - | - | - |
| 6 - 9 мм | 1800 | 1000 | 1500 | - | - | - |
| 9 - 11 мм | 1800 | 750 | 1500 | - | - | - |
| 12 - 14 мм | 1800 | 750 | 1000 | - | - | - |
| 15 - 18 мм | 1800 | 500 | 750 | - | - | - |
| 19 - 21 мм | 1400 | 250 | 750 | - | - | - |
| 22 - 24 мм | 1200 | 250 | 500 | - | - | - |
| 25 мм + | 1000 | 250 | 250 | - | - | - |
| Сверло Форстнера | ||||||
| 6 - 10 мм | 2500 | 700 | - | - | - | - |
| 12 - 16 мм | 2000 | 500 | 250 | - | - | - |
| 18 - 25 мм | 1500 | 500 | 250 | - | - | - |
| 28 - 32 мм | 1000 | 250 | 250 | - | - | - |
| 34 - 50 мм | 500 | 250 | - | - | - | - |
| Кольцевая пила | ||||||
| 16 - 50 мм | 1000 | 500 | 1000 | 750 | 750 | 250 |
| 50 - 100 мм | 500 | 250 | 1000 | 250 | 250 | 150 |
| 100 мм + | 250 | - | 1000 | 100 | 100 | 50 |
| Сверло перьевое | ||||||
| 6 - 12 мм | 2000 | 1500 | 500 | - | - | - |
| 16 - 25 мм | 1750 | 1500 | 500 | - | - | - |
| 28 - 38 мм | 1500 | 1000 | - | - | - | - |
| Сверло-зенковка | ||||||
| Все | 1000 | 750 | 750 | 250 | 250 | 250 |
Указанные в таблице значения являются только ориентировочными и носят рекомендательный характер, однако они базируются на данных, полученных расчетным путем и на большом опыте, приобретенном в сотрудничестве с пользователями.
Чем тверже материал, тем ниже скорость…но не всегда
Одним из важнейших факторов, определяющих скорость резания, является твердость обрабатываемого материала. Чем тверже материал, тем медленнее скорость резания (тверже → медленнее), и наоборот. Например, для обработки таких материалов, как сталь, потребуется более низкая скорость резания по сравнению с латунью и алюминием.
В мягкой древесине, такой как сосна, рекомендуется сверлить на высокой скорости. Но если вам не важна быстрота обработки, то лучше снизить обороты, что позволит лучше контролировать инструмент. Более твердая древесина, такая как дуб, бук, граб, требует более высокой частоты вращения шпинделя.
А вот нержавейку нужно сверлить медленнее, чем сталь. Она относится к труднообрабатываемым металлам. Этот материал имеет свойство становиться еще тверже при нагревании. При работе дрелью сверлите нержавеющую сталь на минимальных оборотах (100-200 об/мин), с минимальной и равномерной подачей. Если у инструмента нет регулировки оборотов, используйте способ включения/выключения и сверления «по инерции».
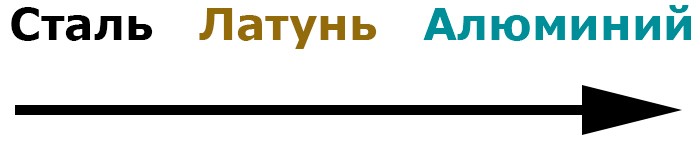
Рис. 1. Увеличение скорости резания в зависимости от твердости обрабатываемого материала
Чем тверже режущий инструмент, тем выше скорость
Материал сверла оказывает значительное влияние на выбор числа оборотов инструмента. Чем тверже сверло, тем более высокую скорость сверления может использовать оператор. Чем мягче сверло, тем медленнее процесс. Сверла из углеродистой стали имеют тенденцию к быстрому износу при превышении частоты вращения более чем на 20%. Твердосплавный инструмент может работать на высоких оборотах и, наоборот, более чувствителен к чрезмерно низкой скорости.
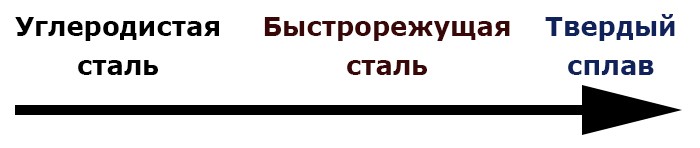
Рис. 2. Увеличение скорости резания в зависимости от твердости режущего инструмента.
Для каждого диаметра сверла – своя скорость
Число оборотов шпинделя меняется в зависимости от диаметра сверления. Так, сверла большего размера должны работать на более низких скоростях, чем сверла меньшего размера. Чем меньше диаметр сверления, тем выше должны быть обороты, это поможет добиться высокого качества отверстия и максимальной производительности операции. Рекомендуем пользоваться графиком, который создан на основе табличных данных, чтобы правильно выбрать обороты сверла и не затупить его преждевременно.
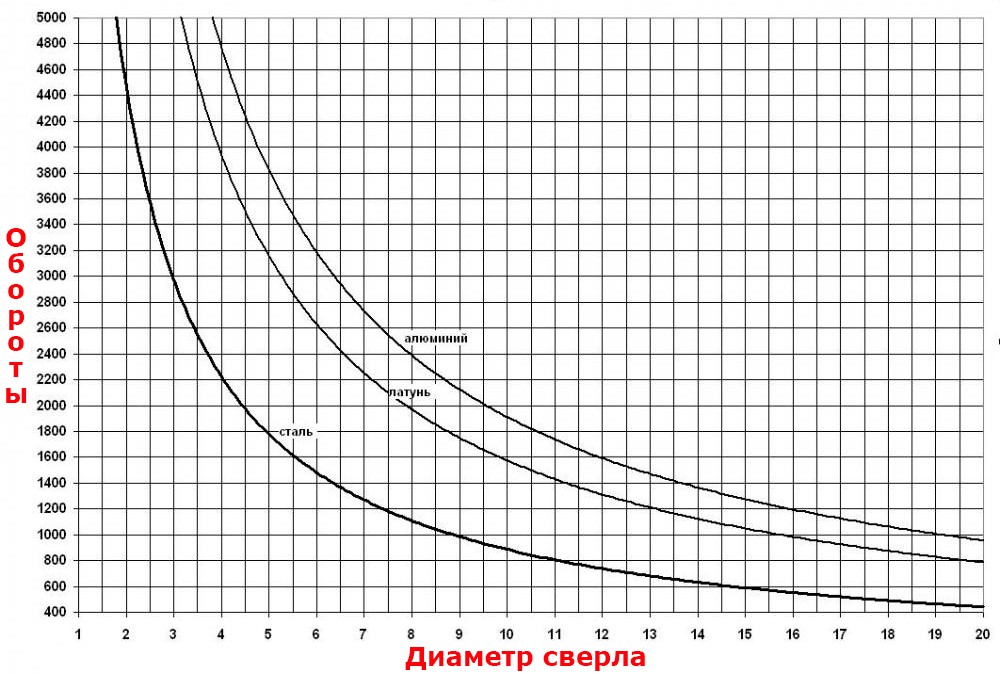
Рис. 3. График зависимости числа оборотов от диаметра сверла
Чем меньше скорость, тем дольше срок службы сверла
При сверлении возникает трение, которое нагревает материал и сверло. Слишком высокие обороты создают слишком сильное трение, что в свою очередь приводит к перегреву режущей кромки, быстрому износу или необратимому повреждению сверла. Медленное сверление в большинстве случаев не скажется отрицательно на качестве отверстия и продлит срок службы инструмента.
По мере увеличения скорости сверления производительность растет, но инструмент изнашивается быстрее.
Таким образом, для домашних мастеров, где важнее более длительный ресурс инструмента, чем время обработки, и где превышение предела допустимых оборотов может испортить ценную заготовку, разумным советом будет начать сверление со скорости в 1,5-2 раза ниже рекомендуемой и постепенно увеличивать обороты до желаемого значения. Этот метод потребует некоторой практики, чтобы найти подходящие диапазоны. Используйте блокнот, чтобы записывать свои выводы и держать под рукой оптимальные для вас скорости сверления, откорректированные под конкретные условия резания. Принудительное охлаждение позволит увеличить число оборотов, поможет снизить трение и температуру, повысить точность обработки и защитить сверло от преждевременного выхода из строя. Грамотный подбор и применение СОЖ позволяет повысить стойкость режущего инструмента в 1,5-4 раза.
Способы сверления металла: свёрла и приспособления

Для проделывания отверстий в металле используют свёрла — механические стержни из сплава, который твёрже, чем обрабатываемая деталь. Свёрла по металлу изготавливают из быстрорежущей стали марок Р6М5, Р9, Р18 под общим обозначением HSS, либо из твёрдых сплавов: ВК, Т5К10, предназначенных для обработки закалённых и твёрдосплавных заготовок.
Сверло состоит из трёх элементов:
- Кромки врезаются в дно отверстия и снимают с него тонкую стружку.
- Спиральная нарезка выталкивает стружку из отверстия.
- Хвостовик предназначен для крепления сверла в патроне инструмента.

Конструкция спирального сверла по металлу
О режущих кромках стоит рассказать более подробно. Это два скоса на остром конце сверла, которые сходятся в вершине — самой выступающей точке передней части, образуя перемычку. Угол, под которым сходятся кромки, называют главным углом при вершине, его величина стандартизирована для различных материалов и режимов обработки:
- Твёрдая сталь и нержавейка: 135–140°
- Конструкционная сталь: 135°
- Алюминий, бронза, латунь: 115–120°
- Медь: 100°
- Чугун: 120° задний угол и 90° угол заточки кромки

Рекомендуемые углы заточки сверла по металлу
Каждая кромка также имеет собственный угол заточки порядка 20–35°, определяющий её остроту. Этот угол, называемый задним, обеспечивает касание сверла к металлу только по линии кромок, при этом за ними остаётся свободное пространство. Такая форма необходима для более лёгкого снятия и выброса стружки. У некоторых свёрл кромка заточена под более тупым углом, вплоть до прямого. Такие режущие кромки хорошо справляются с обработкой хрупких металлов, например, чугуна, латуни и бронзы.

Шаблон для проверки угла заточки свёрл
Спиральная часть включает несколько канавок для отвода стружки, на вершине которых расположены дополнительные кромки, плоскость которых параллельна оси сверла. Это так называемая ленточка, которая при погружении сверла подчищает стенки отверстия и способствует более качественной центровке.
Виды свёрл по металлу и техника их заточки
Выше мы рассмотрели базовую разновидность свёрл. Чтобы понять, как формируются углы при заточке, нужно лишь немного знаний и практики. Точить свёрла лучше всего на шлифовальном станке с подручником, в худшем случае можно воспользоваться универсальной заточной машинкой. На УШМ свёрла точить нельзя: во-первых, это противоречит технике безопасности при работе с этим электроинструментом, а во-вторых, из-за большой скорости вращения металл сильно перегревается и отпускается, становясь мягким.

При заточке сверло устанавливается на подручник так, чтобы его режущая часть была немного приподнята. Проворачивая сверло и сдвигая хвостовик влево, нужно добиться, чтобы режущая кромка расположилась строго горизонтально и параллельно торцу круга. Затачивать левую и правую кромку нужно поочерёдно, снимая тонкий слой металла и периодически охлаждая сверло в воде.

Если просто зафиксировать сверло в требуемом положении и подвести его к наждаку, правильно обточить заднюю поверхность не удастся. Из-за того что точильный камень круглый, затылочная часть кромки получается вогнутой. Это приводит к быстрому затуплению кромки и проблемам с отводом стружки. Чтобы избежать такого явления, переднюю часть сверла после касания о камень нужно немного приподымать, подавая вперёд и не снимая нажима. Так формируется выпуклая задняя поверхность, которая намного лучше воспринимает нагрузку при резании.

Правильное движение при заточке сверла
Обточка кромок должна выполняться до выведения острых граней без сколов и заусенцев. При этом съём с обеих сторон должен быть равномерным, о чём можно судить по форме и положению остающейся перемычки, а также по длине самих кромок. Если перемычка будет смещена, сверло будет вращаться эксцентрично, что приведёт к увеличению диаметра отверстия. Этот эффект можно использовать, если в наличии нет сверла нужного диаметра.

Когда основные кромки выведены, выполняется стачивание перемычки. Для этого сверло нужно поставить на подручник под углом около 45° и прижать задней частью к ребру круга, не задевая режущую кромку. На перемычке образуются две небольшие насечки длиной до 1/10 диаметра сверла, которые выполняют роль заходных и центрирующих кромок.

Стачивание перемычки сверла
Более специфическая разновидность свёрл используется для сверления тонколистового металла. При изготовлении глубокого отверстия сверло сначала центрируется вершиной, а на выходе удерживается ленточками спиральной части. Однако в тонком металле вершина проходит насквозь до того, как ленточки упираются в края, из-за чего отверстие получается рваным, смещённым или овальным.

Заточка сверла для тонкого листового металла
В таких ситуациях лучше использовать сверло перьевого типа, имеющее центрирующий носик. Изготовить такое можно из обычного сверла по металлу, переточив его определённым образом. Всё делается так же и с теми же углами, но при этом кромки не развёрнуты от вершины к краям, а сведены навстречу друг другу. Перьевое сверло нужно затачивать о край камня, оставляя перемычку нетронутой. Стачивание кромок выполняется до тех пор, пока перемычка не образует носик, выступающий над вершинами режущей части на 1–2 мм.

Ступенчатое сверло по металлу
Третий вид свёрл по металлу — конусные ступенчатые. У них есть несколько режущих кромок различного диаметра, что позволяет проделывать разные по размеру отверстия всего одним инструментом. Однако, несмотря на кажущуюся универсальность, найти действительно хорошее ступенчатое сверло довольно сложно, а его стоимость составит не менее $25. Другой минус — заточку таких свёрл можно выполнить только на специализированном станке.
Для сверления твёрдых сплавов и закалённой стали лучше использовать победитовые свёрла по бетону. Их заточка изначально рассчитана на дробящее действие, однако если вывести кромки под углом при вершине около 135° и заточить их под углом 20°, даже в очень твёрдой детали можно без усилий проделать аккуратное отверстие.
Как правильно сверлить металл
Вне зависимости от того, выполняется сверление дрелью или на станке, главное — правильно выбрать скорость вращения. В большинстве случаев оптимальная скорость находится в диапазоне 1800–2500 об/мин, однако на практике могут выбираться совершенно разные значения в зависимости от точности заточки и свойств материала.
Для эффективного и быстрого сверления не обойтись без умения правильно соотносить скорость вращения и усилие подачи. Легко почувствовать, как сверло врезается в металл, непрерывно выделяя стружку, и само начинает заглубляться в дно отверстия без существенного усилия. Обороты при этом, как правило, довольно низкие — порядка 300–500 об/мин.

Лучший показатель, что процесс сверления проходит технологически верно, а сверло заточено правильно — равномерный выход стружки с обеих спиральных канавок. Качество стружки — тоже значимый показатель:
- при сверлении стали выделяется цельная стружка в виде длинных спиралей;
- чугун, закалённая сталь и прочие хрупкие материалы образуют россыпь иголок;
- алюминий сверлится с образованием коротких завитков;
- при сверлении нержавейки могут получаться пыль и мелкие хлопья.

Правильная стружка при сверлении металла
Обязательно соблюдение техники безопасности! Сверлить следует без перчаток, защитив глаза слесарными очками.
Перед началом сверления необходимо разметить все отверстия, которые нужно проделать в детали. Центр каждого отверстия следует наметить кернером. Сначала сверлится небольшая лунка глубиной 2–3 мм, в неё вносится несколько капель машинного масла. Нужно научиться позволять сверлу самому выполнять свою работу: сначала сильно прижать инструмент, а когда произойдёт врезание кромок в металл — ослабить нажим и просто слегка придавливать, удерживая равномерную скорость вращения.

Вместо масла могут использоваться и другие охлаждающие жидкости. Так, при сверлении нержавейки сверло нужно смачивать олеиновой кислотой. Её испарения вредны, поэтому работать необходимо в респираторе. Для охлаждения также хорошо подходит керосин и мыльная вода — брусок хозяйственного на литр.
Особое внимание требуется в момент выхода сверла при сверлении сквозных отверстий. Достаточно часто в таких случаях тонкое дно прорывается с образованием крупных заусенцев, которые попадают в спиральные канавки и затягивают сверло вперёд. На выходе из детали требуется ослабить нажим и немного увеличить обороты.

Сверление металла коронкой
Сверлить отверстия большого диаметра лучше в несколько этапов, постепенно увеличивая диаметр сверла. Это не только снизит нагрузку на инструмент, но также продлит срок жизни заточки и обеспечит чистоту обработки. Отверстия диаметром свыше 13 мм лучше сверлить с помощью коронок. Вместо масла рекомендуется использовать консистентную смазку, так будет меньше брызг. Коронке нужно периодически давать время остыть, а во время работы тщательно следить за тем, чтобы зубья погружались равномерно, иными словами — держать шпиндель строго перпендикулярно поверхности детали.
Завершающий этап сверления — снятие фасок с обеих сторон отверстия. Для этого можно использовать зенковку, а при её отсутствии — сверло вдвое большего диаметра, которое подаётся с минимальным усилием на больших оборотах. Для снятия заусенцев с больших отверстий разумно воспользоваться круглым напильником и наждачной бумагой.
Читайте также: