На металл на станок
Обновлено: 28.09.2024
Токарная обработка металла на станке - один из самых популярных методов, с помощью которого можно, например, создать вал или иную деталь цилиндрической или конической форм. В статье подробнее поговорим об особенностях, видах и всех нюансах.
Технологические аспекты процесса
Суть процедуры в последовательном снятии верхнего слоя с вращающейся заготовки посредством резцов и прочих инструментов. При этом образуется стружка, которая может быть более или менее крупной в зависимости от материала и скорости подачи, а также обладать различным оттенком – изменение цвета происходит в связи с нагревом из-за трения и окислением.
Оператор закрепляет изделие с двух сторон в шпиндели. Один из них имеет свободное вращение, то есть фактически только отвечает за надежную фиксацию, в то время как второй – ведущий. Через него передается движение, а также происходит регулирование скорости.
Когда заготовка закреплена, начинается процесс резания на токарных станках. Сперва требуется правильно выбрать скоростной режим. На профессиональном оборудовании мощность достаточно высокая, но нельзя всегда работать на максимуме. Например, если вал очень длинный, то его вибрации и погрешности с увеличением скорости будут только возрастать, что приведет к неточностям. Вторая причина выбирать режим – это тип обработки, а именно, обдирочная, черновая, получистовая, чистовая или тонкая. В идеале, одна деталь должна проходить все эти стадии с изменением выбора подачи, а также с различными режущими инструментами для токарных станков и работ по металлу.
Когда выбраны основные показатели, можно переходить к установке резца. Он может быть изготовлен из разного типа сплава, но он обязан быть:
- более прочным, чем материал заготовки, и менее хрупким;
- всегда хорошо заточенным.
Для разных задач используются особенные режущие кромки. Они устанавливаются в суппорт, который имеет надежные фиксаторы, а также регулируемый угол поворота, наклона, то есть все параметры для максимально точной металлообработки.
Теперь можно приступить к включению установки. Вся операция заключается в правильно выбранных двух движениях:
Первое передвижение делает суппорт. Он перемещается по горизонтали и вертикали, а также при наличии полозьев может двигаться диагонально – для обточки конусов. Так осуществляются такие операции на токарном станке, как точение и сверление. Однако для последнего типа задач инструмент (сверло) должен обладать возможностью вращаться, а сама заготовка будет статична. Передвижение данной части обуславливается либо автоматикой, либо ручками и колесами. Сначала оператор устанавливает ее на начальную точку, проверяет глубину, а затем включает аппарат и только корректирует положение резца. Скорость суппорта тоже настраивается в зависимости от типа и материала, и задач.
Второе движение – вращательное. Его производит заготовка. Движок, которые отвечает за подачу, находится в передней балке, а всего их две. Посредством ремней сила передается на шпиндель. Вращение имеет направление и скорость, но больше никаких параметров задать нельзя. Главное для токаря, чтобы были минимальные вибрации и погрешности, иначе будут происходить удары по инструменту.
Так как работает станок в основном на высоких оборотах, то сущность токарной обработки заключается в быстром снятии верхнего слоя.
Задачи, которые решаются таким образом:
- Достижение заданных размеров высокой точности.
- Сверление отверстий, их разверстка и зенкерование, нарезание резьбы внутренней и внешней.
- Нужная шероховатость поверхности – в зависимости от класса точности.
- Разрезные работы – резание части вала, обрезание кромок.
- Вытачивание канавок.
Виды стружки
Образование отходов – естественный процесс при металлообработке. При этом одни токари считают это недостатком, а другие, экономичные, сдают весь мусор на переплавку, поскольку основные химические свойства не нарушены, и с помощью воздействия температуры можно добиться стандартов стали при выплавке. Третий вариант – просто сдавать его в пункты приема на вторичную переработку.
При работе вручную, на стандартных станках, необходимо вовремя снимать стружку, чтобы она не приплавилась к рабочей поверхности, не испортила общий результат. Но на автоматизированном оборудовании с ЧПУ, которое реализует компания «САРМАТ», есть специальная функция стружкоотведения, которая гарантирует чистоту процесса.
По форме отходов можно многое сказать и о самой работе. Стружка при токарной обработке бывает четырех видов.
Слитая
Она выглядит как длинные участки закрученной спирали. Если снимается тонкий слой, то витки короткие с малым шагом, а если толстый, то пружинка будет более упругая, с острыми концами. Обычно она получается, когда на высокой скорости обрабатывается мягкий сплав, например, свинец, олово или некоторые виды стали. Еще одно условие для получение такого образца – нет значительных дефектов, ямок, продольных канавок, то есть сам вал уже предварительно обработан, в том числе от ржавчины, окалины, проведены обдирочные работы, выполняемые на токарном станке.
Слитую подразделяют на ленточную и спиральную. О второй мы более подробно написали выше, а вот лента выходит при невысокой скорости воздействия на очень пластичные сплавы.
Элементная
Она разбивается на короткие участки, отходит от заготовки не плавно, как предыдущая, а рывками, потому что в определенном моменте она ломается, выскакивает из-под инструмента, каким обрабатывают детали на токарных станках для твердых металлов. Причин может быть несколько:
- низкая скорость среза, поэтому берется сразу много материала, он не успевает быстро отойти;
- на пути резца встречаются препятствия, к примеру, сильная зернистость стали, нет мягкой однородной структуры;
- образец изготовлен из очень прочного металла, из чугуна, обладающего высокой твердостью, но и немаленькой хрупкостью, то есть вместо плавного растяжения стружка сразу ломается;
- неправильная работа неопытного токаря – неверный выбор скорости, режима.
Надлом
Это совсем небольшие кусочки, которые отлетают от зоны резания. Их не стоит бояться, это естественный результат, когда происходит обработка чугунных или бронзовых заготовок на станках токарной группы. Дело в том, что чугун и бронза обладают низкой пластичностью, поэтому вместо того, чтобы гнуться, верхний слой просто раскалывается, крошится. Здесь главное – не убрать лишнее, вести резец по небольшой глубине и лучше сделать 3-4 прохода, чем один, но глубокий, поскольку последнее действие может привести к образованию трещин в толще металла.
Посмотрим на изображение, надлом мы видим на последней картинке:
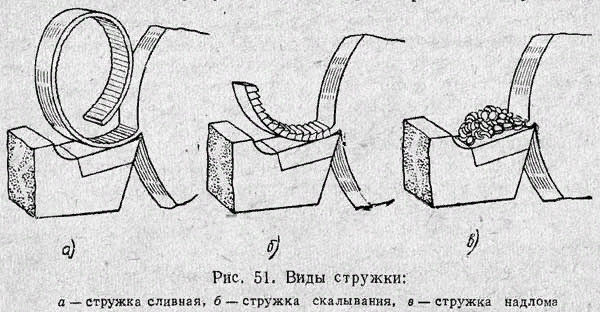
Ступенчатая
Очень интересный вид. Прирезцева его часть (сторона, близкая к резцу) обладает ярко выраженной гладкостью, тем более удивительно, что на обороте находится многоярусная структура – материал наслаивается друг на друга, как ступеньки на лестнице, отсюда и название. Ступени, или зазубрины, имеют направление отдельных связанных между собой элементов.
Обычно такой вид образуется при изготовлении заготовок деталей на токарном станке со средней скоростью и невысокой твердостью.
Все квалифицированные токари проходят отдельный курс, посявещенный стружкообразованию. Этот раздел науки изучает пластичные деформации, которые происходят с трением, образованием тепла, износом режущей кромки, изменением шероховатости поверхности и, конечно, с образованием стружки. От всех вышеприведенных процессов зависит то, какой формы она будет.
Цвет зависит от используемого при точении материала и режима. Обычно при обработке стали она выходит синяя – это нормально, поскольку при резании выделяется тепло, оно отходит в остатки, которые под воздействием кислорода и температуры окисляются, приобретая голубой оттенок. Если использовать при работе охлаждающую эмульсию, то можно получить желтый цвет. Оранжевый и коричневый срезы свидетельствуют о наличии ржавчины на заготовке. При еще большем увеличении температурного режима оттенок побежалости – красный, это объясняется интерференцией белого в пленках на отражающей поверхности.
Иногда токарей пугает темный синий, они считают, что идет перенакаление. Действительно, это говорит о значительном повышении температуры, но сказать, что это плохо – нельзя, поскольку термоотвод работает, забирая излишнее тепло у детали. Просто рекомендуется увеличить поток охлаждающей жидкости. Однако ее чрезмерное употребление может привести к быстрому износу резцов.
Выбор режущего инструмента, применяемого для токарной обработки деталей из металла на станках
При изготовлении кромок берется материал, обладающей высокой прочностью, это могут быть:
- углеродистые стали – с высоким содержанием углерода;
- легированные – с добавками в виде хрома, никеля, меди, азота;
- быстрорежущие сплавы;
- твердые вещества;
- минералокерамика;
- искусственные алмазы;
- синтетические материалы (композиты, гек-сомиты).
Резец является наиболее распространенным видом. Он может быть прямым, правым, левым и отогнутым. Вторая часть называется державкой, она может иметь разную форму – прямоугольную, квадратную или круглую. Их крепят в суппорт с помощью прихваток и винтов. Очень важно достичь высокой степени фиксации для прочности материала токарной работы.
В зависимости от назначения разделяют все резцы на:
- проходные;
- подрезные;
- отрезные;
- расточные;
- канавочные;
- резьбовые;
- винторезные;
- фасонные.
Соответственно, они выполняют разные задачи – снимают верхний слой, подрезают торцы, вытачивают канавки, делают сквозное или глухое отверстие. Также весь инструмент можно поделить по типу работы – одними нужно проводить растачивание, вторыми – черновую обработку заготовок для последующей чистовой или тонкой.
Как работает оборудование
Есть два типа работы – вручную или автоматизированно. Вручную оператор производит все задачи – устанавливает заготовку, резец, проводит расчеты, направляет суппорт на исходную точку, выбирает скорость вращения и режим подачи, а также в процессе деятельности меняет все данные параметры. В этом случае вы имеете дело с классическим аппаратом, созданным по старой токарной технологии обработки металла для растачивания.
Второй тип – это современные модели с ЧПУ. Такую продукцию поставляет компания «САРМАТ». Числовой пульт управления самостоятельно, автоматизировано решает все вышеприведенные задачи, исключая установку болванки, да и то, уже есть оборудование, которое имеет функцию фиксации заготовки. Такие аппараты имеют высокую точность, а также простоту использования.
Основные виды работ, выполняемые на токарных станках, какие операции можно выполнять
- Отделка наружных цилиндрических или конических поверхностей – основная задача токаря. Подразумевает снятие верхнего слоя до нужных размеров и образование шероховатости.
- Сверление, зенкерование и развертывание отверстий.
- Подрезание торцов и уступов.
- Вытачивание пазов и канавок.
- Нарезание наружной и внутренней резьбы – при наличии винтореза.
- Отрезка части детали.
- Обработка внутренних цилиндрических и конических поверхностей.
- Фаска поверхностей.
- Накатывание рифлений.
Данные процедуры производятся при наличии дополнительных возможностей оборудования.
Какого типа инструменты нужны для деталей, которые изготавливают на токарных станках
Весь инструментарий можно поделить на режущий и вспомогательный. Резчик работает со следующими приборами:
- Фасонный резец – кромка должна совпадать с профилем заготовки, представлена прутками проката.
- Центровочные сверла – соответственно, необходимы для сверления глухих и сквозных отверстий.
- Расточная насадка – для растачивание полостей.
- Проходная – подходит для черновой, получистовой и чистовой обработки наружных и внутренних поверхностей, для торцевания конических деталей.
- Канавочный резец.
- Отрезной.
- Твердосплавные пластины применяются при изготовлении предметов из инструментальной стали.
На изображении показан приблизительный набор каждого токаря:

Если вас интересовало, каким инструментом обрабатывают детали на токарных станках, обратите внимание на фотографию. Следует всегда держать оборудование в чистоте, а также в заточенном состоянии.
Схема обработки
На каждом предприятии при запуске новой серии в работу специалисты всегда получают задачу в виде схематического изображения. Это намного проще и удобнее, чем если бы каждый работник самостоятельно подбирал режим, скорость, резец. Обычно проверка производится заблаговременно. Это позволяет избежать различных дефектов, а также добиться точности, что особенно важно при серийном производстве.
Схема включает в себя несколько изображений, на которых показано:
- как фиксируется резец;
- его положение (угол наклона) относительно заготовки;
- условное обозначение самого процесса.
Посмотрим на картинку со схемой обработки на токарном станке:
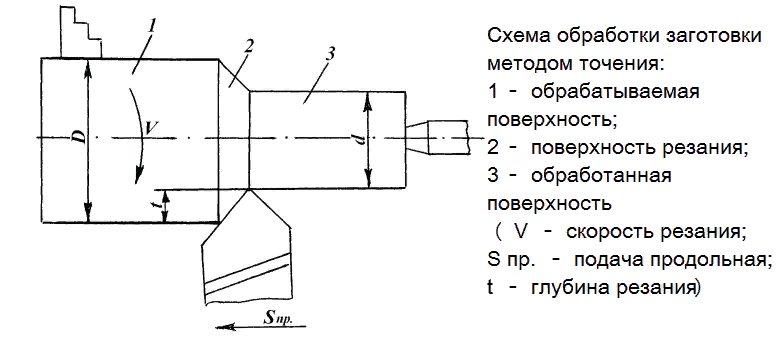
Здесь представлены все основные параметры, остается только проставить цифры.
В статье мы рассказали, какие операции проводят и какие изделия из металла на оборудовании по обработке можно получить, что делают на токарном станке. Выбирайте продукцию с ЧПУ от «САРМАТ», чтобы добиться высокой точности изготовления деталей и минимизировать нагрузку на работников.
Токарные работы по металлу на станках с ЧПУ
Компания «Рогос» предоставляет высококачественные токарные услуги на станках с числовым программным управлением.
Примеры токарной обработки твердого металла
Мы имеем большой опыт в данной области и располагаем парком токарных станков с ЧПУ, что позволяет нам выполнять заказы (в том числе и серийные) практически любой сложности.
Что мы можем предложить своим заказчикам:
- токарные работы по пластикам, нержавейке, стали, алюминию, титану, прочим металлам;
- токарно-фрезерные работы;
- полировка и шлифовка;
- гальваника;
- выполнение заказов в любом объеме, от одного изделия до масштабного производства деталей;
- выполнение работ в полном объеме в указанные сроки;
- качество работ. Мы практикуем поэтапный контроль и следим за соответствием готовых деталей всем стандартам качества, о чем есть оценка независимой экспертной комиссии;
- токарные работы ЧПУ производятся только высококлассными опытными специалистами. Все наши работники проходят курсы повышения квалификации, что позволяет нам идти в ногу со временем, осваивая и применяя самые современные технологии;
- комфортное и продуктивное сотрудничество. Мы за долгосрочные отношения и всегда стараемся сделать совместную работу приятной и выгодной для обеих сторон;
- персональный подход, нацеленный на создание наилучших условий сотрудничества.
Шлифовка внешняя – длина до 1 метра, вес – 100 кг. Диаметр до 400
Шлифовка внутренняя – длина – 800, вес -100 кг. диаметр до 500
Токарно-фрезерная группа – диаметр до 1 метра, длина до 12 метров

Примеры токарной обработки
Токарные работы
Обращаем Ваше внимание, что мы принимаем заказы стоимостью от 50 000 рублей.
















Какие возможности открываются при сотрудничестве с нами?
Мы преодолеваем любые трудности на пути реализации заказов, поэтому изготовление высокоточных деталей нестандартной геометрии не станет для нас невыполнимой задачей.
Мы работаем с такими материалами как нержавеющая сталь, титан, черная сталь, цветные металлы, пластик и прочие. С нами Вы можете реализовать все свои самые смелые задумки.
Мы осуществляем полный спектр токарных работ, необходимых для производства матриц, режущих и измерительных инструментов, экструзионных фильеров, отливок, втулок и прочего.
Прежде чем оформить заказ токарных работ по металлу, нам необходимо ознакомиться с чертежами требуемых деталей.
Высококачественные токарные работы по металлу
Если у Вас возникли вопросы, звоните по телефону, указанному на сайте, наши операторы с удовольствием проконсультируют Вас!
Мы предлагаем следующие, наиболее востребованные, токарные работы:
- нарезка резьбы (как внутренней, так и наружной);
- торцевая обработка (обработка уступов);
- обработка цилиндрических и конических деталей;
- накатывание рифлений, вытачивание канавок;
- зенкерование и сверление;
- обработка фасонных поверхностей;
- и прочее.
В своем арсенале мы имеем современное оборудование, которое дает возможность:
- обрабатывать детали с максимальным диаметром 0,4 метра;
- обрабатывать детали с длиной 1 метра;
- обрабатывать детали с максимальной точностью 0,01 мм;
- детали из прутка могут иметь максимальный диаметр 60 мм.
Мы предлагаем токарные работы в Москве и РФ
Мы осуществляем токарные работы в Москве, но воспользоваться нашими услугами Вы можете как в Московской области, так и в любом городе Российской Федерации.
Все имеющиеся вопросы Вы всегда можете задать нашим операторам по телефону. Мы работаем как с крупными заказчиками, так и с персональными разовыми заказами. Располагая собственным, хорошо оборудованным производством, квалифицированными сотрудниками, мы можем гарантировать не только качество и своевременность выполнения токарных работ на заказ, но и устанавливать доступные и привлекательные цены, лучшие в отношении цена-качество для Москвы.
Высокоточное оборудование способно изготовить детали с минимальным допуском в 1 микрон
Наше предприятие предлагает комплексные токарные работы под заказ и по чертежам заказчика. Оказание услуг производится в соответствии со стандартами по единому прайс листу на токарную обработку.





Стоимость обработки на токарных станках
Стоимость токарной обработки зависит от почасовой цены по прайсу, а также фактически затраченного времени. Почасовая цена увеличивается, если на заводе приходится задействовать сложное оборудование, привлекать мастеров цеха токарной обработки высокой квалификации.
Чтобы узнать цену обработки материалов на токарных станках, оставьте заявку на сайте или по телефону. Индивидуальные расценки рассчитываются в течение одного дня. МИНИМАЛЬНАЯ СТОИМОСТЬ ОТ 50 000 РУБЛЕЙ
Сроки выполнения основных токарных работ
Предприятие «Рогос» выполнит токарные работы любой сложности. Завод производит токарную обработку на заказ, соблюдая регламент, технологии и сроки.
Срок обработки на станках токарной группы зависит от:
- требований заказчика по чистоте и размерам;
- жесткости материала;
- объема работы;
- объема стружки;
- характеристик металла;
- количества штучных изделий.
Заказать токарные работы поштучно дороже, чем серийное производство за единицу изделия, так как в цену токарки включается наладка станка. Это трудоемкая работа, так как необходимо для каждого изделия создавать индивидуальную программу, заполнить револьверную головку, привязать инструмент. Сначала мастер делает пробную деталь, а затем уже выполняет заказ. Для небольших партий, не требующих применение ЧПУ, для обработки на токарном станке используется универсальное оборудование.
Хотите быть уверены в качестве и получить свой заказ в срок по лучшей стоимости, звоните!
Металлообрабатывающее
оборудование

Компания ООО «Интервесп-М» много лет осуществляет продажу металлообрабатывающих станков высокого качества и по доступным ценам. В нашем каталоге представлен широкий выбор высокоточного оборудования для обработки металла, которое используется во многих сферах промышленности. Предлагаем нашим клиентам сервис «под ключ»: проектирование производственных линий, доставку по всей России, шеф-монтажные и пуско-наладочные работы, обслуживание и ремонт реализуемой техники с использованием оригин.
Компания ООО «Интервесп-М» много лет осуществляет продажу металлообрабатывающих станков высокого качества и по доступным ценам. В нашем каталоге представлен широкий выбор высокоточного оборудования для обработки металла, которое используется во многих сферах промышленности. Предлагаем нашим клиентам сервис «под ключ»: проектирование производственных линий, доставку по всей России, шеф-монтажные и пуско-наладочные работы, обслуживание и ремонт реализуемой техники с использованием оригинальных комплектующих.
Металлообрабатывающее оборудование – это станки для обработки металла – заготовок, проката, изделий из различных сталей и сплавов. Применение подобной техники позволяет наладить серийное производство деталей, оптимизировать и ускорить изготовление металлоизделий разной степени сложности.
Каталог металлообрабатывающего оборудования
В каталоге компании ООО «Интервесп-М» представлены следующие виды современного металлообрабатывающего оборудования:
- Металлорежущее. Большая группа металлообрабатывающих станков – токарные, фрезерные, шлифовальные и электроэрозионные. Оборудование предназначено для механической обработки металла методом точения и фрезерования, и позволяет производить высокоточные детали любой сложности. Современные станки с ЧПУ отличаются высокой производительностью, точностью и универсальностью.
- Листообрабатывающее. Данная группа промышленного оборудования предназначена для работы с листовым металлом: листогибы, гильотины, пробивные прессы, вальцы, установки лазерной, плазменной, гидроабразивной резки и пр. Листообрабатывающее оборудование может осуществлять рубку, гибку, вытяжку, формовку, штамповку и вальцовку металлического листа практически любой толщины и размеров.
- Оборудование для обработки профиля и труб. Ленточнопильные станки, пресс-ножницы, профилегибы, трубогибы – это современные станки для работы с металлопрокатом. Промышленное металлообрабатывающее оборудование такого типа используют для распила и гибки труб, нарезки в размер сплошного проката, тавра, двутавра либо фасонного профиля.
- Металлообрабатывающие станки с ЧПУ стоят отдельного упоминания. Установка с числовым программным управлением выполняет серии операций по заранее заданным настройкам с минимальным участием оператора. Использование ЧПУ на производстве позволяет автоматизировать процесс, улучшить качество и скорость изготовления продукции.
Также в каталоге ООО «Интервесп-М» представлено оборудование для производства металлоконструкций и линии обработки рулонного металла. Подобное оборудование представляет собой целый комплекс машин, позволяющих формировать изделие, выполняя целый спектр операций – резку, гибку, пробивку, маркировку.
Продажа металлообрабатывающего оборудования
ООО «Интервесп-М» предлагает Вам купить металлообрабатывающее оборудование со склада в Москве либо под заказ с завода-производителя. Является эксклюзивным дистрибьютором EAE Makina, Sunmill, Timko, Sahinler, генеральным партнером Ermaksan и сертифицированным поставщиком оборудования от производителей – DMC, Bodor, Nexturn, Ray Feng, Kinglan, Hidroliksan, Akyapak и др.
Покупая металлообрабатывающий станок в нашей компании, Вы получаете продукцию высочайшего качества, которая прошла сертификацию и имеет официальную гарантию производителя. Наши специалисты помогут подобрать станок для обработки металла, который будет соответствовать потребностям Вашего производства.
Электроэрозионная обработка: полное руководство по обработке

Электроэрозионная обработка металла — это технология обработки с ЧПУ, обеспечивающая уникальные результаты. Природа процесса электроэрозионной обработки означает, что вы можете создавать формы и структуры, которые практически невозможны с помощью других методов обработки, и может дать невероятные результаты.
Что такое электроэрозионная обработка?
Теория, на которой основана электроэрозионная обработка (EDM), насчитывает столетия. Британский химик восемнадцатого века Джозеф Пристли наблюдал, как электрические заряды удаляли материал с металлических электродов в своих экспериментах еще в 1770 году.
Первый работающий электроэрозионный станок был разработан в раздираемом войной Советском Союзе, братьями-физиками Лазаренко в 1943 году.
Электроэрозионная обработка работает путем создания электрического заряда, который испускает искры. Эти искры невероятно горячие, от 8000 до 12000 ° C. Тепло направлено на то, чтобы расплавить металл от большего металлического блока и аккуратно создать задуманную конструкцию.
Весь процесс происходит в ванне с деионизированной водой, которая охлаждает машину, увеличивая удельное сопротивление воды. Она также смывает отходы, этот процесс называется промывкой.
Электроэрозионный электродвигатель, работает аналогичным образом: для плавления материала используется быстро заряженная проводящая металлическая проволока. Между проволокой и материалом нет фактического контакта, что предотвращает искажение пути прохождения проволоки или повреждение детали. Искры двигаются через зазор и растапливают лишний металл.

Электроэрозионная обработка
Проволока может быть сильно заряжена, чтобы отрезать большие куски материала. Вы также можете снизить напряжение машины, чтобы улучшить качество поверхности. При определенных уровнях напряжения проход провода может удалить с поверхности всего 0,0001 дюйма металла, удаляя шероховатый внешний слой, создавая гладкую и блестящую поверхность.
Электроэрозионные станки также могут перемещаться по пяти осям, в том числе наклоняться, чтобы создавать конические эффекты на металле и предлагать больше степеней свободы. Электроэрозионные станки можно вращать на этих осях для создания конических вмятин и очень точных пропилов.
Примечательность технологии заключается в том, что с помощью этого метода можно создать на вашей детали определенные геометрические элементы, которые практически невозможны с другими типами станков с ЧПУ. Вы можете создавать в металле небольшие прорези, квадратные углы, а также сложные формы и конструкции, которые невозможны, например, с помощью фрезерования с ЧПУ.
Для чего используется электроэрозионная обработка?
Прототипирование
Хотя в настоящее время 3D-печать часто считается передовой технологией прототипирования, электроэрозионная обработка в этой области тоже очень востребована. Скорость производства электроэрозионной обработки делает его невероятно полезным для создания прототипов.
Компании используют электроэрозионную обработку в качестве дополнения к другим формам производства, чтобы удовлетворить растущие потребности в металлических прототипах. Эти прототипы очень ценны, поскольку немногие компании предлагают их.

Прототипы с электроэрозионной обработкой
Использование электроэрозионной обработки для производства медицинского оборудования
Электроэрозионная обработка- это особенно полезный метод ЧПУ для быстрого изготовления деталей без каких-либо загрязняющих материалов. Это очень важно при производстве как медицинских имплантатов, так и форм.
Этого необходимо достичь при сохранении высокой скорости производства, поскольку многие медицинские устройства и имплантаты необходимы в огромных количествах, например, ортопедические винты и болты, опоры для суставов и имплантированные шины.
Кроме того, такие инструменты, как хирургические катоды для шприцев, клапаны для кислородных масок и ручные инструменты, нуждаются в регулярной замене.
Использование электроэрозионной обработки для военпрома
Еще одна область, в которой используется проволочный электроэрозионный станок — это армия.
Каждому роду войск требуется постоянный поток высококачественных компонентов как для новой техники, так и запасных частей для часто используемых предметов и транспортных средств. Например, компоненты для ракет, истребителей и артиллерийских орудий.
Проволочный электроэрозионный станок способен производить детали самого высокого качества для этих целей, и каждая из них должна производиться с расчетом на то, что она будет использоваться в ситуации жизни и смерти. Имея это в виду, качество и отделка имеют первостепенное значение, что делает электроэрозию идеальным техпрохессом.
Плюсы и минусы проволочной электроэрозионной обработки
Точность
Проволочный электроэрозионный станок продвинулся вперед, чтобы достичь микроскопической точности резки и вдавливания. Технологию можно запрограммировать на разрезы толщиной всего несколько микрометров.
Эти разрезы также очень воспроизводимы, что снижает риск деформации или искажения, что делает проволочную электроэрозионную обработку одним из самых точных используемых методов производства с ЧПУ.
Сложная геометрия
С помощью электроэрозии можно производить детали с целым рядом сложных форм и структур. Электроэрозионный станок может производить высокие, изогнутые, прямые детали и детали с кромками.
Это значительно расширяет область применения технологии и позволяет использовать ее в самых разных отраслях, от медицины до высокопроизводительного транспорта и не только.
Универсальность производства
Электроэрозионная обработка универсальна по твердости и проводимости металлов, которые она может резать, что позволяет использовать ее в самых разных отраслях промышленности.
Различные материалы, от латуни до вольфрама, имеют разный состав и, следовательно, лучше подходят для производства различных продуктов. Заменяя разные проволоки, можно создавать различные варианты отделки на одном и том же станке.
Ограничения проволочного электроэрозионного станка
Медленно для ЧПУ
Несмотря на то, что электроэрозионная обработка является быстрым методом производства по сравнению с альтернативными методами, такими как 3D-печать, он не такой быстрый как, к примеру, фрезерная обработка с ЧПУ.
Для всего, кроме самых мелких деталей в массовых количествах, для скорости рекомендуются другие методы, такие как абразивная резка тонким кругом.
Ограниченные материалы
Метод резки проволочной электроэрозионной обработкой с использованием высоких температур электропроводности означает, что его можно использовать только для резки материалов, которые сами по себе являются проводящими.
Он не может эффективно работать с такими материалами, как пластик или дерево, как другие методы производства с ЧПУ.
Экологическая хрупкость
На эффективность обработки сильно влияет среда, в которой он работает. Незначительные изменения состава проволоки, заготовки и ионизация охлаждающей воды повлияют на ее работоспособность.
Это означает, что идеальные условия имеют первостепенное значение, и любое изменение этих факторов приведет к нежелательным изменениям конечного результата и потенциальному повреждению продукта.
Из чего сделана электроэрозионная проволока?
В настоящее время для изготовления электроэрозионной проволоки используется множество различных проводящих металлов, каждый из которых имеет свои преимущества, недостатки и области применения.
Латунь
Латунь представляет собой сплав меди и цинка и быстро стала наиболее распространенным материалом для электроэрозионной проволоки, используемым сегодня. Цинк имеет более низкую температуру плавления и испарения, чем медь, поэтому чем выше насыщенность цинка в сплаве, тем быстрее он режет.
Тем не менее, с латунью нужно быть аккуратным. При приближении к 40% насыщения цинк начинает менять состояние, и проволока становится невероятно хрупкой.
Более того, слишком большое насыщение снижает надежность заправки, поэтому проволока не так эффективно подается в машину.
Проволока с покрытием
Проволока с покрытием изготавливается с использованием процесса, называемого электрогальванизацией, при котором латунная или медная проволока покрывается очень тонким слоем чистого цинка или оксида цинка. Эти провода режут намного быстрее, чем их чистые аналоги, и реже ломаются.
Они в основном рекомендуются для быстрой обработки изделий и обеспечивают лучшую отделку поверхности с большей целостностью. Однако они дороже, чем чистая латунная или медная проволока.

Проволока для электроэрозионной обработки
Диффузионно-отожженная проволока
Диффузионный отжиг является способом снижения вреда от перенасыщения цинка. На проволоку наносится толстое покрытие из чистого цинка, который затем отжигается в печи, так что цинк диффундирует в смесь, в результате чего получается проволока, состоящая на 50% из латуни и на 50% из чистого цинка.
Эти проволоки обладают более высокой прочностью на растяжение по сравнению с латунными проволоками и рекомендуются для более быстрой резки высоких изделий. Они также хорошо работают там, где присутствуют плохие условия промывки, и отходы не могут быть эффективно удалены водой, и особенно прочны при резке инструментальной стали, алюминия и графита.
Стальной сердечник
Неудивительно, что проволока со стальным сердечником изготовлена из высокоуглеродистой стали, покрытой латунью с высоким содержанием цинка, прошедшей диффузионный отжиг. Сталь обеспечивает высокую прочность на растяжение и сопротивление разрушению, а латунь с высокой электропроводностью обеспечивает высокую скорость резания.
Проволока со стальным сердечником может иметь предел прочности на растяжение до 290 000 фунтов на квадратный дюйм, геркулес по сравнению с проволокой на основе латуни, которая может достигать 54 000 фунтов на квадратный дюйм, и особенно полезна при производстве очень высоких деталей или деталей, требующих идеальной прямолинейности.
Вольфрам или молибден
Как вольфрамовая, так и молибденовая проволока широко не используются, но обеспечивают ряд важных применений в электроэрозионной промышленности. Оба чрезвычайно прочны, причем вольфрам является самым прочным материалом для проволоки.
Однако они являются плохими проводниками и страдают от более низкой скорости резки. Их высокие температуры плавления также снижают эффективность промывки, что является жизненно важным фактором для промышленных электроэрозионных электроэрозионных работ.
Где они проявляются сами по себе, так это в своих приложениях. При разрезании латунной и цинковой проволоки на готовом изделии остаются микроскопические количества материала. В таких областях, как медицина и армия, это неприемлемо.
Прочность вольфрамовой и молибденовой проволоки означает, что металл практически не отламывается и не загрязняет деталь, что делает их единственным выбором в этих секторах.
Сколько стоит проволочный электроэрозионный станок?
Производственный процесс очень затратный. Легирование меди и цинка для получения латуни, а также покрытие или диффузионный отжиг требуют больших вложений в оборудование, материалы и энергию. Даже тогда есть процесс превращения металла в проволоку.
Существует слишком много переменных, влияющих на цену, чтобы получить твердое число, но это, безусловно, самая большая стоимость, связанная с процессом проволочной электроэрозионной обработки.
Латунная проволока самая дешевая по цене около 1 доллара за килограмм, тогда как молибденовая проволока стоит более 5 долларов за килограмм.
Но количество необходимой проволоки означает, что эти затраты очень быстро возрастают. Если вы решите, что Wire EDM — лучший выбор для вас, походите по магазинам, чтобы найти лучшую цену, которую вы можете.
Станки для резки металла
Станки для резки металла (отрезные станки) предназначены для резки листовой стали, металлических труб, прутков, уголков, швеллера, двутавра и проч. Станки применяются в серийном и мелкосерийном производстве.
Абразивно-отрезные станки по металлу
Ленточнопильные станки по металлу
Ножовочно-отрезные станки
Гильотины для рубки металла
Рычажные ножницы по металлу
Пресс-ножницы
Угловысечные станки
Лазерная резка металла
Плазморезы с ЧПУ
Правильно-отрезные станки
Станки продольно-поперечной резки металла
Ø пиления 110 Ø отрезного круга 355 мм Размер заготовки 110 Угол поворота рамы ° 90 Мощность 2.40 кВт Напряжение 220В Масса 16 кг
Ø пиления 100 Ø отрезного круга 400 мм Размер заготовки 75х75 Угол поворота рамы ° 90 Мощность 2.20 кВт Напряжение 380В Масса 60 кг
Ø пиления 135 Ø отрезного круга 400 мм Размер заготовки 126х53 Мощность 3.00 кВт Напряжение 380В Масса 80 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 90x90 Угол поворота рамы ° 90 Мощность 2.20 кВт Напряжение 380В Масса 65 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 90х90 Угол поворота рамы ° 90 Мощность 2.20 кВт Напряжение 380В Масса 65 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 100х100 Угол поворота рамы ° 90 Мощность 3.00 кВт Напряжение 380В Масса 70 кг
Ø пиления 85 Размер заготовки 85х105 Угол поворота рамы ° 90 / 45 Мощность 1.00 кВт Напряжение 220В Масса 19 кг
Ø пиления 115 Размер заготовки 100х150 Угол поворота рамы ° 90 Мощность 0.38 кВт Напряжение 220В Масса 68 кг
Ø пиления 100 Размер заготовки 100х150 Угол поворота рамы ° 90 Мощность 0.55 кВт Напряжение 220В Масса 26 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 4.00 кВт Напряжение 380В Масса 110 кг
Ø пиления 100 Размер заготовки 100х150 Угол поворота рамы ° 90 / 45 Мощность 0.38 кВт Напряжение 220В Масса 26 кг
Ø пиления 115 Размер заготовки 110х150 Угол поворота рамы ° 90 / 45 Мощность 0.55 кВт Напряжение 220В Масса 80 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 5.50 кВт Напряжение 380В Масса 120 кг
Ø пиления 115 Размер заготовки 100x150 Угол поворота рамы ° 90 / 45 Мощность 0.25 кВт Напряжение 220В Масса 60 кг
Ø пиления 135 Ø отрезного круга 400 мм Размер заготовки 126х53 Мощность 4.00 кВт Напряжение 380В Масса 130 кг
Ø пиления 300 Ø отрезного круга 400 мм Угол поворота рамы ° 90 Мощность 4.00 кВт Напряжение 380В Масса 113 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 5.50 кВт Напряжение 380В Масса 115 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 4.00 кВт Напряжение 380В Масса 105 кг
Ø пиления 128 Размер заготовки 127х150 Угол поворота рамы ° 90 / 45 / 60 Мощность 0.55 кВт Напряжение 220В Масса 90 кг
Ø пиления 100 Ø отрезного круга 400 мм Размер заготовки 100 Мощность 2.20 кВт Напряжение 380В Масса 69 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 100х100 Угол поворота рамы ° -45 / 90 / 45 Мощность 3.00 кВт Напряжение 380В Масса 110 кг
Ø пиления 125 Размер заготовки 150x100 Угол поворота рамы ° -45 / 90 / 45 / 60 Мощность 0.55 кВт Напряжение 220В Масса 69 кг
Ø пиления 125 Размер заготовки 150x100 Угол поворота рамы ° -45 / 90 / 45 / 60 Мощность 0.55 кВт Напряжение 380В Масса 90 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 100х100 Угол поворота рамы ° -45 / 90 / 45 Мощность 5.50 кВт Напряжение 380В Масса 120 кг
Ø пиления 130 Ø отрезного круга 400 мм Размер заготовки 60х60, 130х30 Угол поворота рамы ° -45 / 90 / 45 Мощность 2.20 кВт Напряжение 380В Масса 120 кг
Видео












Все виды отрезных станков для металла делятся:
- по типу режущего инструмента;
- по количеству режущих головок;
- по углу нарезки.
Также оборудование, с учетом типа подачи режущего материала, разделяются на:
- станки нижней подачи;
- станки фронтальной подачи;
- станки маятниковой подачи.
Выбор оборудования
Специфика каждого станка для резки металла зависит от применения и отражается в его основных технических характеристиках:
- Мощность, кВт
- Вид применяемого режущего инструмента - диск, полотно
- Максимальные размеры обрабатываемой заготовки, мм
- Угол поворота режущего инструмента, град.
- Размеры пропила, мм
- Размеры станка, мм
- Вес
Компания «РуСтан» предлагает к продаже оборудование и оснастку по выгодной цене. Напоминаем, при покупке действует гибкая система скидок!
Читайте также: