Нагрев и остужение металла
Обновлено: 21.09.2024
Нагрев заготовок для ковки и штамповки следует осуществлять с технологически возможно большей скоростью, за возможно меньший промежуток времени. Это снижает рост зерна нагреваемого металла; уменьшает потери металла на окалину (угар) на поверхности нагреваемых заготовок под воздействием кислорода атмосферы; снижает расход топлива; уменьшает трудоемкость металлообработки; увеличивает производительность труда; повышает рентабельность нагрева.
Вместе с тем, при больших скоростях пламенного нагрева заготовок, из-за значительного температурного градиента (перепада температуры) между периферийными и срединными частями нагреваемого металла возникают термические напряжения, являющиеся причиной появления микро- и макротрещин. Поэтому наряду с технически возможной скоростью обязательно следует учитывать и допустимую скорость нагрева заготовок.
В пламенных печах, где нагрев заготовок осуществляется с их поверхности, технически возможная скорость нагрева зависит, в основном, от теплоотдачи, то есть от ее начальной температуры. Причем, температурный напор (разность между температурой печи и температурой заготовки) является основным фактором, с помощью которого можно регулировать скорость нагрева металла.
При данном температурном напоре допустимая скорость нагрева будет тем меньше, чем меньше температуропроводность нагреваемого металла, чем больше поперечное сечение заготовки и чем меньше отношение облучаемой поверхности
к объему заготовки. Стали с большим содержанием углерода и легирующих компонентов имеют меньшую температуропроводность и при этом нагревать их надо медленнее.
При различной форме поперечного сечения заготовок (круглой, квадратной и др.) и различной их укладке на поду печи, облучаемая поверхность будет разной и, следовательно, разным будет и время нагрева.
Вместе с тем, следует учитывать то, что при повышенной температуре (Т>800°С) металл становится более пластичным и опасность возникновения термических трещин снижается. Поэтому допускаемая скорость нагрева учитывается, обычно, только в начальной стадии нагрева металла.
В специальной технической литературе [5] имеется ряд рекомендаций для определения продолжительности времени нагрева различных заготовок. Обычно это развернутые табличные данные, в которых в зависимости от материала и размеров исходных заготовок, их укладки в печи и температуры печного пространства указано время (в минутах) продолжительности нагрева металла до ковочной температуры.
Время нагрева заготовок в методических или полуметодических печах может быть определено расчетным путем с достаточной для практики точностью и по формуле, предложенной Ю.М.Чижиковым [5]:
где t – время нагрева в часах; d – диаметр заготовки в см; K=0,1–0,4 – коэффициент, меньшее значение которого приемлемо для малоуглеродистых, а большее значение – для высоколегированных сталей. Эта формула дает хорошие результаты для заготовок диаметром менее 300–350мм.
Время нагрева заготовок в камерных печах в интервале температур 20–1200°С может быть рассчитано по формуле, предложенной Н.Н. Доброхотовым [9]:
где t – время нагрева в часах; a – коэффициент учета формы заготовки и ее укладки на поду печи; K=10–20 – коэффициент, учитывающий содержание в нагреваемом металле углерода и легирующих элементов; d – диаметр заготовки в метрах.
При выборе коэффициента a его назначают из интервалов значений a=1–2 или a=1–4 соответственно для заготовок с круглым или квадратным поперечным сечением. При этом меньшие значения a принимают в случае загрузки печи еди
ничными заготовками, а большие значения – при загрузке печи партией заготовок «навалом».
При выборе коэффициента К его меньшие значения принимают для малоуглеродистых сталей, а большие значения – для высоколегированных сталей.
С учетом допустимой скорости нагрева металла, продолжительность первой стадии нагрева в интервале температур 20–800°С обычно составляет 2/3 всего времени нагрева. Продолжительность второй стадии нагрева в интервале температур 800–1200°С с учетом выдержки металла при конечной температуре составляет 1/3 всего времени нагрева.
Все сказанное выше относится к нагреву заготовок в пламенных печах. Что же касается электронагрева (индукционного, нагрева сопротивлением), когда нагрев заготовки осуществляется не теплопередачей с ее поверхности вглубь, а происходит одновременно по всему поперечному сечению металла, то тогда скорость нагрева увеличивается в 7–20 раз.
Температурный фактор оказывает существенное влияние на качество металла поковки не только в момент нагрева заготовки для последующей обработки давлением, но также и в момент охлаждения поковки после ее ковки или штамповки. При этом под воздействием атмосферы поверхность поковки остывает более интенсивно, чем ее внутренние слои. В результате в периферийных слоях поковки возникают растягивающие напряжения, а внутренние ее слои испытывают напряжения сжатия. Эта неравномерность напряженного состояния по поперечному сечению изделия может привести к возникновению поверхностных и внутренних микро- и макротрещин. Вероятность их образования тем больше, чем интенсивнее охлаждение поковки. Поэтому охлаждение металла нужно выполнять в режиме, обеспечивающем возможно большую равномерность остывания по поперечному сечению поковки.
Режимы охлаждения поковок (на воздухе, в штабелях, в термосах или в колодцах, вместе с печью) следует назначать, в зависимости от марки стали (низко-, средне- и высокоуглеродистые; мало-, средне- и высоколегированные) и размеров поперечного сечения изделий с учетом практических рекомендаций таблицы 6.2. При охлаждении на воздухе (на спокойном воздухе, но не сквозняке) поковки размещают на полу цеха в индивидуальном порядке (вразброс). Земляной (глинобитный) пол, на котором происходит охлаждение поковок, должен быть сухим. Металлический пол цеха (уложенный металлическими плитами) может вызвать быстрый отвод тепла от наружных слоев поковок.
Рекомендуемые режимы охлаждения поковок
| Вид сталей | Размеры поковок в поперечном сечении, мм | ||
| до 100 | св. 100 до 200 | св. 200 | |
| Низкоуглеродистые | на воздухе | ||
| Среднеуглеродистые и малолегированные | на воздухе | в штабелях | в колодцах |
| Высокоуглеродистые и среднелегированные | в штабелях | в колодцах | вместе с печью |
| высоколегированные | вместе с печью |
При охлаждении на полу следует предотвращать возможность возникновения сквозняка, вызывающего местные интенсивные охлаждения поковок. Вреден сквозняк также при охлаждении поковок, имеющих значительное отношение длины к диаметру, или при охлаждении поковок с переменным сечением. В этих случаях из-за неравномерности охлаждения поковку может «повести» (искривится ее осевая линия).
При охлаждении в штабелях поковки укладывают в кучи (штабели) навалом и также охлаждают на воздухе.
Мелкие поковки охлаждают в металлическом ящике (футерованном огнеупорным кирпичом) на подстилке из песка, асбестовой ваты или шлака. Если ящик не футерован, то его сверху закрывают крышкой из асбестовых листов и засыпают слоем песка или шлака.
Крупные поковки, требующие медленного охлаждения, помещают в колодцы (ямы). Каждую поковку в колодцах также засыпают песком или шлаком, а заполненный колодец закрывают металлическими листами и присыпают песком или шлаком.
Охлаждение вместе с печью дает возможность активно регулировать скорость охлаждающего процесса. При этом в печь, нагретую до температуры около 700°С, помещают партию поковок и выдерживают их до выравнивания температуры всей садки. После чего начинают охлаждение поковок вместе с печью либо по специальному ступенчатому графику, либо произвольно по мере естественного остывания печи.
Что такое термическая обработка металлов? Методы и преимущества

Термическая обработка - это процесс нагрева и охлаждения металлов с использованием определенных заранее выбранных методов для получения желаемых свойств. Как черные, так и цветные металлы проходят термическую обработку перед их применением.
Со временем было разработано множество различных методов. Даже сегодня металлурги постоянно работают над улучшением результатов и рентабельности этих процессов.
Для этого они разрабатывают новые графики или циклы для производства различных сортов. Каждый график относится к разной скорости нагрева, выдержки и охлаждения металла.
При тщательном соблюдении этих методов можно производить металлы различных стандартов с удивительно конкретными физическими и химическими свойствами.
Польза
Причины проведения термообработки могут быть разными. Некоторые процедуры делают металл мягким, а другие повышают твердость . Они также могут влиять на электрическую и теплопроводность этих материалов.
Некоторые методы термообработки снимают напряжения, возникшие в более ранних процессах холодной обработки. Другие придают металлам желаемые химические свойства. Выбор идеального метода зависит от типа металла и требуемых свойств.
В некоторых случаях металлическая деталь может пройти несколько процедур термической обработки. Например, некоторые суперсплавы, используемые в авиастроении, могут пройти до шести различных этапов термообработки, чтобы оптимизировать их для применения.
Этапы процесса термообработки
Проще говоря, термическая обработка - это процесс нагрева металла, выдержки его при этой температуре и последующего охлаждения. В процессе обработки металлическая деталь претерпевает изменения своих механических свойств. Это связано с тем, что высокая температура изменяет микроструктуру металла, которая играет важную роль в механических свойствах материала.
Конечный результат зависит от множества различных факторов. К ним относятся время нагрева, время выдержки металлической детали при определенной температуре, скорость охлаждения, окружающие условия и т. д. Параметры зависят от метода термообработки, типа металла и размера детали.
В ходе этих процессов свойства металла изменятся. Среди этих свойств - электрическое сопротивление, магнетизм, твердость, вязкость, пластичность, хрупкость и коррозионная стойкость.
Нагрев
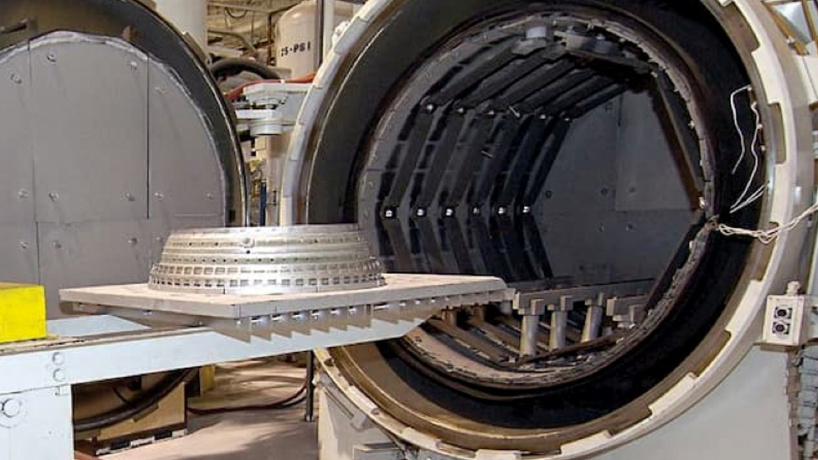
Детали реактивного двигателя, направляемые в печь
Как мы уже обсуждали, микроструктура сплавов будет изменяться в процессе термообработки. Нагрев осуществляется в соответствии с заданным термическим профилем.
При нагревании сплав может находиться в одном из трех различных состояний. Это может быть механическая смесь, твердый раствор или их комбинация.
Механическая смесь аналогична бетонной смеси, в которой цемент связывает песок и гравий. Песок и гравий все еще видны как отдельные частицы. В случае металлических сплавов механическая смесь удерживается основным металлом.
С другой стороны, в твердом растворе все компоненты смешиваются гомогенно. Это означает, что их невозможно идентифицировать индивидуально даже под микроскопом.
Каждое состояние приносит с собой разные качества. По фазовой диаграмме возможно изменение состояния путем нагрева. Однако охлаждение определяет конечный результат. Сплав может оказаться в одном из трех состояний, в зависимости только от метода.
Выдержка
Во время выдержки металл выдерживается при достигнутой температуре. Продолжительность зависит от требований.
Например, поверхностное упрочнение требует только структурных изменений поверхности металла, чтобы повысить твердость поверхности. В то же время для других методов требуются единые свойства. В этом случае период выдержки больше.
Время выдержки также зависит от типа материала и размера детали. Более крупным деталям требуется больше времени, когда целью являются однородные свойства. Это происходит из-за того, что сердцевине большой части требуется больше времени, чтобы достичь необходимой температуры.
Охлаждение
После завершения этапа выдержки металл необходимо охладить в установленном порядке. На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться неизменным, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.
Скорость охлаждения регулируется различными средами, такими как солевой раствор, вода, масло или воздух. Вышеупомянутая последовательность охлаждающих сред находится в порядке убывания эффективной скорости охлаждения. Солевой раствор быстрее всего поглощает тепло, а воздух - медленнее всего.
Также возможно использование печи в процессе охлаждения. Контролируемая среда обеспечивает высокую точность, когда необходимо медленное охлаждение.
Фазовые диаграммы
У каждого металлического сплава своя фазовая диаграмма. Как уже было сказано ранее, термическая обработка проводится по этим схемам. Они показывают структурные изменения, происходящие при разных температурах и различном химическом составе.
Давайте возьмем фазовую диаграмму железо-углерод в качестве примера, так как она наиболее известна и широко преподается в университетах.
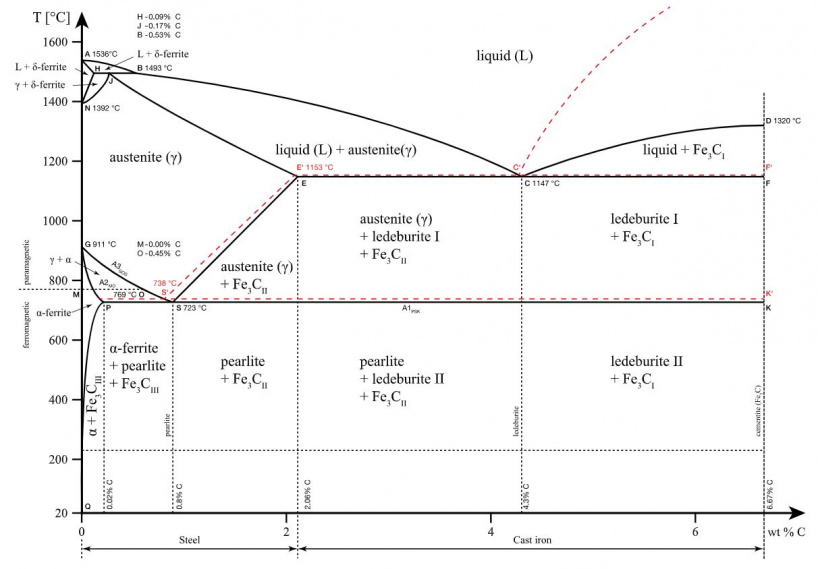
Фазовая диаграмма железо-углерод является важным инструментом при изучении поведения различных углеродистых сталей при термообработке. Ось x показывает содержание углерода в сплаве, а ось y - температуру.
Обратите внимание, что 2,14% углерода - это предел, при котором сталь становится чугуном.
На диаграмме показаны различные области, где металл существует в различных микросостояниях, таких как аустенит, цементит, перлит. Эти области обозначены границами A1, A2, A3 и Acm. На этих границах происходят фазовые изменения, когда через них проходит температура или значение содержания углерода.
A1: Верхняя граница фазы цементит/феррит.
A2: предел, при котором железо теряет свой магнетизм. Температура, при которой металл теряет свой магнетизм, также называется температурой Кюри.
A3: Граница раздела, отделяющая фазу аустенит + феррит от фазы γ (гамма) аустенита.
Acm: Граница раздела, отделяющая аустенит γ от аустенита + цементита.
Фазовая диаграмма является важным инструментом, позволяющим определить, будет ли термообработка полезной или нет. Каждая структура привносит определенные качества в конечный продукт, и выбор термообработки делается на основе этого.
Распространенные методы термической обработки
Существует довольно много методов термической обработки. Каждый из них обладает определенными качествами.
К наиболее распространенным методам термообработки относятся:
- Отжиг;
- Нормализация;
- Закаливание;
- Старение;
- Снятие напряжения;
- Темперирование;
- Цементация.
Отжиг
При отжиге металл нагревается выше верхней критической температуры, а затем охлаждается с медленной скоростью.
Отжиг проводится для размягчения металла. Это делает металл более пригодным для холодной обработки и формовки. Он также повышает обрабатываемость, пластичность и вязкость металла.
Отжиг также полезен для снятия напряжений в детали, вызванных предшествующими процессами холодной обработки. Присутствующие пластические деформации устраняются во время рекристаллизации, когда температура металла пересекает верхнюю критическую температуру.
Металлы могут подвергаться множеству методов отжига, таких как рекристаллизационный отжиг, полный отжиг, частичный отжиг и окончательный отжиг.
Нормализация
Нормализация - это процесс термообработки, используемый для снятия внутренних напряжений, вызванных такими процессами, как сварка, литье или закалка.
В этом процессе металл нагревается до температуры, которая на 40° C выше его верхней критической температуры.
Эта температура выше, чем при закалке или отжиге. После выдержки при этой температуре в течение определенного периода времени его охлаждают на воздухе. Нормализация создает однородный размер зерна и состав по всей детали.
Нормализованная сталь тверже и прочнее отожженной стали. Фактически, в нормализованном виде сталь прочнее, чем в любом другом состоянии. Вот почему детали, которые требуют ударной вязкости или должны выдерживать большие внешние нагрузки, почти всегда будут нормализованы.
Закалка
Самый распространенный процесс термообработки - закалка - используется для увеличения твердости металла. В некоторых случаях затвердеть может только поверхность.
Заготовку закаляют, нагревая ее до заданной температуры, а затем быстро охлаждают, погружая в охлаждающую среду. Можно использовать масло, солевой раствор или воду. Полученная деталь будет иметь повышенную твердость и прочность, но одновременно возрастет и хрупкость.
Цементное упрочнение - это тип процесса упрочнения, при котором упрочняется только внешний слой заготовки. Используемый процесс такой же, но поскольку тонкий внешний слой подвергается процессу, полученная в результате заготовка имеет твердый внешний слой, но более мягкую сердцевину.
Это обычное дело для валов. Твердый внешний слой защищает его от износа материала . В противном случае при установке подшипника на вал он может повредить поверхность и сместить некоторые частицы, которые ускорят процесс износа. Закаленная поверхность обеспечивает защиту от этого, а сердечник по-прежнему обладает необходимыми свойствами, чтобы выдерживать усталостные напряжения.
Другие типы процессов закалки включают индукционную закалку, дифференциальную закалку и закалку пламенем. Однако закалка пламенем может привести к образованию зоны термического влияния, которая возникает после охлаждения детали.
Старение
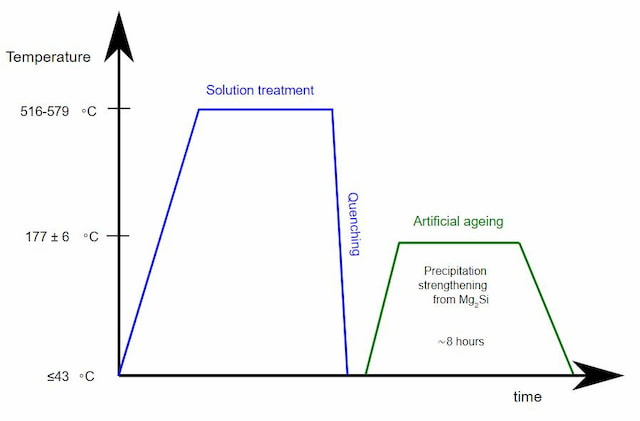
График старения алюминия 6061
Старение или дисперсионное твердение - это метод термообработки, который в основном используется для повышения предела текучести ковких металлов. В ходе процесса образуются равномерно диспергированные частицы в структуре зерна металла, которые вызывают изменения в свойствах.
Осадочное твердение обычно происходит после еще одного процесса термообработки, при котором достигается более высокая температура. Однако старение только повышает температуру до среднего уровня и снова быстро снижает ее.
Некоторые материалы могут стареть естественным образом (при комнатной температуре), в то время как другие стареют только искусственно, то есть при повышенных температурах. Для естественно стареющих материалов может быть удобно хранить их при более низких температурах.
Снятие напряжения
Снятие напряжения особенно часто используется для деталей котлов, баллонов с воздухом, аккумуляторов и т. д. При этом методе нагревают металл до температуры чуть ниже его нижней критической границы. Процесс охлаждения медленный и, следовательно, равномерный.
Это делается для снятия напряжений, которые возникли в деталях из-за более ранних процессов, таких как формовка, механическая обработка, прокатка или правка.
Отпуск
Отпуск - это процесс уменьшения избыточной твердости и, следовательно, хрупкости, возникающей в процессе закалки. Также снимаются внутренние напряжения. Прохождение этого процесса может сделать металл пригодным для многих применений, в которых требуются такие свойства.
Температура обычно намного ниже температуры затвердевания. Чем выше используемая температура, тем мягче становится конечная заготовка. Скорость охлаждения не влияет на структуру металла во время отпуска, и обычно металл охлаждается на неподвижном воздухе.
Цементация стали
В этом процессе термообработки металл нагревается в присутствии другого материала, который выделяет углерод при разложении.
Освободившийся углерод поглощается поверхностью металла. Содержание углерода на поверхности увеличивается, что делает ее более твердой, чем внутреннее ядро.
Какие металлы подходят для термической обработки?
Хотя черные металлы составляют большинство термообработанных материалов, сплавы меди, магния, алюминия, никеля, латуни и титана также могут подвергаться термообработке.
Около 80% термически обрабатываемых металлов - это разные марки стали. Черные металлы, которые можно подвергать термической обработке, включают чугун, нержавеющую сталь и различные марки инструментальной стали.
Такие процессы, как закалка, отжиг, нормализация, снятие напряжений, цементирование, азотирование и отпуск, обычно выполняются на черных металлах.
Медь и медные сплавы подвергаются таким методам термической обработки, как отжиг, старение и закалка.
Алюминий подходит для таких методов термообработки, как отжиг, термообработка на твердый раствор, естественное и искусственное старение. Термическая обработка алюминия - это точный процесс. Объем процесса должен быть установлен, и его следует тщательно контролировать на каждом этапе для достижения желаемых характеристик.
Очевидно, не все материалы подходят для термической обработки. Точно так же не обязательно использовать каждый метод для отдельного материала. Поэтому каждый материал нужно изучать отдельно, чтобы добиться желаемого результата. Использование фазовых диаграмм и доступной информации о влиянии вышеупомянутых методов является отправной точкой.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Виды термообработки
Термическая обработка (термообработка) стали, цветных металлов — процесс изменения структуры стали, цветных металлов, сплавов при нагревании и последующем охлаждении с определенной скоростью.
Термическая обработка (термообработка) приводит к существенным изменениям свойств стали, цветных металлов, сплавов. Химический состав металла не изменяется.
Виды термической обработки стали
Отжиг
Отжиг — термическая обработка (термообработка) металла, при которой производится нагревание металла, а затем медленное охлаждение. Эта термообработка (т. е. отжиг) бывает разных видов (вид отжига зависит от температуры нагрева, скорости охлаждения металла).
Закалка
Закалка — термическая обработка (термообработка) стали, сплавов, основанная на перекристаллизации стали (сплавов) при нагреве до температуры выше критической; после достаточной выдержки при критической температуре для завершения термической обработки следует быстрое охлаждение. Закаленная сталь (сплав) имеет неравновесную структуру, поэтому применим другой вид термообработки — отпуск.
Отпуск
Отпуск — термическая обработка (термообработка) стали, сплавов, проводимая после закалки для уменьшения или снятия остаточных напряжений в стали и сплавах, повышающая вязкость, уменьшающая твердость и хрупкость металла.
Нормализация
Нормализация — термическая обработка (термообработка), схожая с отжигом. Различия этих термообработок (нормализации и отжига) состоит в том, что при нормализации сталь охлаждается на воздухе (при отжиге — в печи).
Нагрев заготовки
Нагрев заготовки — ответственная операция. От правильности ее проведения зависят качество изделия, производительность труда. Необходимо знать, что в процессе нагрева металл меняет свою структуру, свойства и характеристику поверхностного слоя и в результате от взаимодействия металла с воздухом атмосферы, и на поверхности образуется окалина, толщина слоя окалины зависит от температуры и продолжительности нагрева, химического состава металла. Стали окисляются наиболее интенсивно при нагреве больше 900°С, при нагреве в 1000°С окисляемость увеличивается в 2 раза, а при 1200°С — в 5 раз.
Хромоникелевые стали называют жаростойкими потому, что они практически не окисляются.
Легированные стали образуют плотный, но не толстый слой окалины, который защищает металл от дальнейшего окисления и не растрескивается при ковке.
Углеродистые стали при нагреве теряют углерод с поверхностного слоя в 2-4 мм. Это грозит металлу уменьшением прочности, твердости стали и ухудшается закаливание. Особенно пагубно обезуглероживание для поковок небольших размеров с последующей закалкой.
Заготовки из углеродистой стали с сечением до 100 мм можно быстро нагревать и потому их кладут холодными, без предварительного прогрева, в печь, где температура 1300°С. Во избежание появлений трещин высоколегированные и высокоуглеродистые стали необходимо нагревать медленно.
Пережог
Пережог — неисправимый брак. При ковке изделий из низкоуглеродистых сталей требуется меньше число нагревов, чем при ковке подобного изделия из высокоуглеродистой или легированной стали.
При нагреве металла требуется следить за температурой нагрева, временем нагрева и температурой конца нагрева. При увеличении времени нагрева — слой окалины растет, а при интенсивном, быстром нагреве могут появиться трещины. Известно из опыта, что на древесном угле заготовка 10-20 мм в диаметре нагревается до ковочной температуры за 3-4 минуты, а заготовки диаметром 40-50 мм прогревают 15-25 минут, отслеживая цвет каления.
Химико-термическая обработка
Химико-термическая обработка (ХТО) стали — совокупность операций термической обработки с насыщением поверхности изделия различными элементами (углерод, азот, алюминий, кремний, хром и др.) при высоких температурах.
Поверхностное насыщение стали металлами (хром, алюминий, кремний и др.), образующими с железом твердые растворы замещения, более энергоемко и длительнее, чем насыщение азотом и углеродом, образующими с железом твердые растворы внедрения. При этом диффузия элементов легче протекает в решетке альфа-железо, чем в более плотноупакованной решетке гамма-железо.
Химико-термическая обработка повышает твердость, износостойкость, кавитационную, коррозионную стойкость. Химико-термическая обработка, создавая на поверхности изделий благоприятные остаточные напряжения сжатия, увеличивает надежность, долговечность.
Детали, предназначенные для цементации, сначала очищают. Поверхности не подлежащие науглероживанию, покрывают специальными предохранительными противоцементными обмазками.
1-ый состав простейшей обмазки: огнеупорная глина с добавлением 10% асбестового порошка, вода. Смесь разводят до консистенции густой сметаны и наносят на нужные участки поверхности изделия. После высыхания обмазки можно производить дальнейшую цементацию изделия.
2-ой состав применяемой обмазки: каолин — 25%, тальк — 50%: вода — 25%. Разводят эту смесь жидким стеклом или силикатным клеем.
Цементацию делают после полного высыхания обмазки.
Вещества, которые входят в состав обмазки, называют карбюризаторами. Они бывают твердые, жидкие и газообразные.
В условиях домашней небольшой мастерской удобнее осуществлять цементацию с помощью пасты. Это цементация в твердом карбюризаторе. В состав пасты входят: сажа — 55%, кальцинированная сода — 30%, щавелевокислый натрий — 15%, вода для образования сметанообразной массы. Пасту наносят на нужные участки изделия, дают высохнуть. Затем изделие помещают в печь, выдерживая при температуре 900-920°С в течение 2-2,5 часов. При использовании такой пасты цементация обеспечивает толщину науглероженного слоя 0,7-0,8 мм.
Жидкостная цементация также возможна в небольшой мастерской при наличии печи-ванной, в которой и происходит науглероживание инструментов и других изделий. В состав жидкости входят: сода — 75-85%, 10-15% хлористого натрия, 6-10% карбида кремния. Печь-ванну наполняют этим составом и погружают изделие или инструмент. Процесс протекает при температуре 850-860°С в течение 1,5-2 часов; толщина науглероженного слоя достигает при этом 0,3-0,4 мм.
Газовую цементацию производят в смеси раскаленных газов, содержащих метан, окись углерода в специальных камерах при температуре 900-950°С и только в производственных условиях. После цементации детали охлаждают вместе с печью, затем закаляют при 760-780°С е окончательным охлаждением в масле.
Азотирование стали
Азотирование стали — химико-термическая обработка поверхностным насыщением стали азотом путем длительной выдержки ее при нагреве до б00…650°С в атмосфере аммиака NН3. Азотированные стали обладают очень высокой твердостью (азот образует различные соединения с железом, алюминием, хромом и другими элементами, обладающие большей твердостью, чем карбиды). Азотированные стали обладают повышенной сопротивляемостью коррозии в таких средах, как атмосфера, вода, пар.
Азотированные стали сохраняют высокую твердость, в отличие от цементованных, до сравнительно высоких температур (500…520°С). Азотированные изделия не коробятся при охлаждении, так как температура азотирования ниже, чем цементации. Азотирование сталей широко применяют в машиностроении для повышения твердости, износостойкости, предела выносливости и коррозионной стойкости ответственных деталей, например, зубчатых колес, валов, гильз цилиндров.
Нитроцементация (цианирование) стали
Нитроцементация (цианирование) стали — химико-термическая обработка с одновременным поверхностным насыщением изделий азотом и углеродом при повышенных температурах с последующими закалкой и отпуском для повышения износо- и коррозионной устойчивости, а также усталостной прочности. Нитроцементация может проводиться в газовой среде при температуре 840..860°С — нитроцианирование, в жидкой среде — при температуре 820…950°С — жидкостное цианирование в расплавленных солях, содержащих группу NaCN.
Нитроцементация эффективна для инструментальных (в частности, быстрорежущих) сталей; она используется для деталей сложной конфигурации, склонных к короблению. Однако, поскольку этот процесс связан с использованием токсичных цианистых солей, он не нашел широкого распространения.
Борирование стали
Борирование стали — химико-термическая обработка насыщением поверхностных слоев стальных изделий бором при температурах 900…950°С. Цель борирования — повышение твердости, износостойкости и некоторых других свойств стальных изделий. Диффузионный слой толщиной 0,05…0,15 мм, состоящий из боридов FeB и Fе2В, обладает весьма высокой твердостью, стойкостью к абразивному изнашиванию и коррозионной стойкостью. Борирование особенно эффективно для повышения стойкости (в 2…10 раз) бурового и штампового инструментов.
Цинкование (Zn), алюминирование (Аl), хромирование (Сr), силицирование (Si) сталей
Цинкование (Zn), алюминирование (Аl), хромирование (Сr), силицирование (Si) сталей выполняются аналогично цементации с целью придания изделиям из стали некоторых ценных свойств: жаростойкости, износостойкости, коррозионной устойчивости. В настоящее время все большее распространение получают процессы многокомпонентного диффузионного насыщения
Термомеханическая обработка (ТМО) стали
Термомеханическая обработка (ТМО) стали — совокупность операций термической обработки с пластической деформацией, которая проводится либо выше критических точек (ВТМО), либо при температуре переохлажденного (500… 700°С) аустенита (НТМО). Термомеханическая обработка позволяет получить сталь высокой прочности (до 270 МПа). Формирование структуры стали при ТМО происходит в условиях повышенной плотности и оптимального распределения дислокаций. Окончательными операциями ТМО являются немедленная закалка во избежании развития рекристаллизации и низкотемпературный (Т=100…300 °С) отпуск.
Термомеханическая обработка с последующими закалкой и отпуском позволяют получить очень высокую прочность ( s= 2200…3000 МПа) при хорошей пластичности (d = 6…8%, y= 50…60%) и вязкости. В практических целях большее распространение получила ВТМО, обеспечивающая наряду с высокой прочностью хорошее сопротивление усталости, высокую работу распространения трещин, а также сниженные критическую температуру хрупкости, чувствительность к концентраторам напряжений и необратимую отпускную хрупкость.
ВТМО осуществляется в цехах прокатного производства на металлургических заводах, например, при упрочнении прутков для штанг, рессорных полос, труб и пружин.
Отпуск стали
Отпуск стали смягчает действие закалки, уменьшает или снимает остаточные напряжения, повышает вязкость, уменьшает твердость и хрупкость стали. Отпуск производится путем нагрева деталей, закаленных на мартенсит до температуры ниже критической. При этом в зависимости от температуры нагрева могут быть получены состояния мартенсита, тростита или сорбита отпуска. Эти состояния несколько отличаются от соответственных состояний закалки по структуре и свойствам: при закалке цементит (в троостите и сорбите) получается в форме удлиненных пластинок, как в пластинчатом перлите. А при отпуске он получается зернистым, или точечным, как в зернистом перлите.
Преимуществом точечной структуры является более благоприятное сочетание прочности и пластичности. При одинаковом химическом составе и одинаковой твердости сталь с точечной структурой имеет значительно более высокое относительное сужение, ударную вязкость, повышенное удлинение и предел текучести по сравнению со сталью с пластинчатой структурой.
Отпуск разделяют на низкий, средний и высокий в зависимости от температуры нагрева.
Для определения температуры при отпуске изделия пользуются таблицей цветов побежалости.
| Температура, °С | Цвета каления | Температура, °С | Цвета каления |
|---|---|---|---|
| 1600 | Ослепительно бело-голубой | 850 | Светло-красный |
| 1400 | Ярко-белый | 800 | Светло-вишневый |
| 1200 | Желто-белый | 750 | Вишнево-красный |
| 1100 | Светло-белый | 600 | Средне-вишневый |
| 1000 | Лимонно-желтый | 550 | Темно-вишневый |
| 950 | Ярко-красный | 500 | Темно-красный |
| 900 | Красный | 400 | Очень темно-красный (видимый в темноте) |
Тонкая пленка окислов железа, придающая металлу различные быстро меняющиеся цвета — от светло-желтого до серого. Такая пленка появляется, если очищенное от окалины стальное изделие нагреть до 220°С; при увеличении времени нагрева или повышении температуры окисная пленка утолщается и цвет ее изменяется. Цвета побежалости одинаково проявляются как на сырой, так и на закаленной стали.
При низком отпуске (нагрев до температуры 200-300° ) в структуре стали в основном остается мартенсит, который, однако, изменяется решетку. Кроме того, начинается выделение карбидов железа из твердого раствора углерода в альфа-железе и начальное скопление их небольшими группами. Это влечет за собой некоторое уменьшение твердости и увеличение пластических и вязких свойств стали, а также уменьшение внутренних напряжений в деталях.
Для низкого отпуска детали выдерживают в течение определенного времени обычно в масляных или соляных ваннах. Если для низкого отпуска детали нагревают на воздухе, то для контроля температуры часто пользуются цветами побежалости, появляющимися на поверхности детали.
| Цвет побежалости | Температура, °С | Инструмент, который следует отпускать |
|---|---|---|
| Бледно-желтый | 210 | — |
| Светло-желтый | 220 | Токарные и строгальные резцы для обработки чугуна и стали |
| Желтый | 230 | Тоже |
| Темно-желтый | 240 | Чеканы для чеканки по литью |
| Коричневый | 255 | — |
| Коричнево-красный | 265 | Плашки, сверла, резцы для обработки меди, латуни, бронзы |
| Фиолетовый | 285 | Зубила для обработки стали |
| Темно-синий | 300 | Чеканы для чеканки из листовой меди, латуни и серебра |
| Светло-синий | 325 | — |
| Серый | 330 | — |
Появление этих цветов связано с интерференцией белого света в пленках окисла железа, возникающих на поверхности детали при ее нагреве. В интервале температур от 220 до 330 ° в зависимости от толщины пленки цвет изменяется от светло-желтого до серого. Низкий отпуск применяется для режущего, измерительного инструмента и зубчатых колес.
При среднем (нагрев в пределах 300-500°) и высоком (500-700°) отпуске сталь из состояния мартенсита переходит соответственно в состояние тростита или сорбита. Чем выше отпуск, тем меньше твердость отпущенной стали и тем больше ее пластичность и вязкость.
При высоком отпуске сталь получает наилучшее сочетание механических свойств, повышение прочности, пластичности и вязкости, поэтому высокий отпуск стали после закалки ее на мартенсит назначают для кузнечных штампов, пружин, рессор, а высокий — для многих деталей, подверженных действию высоких напряжений (например, осей автомобилей, шатунов двигателей).
Для некоторых марок стали отпуск производят после нормализации. Этот относится к мелкозернистой легированной доэвтектоидной стали (особенно никелевой), имеющий высокую вязкость и поэтому плохую обрабатываемость режущим инструментом.
Для улучшения обрабатываемости производят нормализацию стали при повышенной температуре (до 950-970°), в результате чего она приобретает крупную структуру (определяющую лучшую обрабатываемость) и одновременно повышенную твердость (ввиду малой критической скорости закалки никелевой стали). С целью уменьшения твердости производят высокий отпуск этой стали.
Дефекты закалки
К дефектам закалки относятся:
- трещины,
- поводки или коробление,
- обезуглероживание.
Главная причина трещин и поводки — неравномерное изменение объема детали при нагреве и, особенно, при резком охлаждении. Другая причина — увеличение объема при закалке на мартенсит.
Трещины возникают потому, что напряжения при неравномерном изменении объема в отдельных местах детали превышают прочность металла в этих местах.
Лучшим способом уменьшения напряжений является медленное охлаждение около температуры мартенситного превращения. При конструировании деталей необходимо учитывать, что наличие острых углов и резких изменений сечения увеличивает внутреннее напряжение при закалке.
Коробление (или поводка)возникает также от напряжений в результате неравномерного охлаждения и проявляется в искривлениях деталей. Если эти искривления невелики, они могут быть исправлены, например, шлифованием. Трещины и коробление могут быть предотвращены предварительным отжигом деталей, равномерным и постепенным нагревом их, а также применением ступенчатой и изотермической закалки.
Обезуглероживание стали с поверхности — результат выгорания углерода при высоком и продолжительном нагреве детали в окислительной среде. Для предотвращения обезуглероживания детали нагревают в восстановительной или нейтральной среде (восстановительное пламя, муфельные печи, нагрев в жидких средах).
Образование окалины на поверхности изделия приводит к угару металла, деформации. Это уменьшает теплопроводность и, стало быть, понижает скорость нагрева изделия в печи, затрудняет механическую обработку. Удаляют окалину либо механическим способом, либо химическим (травлением).
Выгоревший с поверхности металла углерод делает изделия обезуглероженным с пониженными прочностными характеристиками, с затрудненной механической обработкой. Интенсивность, с которой происходит окисление и обезуглерожевание, зависит от температуры нагрева, т. е. чем больше нагрев, тем быстрее идут процессы.
Образование окалины при нагреве можно избежать, если под закалку применить пасту, состоящую из жидкого стекла — 100 г, огнеупорной глины — 75 г, графита — 25 г, буры — 14 г, карборунда — 30 г, воды — 100 г. Пасту наносят на изделие и дают ей высохнуть, затем нагревают изделие обычным способом. После закалки его промывают в горячем содовом растворе. Для предупреждения образования окалины на инструментах быстрорежущей стали применяют покрытие бурой. Для этого нагретый до 850°С инструмент погружают в насыщенный водный раствор или порошок буры
Антикоррозионная обработка изделий после термической обработки
После термической обработки, связанной с применением солей, щелочей, воды и прочих веществ, могущих вызывать при длительном хранении изделий коррозию, следует провести антикоррозионную обработку стальных изделий, заключающуюся в том, что очищенные, промытые и высушенные изделия погружают на 5 минут в 20 — 30% водный раствор нитрита натрия, после чего заворачивают в пропитанную этим же раствором бумагу.
В таком виде изделия могут храниться длительное время
Отжиг стали

Отжиг стали необходим для изменения свойств сплавов. Сначала изделие нагревают выше критической температуры, а затем медленно охлаждают. Такая операция термообработки позволяет получить однородную структуру, снять внутренние напряжения в металле, снизить твердость.
Температура нагрева зависит от химического состава стали и цели отжига. Время нагрева и остывания зависит от размеров изделия и, соответственно, веса. Для точности операции применяют справочные материалы и расчетные методы. Подробнее о видах отжига стали и особенностях технологии читайте в нашем материале.
Отжиг сталей первого рода
Различные типы отжига первого рода позволяют запускать гомогенизацию, рекристаллизацию, избавляют от остаточных напряжений, понижают степень твердости стали. Условия для конкретного процесса задаются в соответствии с начальным состоянием металла при помощи определенной температуры. Возможен нагрев в пределах или выше показателей, способствующих протеканию фазовых трансформаций.
Назначением отжига стали является достижение следующих результатов:
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
При отжиге стали горячую заготовку остужают без использования специальных сред, а необходимая степень повышения температуры определяется в соответствии с составом металла и запланированным эффектом.
Гомогенизационный (диффузионный) отжиг
Данный режим отжига создан для легированных сталей и призван уменьшить неоднородность дендритного или внутрикристаллитного характера. Из-за нее при обработке давлением проявляются:
- хрупкость на излом;
- неравномерность характеристик в различных направлениях;
- слоистость излома;
- склонность к растрескиванию;
- недостаточная пластичность, вязкость.
Диффузионный отжиг стали проходит в несколько этапов:
- доведение металла до +1 200 °C, благодаря чему свойства структуры сплава выравниваются по всем направлениям;
- выдержка в течение 15–20 часов;
- быстрое снижение нагрева до +800…+820 °C и последующее постепенное естественное остывание материала.
Гомогенизация позволяет сформировать крупное зерно – его размеры потом уменьшают под воздействием температуры, давления.
Рекристаллизационный отжиг стали
Данный метод обработки подходит для металлов, деформированных посредством давления без повышения температуры. Такой тип отжига сталей нередко выполняет функцию окончательной или промежуточной стадии между этапами холодного деформирования. Основными процессами здесь считаются возврат и сама рекристаллизация.

Под первым понимают любые перемены в тонкой структуре, при которых не наблюдается изменения микроструктуры сплава, иными словами – сохраняются габариты и форма зерен. Все искажения кристаллической решетки восстанавливают нагревом в пределах +300…+400 °С.
Отжиг для снятия напряжений
Этот подход используют для удаления остаточных напряжений, присутствующих в отливках, сварных, резаных изделиях после неоднородного охлаждения, пластического воздействия. Такие напряжения чреваты изменением размеров, деформацией готовых металлических предметов при хранении, транспортировке, использовании по назначению.

Снятие напряжений при помощи отжига стали предполагает использование такой температуры:
Остаточные напряжения удается снизить посредством рекристаллизационного отжига, во время которого происходят описанные выше фазовые трансформации.
Полный отжиг доэвтектоидной стали
Полный отжиг стали предполагает нагрев выше критической точки А3 или окончания перекристаллизации, далее требуется выдержка на протяжении всех фазовых трансформаций и медленное охлаждение.

Превышение на 30–50 °C температуры А3 приводит к тому, что у стали формируется однофазная аустенитная структура с измельченным зерном, обеспечивающая повышенную вязкость и пластичность сплава. Более значительный нагрев вызывает увеличение размеров аустенитного зерна, из-за чего свойства заготовки оказываются хуже.
Температура и продолжительность выдержки зависят от типа изделий, способа их размещения в печи, высоты садки. Чтобы не допустить окисления и выгорания углерода в структуре стали после полного отжига, работу проводят в условиях защитной атмосферы.
Время остывания устанавливается в соответствии с химическим составом металла: чем большую устойчивость переохлажденного перлита он имеет, тем дольше его остужают. По этой причине после отжига температуру углеродистых сталей снижают на 100–150 °C в час, а легированных – всего на 40–60 °C за тот же отрезок времени.
Процесс остужения ускоряют, когда завершен распад аустенита в ферритной области. Для этого металл допускается содержать при естественных условиях. Если отжиг нацелен на удаление напряжений в изделиях, имеющих сложные формы, то обязательным условием становится их постепенное охлаждение в печи.
При помощи полного отжига обрабатывают сортовой прокат, фасонные отливки, поковки из сталей со средним содержанием углерода.
Изотермический отжиг
Данный подход предполагает нагрев как при полном отжиге, с тем лишь отличием, что потом требуется стремительное охлаждение до температуры, находящейся в диапазоне ниже критической точки А1. Чаще всего речь идет о +660…+680 °C. Далее проводится изотермическая выдержка в течение не более шести часов при достигнутых условиях, чтобы обеспечить распад аустенитной структуры. После чего заготовки оставляют остывать в естественных условиях.

Изотермический подход выгодно отличается от полного отжига стали меньшим временем воздействия, что важно при работе с легированными сплавами. Также он обеспечивает предельно однородную структуру по всему объему изделия. Если металл планируется резать, его отжиг проводят при +930…+950 °C, чтобы упростить дальнейшую обработку и обеспечить небольшое увеличение размеров зерен.
Изотермический отжиг обычно используют для поковок и компактного сортового проката из легированной стали. Метод не подходит для крупных садок массой более 20 тонн, так как условия, при которых протекают превращения, оказываются разными на отдельных участках.
Существует специализированная изотермическая обработка (или патентирование), предназначенная для пружинной стали со средним содержанием углерода (0,6–0,9 %). Этим методом проволоку подготавливают к многостадийному обжатию холодным волочением.
В первую очередь, металл доводят до температуры в +900 °C, обеспечивающей полную аустенизацию структуры. Далее заготовку погружают в соль при +450…+600 °C.
В результате такого отжига стали формируются структуры сорбита или тонкопластинчатого троостита, благодаря чему становятся возможны:
- значительные обжатия при протяжке;
- защита от обрывов металла во время деформаций без повышения температуры;
- высокая прочность изделия после завершения волочения.
Неполный отжиг заэвтектоидных сталей
В процессе неполного отжига сталь нагревают, немного выходя за пределы критической температуры А1. Так достигается лучшая обработка резанием легированных и углеродистых сталей, относящихся к заэвтектоидным, то есть с долей углерода свыше 0,8 %.

Отжиг заэвтектоидных сталей требует проведения следующих этапов:
Нормализационный отжиг
Метод нормализации сочетает в себе особенности закалки и отжига. С его помощью обеспечивается меньшая, чем при закалке, хрупкость, и повышенная твердость, недостижимая другими способами отжига стали. Это делает нормализацию распространенным в сфере машиностроения способом обработки деталей.

Нередко к нормализации переходят после прокатного нагрева. При этом металл нагревают:
- до температуры выше А3 на 40–50 °C, если речь идет о доэвтектоидных сталях;
- на 40–50 °C выше Аm, если используются заэвтектоидные марки металла.
Далее фазовые превращения завершаются краткосрочной выдержкой, после чего переходят к охлаждению на воздухе.
При нормализации происходит полная перекристаллизация, измельчение структуры, сформировавшейся в ходе литья, ковки, прокатки, штамповки. При работе с низкоуглеродистыми сталями отдают предпочтение данному методу, а не отжигу, чтобы задать металлу повышенную твердость, качество поверхности, увеличить производительность при резании.
Для ряда легированных марок нормализация с остужением на воздухе выполняет функцию закалки. В рамках этого способа обработки сортовой горячекатаный прокат нагревают высокочастотными токами.
Отжиг на зернистый перлит
Важной характеристикой заэвтектоидных инструментальных сталей с высоким содержанием углерода и структурой пластинчатого перлита является трудная обработка резанием. По этой причине их, как и стали с добавлением легирующих веществ, отжигают на зернистый перлит.
Добиться необходимых свойств стали после отжига и образования зернистого перлита невозможно без точного соблюдения температурного режима: при слишком медленном снижении степени нагрева зерна оказываются крупными, могут встречаться отдельные пластинки перлита, тогда как быстрое охлаждение задает структуру мелкозернистого или точечного перлита.
Дефекты и брак при отжиге и нормализации
После отжига стали и ее нормализации могут появляться дефекты, подлежащие и неподлежащие исправлению. Чаще всего приходится встречаться с такими проблемами:
Окисление
Сталь взаимодействует с печными газами, пока находится в пламенных или электрических печах, из-за чего окисляется, на заготовках появляется окалина. Увеличение температуры, времени выдержки приводит к резкому возрастанию степени окисления. В результате металл угорает, геометрия изделий меняется, сплав приобретает неровную поверхность под окалиной, затрудняется его резание. Избавиться от окалины можно травлением в серной кислоте или при помощи дробеструйных установок.
Обезуглероживание
Это выгорание углерода с поверхности металла при его окислении, которое негативно отражается на прочности конструкционной стали. Изделия с обезуглероженной поверхностью подвержены закалочному растрескиванию, короблению. Ярче всего данный дефект проявляется при отжиге стали в электрических печах.
Избежать подобного изменения свойств металла во время отжига, нормализации и закалки удается благодаря использованию неокисляющих или контролируемых атмосфер. То есть в рабочее пространство печи вводят защитные газы. Контролируемые атмосферы делятся по химическому составу на нейтральные, восстановительные и науглероживающие.
Универсальной и эффективной газовой средой считается эндотермическая, так как подходит для большинства термических и химико-термических операций. Ее создают посредством переработки природного газа в эндотермических генераторах, задавая 20 % СО, 40 % Н2, 40 % N2. Немаловажно, что состав можно регулировать по точке росы.
Перегрев
Пережог
Иногда, чтобы задать стали определенные технологические характеристики, хватает неполного отжига. Могут применяться сложные режимы, требующие больших временных затрат, – их подбирают в соответствии со свойствами металла. На полный отжиг стали может уйти свыше суток, если речь идет о крупных заготовках, причем подавляющая часть времени приходится на нагрев и медленное охлаждение по всем нормам.
Рекомендуем статьи
Подробная информация об отжиге стали содержится в специальной литературе. При некоторых операциях необходимо соблюдать временной и температурный режим с точностью до минут и градусов. Выполнить обработку качественно получится только в муфельной печи, в противном случае будет сложно точно провести отдельные этапы, отталкиваясь в своих действиях лишь от цвета горячего сплава.
Свойства и качества металла зависят в первую очередь от его структуры, для изменения которой прибегают к термической обработке. Узнать о тонкостях, основных методах термического воздействия на сталь и другие материалы, целях их применения можно, углубившись в основы технологии металлов. Предметом этой науки являются приемы и способы создания, обработки металлических материалов.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: