Наварка металла на вал
Обновлено: 27.04.2024
Наплавка валиков – эффективный способ восстановления этих деталей. Но из-за их конструкции технология имеет некоторые особенности, которые мы подробно рассмотрим в этой статье.
1 Особенности наплавки и ее виды
Это один из способов нанесения металлического слоя на поверхность детали путем расплавления реставрационного материала ручной, газовой либо автоматической сваркой. Применяется наплавка в различных целях, но главное ее предназначение – восстановление изношенных деталей и их геометрических размеров. Иногда эту операцию проводят и для повышения качества материала, например, когда хотят улучшить коррозионную стойкость, повысить износоустойчивость, твердость, жаростойкость и т. д.
Огромную роль играет качество шва, ведь по сути он и определяет конечный результат. Дефекты в виде пор, трещин и разных включений недопустимы. Также необходимо придерживаться следующих правил:
- Смешивание основного и присадочного материала должно быть минимальным.
- Чем меньше будет сварочная ванна, тем лучше.
- Припуски на последующую обработку должны находиться в строго заданных пределах.
- Следует свести к минимуму напряжения и остаточные деформации в изделии.

Для восстановления цилиндрических поверхностей допускается использование любого вида наплавки, но большей популярностью пользуется электродуговая и электрошлаковая технология. Первая может осуществляться открытой дугой в среде защитных газов или под слоем флюса. Каждый из этих способов имеет свои плюсы и минусы. Например, при наплавке открытой дугой не нужна специальная защита сварочной ванны. В среде защитных газов или под флюсом получается задавать свойства шва.
Недостатком электродугового метода можно назвать деформацию изделия из-за значительного нагрева. Также после наплавки деталь подвергается закалке, а это может спровоцировать появление горячих трещин. К тому же не обойтись без дополнительной термической обработки. Очень часто износ незначительный, а толщина наплавленного слоя составляет несколько миллиметров, и чтобы изделие соответствовало заданным размерам, потребуется дальнейшая механическая обработка.

Отдав предпочтение вибродуговой наплавке валков можно рассчитывать на высокую производительность, а поверхность получается достаточно твердой даже без последующей термической обработки. По сути, это один из видов электродуговой сварки. Ее особенность – вибрирующий электрод с частотой от 20 до 100 Гц. Этим способом восстанавливают валы диаметром от 8 и до 200 мм.
Электрошлаковая наплавка (ЭШН) отличается высокой производительностью. Отдав предпочтение этому способу, получится обеспечить химическую однородность плакирующего слоя. Он будет иметь и одинаковую структуру на всей площади, что гарантирует равномерный износ детали. Также появляется возможность варьировать геометрию и химический состав шва в широких пределах. К недостаткам следует отнести такие особенности:
- возможность наплавки валов только в одном положении;
- процесс нельзя прерывать;
- материал шва имеет крупнозернистую структуру;
- необходимость в изготовлении технологической оснастки.
2 Область использования
Наплавка цилиндрических поверхностей весьма востребована, ведь это наиболее выгодный способ восстановления дорогостоящего оборудования. Износу подвержены рабочие валки прокатных и обжимных станов. Валы гидротурбин также нуждаются в реставрационных работах. А что уж говорить о машиностроении, где множество деталей имеют именно цилиндрическую форму.

Такие изделия работают в неодинаковых условиях, имеют разные габариты и отличаются по химическому составу. И чтобы подобрать оптимальные режимы, наплавочные материалы и способ восстановления, необходимо учитывать все эти факторы. Например, при восстановлении коленвалов необходимо одновременно решить несколько задач. Во-первых, восстановить размеры шеек. Во-вторых, обеспечить достаточную износостойкость. В-третьих, добиться высоких показателей усталостной прочности. В-четвертых, обеспечить правильную работу всех сопряженных деталей.
3 Способы наплавки цилиндрических изделий
Существует два способа наплавки валов – продольная и круговая. В первом случае валики формируются вдоль оси, а во втором идут по окружности. Продольный метод более целесообразно использовать при работе с длинными деталями, имеющими небольшой диаметр. Поверхность предварительно очищают от ржавчины, грязи, пыли, масляных пятен и влаги, а затем наплавляют первый валик.

Далее прокручивают деталь на 180° и повторно наносят шов. Третий валик наплавляется уже через 90° относительно второго прохода. А чтобы нанести четвертый слой, необходимо опять развернуть цилиндрическую деталь на 180°. Если наплавка валиков происходила под флюсом, то необходимо хорошенько обить защитную корку и зачистить поверхность шва металлической щеткой. Потом наносится защитное покрытие таким образом, чтобы каждый новый проход перекрывал предыдущий.
Швы должны выходить за пределы восстанавливаемой поверхности поочередно, сначала на полдиаметра вала, потом на целый диаметр. Если есть шпоночный паз, то первым восстанавливают его.

При наплавке валов круговым методом деталь постоянно поворачивается вокруг своей оси, поэтому этот способ более сложный в исполнении. Да и понадобится специальное оборудование. Однако этот метод меньше снижает предел усталостной прочности, чем предыдущий. Таким способом обычно наплавляют торец вала, при этом шов накладывают от центра к периферии. Затем следует обработка на токарном станке.
4 Технология наплавки шаг за шагом
Прежде чем приступать непосредственно к наплавочным работам, необходимо подготовить поверхность детали. При повторной наплавке изделия обтачивают на вальцетокарном станке. Если на поверхности детали есть мелкие вмятины, бороздки, растрескивания термического характера, тогда предварительную обточку не проводят. Еще обрабатываемую деталь проверяют на биение, оно не должно превышать 0,3 мм. Все шпоночные пазы необходимо закрыть графитовыми либо медными вставками. Причем последние должны выступать над наплавленным слоем минимум на 1 мм.

Далее по технологии наплавки валов следует предварительный подогрев. Температура зависит от ряда факторов, так, при использовании порошковых материалов изделие нагревают до 370 °C. Если осуществляют наплавку проволокой 30ХГСА, достаточно 250 °C. Флюс обязательно просушивают, если он влажный, тогда необходима перезакалка при температуре 300–400 °C.
Затем деталь зажимается в патроне и оборудование вращает ее с постоянной скоростью, а сварочная головка движется прямолинейно вдоль вала. Расплавленный металл подается капельно и формирует довольно плотный слой. Затем к месту наплавки подают охлаждающую жидкость, насыщенную ионизирующими солями, которые благоприятно влияют на горение дуги.

При ЭШН технология немного иная. Оплавление присадочного и основного материала происходит в шлаковой ванне. Через нее пропускают сварочный ток, который нагревает соединяемые материалы. При этом жидкий шлак имеет меньшую плотность и постоянно находится сверху шва, тем самым защищая его от воздуха. Кроме того, присадочный материал, проходя в жидком состоянии слой шлака, очищается от всех вредных примесей.
5 Какими должны быть оборудование и материалы?
Теперь пришло самое время поговорить про оборудование, нужное для наплавки валов. Установка для восстановления прокатных валов состоит из люнетов для поддержки изделия; механизма, обеспечивающего вращение вала и сварочной головки АБС; источников питания и электронагревателя. Сварочную головку подвешивают на специальных направляющих и путем перестановки сменных шестерен регулируют скорость ее перемещения. Такое оборудование посредством специального пульта предусматривает управление процессом подачи наплавочного материала, скоростью передвижения головки, вылетом электрода.

А вот изменять угол наклона подачи сварочной проволоки, а также обеспечивать перемещение головки поперек валков оборудование позволяет только вручную. Флюс засыпают в специальный бункер, откуда он и подается. Электронагреватель состоит из двух полукорыт. Очень важно обеспечить свободное перемещение этого узла к любому участку. С этой целью нижнее полукорыто устанавливают на специальную тележку.
Правильно подобрать способ и наплавочный материал можно только после тщательного анализа условий работы и иных особенностей обрабатываемого изделия. Для восстановления стальных валков для станов горячей прокатки нашла свое применение порошковая проволока ПП-Нп-35В9Х3СФ. Этот материал может обеспечить прекрасную износостойкость, однако его стоимость велика, так как в состав входит 10% дорогого вольфрама. А вот для ремонта рабочих элементов обжимных станов и наплавки коленчатых валов прекрасно подойдет и более дешевая проволока Нп-30ХГСА.

Наплавка валиков со сложными калибрами производится специальными материалами из дисперсионно-твердеющих или мартенситно-стареющих сталей, тогда слой прекрасно поддается механической обработке. Это обусловлено их твердостью, которая составляет 28–35 HRC. После закалки это значение возрастает почти в два раза.
Восстановление деталей сваркой и наплавкой
По статистике при восстановлении деталей в 60% случаев используется сварка и наплавка. Сваркой устраняют механические повреждения. Наплавкой восстанавливают изношенные поверхности деталей.

Сущность восстановления сваркой и наплавкой
Оба метода основаны на тепловом воздействии, отличаются только настройки используемого оборудования. Наплавка ― это нанесение на поверхность деталей слоя из сплава основного и присадочного металла. Наплавкой восстанавливают не только геометрические размеры, но также наносят покрытия для повышения жаростойкости, прочности, износоустойчивости и т. д. Процедура выполнятся на поверхности любой формы― от плоской до конической и сферической.
Сварка ― это процесс создания соединения металлических элементов методом плавления или давления. Этим способом заделывают трещины, сколы, отверстия от пробоин, крепят отломившиеся элементы. С такими повреждениями рам, поддонов, кузовов, обоих мостов постоянно сталкиваются при ремонте автомобилей. Сварку также применяют совместно с другими восстановительными процедурами.
Для качественного восстановления деталей сваркой и наплавкой необходимо:
- не допускать сильного смешивания основного металла с наносимым;
- плавить основной металл на минимальную глубину;
- не делать больших припусков на последующую обработку;
- принимать меры по снижению остаточных напряжений и деформации.
Подготовка деталей
Перед восстановлением детали сваркой или наплавкой с поверхности удаляют ржавчину, окалину, грязь металлической щеткой или пескоструйной обработкой до блеска. Обезжиривание выполняют растворителем или нагревом поверхности до 300⁰C. На кромках закрепляемых элементов снимают фаски. У трещин разделывают края под углом 120 — 140⁰, на концах сверлят отверстия диаметром 3 — 4 мм. Глухие трещины углубляют насквозь, чтобы газы при сварке не образовывали поры.
С деталей, которые уже восстанавливались, сначала удаляют остатки нанесенного ранее слоя. Затем проводят процедуру очистки. Если износ не больше 1 мм, с места восстановления снимают слой на глубину 0,5 — 1 мм шлифовальным кругом или резцом. Это обеспечит однородность структуры нанесенного сплава.
Электродуговая сварка и наплавка
Это самая распространенная технология восстановления в промышленности и на дому. Она легко выполняется на обычном сварочном оборудовании. Работу выполняют плавящимися покрытыми электродами и неплавящимися с присадочной проволокой.
Качество конечного результата определяется параметрами электродов. Для ремонта сваркой площадь поперечного сечения стержней выбирают в зависимости от размера повреждения, толщины металла. Для создания слоя с заданными параметрами выбирают марки электродов с легирующими присадками. Они могут содержаться в металле и обмазке стержней.

Наплавку на детали из низкоуглеродистых сталей, которые не подвергались термической обработке, проводят сварочными электродами. Форму изделий из закаленной легированной, высокоуглеродистой стали восстанавливают наплавочными электродами с присадками или стержнями из твердых сплавов. Ими же наносят слои на режущие кромки инструмента для обработки металла.
Важно!
Для предотвращения деформирования, детали из высокоуглеродистой легированной стали предварительно нагревают до 300⁰C.
После окончания работы проводят отпуск для снятия внутренних напряжений в сварочных швах. Для низкоуглеродистой, низколегированной стали предварительный нагрев не требуется.
На цилиндрическую поверхность валики накладывают тремя способами:
- в виде спиралей;
- в форме замкнутых окружностей;
- параллельно оси вращения.
На плоские поверхности наплавляют рядом расположенные широкие валики либо узкие с перекрытием 0,3 — 0,5 по ширине. На место большого износа сначала накладывают слой из низколегированной стали. Наплавку и сварку элементов небольшой толщины выполняют на постоянном токе обратной полярности. Толстостенные детали сваривают переменным или постоянным током с прямой полярностью.
Восстановление деталей в среде защитных газов
Этим способом восстанавливают детали наплавкой и сваркой толщиной от 0,6 мм и валов диаметром до 5 см. Поступающий под давлением к месту сварки газ защищает расплавленный металл от соприкосновения с воздухом. Самые качественные швы получаются в среде аргона или гелия, однако из-за их высокой цены чаще пользуются углекислым газом. В среде азота восстанавливают детали из меди.
При нагреве до высокой температуры из углекислого газа выделяется кислород, который способствует выгоранию углерода, марганца, кремния. Поэтому для работы со сталью применяют сварочную или присадочную проволоку с высоким содержанием этих элементов. Выбор диаметра в диапазоне 0,5 — 2,5 мм зависит от толщины деталей. Наплавку на нержавеющую сталь проводят проволокой из нержавейки, желательно той же марки.
Восстановление в среде углекислого газа выполняют на постоянном токе обратной полярности. Чтобы процесс протекал стабильно, выбирают сварочное оборудование с жесткими характеристиками. Автоматической наплавкой восстанавливают детали диаметром от 10 мм из низкоуглеродистых сортов стали.
Подачу проволоки настраивают так, чтобы не возникали короткие замыкания или обрывы дуги. Скорость наплавки определяется по толщине создаваемого слоя. Валики накладывают с шагом 2,5 — 3,5 мм.
Сварка и наплавка под слоем флюса
Восстановление этим способом проводят электрической дугой, которая горит под расплавленным флюсом. Таким образом, создается эластичная оболочка, защищающая расплавленный металл от соприкосновения с воздухом. Флюсы также поддерживают стабильность горения дуги, раскисляют, легируют, рафинируют наплавляемый металл.
Для сварки и наплавки применяют два вида флюсов:
- Керамические, состоящие из металлических и неметаллических компонентов, что позволяет проводить легирование в большом диапазоне.
- Плавленые не содержат металлических компонентов, поэтому возможности легирования ограничены десятыми долями процента. По сравнению с керамическими видами эти флюсы дешевле, лучше защищают, со швов легче отделяется шлак. Плавлеными флюсами с высоким содержанием кремния пользуются при нанесении слоев из углеродистых, низколегированных сортов стали.

Наплавку металла под флюсом проводят сварочной проволокой без покрытия. Диаметр (1 — 6 мм) определяют по толщине создаваемого слоя, формы валиков, габаритов деталей. Чтобы увеличить производительность, восстановление ведут ленточными электродами шириной до 10 см или одновременно двумя проволоками с подачей разными механизмами.
Восстановление выполняют на постоянном токе с обратной полярностью. На круглых деталях валики располагают с шагом 2 — 6 диаметра проволоки. Для уменьшения деформации на плоской поверхности наплавку ведут через валик или поочередно на разных участках.
Другие способы восстановления
Также популярны альтернативные методы восстановления:
- Вибродуговая наплавка отличается от обычной электросварки тем, что электрод кроме поступательного движения совершает перпендикулярные колебания частотой 90 — 100 кол/сек. В ходе процесса металл переносится мелкими каплями в сварочную ванну небольшого размера. Этим достигается незначительная глубина проплава, высокая прочность сцепления материала электрода с металлом детали.
- Пламенная наплавка проводится за счет нагрева основного металла и присадочной проволоки струей ионизированного газа, направляемой в рабочую зону соплом горелки.
- Электроконтактную наплавку выполняют методом пластической деформацией после нагрева металла детали и присадочного материала импульсным током. Отличается высокой производительностью (до 150 см²/мин), незначительным термическим воздействием, малым проплавлением.
Перспективными считают способы наплавки (сварки), прошедшие экспериментальную проверку:
- электронно-лучевая;
- высокочастотным током;
- лазерная;
- пропиткой композиционных сплавов;
- взрывом;
- самораспространяющимся высокотемпературным синтезом.
Особенности восстановления деталей из чугуна
Сложность восстановления чугунных деталей связана с тем, что при быстром остывании шов становится чрезмерно хрупким, так как в металле остается много углерода. Поскольку у материалов деталей и швов коэффициенты усадки разные, во время и после окончания сварки образуются трещины. При высокой температуре углерод и кремний выгорают с образованием шлака и газов, которые при быстром остывании остаются внутри швов в виде пор, включений.
Для получения прочных однородных швов восстановление выполняют методом горячей сварки. Деталь предварительно медленно нагревают до 650 — 700⁰C в течение 1,5 — 2 часов в печи. Затем переносят в термос, чтобы температура во время работы не упала ниже отметки 500⁰C. Сварку или нанесение слоя ведут через люк. После окончания восстановления деталь отжигают при 600 — 650⁰C в печи или термосе. Инструкция рекомендует снижать температуру со скоростью 50 — 100⁰C/час.
Обратите внимание!
Если ремонт выполняют газовой горелкой, в качестве присадочного материала применяют стержни из чугуна.
Электросварку проводят чугунными электродами с покрытием, в состав которого входит до 50% графита. Из-за низкой производительности, сложности оборудования, этим способом пользуются редко.
Восстановление холодной сваркой выполняют без предварительного нагрева. Поэтому принимают меры для предотвращения деформирования и образования дефектов. Газовой горелкой чугун плавят медленно, но без перегрева. Электросварку проводят постоянным током обратной полярности, диаметр электродов 3 — 4 мм. Валики при наплавке накладывают вразброс участками по 40 — 50 мм. Прежде чем начать следующий, предыдущий шов охлаждают до 50 — 60⁰C.
В зависимости от решаемых задач для холодной сварки применяют присадочные стержни и электроды:
- чугунные;
- стальные;
- комбинированные;
- пучковые;
- монелевые;
- медно-стальные.
При восстановлении деталей, следует учитывать, что независимо от метода наплавки, нанесенный металл будет неоднороден по механическим параметрам, структуре, химическому составу. Поэтому если деталь работает в условиях больших нагрузок, рекомендуется заменить ее новой.
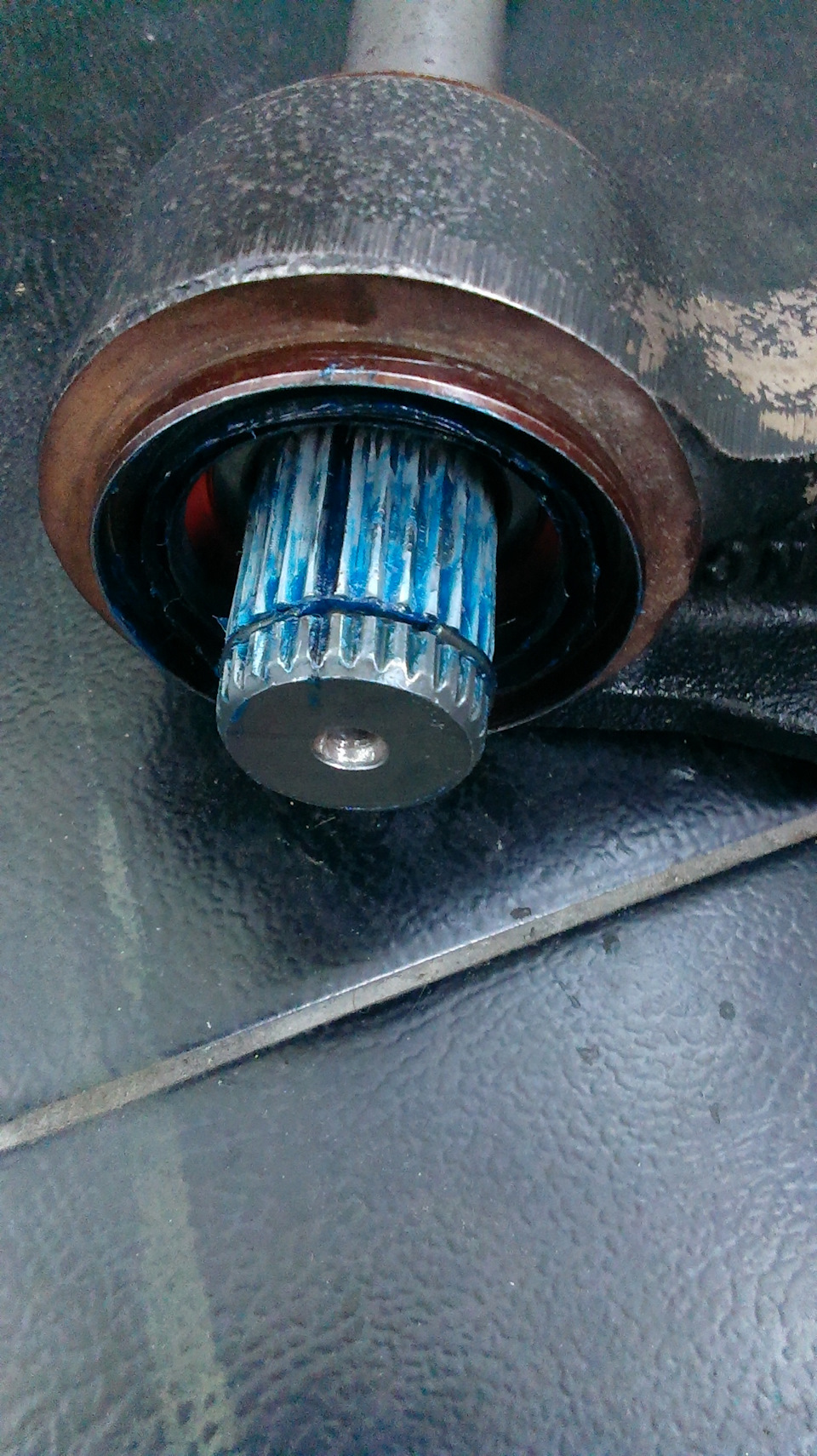
Восстановление шлицев на промвале — смекалочка и космические технологии

Интересный пост. Расскажу как я восстановил шлицы на промвалу. Как обычно, дешево и сердито, с использованием космических технологий и смекалочки.
Известная проблема спектр — износ шлицов на промвале правого привода. В результате внутренний шрус начинает болтаться, начинаются стуки и вибрации. На замену установил цельный привод Dashi DCB193R, но неизвестно сколько он прослужит т.к. были нарекания по качеству. Так что родной привод хотелось восстановить.
На удачу, в городе есть мастер с аппаратом для напыления металла. Аппарат называется димет. И пришла такая идея — напылить на шлицы немного металла а потом заколотить вал в стакан шруса. Вот и все, если коротко.
1) Готовим вал к напылению. С помощью съемника подшипников снял кронштейн и подшипник с вала. Посадочное место подшипника тщательно замотал изолентой чтобы на него ничего не напылилось. Канавку под стопорное кольцо тоже замотал, так же как и начало шлицов (они будут служить направляющими). Здесь на шлицах уже видно первое, пробное, напыление:


3) После напыления, не надевая подшипника, первый раз набил стакан шруса. Для того чтобы снять стружку. Набивал на горячую, со смазкой. Предварительно отметил положение чтобы второй раз набивать в том же положении.
4) После того как первый раз набил и сбил стакан шруса, напрессовал новый подшипник (не забываем пыльник). Вот он вал, на шлицах видны слиды набивки шруса:

5) Купил хороший дорогой подшипник NTN чтобы ходил подольше. Вот его параметры:


6) Запрессовал вал с подшипником в кронштейн. Тут вообще легко получилось — подогрел кронштейн в кастрюле с кипящей водой, подшипник зашел сам, забивать ничего не пришлось. Вот вал подготовлен к окончательной набивке шруса. Шлицы смазаны, установлено стопорное кольцо, отмечено положение:
7) Все, снова нагрел стакан и набил в том же положении в котором и в первый раз. Стакан сидит плотно, ничего не болтается. Все пыльники живые. Результат:



В общем вот, теперь, если Dashi подведет, у меня уже имеется запасной привод на подмену. Ну а сколько это проходит — время покажет.
Восстановление деталей наплавкой – какие способы существуют?
Восстановление деталей наплавкой – это методика, которая дает возможность вернуть тому или иному изделию его первоначальные характеристики, а в некоторых случаях даже придать ему новые особые качества.
1 Восстановление деталей методом наплавки – суть технологии
Под наплавкой принято понимать операцию нанесения на поверхность восстанавливаемого изделия из основного металла слоя присадочного расплавленного металла. В ходе такого процесса нужно добиться расплавления основного материала на незначительную глубину, чтобы получить гомогенный состав.

Наплавка выполняется на всех без исключения поверхностях, начиная от конических и плоских и заканчивая сферическими и цилиндрическими.
Конечной целью описываемой процедуры обычно является восстановление исходных геометрических параметров обрабатываемого изделия. Но кроме того, наплавка позволяет произвести качественное упрочнение валов и других деталей, придать им новые формы, создать на поверхности дополнительный слой с конкретными механическими и физическими показателями (например, высокая жаростойкость, износостойкость, твердость, коррозионная стойкость, антифрикционность и так далее).
Технология наплавки по своей сути примерно идентична процессу сварки. По своим задачам они одинаковы, так как цель работ в обоих случаях - получение шва без ненужных включений, трещин, пор, а также защита наплавляемого материала от атмосферных газов. Когда выполняется восстановление деталей сваркой и наплавкой (а также их упрочнение), важно придерживаться ряда требований, а именно:
- следует добиваться минимального смешивания основного и наплавляемого материала;
- основной металл нужно проплавливать на как можно меньшую глубину;
- припуски на обработку изделий, которая будет производиться после наплавки, важно уменьшать до приемлемых показателей;
- необходимо обеспечивать наименьшие остаточные деформации и напряжения в изделии.

Сейчас наплавка валов и деталей выполняется различными способами. Существуют такие виды наплавки:
- порошковая;
- импульсно-дуговая;
- индукционная;
- газовая;
- вибродуговая;
- электродуговая;
- плазменная;
- электрошлаковая.
2 Электродуговая восстановительная наплавка электродами с покрытием
Данный вид выполнения наплавочной процедуры считается самым распространенным. Подобная наплавка демонстрирует отличные результаты не только на промышленных объемах, но и в домашних условиях. Она очень удобна и проста, а главное – для нее не нужно приобретать какое-либо особое оборудование.
При электродуговом восстановлении важно правильно подобрать электрод, чтобы он смог сформировать наплавочный слой с требуемыми параметрами. Сечение стержня определяет форма и толщина детали, которую предстоит обработать, а конкретный тип электрода выбирается в зависимости от состава наплавляемого металла.
Стальные изделия в большинстве случаев восстанавливают рассматриваемым в статье способом в нижнем положении электрода током обратной полярности. При этом обязательно следует подготовить основной металл к процедуре, очистив его поверхность от ржавчины, остатков масла и прочих загрязнений.

Восстановление валов из низколегированных и низкоуглеродистых сталей производят чаще всего без их нагрева. А вот детали из других марок стали нередко подогревают (предварительно), а затем снимают с них внутренние напряжения, проводя их термическую обработку. Температура предварительного подогрева – от 300 градусов.
Наплавочные швы могут располагаться по-разному. Когда обработке подвергаются цилиндрические изделия, используются три основные схемы:
- валики идут по винтовой линии;
- валики по окружностям замкнутого типа;
- валики вдоль образующей.
Первый способ считается оптимальным в тех случаях, когда наплавка ведется механизировано.
При работе с плоскими поверхностями говорят о двух распространенных схемах, предполагающих применение:
- широких валиков (движения электрода в поперечном направлении делаются увеличенными);
- узких валиков (они перекрывают друг друга примерно на треть своей ширины).
Восстановление "особых" деталей сваркой и наплавкой (например, элементов конструкций, функционирующих при повышенных нагрузках, измерительных и режущих приспособлений) может осуществляться твердыми сплавами, а не обычным металлом. В таких сплавах обычно присутствуют соединения никеля, кобальта, бора, железа, углерода с хромом, танталом, титаном, марганцем.

Если указанные изделия имеют большой показатель износа, перед основной наплавкой выполняют предварительную, используя сварные стержни, сделанные из стали с малым содержанием углерода. А вот в тех случаях, когда изготавливают новые режущие и измерительные приспособления с наплавкой твердосплавного типа, основанием для них служат заготовки из легированных и углеродистых марок стали.
Восстановление специального инструмента, как правило, выполняют следующими видами электродов:
А вот детали, работающие в сложных условиях, наплавляют стержнями Т-620, ОЗН-300М, Т-590, ОЗН-7М, ОМГ-Н.
3 Особенности наплавки в газовой защитной атмосфере
Восстановление валов и других изделий по технологии TIG (применяются присадочные прутки и сварочные стержни из вольфрама) и MIG/MAG (проволока подается автоматизировано) также широко применяется в настоящее время. Указанные методы предполагают использование азота, углекислоты, аргона или гелия в качестве защитного газа.
Азот обычно применяется при восстановлении медных деталей, а вот для валов и изделий из углеродистых сплавов чаще используют углекислый газ (при этом нужна раскисляющая проволока с включением кремния и марганца). Вольфрамовые неплавящиеся стержни применяют для восстановления в гелиевой либо аргоновой среде. Композиции на базе алюминия и магния, а также высоколегированные стали наплавляют в смеси гелия и аргона (изредка эти газы используются и отдельно).

Наплавочную операцию по технологии TIG следует выполнять так, чтобы металл разбрызгивался незначительно. Выполняется это условие тогда, когда процесс ведется короткой дугой на прямой полярности, которая не позволяет электроду из вольфрама оплавляться. А вот MIG/MAG-технология осуществляется на токе обратной полярности.

При восстановлении деталей из нержавеющей стали необходимо использовать проволоку из нержавейки. Полуавтоматическая наплавка низколегированных и углеродистых сплавов всегда производится двумя видами проволоки:
- типа Нп (50, 40, 30ХГСА);
- типа Св (08Г2С, 08ГС и др.).
Первые проволоки относят к специальным, вторые характеризуются сплошным сечением.
4 Восстановление деталей под слоем флюса – достоинства и недостатки
Данный метод оптимален для наплавки крупных по диаметру и геометрическим размерам валов, а также других деталей:
- лопастей смесительных агрегатов;
- компонентов ходовой части экскаваторов и тракторов;
- элементов камнедробильного оборудования и специальных агрегатов.
Восстановление под слоем флюса предполагает, что электродуга горит между наплавляемым изделием и концом проволоки. Сама проволока поступает на участок обработки со специального устройства подачи. В эту же зону подается и флюс, создающий оболочку с высокими эластичными свойствами. Эта оболочка не дает азоту и кислороду из воздуха проникать в расплавленный материал.

Флюсы для наплавки бывают двух типов:
- Керамические. Состоят из различных компонентов – газо- и шлакообразующих, стабилизирующих, а также легирующих добавок. К таким флюсам относят составы серии "АНК" (19, 18).
- Плавленые. В них отсутствуют легирующие элементы, поэтому при их применении восстановленный слой не имеет высокого показателя твердости. Часто используемые плавленые флюсы – ОСЦ-45 и АН-348А.
Достоинства использования флюса для наплавки:
- высокое качество полученного слоя по показателям плотности и однородности с заданными характеристиками и химсоставом;
- отличная стабильность процесса восстановления и его высокая производительность;
- возможность наплавления слоев существенной толщины (до 8 и более миллиметров).
К недостаткам данного метода восстановления валов и прочих изделий относят следующие факты:
- нельзя получить слои меньше 1,5 миллиметров;
- сложности при наплавке деталей с малым (до 5 сантиметров) сечением из-за того, что расплавленная ванна и флюс практически не держатся на поверхности обрабатываемых изделий;
- физико-механические характеристики деталей изменяются, что обусловлено глубоким и быстрым нагревом при восстановлении (в ряде случаев отмечается и деформация изделий).
5 Кратко о других популярных методах наплавки
Высококачественное упрочнение и восстановление валов (как и иных деталей) также может выполняться при помощи вибрирующего электрода. Сам процесс в данном случае называют вибродуговой наплавкой. Она отличается от рассмотренной выше наплавки под флюсом тем, что конец сварочного стержня колеблется по отношению к восстанавливаемой поверхности перпендикулярно.

Отличный уровень сцепления основного материала и наплавленного слоя достигается при плазменной наплавке, которая выполняется струей плазмы. Такая струя представляет собой пучок высокоионизированного горячего газа, формирующегося в специальной горелке.

В последнее время набирает популярность электроконтактный способ наплавки. Он имеет очень высокую производительность (за минуту восстанавливается до 150 квадратных сантиметров поверхности изделия) и характеризуется несущественным тепловым влиянием и малой глубиной проплавления.
Как восстановить прослабленный вал под подшипник
Заклинивший подшипник может проворачиваться на валу, постепенно стирая его на доли миллиметров. Если его сразу не поменять, то в дальнейшем новый подшипник уже не встанет, поэтому потребуется наращивание прохудившегося вала. Обычно это делают электросваркой и потом обрабатывают деталь на токарном станке. В том случае, когда такой способ неприемлемый, можно воспользоваться методом электроискровой микросварки.

Материалы и инструменты:
- наждачная бумага;
- кусок электрода d3 мм без покрытия;
- дрель;
- источник питания 10-15В, 5-10А;
- фиксатор цилиндрических соединений.

Наплавление вала





К нему сбоку подсоединяется провод от источника питания. Полярность не имеет значения. Его можно закрепить зажимом крокодил или просто намотать. Второй провод от источника питания закрепляется на валу. Его следует фиксировать на малозначимом месте, которое можно немного повредить наплавлением.
На источник питания подается напряжение, после этого запускается дрель. Вращающийся электрод с зафиксированным проводом прикладывается к валу в месте наращивания. В результате происходит процесс микросварки. Металл из электрода направляется на вал. Это происходит очень медленно и тонким слоем. Проводя электродом по валу без пропусков за один слой можно наложить примерно 0,05-0,1 мм толщины.



После наварки каждый слой необходимо отшлифовать наждачной бумагой, чтобы убрать шлак. Слои накладываются повторно, пока вал не приобретет необходимую толщину. Таким образом, даже при незначительном износе в 1 мм придется накладывать как минимум 10 слоев.


Восстановив необходимую толщину и повторно прошлифовав вал наждачкой, наносится фиксатор цилиндрических соединений.




Жидкий фиксатор заполнит все поры в наваренном металле и щель между валом и подшипником. После застывания он обеспечит очень хорошую дополнительную фиксацию. Благодаря этому обойма нового подшипника уже не будет проворачиваться, а станет ровно без люфта.
Смотрите видео
Читайте также: