Ножницы гильотинные пневматические по металлу
Обновлено: 19.05.2024
Каталог товаров и услуг, где вы можете купить ножницы гильотинные пневматические среди 102 предложений поставщиков в России. Уточняйте оптовые и розничные цены на ножницы гильотинные пневматические, наличие на складе, стоимость доставки в ваш регион у компании поставщика.
Ножницы гильотинные пневматические ( 800мм х 1,5мм)
Ножницы гильотинные пневматические ( 800мм х 1,5мм) максимальная ширина реза 800мм максимальная толщина листа 1,5мм Рабочее состояние, можно включить .
Ножницы гильотинные пневматические
Ножницы гильотинные пневматические прецизионные предназначены для резки листового и рулонного материала на заготовки различной длины и ширины от 100 до 1000 мм. На ножницах возможна резка материалов: сталь, цветной металл, изоляционных и т. д. Ножницы гильотинные могут эксплуатироваться самостоятельно и могут входить в состав автоматизированного .
. реза 800мм максимальная толщина листа 1,5мм Ножницы гильотинные пневматические ( 800мм х 1,5мм) максимальная ширина реза 800мм максимальная толщина листа 1,5мм Ножницы гильотинные пневматические ( 800мм х 1,5мм) максимальная ширина реза 800мм максимальная толщина листа 1,5мм Ножницы гильотинные пневматические ( 800мм х 1,5мм) максимальная ширина .
Продам НГ-3 ножницы гильотинные пневматические. в Ярославле
Техномаш ООО | Ярославль
Ножницы гильотинные пневматические НГ-3. Год выпуска 1993. Могут рубить лист до 2мм на ширину 800мм. В отличном состоянии, с проверкой в работе. Для работы требуется только подведение воздуха. Находятся в Ярославле, в наличии два станка. Стоимость 40 000 рублей с НДС 18%.
Ножницы гильотинные Н3121 12х2000мм после ремонта.
Продаём после капитального ремонта ножницы гильотинные пневматические Н3121 12х2000мм. Изготавливаем ножи к гильотинным ножницам . Бронзовые подшипники скольжения. Поставка запасных частей и комплектующих к гильотинным ножницам .
Ножницы гильотинные Н3118, Н3121 ремонт, продажа.
. запасных частей. Продаём ножницы гильотинные после капитального ремонта. Продаём ножницы гильотинные после капитального ремонта. Ножницы гильотинные механические СТД-9 4х2500, 6х2500мм. Ножницы гильотинные механические Н3118 6х2000мм. Ножницы гильотинные пневматические Н3121 12х2000мм. Ножницы гильотинные механические Н3121 12х2500мм .
Ножницы гильотинные Н3121 после капитального ремонта.
Продаём ножницы гильотинные пневматические Н3121 12х2000мм после ремонта. ООО ТПЗ специализируется на капитальном ремонте гильотинных ножниц . Поставке запасных частей и комплектующих. Продаём станки после капитального ремонта.
Ножницы гильотинные после капитального ремонта Н3121 12х2000мм.
ООО ТПЗ специализируется на ремонте гильотинных ножниц . Изготовлении ножей к гильотинным ножницам . Поставкой запасных частей и комплектующих. Продаём ножницы гильотинные пневматические после капитального ремонта модели Н3121 12х2000мм. На оборудование прошедшие капитальный ремонт распространяется гарантия 6 месяцев.
Ножницы гильотинные стд-9, нк3418, н3118, н3121 продаём после ремонта.
. . Ножницы гильотинные механические стд-9а 6х2500мм. Ножницы гильотинные механические н3118 6х2000мм. Ножницы гильотинные пневматические нк3418 6х2000мм. Ножницы гильотинные пневматические нк3418а 6х3150мм. Ножницы гильотинные пневматические н3218а 6х3150мм. Ножницы гильотинные пневматический н3121 12х2000мм. Ножницы гильотинные механические .
Продаём ножницы гильотинные НК3418 после капитального ремонта
Ножницы гильотинные капитальный ремонт.
. Ножницы гильотинные пневматические нд3316 4х2000мм. Ножницы гильотинные пневматические нд3318 6х2000мм. Ножницы гильотинные пневматические нк3418 6х2000мм. Ножницы гильотинные пневматические нк3418а 6х3150мм. Ножницы гильотинные пневматические н3218а 6х3150мм. Ножницы гильотинные механические н3118 6х2000мм. Ножницы гильотинные пневматические .
Ножницы гильотинные механические стд-9 6х2500мм.
Ножницы гильотинные Н478 16х2200мм после ремонта в Туле
Продаём ножницы гильотинные СТД-9 капитальный ремонт
. : Ножницы гильотинные пневматические н3121 12х2000мм. Ножницы гильотинные механические нг13 13х2000мм. Ножницы гильотинные механические нг16 16х2000мм. Ножницы гильотинные механические н478 16х2200мм. Ножницы гильотинные пневматические н3221 12х3150мм. Ножницы гильотинные пневматические н3222 16х3150мм. Ножницы гильотинные пневматические .
Ножницы гильотинные СТД-9, СТД-9А, СТД-9М, НГ-13, НГ-16, НЛ3418А, Baykal Серия HNC
. Ножницы гильотинные механические НГ-6,3х3000 Ножницы гильотинные ручные НГ 1250 Ножницы гильотинные ручные НГ 1250х1,5 Ножницы кривошипные листовые с наклонным ножом ( гильотина ) НД3314Г Ножницы гильотинные кривошипные НЛ3425 Ножницы кривошипные листовые НЛ3427 Ножницы кривошипные листовые НЛ3418 с пневматической муфтой Ножницы .
Ножницы гильотинные НА 3121
. зазора. Ножевая балка гильотины НА-3121 получает возвратно-поступательное движение от коленчатого вала через шатуны и имеет пружинные уравновешиватели.На левом конце приводного вала расположена пневматическая жесткосблокированная многодисковая фрикционная муфта-тормоз. Для мерной резки полос ножницы гильотинные Н3121 снабжены задним упором .
Ножницы гильотинные СТД 9А 2500х4мм
Ножницы гильотинные СТД 9А 2500х4мм Широкоуниверсальный фрезерный 6Р82Ш Точильно-шлифовальный 300 мм Точильно-шлифовальный 300 мм . Вертикально-сверлильный не продавать 2Н150 Пресс- ножницы Н5222А Гильотинные ножницы НК3416 Вертикально-сверлильный завод ЗИЛ 2А135 Пневматическая угловырубная машина Ленточнопильный станок JET .
В наличии / Розница
Ножницы пневматические Н3121 12х2000мм после капитального ремонта.
ООО Тульский Промышленный Завод занимается капитальным ремонтом гильотинных ножниц . Изготовлением ножей к гильотинным ножницам . Поставкой запасных частей к гильотинным ножницам . Продаём ножницы гильотинные пневматические Н3121 12х2000мм после капитального ремонта.
Ножи для гильотин изготовление в Туле
. Ножницы гильотинные пневматические нк3418а 6х3150мм. Ножницы гильотинные пневматические н3218а 6х3150мм. Ножницы гильотинные механические н3118 6х2000мм. Ножницы гильотинные механические н475 6х2000мм. Ножницы гильотинные пневматические н3121 12х2000мм. Ножницы гильотинные механические нг13 13х2000мм. Ножницы гильотинные механические .
Производство электрошкафов для гильотинных ножниц
Производство электрошкафов для механических гильотинных ножниц . Производство электрошкафов для пневматических гильотинных ножниц . Ремонт гильотинных ножниц . Продажа гильотинных ножниц после капитального ремонта.
Продаем прессы, линии резки, ножницы, свое пр-во
. до 50 мм, до 100 мм, до 250 мм, до 400 мм, до 1000 мм, до 1250 мм толщиной до 2, 5 мм - Ножницы многодисковые для ленты шириной от 63 до 1250 мм - Ножницы гильотинные пневматические для ленты или полосы шириной до 1000 мм. - Правильно-подающее устройство для металла шириной от 25 до 1500 мм. - Подачи валковые автоматические для пошаговой .
Под заказ / Розница
Гильотина гидравлическая MG31/10-12 3100х12 мм
Гильотина гидравлическая MG31/10-12 3100х12 мм Ножницы гильотинные НД3316 Точильно-шлифовальный Диам. 150 Пневматическая угловырубная машина на Арсенале Точильно-шлифовальный с вытяжкой Диаметр 100 (для сверл) Пресс гидравлический П6320 Точильно-шлифовальный 200 мм б/ш Гильотинные ножницы НК3416 Токарный станок сдан в м/л 16К20 .
НК3418 6,3х 2000 мм Гильотинные ножницы
. Гильотинные ножницы наименование модель Ножницы гильотинные НД3316 Точильно-шлифовальный Диам. 150 Точильно-шлифовальный с вытяжкой Диаметр 100 . Пневматическая угловырубная машина Вертикально-сверлильный станок с Арсенала А3008M Широкуниверсальный фрезерный с Арсенала 6Р82Ш Радиально-сверлильный с Арсенала 2Н55 Пресс- ножницы .
Гильотинные ножницы серии Maxima
. Передний защитный штифт/ Фотодатчик с тыльной стороны Оборудование соответствует директиве 98/37/CEE по машинному оборудованию – Маркировка CE Опции Гидравлические гильотинные ножницы MAXIMA Пневматическая поддержка листа с двойным движением, до 4 мм Фиксированная поддержка листа до 3 мм Гидравлическая поддержка листа с двойным движением .
В наличии / Опт и розница
Гидравлические гильотинные ножницы farina cfo 325 3100х25
. Ножницы гильотинные механика Н3118 Универсально-фрезерный 6Б75В Точильно-шлифовальный на 2 рабочих места 4 круга Вертикально-сверлильный (большой зеленый) 2А135 Круглошлифовальный 3А10П Круглошлифовальный станок 3К12 Широкоуниверсальный фрезерный Иркутск 67К25П Резьбонарезной станок (Сейчас как сверлильный 2Н118) 2056 Пневматическая .
Продаем гильотиные ножницы Коматсу МА4129
. -фрезерный, 320х1250мм, 1992г.в., 180000р. 6Р11 вертикально-фрезерный, 250х1000мм, 1977г.в., 100000р. Гидравлические ножницы ( гильотина ) Коматсу, 10х3000 мм, 330000р. МА4129 молот пневматический 75 кг\ мпч, 1976г.в., 90000р. Н-475 ножницы гильотинные , 6,3х2000 (механика), 130000р. GT4-14 правильно-отрезной станок для арматуры, диаметр 4-14 мм .
Продам молот пневматический МА4129А
Продам МА4129А, FUS 32, НА3121. МА4129А, молот пневматический (Усилие 80 кг.), 1985 г.в., 100000 р. FUS 32, фрезерный (Стол 320х1000 мм.) 1988 г.в., 130000 р. НА3121, ножницы гильотинные (12х2000 мм.), 1980 г.в., 230000 р.
Рубка металла на гильотине
. толщины с высокой точностью используются гильотинные ножницы . На этом станке производится раскрой листа поперек и вдоль. Срезы получаются без зазубрин и вмятин. Окраска или полимерное покрытие при такой резке сохраняются без повреждений. Для резки металла применяется автоматическая гильотина с ЧПУ, пневматическая , механическая или гидравлическая .
Под заказ / Опт и розница
У нас покупают
на 21 сентября 2022
| USD ЦБ | 60.01 | -0,15 |
| EUR ЦБ | 60.05 | +0,01 |
Гильотины - ножницы гильотинные ручные механические, пневмомеханические и гидравлические.
Продажа ножниц гильотинных со склада (СПб, Москва, Челябинск, Казань) от производителя, производство на заводах и поставки.
Прайс-листы с ценами на гильотины запрашивайте в отделе станочного оборудования.
НА 3214 ››
НД 3314 ››
НА 3216 ››
НД 3316 ››
РУЧНЫЕ ГИЛЬОТИНЫ (ГИЛЬОТИННЫЕ НОЖНИЦЫ).
Ручные гильотинные ножницы НГ-1250 и НГ-2000, (1,0х1250мм, 0,8x2000мм).
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИН РУЧНЫХ НГ1250, НГ2000:
| НГ-1250 | НГ-2000 | |
| Наибольшая ширина разрезаемого листа, мм | 1250 | 2000 |
| Толщина разрезаемого листа, мм | 0,6…1,0 | 0,5…0,7 |
| Габаритные размеры, мм | ||
| Слева направо | 1550 | 2330 |
| Спереди назад | 1240 | 1240 |
| Высота | 1070 | 1100 |
| Масса, кг | 380 | 590 |
ГИЛЬОТИННЫЕ НОЖНИЦЫ МЕХАНИЧЕСКИЕ И ПНЕВМАТИЧЕСКИЕ.
Ножницы гильотинные пневматические НА3214.
Ножницы гильотинные, кривошипные НА-3214 предназначены для резки листового материала с наибольшим размером поперечного сечения 2,5 х 1600 мм.
Гильотины НА 3214 с ручной настройкой зазора между ножами и ручным приводом заднего упора. Задний упор предназначен для установки заданного размера отрезаемой заготовки. Ножницы НА3214 надежны в работе, просты в эксплуатации и ремонте. Обеспечивают высокую точность производимых работ.
Система смазки и электрооборудования пневматических ножниц НА прекрасно работает даже при низких температурах, что невозможно при работе с гидравлическим аналогом.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НА3214 (2,5х1600):
Толщина разрезаемого материала с временным сопротивлением σвр ≤ 500 МПа, мм
Ширина (наибольшая) разрезаемых листов, мм
Частота ходов ножа, холостых, мин.-1
Частота ходов ножа, мин-1: при резке наибольших размеров разрезаемого металла
Угол наклона подвижного ножа, α
Длина листа, отрезанного с упором, мм
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
Мощность электродвигателя, кВт
Габаритные размеры, мм
Длина
Ширина
Высота
Ножницы гильотинные, кривошипные НД3314.

Ножницы гильотинные, кривошипные НД 3314 предназначены для резки листового металла максимального сечения 2,5х1600 мм.
Станина гильотинных ножниц НД3314 сборно-сварной конструкции, состоит из двух стоек, соединенных между собой траверсой и стяжкой. На стойки и траверсу опирается стол, к которому крепятся нижние ножи. регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью болтов и гаек, расположенных с обеих сторон стола.
На станине имеется эксцентриковый вал с насаженными на нем эксцентриками и шатунами, соединенными с балкой при помощи осей.
Ножевая балка представляет собой жесткую конструкцию сварного типа, состоящую из вертикального, горизонтального и наклонного листов. В ножевой балке имеются два выступа, с помощью которых при возврате в верхнее исходное положение она приподнимает прижимную балку. Во время рабочего хода прижимная и ножевая балки одновременно опускаются. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Сила сжатия пружин регулируется винтами.
Задний упор - ручной. По заказу устанавливается приводной упор либо приводной упор с УЦИ. Для отсчета величины перемещения заднего упора на рейке закреплена линейка. При работе без упора, в случае, когда ширина отрезаемых листов более 600 мм, линейка с рычагами приподнимается и укладывается на горизонтальное ребро ножевой балки. Боковой упор предназначен для определения начала реза и получения прямоугольных заготовок.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НД3314 (2,5х1600):
Ход ножа, мин.-1, при резке наибольших размеров разрезаемого металла, мм
Расстояние между стойками в свету, мм
Ножницы гильотинные пневматические НА3216.
Ножницы гильотинные, НА-3216 предназначены для резки листового материала с наибольшим размером поперечного сечения 2,5 х 1600 мм.
Станина гильотинных ножниц НА3216 сборно-сварной конструкции. Зазор между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью болтов, расположенных с обеих сторон стола.
Гильотина применяется в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения и других отраслях промышленности.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НА3316 (4х1600):
Ножницы гильотинные пневматические НД3316.
Ножницы гильотинные, кривошипные НД 3316 предназначены для резки листового материала с пределом прочности 500 МПа и наибольшим размером поперечного сечения 4 х 2000 мм. Ножницы находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, сельхозмашиностроения и других отраслях промышленности.
Ножницы НД3316 с ручной настройкой зазора между ножами и ручным приводом заднего упора. Задний упор предназначен для установки заданного размера отрезаемой заготовки. Гильотины НД3316 надежны в работе, просты в эксплуатации, неприхотливы в ремонте. Обеспечивают высокую точность отрезаемых заготовок и деталей.
Система смазки и электрооборудования позволяет эксплуатировать их в условиях низких температур, что невозможно при работе с гидравлическим аналогом.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НД3316 (4х1600):
Длина листа, отрезаемого с упором, мм
Гильотинные ножницы НГ-4/2,5.
Установка для резки листового и профильного материала модели НГ4/2,5 предназначена для резки листового и профильного материала с временным сопротивлением 500МПа.
Гильотинные ножницы НГ-4-2,5 можгут применяться в заготовительных и ремонтных цехах предприятий машиностроения различных отраслей промышленности.
Установка имеет климатическое исполнение УХЛ4 по ГОСТ 15150-69 и предназначена для эксплуатации в помещениях с температурой окружающей среды от +1 о С до +35 о С, отн. влажности воздуха 80% при температуре +25 о С.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НГ-4х2,5:
Наибольшая толщина разрезаемого листа с временным сопротивлением 500 МПа, мм, не более
Ширина разрезаемых листов, мм, не более
Размер разрезаемого уголка, мм
Диаметр разрезаемого прутка, мм, не более
Усилие прижима, кН, не менее
Длина листа, отрезаемого с упором, мм, не более
Одиночный цикл,
Автомат. цикл
Габаритные размеры установки, мм
Масса установки, кг
Гильотинные ножницы НК-3416 (лист 4х2000 мм).
Гильотинные ножницы НК3416 пневмомеханические с наклонным ножом и автоматической регулировкой зазора между ножами. Гильотинные ножницы НК-3416 предназначены для резки листового металла с автоматической установкой нужной величины зазора между ножами в зависимости от толщины разрезаемого листа и усилия прижима, пропорционального усилию реза.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НК3416:
| Толщина металла с временным сопротивлением 500 МПа (50 кгс/мм²), мм | 4 |
| Ширина металла, мм | 2000 |
| Ширина полосы, отрезаемой по заднему упору, мм | 700 |
| Угол наклона подвижного ножа | 1°30' |
| Усилие реза, кН | 78 |
| Усилие прижима, кН | 19,5 |
| Частота ходов ножа, мин -1 | 68 |
| Суммарная мощность электродвигателей главного привода, кВт | 11,2 |
| Частота оборотов электродвигателей главного привода, мин -1 | 1395 |
| Мощность электродвигателя привода заднего упора, кВт | 0,37 |
| Частота оборотов электродвигателя привода заднего упора, мин -1 | 1360 |
| Напряжение сети, В (50 Гц) | 380 |
| Габаритные размеры, мм | 2610х1725х1510 |
| Масса, кг | 2870 |
Гильотинные ножницы с наклонным ножом СТД-9А.
Ножницы гильотинные с наклонным ножом СТД9АН предназначены для резки листового материала толщиной до 4 или 6 мм (в зависимости от модели), с временным сопротивлением 500 МПа (50 кгс/мм).
Гильотинные ножницы СТД-9А могут быть использованы на заготовительных участках или в цехах предприятий, выпускающих изделия промышленной вентиляции, а также там, где требуется резка листового материала. Разрезание листов на заготовки производится с использованием заднего упора, а также по разметке.
Пневматическая гильотина ПСМ НА 3121
Механические (электромеханические) гильотинные ножницы НА 3121 - промышленное оборудование, предназначенное для прямой резки листового или полосового металла (стали, изделий из цветных металлов или сплавов).
Механические (электромеханические) гильотинные ножницы НА 3121 промышленное металлообрабатывающее оборудование, использующееся на индивидуальном и серийном производстве в инструментальных и ремонтно-механических цехах.
Особенности конструкции кривошипных гильотинных ножниц НА3121
Ножницы выполнены с верхним приводом.
Вращение от электродвигателя через клиноременную передачу, муфту-тормоз, цилиндрический редуктор передается на эксцентриковый вал и далее через кривошипно-шатунный механизм — ножевой балке.
Станина ножниц представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
На стойки опирается стол, к которому винтами крепятся нижние ножи. Горизонтальным перемещением стола регулируется зазор между верхними и нижними ножами. К столу крепятся передний и боковой упоры.
Ножевая балка — сварной конструкции Г-образной формы, усиленная ребрами. На ножевой балке крепятся верхние ножи.
Пневматические уравновешиватели служат для компенсации массы ножевой балки, а также для снижения динамических нагрузок при работе ножниц.
Пневматическая многодисковая фрикционная муфта-тормоз жесткосблокированная и расположена на левом конце приводного вала.
Для мерной резки полос ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки. Установка заднего упора производится с помощью винтового механизма, приводимого от маховичка вручную.
Лист при резке прижимается прижимной балкой, работающей согласованно с ножевой балкой. Необходимые усилия прижима обеспечивают пружины, которые размещаются в стаканах прижимной балки.
Электросхема обеспечивает работу ножниц на одиночных и автоматических ходах.
Управление ножниц кнопочное и от педали.
Смазка основных механизмов комбинированная.
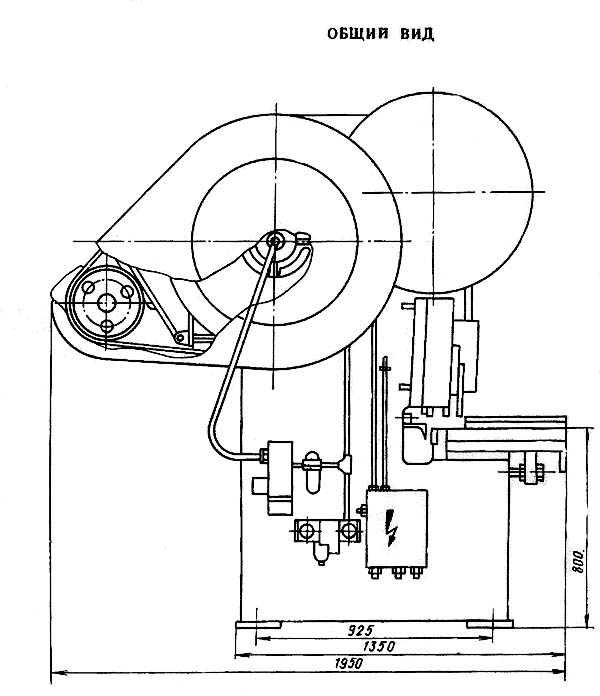
Общий вид гильотинных ножниц НА3121

Посадочные и присоединительные базы ножниц НА3121

Составные части гильотинных ножниц НА3121


Спецификация составных частей гильотинных ножниц НА3121
- Станина - НА3121-11-001
- Ножевая балка - НА3121-31-001
- Прижимная балка - НА3121-32-001
- Привод - НА3121-21-001
- Редуктор цилиндрический - НА3121-22-001
- Вал приводной - НА3121-23-001
- Задний упор - НА3121-33-001
- Уравновешиватель - НА3121-45-001
- Ограждение - НА3121-71-001
- Система смазки - НА3121-81-001
- Воздухопровод - НА3121-43-001
- Ограждение зоны peзa - НА3121-72-001
- Установка БВК - НА3121-44-001
- Освещение линии реза - НА3121-76-001
- Ящик управления - Я9102
Расположение органов управления ножниц НА3121

Перечень органов управления на пульте ножниц НА3121
- Кнопка «Общий стоп"
- Кнопка "Стоп непрерывных ходов"
- Кнопка "Включение муфты"
- Кнопка "Пуск двигателя"
- Переключатель освещения
Конструкция гильотинных ножниц НА3121
Ножницы состоят из станины, ножевой и прижимной балок, привода, валов приводных, муфты включения, заднего упора, уравновешивателя, тормозов, ограждения, системы электрооборудования и смазки, решетки защитной.
Станина гильотинных ножниц НА3121
Станина является базовым узлом, на котором крепятся все остальные узлы ножниц. Станина представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
На стойки опирается стол, к которому винтами крепятся нижние ножи.
Для регулировки зазора между ножами стола и ножевой балки стол перемещается болтами, ввернутыми в торцы станины при расслабленных болтах крепления стола. Установка ножа по высоте, при переточках, производится подшлифовкой прокладок, расположенных под ножами.
На столе имеются удлинители с Т-образными пазами.
На правом крае стола имеется зафиксированный штифтами удлинитель, в Т-образном пазу которого крепится упор поперечной резки. Для осуществления продольной резки этот упор снимается.
Привод приводные валы гильотинных ножниц НА3121
Привод ножниц осуществляется от электродвигателя через клиноременную передачу на маховик, через зубчатые колеса и муфту включения на коленчатый вал.
Электродвигатель крепится к подмоторной плите, шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками ушкового болта.
Муфта включения ножниц НА3121
На левом конце коленчатого вала в ступице зубчатого колеса установлена шпоночная муфта включения.
Втулки 1, 2, 3 неподвижно посажены в ступице зубчатого колеса. Остальные детали соединены с коленвалом. Поворотные (рабочая и запорная) шпонки муфты включения включаются пружинами 6 и, поворачиваясь, захватываются полукруглыми пазами втулки 2.
Втулки 8 и 9, имеющие полукруглые пазы, дополняют гнезда для круглых концов шпонки. Правый конец рабочей шпонки снабжен легкоотъемным хвостовиком 4, который при работе ножниц отключает шпонки, соединенные между собой рычагами 5. При включении шпонок угол поворота их ограничивается пазом ведущей втулки 8.
Балка ножевая ножниц НА3121
Ножевая балка представляет собой сварную конструкцию Г-образной формы, усиленную ребрами. К ножевой балке крепится задний упор.
Усилие от коленвала на нож передается двумя шатунами, в верхнем положении балка удерживается пружинами-уравновешивателями, шарнирно-соединенными с балкой, а при ремонте фиксируется в верхнем положении двумя штырями Ø25, вставленными в отв. направляюших ножевой балки.
Прижим и решетка защитная ножниц НА3121
Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой. При движении ножевой балки вниз прижимная балка под действием пружин опускается и прижимает лист, причем вначале осуществляется прижим листа, а затем начинается рез. Это достигается за счет установки балки на высоту 24 мм, а ножевой — 26 мм от поверхности стола.
Подъем прижима осуществляется упорами ножевой балки, упирающимися в платики прижима.
Регулировка усилия прижима осуществляется гайками, сжимающими пружину прижимной балки.
К направляющим прижимной балки прикреплена защитная решетка, предохраняющая руки рабочего от попадания под прижим. При работе ножниц решетка опущена при этом: винт М8Х40 слева нажимает на шток микропереключателя, а винт справа ограничивает поворот решетки к прижиму.
В случае необходимости решетка может быть поднята вверх, при этом включение ножниц невозможно — разомкнуты контакты переключения. В опущенном и поднятом положении решетка удерживается пружиной 2X16.
Упор задний ножниц НА3121
Задний упор устанавливается с тыльной стороны ножевой балки и служит упором для листа при поперечной резке. Задний упор состоит из двух цилиндрических реек, перемещаемых вручную маховичками, сидящими на валах шестерен, находящихся в зацеплении с рейками. Перемещая рейки, устанавливают упорную линию на необходимое расстояние от кромки ножа, чем достигается мерная резка листа с помощью заднего упора.
Уравновешиватель ножниц НА3121
Уравновешиватель служит для удержания ножевой балки в верхнем положении после каждого одиночного хода — при ремонте ножниц или смене ножей. Состоит из двух наборов пружин, установленных в стаканах, приваренных к верхнему швеллеру станины. Штоки шарнирно соединены осями с ножевой балкой. При опускании балки, во время реза, штоки сжимают пружины. При обратном ходе пружины, разжимаясь, способствуют поднятию, ножевой балки. Оба набора пружин рассчитаны на усилие 1,0 тонны при верхнем положении балки.
Тормоз ножниц НА3121
На правом конце коленчатого вала насажен тормоз периодического действия. Периодичность торможения достигается за счет эксцентрического расположения шкива по отношению к оси коленвала.
Торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Электромагнитное управление ножниц НА3121
При нажатии на кнопку или педаль включается электромагнит, якорь которого поворачивает вилку с пальцем, освобождая зацепляющийся с ним хвостовик, связанный с рабочей шпонкой, После этого под действием пружин шпонки поворачивается и включается коленвал. Происходит рез. Если оператор не отпустит кнопку или педаль в режиме «Одиночный ход», срабатывает электрическая блокировка (см. раздел электрооборудование).
Для повторения рабочего хода кнопку или педаль следует отпустить, затем снова нажать. При автоматической работе якорь электромагнита устанавливается на ход 40 мм, а при работе на одиночных ходах — на 20 мм.
Ограждение ножниц НА3121
Ограждение ножниц выполнено из листовой стали толщиной 1,6 мм и служит для ограждения вращающихся деталей ножниц. Ограждение состоит из четырех кожухов, которые закрывают шкив мотора и маховик клиноременной передачи, шестерки приводных валов и тормоз ножниц.
Болтами М10 все кожуха прикреплены к станине.
Централизованная смазка ножниц НА3121
Основные трущиеся поверхности смазываются от ручной насосной станции через питатели. Через все установленные на ножницах индивидуальные масленки смазка производится при помощи ручного шприца. Шестерни привода смазываются путем закладывания смазки соответственно на зубья шестерен.
В процессе работы ножницы нужно смазывать так чтобы смазка поступала с боковых мест расположения подшипников. Выступающую из зазоров смазку нужно вытирать. Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно их прочищать. Не реже одного раза в три месяца смазочные отверстия следует промывать чистым керосином.
Пневматическая гильотина – принцип работы, описание

Ножницы для разрезки металлических листов не относятся к числу стандартизированных видов кузнечно-штамповочного оборудования. Считается, что энергии сжатого воздуха не достаточно для выполнения операций деформирования листового проката. А под бытующим обозначением «Пневматические гильотины» скрываются обычные механические ножницы, в системе включения которых присутствует пневмофрикционная муфта. Вместе с тем конструкции пневматических прессов весьма разнообразны, и включают в себя рамные и двухстоечные агрегаты, в том числе и с большим столом.
Возможности сжатого воздуха как энергоносителя в приводе
Преимущественной схемой резки листа на ножницах является резка наклонными ножами. При этом внедрение инструмента в металл происходит не одновременно по всей длине или ширине реза, а постепенно. Требуемые значение хода ножевой балки при этом увеличивается, зато технологическое усилие заметно снижается.
Видео – как работают пневматические гильотинные ножницы
Угол наклона ножей измеряется в пределах 1,5…10 0 , причём с увеличением угла усилие снижается, поэтому инструменты с увеличенными углами наклона обычно устанавливают на более мощное оборудование. Угол наклона не должен быть больше 13 0 (угла трения), поскольку в этом случае происходит выталкивание разрезаемой заготовки из-под ножей. Причём при наличии прижима лист будет изгибаться, а не разделяться.
Сжатый воздух, имея значительно меньшую ( в сравнении в маслом или ионной гидравлической рабочей жидкостью) плотность не может создавать высокие давления. Однако является ли это препятствием для применения пневмопривода в гильотинных ножницах?
В соответствии с действующим ГОСТ 6240, основными параметрами пневмоцилиндров являются:
- Диапазон реализуемых значений рабочего хода.
- Максимальное давление.
- Диаметр поршня цилиндра.
- Конструктивное исполнение цилиндра.
При этом максимальным значением рабочего плунжера может быть 800 мм (при размерном ряде, пригодном для использования в приводе ножниц 160, 250, 320, 400мм; остальные типоразмеры достаточно габаритны, и в схеме ножниц использованы быть не могут).
Соответственно, диапазон рабочих ходов штока, что может быть использовано в конструкции рассматриваемого оборудования, также весьма различен: от 4 до 80 мм.
Двухсторонние пневмоцилиндры по ГОСТ 15608 выпускаются для максимальных давлений, значения которых, в зависимости, от соотношения размеров поршня и штока, могут быть выбраны по следующей таблице:
| Внутренний диаметр поршня, мм | Диаметр штока, мм | Развиваемое усилие, кг при давлении воздуха, кг/см 2 | |||
| 4 | 5 | 6 | 8 | ||
| 160 | 40 | 678 | 847 | 1017 | 1357 |
| 200 | 40 | 1085 | 1356 | 1628 | 2170 |
| 250 | 63 | 1654 | 2067 | 2481 | 3307 |
Примечание. В таблице приведены только такие размеры поршней и штоков, которые могут быть установлены в пневматических приводах ножниц для резки листа.
Таким образом, при наличии двух пневматических цилиндров (а их никак не может быть меньше, учитывая неодновременность производства реза и длину ножевой балки оборудования) с учётом коэффициента потерь воздуха в пневмосистеме управления результирующее усилие резки может находиться в пределах 1220…5900 кг (12,2…59 кН).
Много ли это или мало?
Рассчитаем для сопоставления усилие резки стального листа шириной 1000 мм при толщине листа 1,6 мм. Материалом листовой заготовки примём сталь 10кп, предел прочности которой на срез τ0 составляет 300 МПа.
Расчётное усилие резки с применением наклонных ножей находится по формуле
P = 0,5×s 2 ×τ0 /tgφ,
s – толщина разделяемого материала, мм
φ – угол наклона ножей, град.
Примем угол наклона ножей φ = 5 0 , тогда tgφ = 0,075 и Р = 0,5×1,6 2 ×300 /0,075 = 5120 (Н) = 5,12 кН.
Отсюда следует, что резка тонколистового стального проката на гильотинных ножницах, оснащённых пневматическим приводом, вполне возможна даже при сравнительно негабаритных пневматических цилиндрах.
Схема и конструкция пневматических листовых ножниц
Основными узлами рассматриваемого оборудования являются:
- Два пневмоцилиндра, которые размещаются на станине ножниц, с тыльной стороны ножевой балки.
- Приводная тяга, обеспечивающая передачу усилия от пневмоцилиндра на ножевую балку.
- Плунжеры привода, жёстко прикреплённые к ножевой балке.
- Ножевая балка с установленными в соответствующих посадочных местах подвижными наклонными ножами.
- Рабочий стол с пазом для захода ножей.
- Задний/передний упор.
- Пружинный механизм прижима листа.
- Пневмораспределитель.
- Станина.
- Система включения (педальная).
Источником выработки сжатого воздуха для одной пневматической гильотины может быть обычный передвижной компрессор с ресивером объёмом 400…500 л. Мощность привода такого оборудования (например, от торговой марки Elitex) составляет 5.5 кВт, при максимально допустимом давлении 10 ат, и расходе воздуха до 850 л/мин.

Мобильного компрессора будет вполне достаточно
Во избежание повышенного шума при работе компрессоры обычно устанавливают либо в отдельном помещении, либо снабжают шумозащитными экранами.
Пневматические ножницы работают так. При включении компрессора сжатый воздух поступает в ресивер. При достижении требуемого давления включается воздухораспределитель, и энергоноситель поступает в рабочую магистраль к пневмоцилиндрам. Ножевая балка в исходном положении находится вверху, что даёт возможность позиционирования листа по заднему или переднему упору ножниц. При нажатии на педаль происходит ход ножевой баки с прижимом листа к рабочей поверхности стола. На обратный ход оборудование может быть переключено вручную, по достижении заданной величины хода, либо автоматически. В последнем случае в схему вводятся концевые выключатели, контролирующие перемещение ножевой балки. Воздух при переключении поступает в нижнюю полость обеих рабочих цилиндров, после чего механизм прижима освобождает лист, а отрезанная заготовка под действием собственного веса падает в тару, расположенную сзади пневматических ножниц. Лист передвигается на следующую позицию, и цикл повторяется.
Пневматические ножницы работают только на одиночных ходах, однако при установке дополнительных узлов могут действовать и в полуавтоматическом цикле.
Эксплуатационные достоинства ножниц с пневмоприводом:
- Повышенная скорость резки, что положительно влияет на качество зоны разделения;
- Низкий уровень шума от самих ножниц;
- Простота системы управления.
Для качественной работы воздушные магистрали оборудуются очистными фильтрами.
Гильотина для резки металла

В данном разделе «НОЖНИЦЫ ГИЛЬОТИННЫЕ» рассмотрен вид оборудования, с помощью которого происходит раскрой листового металлопроката под нужные габаритные характеристики (размер). Т.е. перед тем как начать производство того или иного изделия, вам предстоит задача в подготовке нужных заготовок (составных элементов) в размер. Для ее решения используется широкая гамма оборудования, в зависимости от номенклатуры и вида используемого вами металла. В частности одним из самых распространенных и незаменимых подклассов оборудования используемого в заготовительно - слесарном производстве при работе с листовым металлом и являются такие станки как гильотины или правильнее гильотинные ножницы. Свое применение в делопроизводстве гильотины находили еще задолго до нашего века, и с тех пор практически не представляется возможным осуществление резки листового металла, будь то серийное или единичное производство, без гильотинных ножниц.
Чтобы был понятен уровень востребоваемости и необходимости данного вида оборудования постараемся указать хотя бы некоторые изделия из листового металла применяемых в таких отраслях как производство, строительство, аграрное, коммунальное или обслуживающее хозяйство: различные конфигурации коробов, баков, кожухов, щитов, доборных и облицовочных элементов, вывесок и декоративных накладок; все разновидности металлической кровли и сопутствующие доборные элементы, любые виды строительных вспомогательных элементов из металла (маячи, профильные системы, косынки, кабель каналы и т.д.); различные вентиляционные и водосточные системы промышленного и частного назначения; наборные элементы под конструкции более сложного, составного изделия из листового металлопроката; фасадные и оконные доборные элементы (коньки, откосы, ветровые и карнизные планки, отливы, нащельники и т.п.).
К сожалению, не возможно перечислить все предметы и изделия, при создании или производстве которых участвуют такие станки как гильотинные ножницы, но смело можно утверждать, что практически ни один процесс заготовительно - слесарного производства не будет полноценным, исключи из него, такой нужный вид оборудования для резки металла как гильотина.
Не смотря на кажущуюся простоту функционала резательного станка гильотинного типа, его устройство и конструктив заключает в себя сложный и очень металлоемкий механизм. Как правило, не смотря на множество модификаций ножниц гильотинных, станок данного типа включает в себя следующие основные элементы: массивная и жесткая рама (станина станка), редукторная часть (привод станка), маховик (или эксцентрик при ручном варианте), стол (с возможностью регулировки зазора), верхняя ходовая балка, прижимной механизм, ножи (верх и низ), задний упор, система управления.
Основными характеристиками гильотинных станков по параметрам используемого материала являются ширина и толщина листового проката, а так же максимальные и минимальные значения размера отрубаемой заготовки. По типу устройства привода гильотинных станков можно выделит следующие основные подгруппы: ручные (ножные), электромеханические, электрогидравлические и пневматические. Из-за своей большой металлоемкости гильотины в основном предназначены для стационарного использования на производственных и строительных площадках, за редким исключением, когда небольшие модели гильотинных станков, подразумевают в своей конструкции достаточную мобильность и возможность эксплуатации в различных климатических условиях.
Подходя к вопросу выбора станка ножницы гильотинные, необходимо понимать, что данный вид оборудования, не смотря на кажущуюся простоту, является достаточно специфичным и сложным устройством, поэтому нужно понимать, что устройство и специфика работы станка должны полностью соответствовать параметрам ваших изделий, включая как габаритные размеры используемого листа, так и параметры характеризующие производительность выполнения работ, допуска размерных отклонений, качество поверхности после производства работ, возможность сортировки рубленого металла, наличие автоматической регулировки зазора ножей и т.д. Учитывая все требования, сформированные при выборе нужного вам рубочного оборудования, вы с легкостью подберете себе незаменимого помощника в вашем делопроизводстве, обеспечив тем самым высокую производительность и ритмичность работ.
Читайте также: