Ножницы по рубке металла
Обновлено: 18.05.2024
Прежде чем изготовить отдельные детали определенных размеров, листовой и профильный материалы подвергаются резке.
В котельном производстве применяются три метода резки: механический, автогенный и электрический. Эти методы резки имеют принципиальное различие по влиянию, оказываемому на свойства металла, по своему осуществлению и по экономичности.
При механическом методе разделение металла происходит благодаря действию внешней силы. При автогенном методе — благодаря сгоранию металла в струе кислорода. При электрической резке металл расплавляется в пламени электрической дуги. Как тот, так и другой метод может быть ручным и механизированным. Кроме сказанного выше, механический метод может быть разделен на два вида:
— резка, осуществляемая чистым резанием (снятие стружки резцом).
В зависимости от профиля разрезаемого материала при резке применяются специальные инструменты, приспособления и станки.
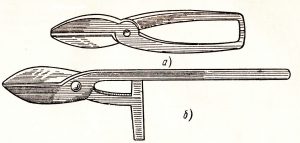
Рис. 1. Ножницы:
а – ручные; б – стуловые.
Резка тонколистового металла ножницами. Резка скалыванием.
Резка скалыванием осуществляется на ручных и стуловых ножницах (рис. 1, а и б), на рычажных (рис. 2), вибрационных, гильотинных, дисковых (рис. 3) ножницах, пресс-ножницах, на специальных отрезных штампах.
Рис. 2. Рычажные ножницы.
Посмотрев на обрезанную часть листа, мы видим три полосы: две из них, которые по краям, будут узкими и блестящими, это следы врезания ножей (а и в), а поверхность посередине будет матовая (б) от скалывания (рис. 4). По линии реза можно наблюдать маленькие трещины и заусенцы. Кроме того, полоса металла толщиной от 2 — 3 мм, от сдавливания ножами по всей линии реза, будет иметь наклеп.
В зависимости от изготавливаемой конструкции, наклеп и трещины необходимо сострогать.

Рис. 3. Дисковые ножницы.
Резка скалыванием происходит следующим образом: разрезаемый материал 2 помещается между двумя ножами 1 и 3 (рис. 5), из которых нижний 3 обыкновенно бывает неподвижным, а верхний 1 — подвижным. Верхний нож 1, опускаясь, давит на металл, прижимая его к нижнему ножу. Оба ножа несколько вдавливаются в металл С врезанием ножей в металл поперечное сечение его уменьшается, появляются вначале мелкие, а затем крупные трещины, и он скалывается.
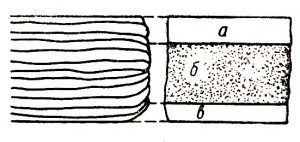
Рис. 4. Схема действия ножей на металл.
Под действием ножей на разрезаемый металл часть его, лежащая на столе, приподнимается и поворачивается вокруг грани нижнего ножа. Для предотвращения этого металл прижимается к столу специальным прижимом. Однако при резке металла между ножом и прижимом стремится изогнуться перпендикулярно плоскости резания. Исходя из этого, расстояние между прижимом и режущей кромкой ножа выбирают такое, чтобы изгиб листа был наименьшим.

Рис. 5. Схема работы ножей:
α – угол раствора ножей; ẞ – угол заострения ножей; ɣ – угол скоса; δ – угол режущей кромки.
Угол скалывания.
Для резки длинного листа металла за один ход ножа необходимо немалое усилие, которое будет тратиться на врезку ножей в металл и на его скалывание. Чтобы снизить потребляемую мощность на все эти операции, ножи устанавливают под углом друг к другу (рис. 5). Чем больше будет угол α, тем меньше будет усилие нужное для резки. Так, например, если резать одинаковой толщины листы с наклоном ножей (угол наклона 5°) и без, то разница усилий будет значительной:
— усилие с наклоном 8,3 т;
— усилие без наклона (с параллельными ножами) 120 т.
Однако нужно заметить, что из-за большого угла наклона ножей создается усилие, которое выталкивает лист из-под ножей. Из-за чего угол наклона устанавливают в пределах от 6 до 8°.
Для того, чтобы облегчить врезку ножей в металл угол реза δ устанавливают меньше 90°, в пределах от 70 до 85°. Для меньшего трения ножей о разрезаемый металл, скашиваются их передние грани на угол от 2 до 3°. Зазор между ножами зависит от толщины разрезаемого металла и допускается не более 0,5 мм.
Ручные рычажные ножницы. Ручные стуловые ножницы.
Резка листового металла вручную осуществляется на ручных, стуловых и рычажных ножницах. Толщина разрезаемого металла обыкновенно бывает небольшой (2—3 мм), но на рычажных ножницах можно резать до 6—10 мм. Длина режущего ножа достигает 350 мм. Ручные ножницы мало производительны, требуют большой затраты мускульной силы рабочего.
Для резки более толстой листовой стали используют гильотинные ножницы и пресс-ножницы. Их ножи приводятся в действие от электродвигателей.
Пресс ножницы для резки металла.
На пресс-ножницах режутся мелкие детали, а также на них можно распускать листы неограниченной длины толщиной до 32 мм. Ножи длиной до 600 мм располагаются вдоль или поперек оси станины. Недостатками у пресс-ножниц являются низкая чистота реза и малая производительность вследствие многократного передвижения листа во время резки больших деталей. Однако ножницы очень удобны при резке мелких деталей.
Резка гильотинными ножницами.
Высокую чистоту и большую производительность дают гильотинные ножницы. Они состоят из двух, соединенных между собой станин, прикрепленных к рабочему столу. К внутренней кромке стола крепится неподвижный нож, состоящий из отдельных полос, длиной 600—1000 мм.
В пазах станин ходит ползун с присоединенными к нему полосами верхнего ножа. Движение ползуну передается от электродвигателя через коленчатый вал. Для увеличения напора верхнего ножа в рабочем ходе ножницы снабжены тяжелым маховиком, который во время резки расходует большую силу, накопленную при холостом ходе. Разрезаемый лист укладывается на стол ножниц и прижимается к нему прижимами.
Гильотинными ножницами возможна рубка листа толщиной до 40 мм и шириной до 3000 мм. На них можно легко распустить лист на полосы шириной несколько меньшей вылета зева, который у отдельных конструкций ножниц доходит до 600 мм.
Резка металла вибрационными ножницами.
Вибрационные ножницы представляют собой станок с короткими ножами. Число ходов у них достигает 2500 в мин., ход 2—3 мм. Ножницы предназначены для резки деталей криволинейной конфигурации с малыми радиусами (до 15 мм). Конструкция ножниц позволяет производить резку непрерывно.
Дисковые или роликовые ножницы имеют ножи круглой формы, что также позволяет производить резку непрерывно. Ножи вращаются от электродвигателя в противоположных направлениях. Ножницы применяют для резки полос из листа, а также производят резку по криволинейному контуру. Ножницы способны производить рез листа толщиной не более 25 мм. Интересно применение дисковых ножей в комбинации с правильными вальцами. Для этого двухпарные дисковые ножницы соединены с правильными вальцами. Вся установка работает от одного привода. Обе операции — правка и резка продольных кромок листов — проводятся на одном станке одновременно за один проход.
Обрезные штампы применяются для резки узких полос и профильного материала на штучные заготовки.
Резка профильного материала не отличается от резки листового. Ножницы также имеют ножи, один из которых неподвижный, а другой подвижный. Особенностью ножей является их форма (рис. 6), отвечающая профилю разрезаемого материала. Ножницы делят на:
Также, часто встречаются ножницы комбинированного типа для резки профильного и листового материала.
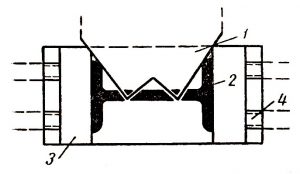
Рис. 6. Формы ножей для резки фасонного металла:
1 – верхний нож; 2 – профильный (разрезаемый) металл; 3 – упоры; 4 – нажимные винты.
В сварных конструкциях для плотного прилегания деталей при сборе и сварке очень часто возникает необходимость делать в профильном материале всякого рода зарубы, закругления, выемки (рис. 7). Для этой цели применяются так называемые зарубочные машины. На этих машинах, кроме указанных работ, можно осуществлять резку профильного материала.
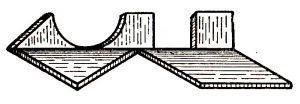
Рис. 7. Формы зарубок на полках уголка.
В частных случаях допускается резка на ножницах по разметке, для этого лист устанавливается до совпадения линии разметки с внутренней плоскостью ножа.
При серийном производстве детали с контуром, ограниченным прямыми линиями, выгоднее резать по упорам. Эти упоры располагаются за подвижным ножом и называются задними. Чаще всего они бывают универсальными, позволяющими настраивать их по заданным размерам деталей. Кроме задних упоров, применяются упоры передние и боковые, устанавливаемые в зависимости от конфигурации детали на столе ножниц.
Дисковые и вибрационные ножницы служат для вырезания детали или заготовки по шаблону. Благодаря упорам и шаблонам при резке плоского или профильного металлопроката можно отказаться от их предварительной разметки.
Для облегчения работы подача листового и профильного материалов к ножницам осуществляется с помощью всякого рода приспособлений: столов из роликовых тележек, рольгангов, столов «гусиные шейки», металлических шаров. Кроме того, некоторые модели ножниц монтируются на поворотном столе, что позволяет значительно сократить операции, связанные с кантовкой громоздких деталей.
Резка скалыванием нашла широкое применение при изготовлении котельных конструкций.
4 вида ножниц по металлу для мастера
Какие ножницы по металлу существуют? В чем их особенности, для каких работ подойдут листовые ножницы, гидравлические, дисковые и другие. Подробно далее.

Резка металлических предметов выполняется различными инструментами, наиболее известными из которых являются ножницы. Они классифицируются по ряду признаков в зависимости от целей работы. Какие же ножницы по металлу существуют? В чем их особенности, для каких работ подойдут листовые ножницы по металлу, гидравлические, дисковые и другие, подробно расскажет данный материал.
Общая классификация
Современные инструменты для резки стали, железа, других металлов справляются с материалом любой толщины. Обусловлено это многообразием форм и видов изделий, делящихся на несколько групп по признакам, среди которых:
По принципу резки ножницы по металлу бывают:
По принципу работы различают:
- ручные (механические);
- электрические ножницы.
Ножевые изделия — «классика жанра». Они имеют два однолезвийных ножа, осуществляют резку металла только с краю листа. Ножницы высечные работают по принципу выдалбливания материала, применяются чаще для профилированного или гофрированного листа. С их помощью металл вырезается с середины заготовки.
- по направлению реза (левый/правый);
- по форме реза (прямой/кривой).
Изделия с правым резом имеют разметочную линию справа от режущей кромки; ножницы с левым резом — наоборот. Резка металла ножницами осуществляется по нанесенной разметке, при этом верхнее лезвие находится над ней. Прямые ножницы по металлу разрезают заготовку строго по прямой, фигурные же позволяют маневрировать и получать изделия необычной формы.

Теперь подробнее рассмотрим ручные ножницы для резки металла. Они распространены более остальных, а классификация дополняется несколькими подвидами.
Виды ручных ножниц по металлу
Задача рассматриваемых инструментов — резка заготовок при использовании физической силы человека. В группу входят:
- обычные;
- рычажные;
- кровельные (стуловые);
- гидравлические;
- дисковые (роликовые);
- листовые ножницы по металлу.
Стуловые ножницы Рычажные ножницы по металлу
У обычных моделей режущий край и ручка сделаны из одного материала путем ковки. На эффективность работы инструмента влияют прилагаемое усилие, длина кромки для резки, длина рукоятки. Обычные ручные ножницы по металлу делятся на:
- проходные (прямой рез);
- фигурные (криволинейный);
- идеальные (универсальные; режут как по прямой, так и про кривой).
Рычажные ножницы по металлу отличаются от вышеназванных шарнирным соединением режущей кромки и рукоятки. Это создает дополнительный рычаг, облегчающий труд мастера. Необходимое усилие для того, чтобы резать заготовку, меньше, а качество работы не страдает. Имеют один недостаток — без прикрепления к верстаку не работают.
Для материалов средней толщины (2-4 мм) применяются кровельные приспособления. Конструкция позволяет крепить их к слесарному верстаку, чтобы мастер тратил меньше физических усилий. Наименование говорит о совместимости инструмента для резки профилированных листов (используемых для кровли) и подобных изделий сложной формы.
Важно знать — среди ручных приспособлений не бывает высечных. Оставшиеся виды ножниц имеют сложную конструкцию, поэтому требуют отдельного рассмотрения.
Особенности гидравлических изделий
Изделия предназначены для резки металлоконструкций (стержни, профильное железо, лом, арматура) посредством равномерно распределяемого усилия по длине лезвия. Условно делятся на две группы:

Первые также именуются ручными. Для примера далее приведены ручные гидравлические ножницы НГР-20 «КВТ». Их назначение — резка бронированных кабелей, арматуры, стальных канатов. К основным характеристикам относятся:
- допустимая толщина разрезаемого изделия — 20 мм;
- режущее лезвие повышенной прочности (60-62 по шкале Роквелла);
- максимальное усилие — 5 т;
- длина — 36 см, масса — 3,2 кг;
- наличие вращающейся головки гильотинного типа;
- дополнение конструкции рычагом для сброса давления;
- стоят около 20 тыс. рублей.

ПОСМОТРЕТЬ Гидравлические ножницы на AliExpress → Крупные инструменты устанавливаются на базовую машину путем болтового крепления. Предназначены для:
- резки металлолома;
- утилизации автомобилей, автобусов, грузовиков;
- демонтажа металлоконструкций;
- резки и утилизации подвижного железнодорожного состава;
- разрезания лодок, кораблей, катеров.
Внушительные гидроножницы для резки металла выпускаются в нескольких сериях. Например, модели класса AD демонтируют стальные сооружения, MP-T подойдет для продольной резки металла (листового), DS — для железобетона, и так далее.
Особенности дискового инструмента
Дисковые ножницы, также известные как роликовые, имеют более совершенную конструкцию. Рабочими органами выступают роликовые ножи, которые при вращении в разные стороны вдавливаются в заготовку и разрезают ее. Взаимное трение металла и дисков вызывает движение листа вдоль инструмента.

Обычно дисковые ножницы имеют два ролика — сверху и снизу. Их взаимное расположение бывает трех видов:
- параллельное;
- с одним наклонным роликом;
- с обоими наклонными роликами.
Ручные дисковые ножницы с параллельным положением рабочих органов служат для резки металла на полосы. Вторая группа применяется при работе с кольцевыми или круглыми заготовками. Третья — для них же, но с небольшим радиусом.
Отличительные свойства инструмента — быстрота работы и отсутствие необходимости дополнительной обработки обрезанного края. К тому же, роликовые ножницы для резки листового металла стоят в приемлемом диапазоне от 20 до 40 т. р., благодаря чему стали очень популярными среди потребителей.
Особенности листовых ножниц
Напоминают по принципу работы обычные хозяйственные аналоги. На жесткой опоре крепится статичный нож, на перпендикулярной плоскости — подвижный. Опорная зона регулируется, благодаря чему пользователь подбирает нужный зазор между обоими лезвиями под толщину заготовки.
Листовые ножницы по металлу режут заготовку только от края; с середины не позволит конструкция. Фигурную резку тоже сложно осуществить.
Востребованность изделий обусловлена грамотным соотношением толщины разрезаемого листа и стоимости. Например, листовые ножницы по металлу Makita BJS160Z стоят порядка 10 тысяч рублей, при этом имеют следующие характеристики:
- максимальная толщина резки стали — 1,6 мм, алюминия — 2,5 мм;
- минимальный диаметр реза — 0,5 м;
- аккумуляторное питание;
- частота ходов — 4300/мин.
Данного инструмента достаточно для стандартных домашних и гаражных работ.
Отечественные производители предлагают товары с похожими параметрами и ценой ниже. Например, листовые ножницы по металлу Калибр-Мастер ЭНН-500 с максимальной толщиной резки 2,5 мм обойдутся потребителю в 4 тысячи рублей. Однако отзывы пользователей говорят о том, что зарубежные производители (Makita, Bosch, Metabo и другие) поставляют на рынок оборудование понадежнее.
Самостоятельное изготовление изделий
Поскольку резку металла ручными ножницами проста, некоторые мастера не видят смысла в покупке дорогого оборудования. Особо это касается роликовых моделей — дорогих и привлекательных. Однако сделать самодельные ножницы по металлу несложно, если материалом ножей служит прочный сплав, прочность которого выше, чем у разрезаемого материала.
Распространено использование подшипников в качестве роликов. Их торцы предварительно затачиваются. Приводной ролик фиксируется на ручку, при давлении на которую инструмент вдавливается в заготовку. Далее пользователь лишь тянет на себя лист металла, держа ручку прижатой к основанию.
Каким бы легким не казалось изготовление ножниц по металлу своими руками, делать этого не рекомендуется. Оборудование известных брендов обеспечит безопасную работу при резке заготовок, прослужит дольше. К тому же, на прилавках есть модели, не требующие дополнительных агрегатов для работы (ножницы рычажные по металлу самодельные, например, работают лишь вкупе со станком).
Советы по выбору
- мощность;
- емкость аккумулятора (при выборе моделей класса);
- эргономичность;
- максимальная толщина металла;
- маневренность;
- защитные функции;
- исполнение пускового узла;
- функционал режущих деталей.
Пользователь должен помнить о мерах предосторожности, проверять исправность всех узлов агрегата перед началом работы. При использовании электрических ножниц давать им перерывы для остывания двигателя.
Приведенная выше классификация изделий для резки металлических заготовок поможет сориентироваться начинающим мастерам в многообразии существующих моделей.
Техника работы с ножницами по металлу (гильотинами)
Гильотинные ножницы – это вид кузнечного оборудования прессового типа, применяемый для резки и рубки листов металла и других материалов, а также проката с различным профилем.
Резка заготовки заключается в опускании лезвия гильотины на разделываемый материал:
- лист материала или профиль размещается на рабочем столе станка;
- при помощи упоров и ограничителей заготовка выравнивается;
- после фиксации изделия производится запуск привода оборудования;
- при опускании верхнего ножа на нижний происходит разрубание материала на две части;
- полученные фрагменты подаются в специальный лоток.
Техника безопасности
Данный тип оборудования представляет опасность для оператора в процессе эксплуатации, поэтому необходимо соблюдать ряд мер по безопасности:
- задействованный в работе с гильотинами персонал должен быть проинструктирован по соответствующему курсу техники безопасности;
- у станочников должны быть документы, разрешающие работу на оборудовании;
- заточка ножей должна быть надлежащего качества;
- запрещено запускать непроверенное оборудование;
- зазор между лезвием и рабочей зоны выставляется в соответствии с данными справочной таблицы, исходя из толщины заготовки и ее материала;
- все подвижные механизмы должны быть смазаны;
- работа выполняется в средствах индивидуальной защиты;
- материал ножей не может быть мягче материала разрезаемой детали.
При эксплуатации гильотин существует перечень отдельных этапов соблюдения мер безопасности:
- предварительный;
- операционный – непосредственная работа по резке;
- заключительный.
Предварительная подготовка
Это самый важный этап, так как от него в основном и зависит безопасность работы на гильотинном станке. Для начала, мастер должен надеть фартук, рабочую форму, очки, а также обувь с противоскользящей подошвой. Перчатки на гильотинных ножницах не применяются. Кроме того обязательно нужно снять все украшения и другие выступающие или висящие предметы: цепи, кулоны, часы. Длинные волосы рекомендуется убрать под головной убор.
Рабочая зона гильотинных ножниц обязательно должна быть защищена ограждениями, которые необходимы для предотвращения попадания металлических отходов в тело человека. Убирать и перемещать ограждения можно только при обслуживании оборудования специалистом сервисного центра. До запуска привода гильотины стоит проконтролировать наличие и состояние смазочных материалов и подвижных элементов конструкции. Также следует очистить все поверхности станка от накопившихся остатков стружки, пыли и других загрязнений. Если выявлены неисправные компоненты, то требуется их незамедлительный ремонт или замена, работа на станке с неисправными деталями запрещена. В рабочей зоне не должно находиться посторонних предметов и неиспользуемых инструментов, она должны быть чистой и хорошо освещенной.
Защитные и предохранительные ограждения необходимы еще и для предотвращения самопроизвольного начала движения лезвия, в частности для этого применяются специальные компенсаторы. В конструкции гильотины используется широкий перечень таких дополнительных модулей:
- упоры и помощники для подачи, поддержки и обратного возврата заготовки;
- измерительные приборы для точности обработки;
- ограничивающие и направляющие упоры;
- гидравлические или механические фиксаторы материала;
- предохранители для экстренного или штатного отключения двигателя станка.
Эксплуатационный и заключительный этапы
В процессе резки необходимо контролировать соприкосновение рук мастера с материалом заготовки, нужно избегать острых и необработанных краев. Нельзя допускать засовывание рук в зону резания. Также не стоит резать детали с превышением допустимых параметров по размерам заготовки, твердости обрабатываемого материала. В случае слабой фиксации заготовки нужно выключить привод станка и заново ее закрепить. Вся работа производится с помощью упоров и удлинителей с одного рабочего места – нельзя тянуться при подаче заготовке.
По итогам работы следует выключить оборудование, убрать накопившиеся загрязнения, полученные детали и отходы производства.
Сравнительная характеристика гильотинных ножниц
Гильотинные ножницы — один из самых удобных станков для раскроя и резки металла. Существует несколько разновидностей и модификаций этого оборудования.

Резка листового и профильного металла требуется практически на всех металлообрабатывающих и машиностроительных предприятиях, от небольшой слесарной мастерской до огромного завода. Нередко приходится резать металл в домашней мастерской или непосредственно на стройплощадке. Гильотинные ножницы — один из самых удобных станков для раскроя и резки металла. Существует их несколько разновидностей и модификаций, о которых более подробно будет сказано дальше.
Резка металла на гильотине используется в случае, когда требуется изготовить детали прямолинейной конфигурации довольно большого размера — полосы, прямоугольники, треугольники со стороной от нескольких сантиметров до нескольких метров. Толщина металла находится в диапазоне 2-60 мм, заготовка по ширине может достигать 2 метров, а по длине практически неограничена.
Основные виды гильотинных ножниц

Промышленные цеха, частные и домашние мастерские, специализирующиеся на металлообработке, оснащаются различными видами гильотинных ножниц, которые отличаются:
- видом привода;
- мощностью;
- типом ножей;
- производительностью;
- максимальной толщиной разрезаемого металла;
- ассортиментом проката, с которым могут работать;
- размером обрабатываемого листа;
- количеством выполняемых операций.
По типу привода ножницы подразделяются на:
- ручные;
- гидравлические;
- пневматические;
- электромеханические.
Гильотинные ножницы по металлу работают по принципу воздействия на металл одновременно большой силой давления и острой кромкой ножа, действующего по принципу обыкновенных ножниц. Две части ножевого устройства смещаются относительно друг друга. Зажимают между собой лист или прокат и сдвигают его соседние слои, разрезая при этом острым лезвием.
Процесс резки гильотиной соединяет в себе две операции — резку и ломание.
Хорошая гильотина для резки металла промышленного производства обеспечивает до 90% разреза и около 10% лома.
Кромка реза при маленьком зазоре Кромка реза при оптимальном зазоре Влияние величины зазора на кромку
При этом рез получается ровным и практически не требует обработки. Если ножи затупились или неправильно выставлен зазор, то соотношение рез/лом изменяется и на нижней кромке возникает острый выступ — грат, который свидетельствует о низком качестве резки.
О грат можно легко порезать руки, особенно при работе с нержавеющей сталью. Одним из главных правил техники безопасности при работе с ножницами гильотинного типа является применение рукавиц из плотной ткани или с кожаными нашивками. Появление грата сигнализирует о необходимости изменения настроек или заточки ножей.
Гидравлические гильотинные ножницы
Промышленные станки для резки металла, оборудованные гидравлической системой привода, принадлежат к самым мощным и производительным разновидностям гильотин. Они предназначены для серийного или штучного производства заготовок с прямолинейными кромками из листов металла толщиной 2-20 мм с длиной реза 1-3 м.

Для больших машиностроительных компаний производятся гидравлические гильотины с возможностью резки листа шириной до 6 м и толщиной более 20 мм. Они отличаются большим весом и размерами и производятся в единичных экземплярах.
Гильотина гидравлическая развивает на ножницах усилие ≥ 400 МПа по всей длине разрезаемого листа. Станки оборудуются ножами как с прямым движением верхнего ножа по вертикальным направляющим, так и с дугообразной траекторией (консольные). Второй вариант позволяет при меньшей мощности гидравлики работать с более толстыми листами металла или сплавами повышенной прочности. Точность реза при этом не снижается.
Зазоры между ножами регулируются по специальной таблице в ручном, полуавтоматическом или автоматическом режиме. Одним из самых современных станков является гидравлическая гильотина с ЧПУ. Для ее настройки требуется минимум времени, а для переключения на производство одного из десятков видов продукции достаточно нажатия одной кнопки. Вся информация о настройках хранится в памяти станка.
Одной из главных особенностей гидравлических ножниц является их бесшумность — ножи двигаются плавно, нет ударных воздействий, характерных для пневматических и электромеханических гильотин.
Безопасность работы обеспечивается наличием фотодатчиков в зоне работы, защитными экранами и ограничителями хода подающего механизма. Возврат балки в верхнюю точку обеспечивается пружинами или газонакопительными амортизаторами.
Электромеханические гильотинные ножницы
Распространен это вид гильотин наравне с гидравлическим. Практически не отличается от гидравлической гильотины по производительности (до 60 ходов ножа в минуту) но более шумный — кривошипный механизм привода вызывает быстрое движение ножа и ударное воздействие на заготовку.

Как и гидравлическая, электромеханическая гильотина предназначена для промышленного использования в цехах, где требуется высокопроизводительная точная резка прямолинейных заготовок большого размера и толщины. Однако производятся и рубка металла на гильотине электромеханического типа и в условиях мелкосерийного и кустарного производства — для этой цели создана целая серия ножниц небольшой мощности. Они занимают немного места в мастерской и позволяют без труда резать оцинкованную листовую сталь, алюминий, медь, пластик и нержавейку толщиной до 2-3 мм.
Привод на верхнюю балку с ножом производится при помощи кривошипно-шатунного механизма на валу отбора мощности от электродвигателя, который включается нажатием педали или кнопкой. Проворачиваясь, эксцентрики передают усилие на оба конца ножевой балки, и усилие резания распределяется равномерно. В конце одного оборота вала балка возвращается в верхнее положение, и заготовка подается для следующего реза.
Оснащение электромеханических гильотин ЧПУ позволяет превратить их в одни из самых точных и производительных станков для резки и рубки металла. Они простые в обслуживании, обладают надежной кинематической схемой и дешевле гидравлических. При желании и наличии слесарной квалификации, сделать гильотинный резак с электроприводом можно самостоятельно в домашней мастерской или в условиях небольшого производства.
Пневматические гильотины
Гильотина для рубки металла с приводом, работающим от сжатого воздуха, превышает по производительности гидравлические и приблизительно равна электромеханическим. Для ее работы требуется компрессор или центральная магистраль со сжатым воздухом. Применяются пневматические гильотины в крупных металлообрабатывающих цехах для производства крупносерийных деталей.
Как и электрические и гидравлические станки, пневматические гильотинные ножницы принадлежат к стационарному типу оборудования. Они оснащаются рабочими столами большой площади, выдвижными контейнерами для сбора продукции и автоматизированными механизмами подачи. Большинство пневматических ножниц оборудуется ЧПУ — скорость работы пневматики в сочетании с электронным управлением позволяет получить большое количество деталей высокой точности за ограниченное время.
Ручная гильотина для металла
Механические гильотинные ножницы с приводом от рычага или педали — несомненно, самый распространенный вид металлорежущих станков. При ограничении по толщине обрабатываемого металла и его видам, гильотинные ножницы ручные можно встретить в каждой мастерской или цехе, где предполагается работа с листовым металлом, арматурой или профильным прокатом.

Гильотинный механический резак оборудуется двумя ножами. Нижний, как и у гидравлической или электрической гильотины — неподвижный. А верхний может передвигаться по направляющим вертикально вниз, как у промышленных установок, или поворачиваться вокруг оси. Точка вращения находится на одном из концов ножевой балки, на втором — рукоятка.
Ручная гильотина механическая может оборудоваться редуктором, позволяющим развить на ноже значительное усилие, позволяющее резать листы толщиной более 1 мм толщиной и нержавеющею сталь. Гильотина ножная приводится в действие педалью, ручная — рычагом. Возможен и комбинированный привод. Мобильная гильотина для рубки металла устанавливается на любой ровной поверхности, обеспечивающей устойчивость станка, и применяется на строительных площадках, например, для резки кровельной стали или профнастила.
Во втором случае чаще всего используется гильотина ручная сабельного типа, оснащенная дугообразным ножом. Точка резания в таком случае плавно перемешается траекторией реза и не повреждает металл сложного профиля. Ручная сабельная гильотина применяется как для поперечного, так и для продольного резания заготовок из стали, алюминия, нержавейки.
Гильотинная рубка на ручных станках возможна и при работе с арматурой, уголком и профилем. Если рубка листа на гильотине возможна на всех видах станков, то мини гильотина по металлу для работы с фасонным прокатом должна быть оборудована редуктором.
Современные способы рубки металла и ее дефекты
Подробно рассмотрим какими способами производится рубка металла, возможные проблемы, разница между механической и ручной операцией и виды оборудования.

Обработка металла заключена в нескольких операциях, одной из который является рубка. При этом заготовка делится на более удобные куски, предваряя процесс резки. Далее подробно рассматривается, какими способами производится рубка металла, возможные проблемы, разница между механической и ручной операцией и виды используемого оборудования.
Общая информация
Рубка металла это слесарная операция, заключенная в воздействии режущего либо ударного инструмента на металлическую заготовку. Процесс позволяет разделить ее на части, избавиться от лишних слоев материала, а также получить канавки и пазы. Режущим инструментом для рубки металла служит крейцмейсель или зубило, а ударным — молоток. Последний используется всегда при ручной работе, а первые два — в зависимости от желаемого результата.

Зубило предназначено для грубой работы и обрезания заусенцев. Состоит оно из 3 частей:
- рабочей (осуществляет рубку);
- средней (мастер держит зубило за нее);
- ударной (по ней бьют молотком).
Крейцмейсель — инструмент для вырубания пазов и узких канавок; для широких используется модифицированное приспособление с другой формой режущей кромки («канавочник»).
Ручная обработка заготовок на производстве — энергозатратный и малопроизводительный процесс. Часто она заменяется на механическую.

Последовательность рубки металла зубилом такова:
- заготовка кладется на плиту или наковальню, а лучше — крепится в тисках;
- зубило ставится на линию разметки (место обрубания) вертикально;
- молотком наносятся легкие удары по контуру;
- далее следует глубокая рубка по проявившемуся контуру;
- заготовка переворачивается;
- удары зубилом производятся с другой стороны до окончания рубки.
Важно оставлять небольшую часть лезвия в прорубленной канавке, чтобы процесс был точным. Теперь — пара слов о проблемах, возникающих по ходу ручной рубки металла.
Возможные дефекты
Ручная рубка металла плоха тем, что есть вероятность порчи заготовки, хотя весь процесс строго контролировался. Ниже приведены распространенные дефекты и их причины.
- Криволинейность обрубленной кромки (слабое закрепление детали в тисках).
- Кромка «рваная» (удары проводились тупым зубилом или неверно заточенным крейцмейселем).
- Нарушена параллельность сторон изделия (перекос рисок либо заготовки в тисках).
- Глубина канавок разнится по длине (не регулировался угол наклона крейцмейселя; удар был неравномерным).
- Появление зарубов на детали (тупое зубило).
- Наличие сколов на кромке детали или внутри канавки (не снималась фаска с заготовки).
Чтобы избежать перечисленных проблем и не испортить металлический шаблон для работы, рекомендуется соблюдать ряд правил:
- прочно крепить деталь, если это возможно;
- держать угол наклона зубила не менее 30 градусов;
- точно размечать заготовку;
- работать только заточенными зубилом и крейцмейселем, следить за углом их наклона;
- перед работой снять фаски с детали;
- наносить удары равномерно.
Ручная рубка листового металла была единственным способом работы лет 50 назад. Сегодня же к услугам мастеров — оборудование, требующее от них лишь своевременного контроля, работающее точно, эффективно и без порчи заготовок.
Гильотинные станки для рубки металла
Любое предприятие, занимающее выпуском или производством металлопроката, оснащено специальным оборудованием. Преимущества его внедрения очевидны:
- производительность труда растет;
- обеспечивается безопасность персонала;
- обработка материалов становится более качественной.
Наиболее известный станок для рубки металла в производственной среде известен как «гильотина». Она бывает:
- ручной;
- механической;
- гидравлической.
Первая являет собой компактное устройство для локальных работ. Режет листовой металл небольшой толщины (до 0,5 мм) и приводится в действие при помощи усилия человека. Применение ручного станка для рубки арматуры, железа, стали и другой продукции эффективнее, чем работа зубилом или крейцмейселем, однако производительность труда все еще будет мала. Причина — в необходимости человеческих усилий.
Механическая гильотина оснащается ножным приводом. Габариты ее внушительны, а допустимая толщина материалов для рубки увеличена до 0,7 мм. За счет использования силы ног, а не рук, производительность растет на несколько процентов.
Особняком стоит гидравлическая гильотина, работающая автономно и не требующая вмешательства человека. Оснащена блоком управления, в котором задается до десятка параметров (вид металла, угол среза и другие). Допустимая толщина заготовки варьируется в зависимости от модели и доходит до нескольких миллиметров.
Перечисленные виды рубки металла дополняются оборудованием, конструктивно отличающимся от гильотин и имеющим расширенную сферу применения.
Особенности комбинированных устройств
Первые рубят и режут полосовой, листовой, фасонный, сортовой прокат. Пресс-ножницы незаменимы при пробивке отверстий в заготовках, вырубке открытых пазов. Данные комбинированные станки для рубки справляются с любым профилем (швеллер, уголок, тавр/двутавр, круг, квадрат и другие).

Угловысечные станки также именуются вырубными штампами. Их отличает:
- простота конструкции;
- высокая производительность работы;
- повышенная точность изделий на выходе.
Применяются для угловой обработки любых материалов. Компактная конструкция включает измерительную шкалу и зубила, обеспечивающие рубку. Штамп для процесса подбирается в зависимости от толщины листов.
Некоторые применяемые при рубке металла инструменты сочетают в себе ручной и механизированный труд. К ним относятся:
- пневматические и электрические рубильные молотки;
- специальные станки, где стандартные приемы рубки зубилом ускоряются в 5-10 раз благодаря использованию специальных приспособлений.
Чтобы у вас сложилось ясное представление о характеристиках устройств, далее рассмотрим один пример. В частности, станок для нарезания арматуры СМЖ 172.
Особенности устройства
Станок СМЖ 172 предназначен для резки арматурной стали, полос, металлических профилей с максимально допустимым пределом прочности 470 МПа. Имеет несколько модификаций:
- СМЖ-172 А (непрерывный ход ножа);
- СМЖ-172 БАМ (непрерывный и одиночный ход).
Рубочный станок для арматуры СМЖ 172 имеет следующие технические характеристики:
- мощность — 3 кВт;
- диаметр разрезаемой арматуры — до 40 мм;
- габариты полосы — 40х12 мм;
- резка квадрата со стороной до 36 мм;
- частота хода кулисы — 33 об/мин (9 об/мин — для одиночного хода);
- максимальное усилие — 350 кН;
- вес — 430/450 кг.
Конструкция станка для рубки арматуры смж 172 дополнена регулируемым упором с реечным зацеплением, который позволяет получить ровный перпендикулярный срез.
Преимуществами использования оборудования являются:
- возможность замены расходных элементов (лезвий) на рабочем месте без помощи специальных стендов;
- допустимо длительное хранение станка, если он не используется (в соответствии с рекомендациями производителя);
- легкость разборки механизма с целью регулировки параметров.
Станок уникален, ведь он может работать как автономно (непрерывное движение зубила), так и в нужный момент (одиночный ход при нажатии рукоятки). Рубка гильотиной, к примеру, пока не обладает таким функционалом. Увидеть работу станка СМЖ 172 можно на видео ниже.
Видео: Ручная рубка металла на станке СМЖ 172.
Рубка металлических заготовок — один из основных производственных процессов. На смену тяжелому человеческому труду приходит машинный, и этим стоит пользоваться. Перечисленные инструменты для рубки материалов справляются с разными заготовками. Важно лишь правильно выбрать подходящее оборудование.
Читайте также: