Объемная холодная штамповка металла
Обновлено: 06.05.2024
1. Объемная холодная штамповка – это процесс, при котором происходит уменьшение пластичности металла и одновременное увеличение его прочности. Благодаря упрочению, которое происходит на определенных этапах обработки, деформирование заготовки во время последующих операций оказывается затруднено. Вредное влияние упрочнения может быть устранено, для этого применяется межоперационная термообработка или рекристаллизационный отжиг.
Объемная холодная штамповка делает возможным получение деталей высокой точности. Поверхность таких деталей отличается хорошим качеством, при этом необходимости в обработке резанием в процессе изготовления детали почти не возникает. Холодная штамповка исключает нагрев изделия в процессе его производства, благодаря отсутствию нагрева формируются благоприятные предпосылки для автоматизации технологического процесса. Последнее же, в свою очередь, влияет на улучшение условий труда, что приводит естественным образом к повышению производительности.
Для массового производства небольших поковок обычно без последующей механической обработки применяют объемную штамповку металла в холодном состоянии на кузнечных автоматах – холодновысадочных, обрезных, гибочных и др.
К этому виду штамповки относят объемную штамповку без нагрева: осадку, выдавливание, высадку, калибровку, чеканку.
Холодной объемной штамповкой изготовляют небольшие детали из стали, цветных металлов и их сплавов. При этом по сравнению с обработкой резанием сокращаются технологические отходы металла и время обработки в несколько раз.
2. Холодное выдавливание – операция по формообразованию сплошных или полых изделий, благодаря пластическому течению металла из замкнутого объема через отверстия соответствующей формы. Особенностью процесса является образование в очаге деформации схемы трехосного неравномерного сжатия, повышающего технологическую пластичность материала.
Холодное выдавливание является одной из наиболее распространенных операций объемной холодной штамповки. Сущность его заключается в том, что массивная заготовка под давлением пуансона перемещается в кольцевой зазор между матрицей и пуансоном и образует полую деталь с дном или трубку с фланцем.
В зависимости от направления течения металла различают:
- прямое выдавливание – применяется для получения сплошных удлиненных поковок;
- обратное выдавливание – применяется для получения пустотелых поковок;
- боковое выдавливание – применяется для получения поковок с отростками;
Существуют четыре способа выдавливания: прямой, обратный, комбинированный и боковой.
Прямой способ (рис. 49, а)характеризуется тем, что заготовка перемещается в направлении движения пуансона. Этот способ применяется для изготовления пустотелых деталей с фланцем и иногда – для стержней с большими утолщениями, которые нецелесообразно изготовлять высадкой (трубки с фланцем, стакан с фланцем).
Обратный способ (рис. 49, б),чаще всего встречающийся в производстве, характеризуется тем, что металл течет в направлении, обратном движению пуансона. Этим способом получают полые детали с утолщенным дном, имеющие в плане круглую, прямоугольную или овальную форму, например корпуса конденсаторов, тюбики для зубной пасты и т. п.
Комбинированный способ (рис. 49, в) представляет собой сочетание прямого и обратного способов, т. е. металл течет по нескольким направлениям. Возможны сочетания различных схем.
При боковом выдавливании металл течет в боковые отверстия матрицы под углом к направлению движения пуансона. Таким образом, можно получить детали типа тройников, крестовин и т.п. Для обеспечения удаления заготовок из штампа матрицу выполняют состоящей из двух половинок с плоскостью разъема, проходящей через осевые линии исходной заготовки и получаемого отростка.
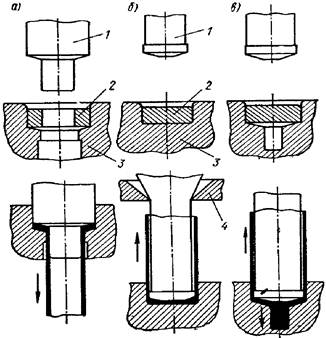
Рис.49 Способы холодного выдавливания:
а – прямой; б – обратный; в – комбинированный; 1 – пуансон; 2 – заготовка; 3 – матрица
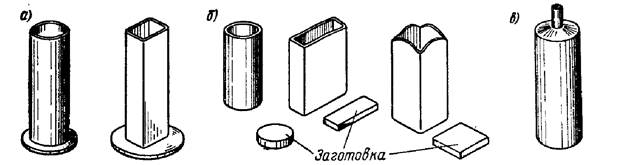
Рис.50 Примеры деталей, изготовленных холодным выдавливанием:
а – прямым; б – обратным; в – комбинированным
3. Холодная высадка изделий (рис. 51) представляет собой технологический процесс, в результате которого увеличивается поперечное сечение в заданных участках заготовки за счет пластической деформации в матрицах без предварительного подогрева металла.
Холодная высадка обеспечивает благоприятное расположение волокон макроструктуры, в результате чего повышаются прочность деталей и сопротивление истиранию. Увеличение диаметра заготовки при высадке ограничивается её продольной устойчивостью или вероятностью разрушения с образованием продольных трещин. Потери устойчивости (искривления оси) не происходит, если длина высаживаемой части меньше 2,5 диаметра заготовки. При необходимости высаживать более длинный участок заготовки высадку ведут в несколько переходов, последовательно увеличивая диаметр при соответствующем уменьшении длины высаживаемой части. Для уменьшения опасности разрушения заготовки применяют многопереходную высадку с промежуточным рекристаллизационным отжигом.
Секреты штамповки металла при производстве
Штамповка металла — процесс изменения формы и размеров металлических заготовок под действием давления. Подробное знакомство с технологией проведения работ поможет понять секреты популярности данного способа обработки металлопроката.

Горячая объемная штамповка металла
Особенностью метода заключается в деформации заготовки после нагревания ее до определенной температуры. Формообразование происходит в результате принудительного перераспределения разогретого металла по выемкам внутренней поверхности штампа.
Особенности горячего штампования
Процесс основан на использовании пластичности металла, которая увеличивается при нагревании. Перед началом формовки болванки равномерно прогреваются на специальных установках с автоматическим управлением. Они обеспечивают поддержание необходимой температуры по всему объему заготовок и исключают образование оксидных пленок.
- Электроконтактные установки. Нагрев осуществляется электрическим током, проходящим по заготовке.
- Индукционные системы. Прогревание болванки происходит за счет вихревых токов, возникающих в поверхностном слое болванки.
- Газовые печи. Температура заготовок повышается в изолированной камере, наполненной инертным газом.
Горячая объемная штамповка металла проводится обученным персоналом, обладающим практическими навыками и опытом работы на данном виде производства.
Данным способом производят два вида деталей:
- Удлиненные. Это могут быть: рычаги, валы, воротки и другие. Работа проводится плашмя и завершается фасонированием в заготовительных вальцах ковки.
- Дисковые. В их число входят: кольца, диски, шестерни, крышки. В данном случае применяется метод осадки в торец заготовки с применением штамповочных переходов.
Закрытый способ
Для получения изделий необходимой формы используются прессы с выступом наверху и пустотами внизу. Между неподвижной и подвижной частями имеется минимальный зазор. Полости для разъема располагаются по отношению друг к другу под углом 90°. Метод используется, в тех случаях, когда размеры готового изделия и поковки совпадают по параметрам.

Открытый способ
В данном случае между рабочими деталями имеется больший зазор для стекания лишнего металла. Для удаления облоя используются обрезные и пробивные штампы и кривошипные прессы. Технология может применяться для штамповки изделий любого размера. Безупречная поверхность, однородная структура и экономия металла – преимущества открытого способа.
Штамповочные ручьи
Создание сложных форм с перепадами толщин и высот, выступами и изгибами осуществляется благодаря поверхностям, имеющим специальные впадины, заготовительные и штамповочные ручьи.
- Протяжные. Применяются для увеличения длины отдельных участков путем нанесения частых ударов с одновременным кантованием детали.
- Заготовительные. Необходимы для фасонирования заготовки и придания готовому изделию формы с минимальным отходом металла.
- Пережимные. Используются для уменьшения высоты с одновременным увеличением ширины отдельного участка заготовки.
- Подкатные. Обеспечивают равномерное распределение металла по оси заготовки с увеличением диаметра отдельных частей.
- Гибочные. Применяются для формирования поковки, угол изгиба которой составляет 90°.
- Черновые. Для приближения размеров заготовки к требуемым габаритам детали и снижения износа чистового ручья.
- Чистовые. Они устанавливаются в середине штампа, и используется окончательной формовки изделий. При его изготовлении учитываются припуски на усадку. Выдавливаемый металл оттекает через облойную канавку.

Дополнительные операции
На заключительном этапе после удаления лишнего материала в чистовом ручье проводится коррекция формы детали. Это требуется для правки ее искривленных осей. Изделия из легированных сталей и больших размеров обрабатываются в горячем состоянии. Продукция мелкого калибра корректируется после термообработки и остывания.
Доведение физических свойств до необходимых значений происходит во время заключительного нагревания. Термообработка снимает остаточное напряжение, уменьшает зернистость и повышает пластичность.
Очистка от окалины проводится механической обработкой. Процедура для крупных изделий проходит в дробеструйных комплексах. Мелкие детали очищаются в галтовочных барабанах.
Для снижения шероховатости и получения точных размеров применяется калибровка продукции. После нее не требуется проводить финишную обработку, достаточно отшлифовать полученные детали. Для работы применяются специальные штампы с особо точными ручьями, повторяющими конфигурацию поковки.
Преимущества и недостатки горячей штамповки
- Экономия металла за счет снижения потерь.
- Возможность изготовления деталей сложных форм.
- Снижение трудоемкости.
- Получение изделий точной формы и конфигурации.
- Высокий уровень производительности.
- Высокая стоимость проектирования и изготовления оснастки.
- Сложность и энергоемкость процесса.
- Максимальный вес не превышает 4 тонны.
Горячий метод используется для выпуска больших серий и в случаях, когда сложность форм и толщина изделий не позволяет провести штампование холодным способом.

Холодная штамповка металла
Холодный способ представляет собой технологическую операцию, при которой металлическая заготовка без предварительного нагрева подвергается деформации.
Листовое штампование
Детали данным методом изготовляют прессованием металлических листов, полос или рулонов. Толщина получаемой продукции не превышает 10 мм. Листовая штамповка металла востребована при массовом производстве изделий, абсолютно идентичных по форме и размерам.
- Универсальные. Они предназначены для вырубки, сгибания и вытяжки.
- Специальные. С их помощью осуществляется глубокая вытяжка и специфическое выгибание деталей.
Листовая штамповка металла может проводиться на механизированном оборудовании или на пресс-автоматах.
Заготовки для работ при необходимости нарезаются с помощью механических или гидравлических ножниц. Широкие листы режутся на дисковых инструментах с цилиндрическими ножками. Криволинейный контур выполняется дисковыми или коническими ножницами.

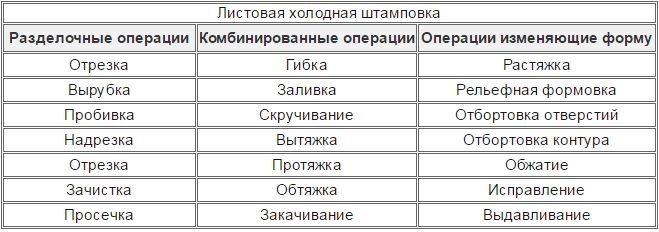
Виды операций, проводимые во время листовой штамповки
- Формоизменяющий. К нему относятся: скручивание, прогибание, навивание, обжим, формование, вытягивание, отбортовка. За время прохождения операции материал заготовки не разрушается, меняется только форма и размер.
- Разделяющий. В него входят: нарезка, прокалывание, обрезка, пробивка и зачистка. Заготовки в данном случае разделяются во время сдвига по заданному контуру.
Плюсы и минусы метода
К недостаткам холодного листового штампования металла относится высокая стоимость оборудования. Окупаемость процесса происходит быстро только в серийном производстве.
- Возможность выполнять параллельно несколько операций.
- Получение взаимозаменяемых деталей.
- Рост производительности и эффективности.
- Экономичность массового и серийного производства.
- Получение прочных деталей с сохранением их минимальной массы.
- Точность размеров и высокое качество поверхности.
Холодное штампование рассчитано на производство изделий массой, не превышающей 1 тонну. Производство изделий большего веса не рекомендуется.

Объемная холодная штамповка
Этот универсальный метод востребован в производстве разнообразных изделий из металла. Существует несколько видов объемного штампования.
Холодное выдавливание
- прямое;
- обратное;
- боковое;
- комбинированное.
Возможность получения изделий без разрушения и деформации заготовок – плюсы выдавливания.
Высадка
Процесс осуществляется на специальных автоматах. Штамповке подвергается прут или проволока. Они размещаются в рабочую зону и разрезаются на заготовки установленных размеров. Отрезанные части переносятся в штамповочный механизм.
Холодная объемная штамповка металла в открытых штампах
Способ основан на формовании деталей путем заполнения металлом полости штампа. Чтобы облегчить процесс и ослабить сопротивление металлической основы, детали расчленяют на переходы, между которыми они подвергаются отжигу. Благодаря этому повышается пластичность металла, сокращается риск разрушения деталей и увеличивается допустимая степень формоизменения.
Холодное объемное штампование осуществляется в открытых штампах. В условиях холодной деформации закрытая штамповка используются для получения изделий из цветных металлов.

Достоинства и недостатки объемной штамповки
Основным минусом данного метода является быстрое изнашивание штампов. Причиной тому служат значительные механические нагрузки, которые испытывает на себе применяемое оборудование.
- Получение высококачественных изделий без окалины.
- Прочность произведенных деталей и точность размеров за счет отсутствия окисления.
- Высокая производительность.
- Минимальная шероховатость поверхности изделий.
- Возможность полной или частичной автоматизации.
- Не нужно нагревать материал.
- Эффективность использования металла.
Качество изготовления продукции зависит от правильной сборки и работы штампа.
Заключение
Штамповка металла – востребованный способ для выпуска продукции. Секрет популярности данного способа обработки деталей состоит в высокой скорости производства изделий любых размеров и форм.
Объемная холодная штамповка
Холодную объемную штамповку выполняют на прессах или специальных холодноштамповочных автоматах. Основными ее разновидностями являются: высадка, выдавливание, объемная формовка, чеканка.
Высадка – образование на заготовке местных утолщений требуемой формы в результате осадки ее конца (рис. 15.1).
Рис.15.1. Схема высадки
Заготовкой обычно служит холоднотянутый материал в виде проволоки или прутка из черных или цветных металлов. Высадкой изготавливают стандартные и специальные крепежные изделия, кулачки, валы-шестерни, детали электронной аппаратуры, электрические контакты и т.д.
Длина высаживаемой части рассчитывается с учетом объема требуемого утолщения по формуле: .
Расчет числа переходов производится в основном по соотношению длины высаживаемой части и диаметра заготовки , которое характеризует устойчивость к продольному изгибу. При используют один переход, при – два перехода, при – три перехода. При большом количестве переходов происходит упрочнение металла, поэтому требуется отжиг.
Последовательность переходов изготовления деталей показана на рис. 15.2.: за три перехода (рис. 15.2.а); за пять переходов (рис. 15.2.б).
Рис.15.2. Последовательность переходов изготовления детали
Высадка осуществляется на прессах, горизонтально-ковочных машинах, автоматических линиях, оснащенных холодновысадочными пресс-автоматами.
Выдавливание – формообразование сплошных или полых изделий, благодаря пластическому течению металла из замкнутого объема через отверстия соответствующей формы.
Особенностью процесса является образование в очаге деформации схемы трехосного неравномерного сжатия, повышающего технологическую пластичность материала.
Различают прямое, обратное, боковое и комбинированное выдавливание (рис. 15.3).
При прямом выдавливании металл течет из матрицы 2 в направлении, совпадающем с направлением движения пуансона 1 (рис.15.3.а, 15.3.б). Этим способом можно получить детали типа стержня с утолщением, трубки с фланцем, стакана с фланцем.
При обратном выдавливании металл течет в направлении, противоположном направлению движения пуансона, в кольцевой зазор между пуансоном и матрицей для получения полых деталей с дном (рис. 15.3.в) или в полый пуансон для получения деталей типа стержня с фланцем (рис. 15.3.г).
При боковом выдавливании металл течет в боковые отверстия матрицы под углом к направлению движения пуансона (рис.15.3.ж). Таким образом, можно получить детали типа тройников, крестовин и т.п. Для обеспечения удаления заготовок из штампа матрицу выполняют состоящей из двух половинок с плоскостью разъема, проходящей через осевые линии исходной заготовки и получаемого отростка.
При комбинированном выдавливании металл течет по нескольким направлениям (рис.15.3.д, 15.3.е). Возможны сочетания различных схем.
Заготовки для выдавливания отрезают от прутков или вырубают из листа. Размер заготовок рассчитывают с учетом потерь на последующую обработку. Форма заготовки и ее размеры для полых деталей без фланца соответствуют наружным размерам детали; для деталей с фланцем – диаметру фланца; для деталей стержневого типа – размерам головки.
Выдавливание можно осуществлять и в горячем состоянии.
Рис. 15.3. Схемы выдавливания:
а,б – прямого; в, г – обратного; д, е – комбинированного; ж - бокового
Объемная формовка – формообразование изделий путем заполнения металлом полости штампа.
Схемы объемной формовки представлены на рис.15.4.
Рис.15.4. Схемы объемной формовки: а – в открытых штампах; б – в закрытых штампах
Она производится в открытых штампах, где излишки металла вытекают в специальную полость для образования облоя (рис.15.4.а), и в закрытых штампах, где облой не образуется (рис.15.4.б). Формовку в закрытых штампах применяют реже из-за больших сложности и стоимости получения заготовок точного объема, необходимости использования более мощного оборудования и меньшей стойкости штампов. В закрытых штампах получают в основном детали из цветных металлов.
Объемной формовкой изготавливают пространственные детали сложных форм, сплошные и с отверстиями. Холодная объемная формовка требует значительных удельных усилий вследствие высокого сопротивления металла деформированию в условиях холодной деформации и упрочнения металла в процессе деформации. Упрочнение сопровождается снижением пластичности металла. Для облегчения процесса деформирования оформление детали расчленяется на переходы, между которыми заготовку подвергают рекристаллизационному отжигу. Каждый переход осуществляют в специальном штампе, а между переходами обрезают облой для уменьшения усилия деформирования и повышения точности размеров деталей.
Заготовкой служит полоса или пруток, причем процесс штамповки может осуществляться непосредственно в полосе или прутке или из штучных заготовок.
В качестве оборудования используют прессы, однопозиционные и многопозиционные автоматы.
Чеканка – образование рельефных изображений на деформируемом материале.
Чеканка осуществляется в закрытых штампах на чеканочных фрикционных и гидравлических прессах.
При холодной штамповке коэффициент использования материала достигает 95 %. При холодном деформировании формируется благоприятная ориентированная волокнистая структура металла, что придает деталям высокую усталостную прочность при динамических нагрузках. Это позволяет получать конструкции с меньшими размерами и металлоемкостью, чем у конструкций, полученных обработкой резанием, не снижая при этом их надежность. Но для холодной объемной штамповки требуется дорогостоящий специальный инструмент, что делает целесообразным ее применение только в массовом и крупносерийном производствах.
Изготовление деталей холодной объемной штамповкой
Под холодной понимают штамповку без предварительного нагрева заготовок, т.е. процесс деформирования, соответствующий для практически используемых металлов условиям холодной деформации. Холодную штамповку подразделяют на объемную (сортового металла) и листовую (листового металла).
В зависимости от характера пластического течения металла объемную холодную штамповку разделяют на холодное выдавливание (прямое и обратное), высадку, осадку в открытых и закрытых штампах. Необходимо представлять типы деталей, получаемых каждым из способов.
Объемная холодная штамповка позволяет получать изделия с высокой точностью и хорошей поверхностью. Но так как сопротивление деформированию металла в холодном состоянии высокое (например, при обратном выдавливании стали с содержанием углерода более 0,3% оно составляет около 3000 МПа), а экономически оправданная стойкость инструмента достигается при давлениях примерно до 2500 МПа, то этот способ имеет ограничения применения по марким сплавов и размерам деталей (максимальный диаметр около 100 мм для стальных деталей и до 200мм - из алюминиевых и медных сплавов).
К листовой штамповке относят процессы деформирования заготовок в виде листов, полос, лент и труб. Процессы листовой штамповки делят на операции, последовательное применение которых позволяет придать исходной заготовке форму и размеры готовых деталей. Операции листовой штамповки объединяют в две группы: разделительные и формоизменяющие. При выполнении разделительных операций деформирование заготовки происходит вплоть до се разрушения. При выполнении формоизменяющих операций, наоборот, стремятся создать условия, при которых можно получить наибольшее формоизменение заготовки без ее разрушения.
Рассматривая разделительные операции, обратите внимание, как влияют на качество получаемых изделий технологические параметры процесса: зазор между режущими кромками, усилие прижима, форма режущих кромок. При разработке процессов вырубки изделий важно правильно расположить их на исходной листовой заготовке (раскроить материал). Правильный раскрой обеспечивает минимальные отходы при вырубке и в то же время достаточную перемычку между деталями, так как от нее зависит качество получаемых изделий.
Основным показателем экономичности раскроя служит коэффициент использования металла, равный отношению площади деталей к площади листа, полосы или ленты, из которых эти детали вырубают. Вырубка деталей из рулонной полосы или ленты экономичнее.
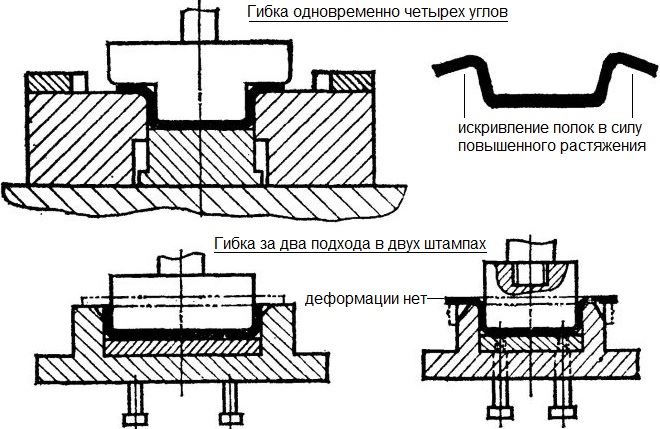
Рассматривая схемы формоизменяющих операций, обратите особое внимание на разновидности гибки, вытяжки и формовочные операции, рельефную формовку, отбортовку, раздачу, обжим. При этом отметьте факторы, ограничивающие предельное формоизменение, т.е. технологические возможности каждой операции.
При гибке в каждом сечении по толщине заготовки одновременно действуют сжимающие и растягивающие напряжения, тем больше, чем меньше отношение радиуса гибки к толщине материала. Минимальный радиус гибки ограничен. Особенностью гибки является относительно большая упругая деформация, приводящая к увеличению угла гибки - "пружинению" изделия. Поэтому необходимо корректировать угол гибки на угол "пружинения", который для каждого конкретного случая находят в справочниках.
При вытяжке полых изделий из плоской заготовки дно изделия, находящееся под пуансоном, практически не деформируется, а остальная часть заготовки (фланец) растягивается в радиальном направлении и сжимается в тангенциальном. При сжатии фланца может происходить потеря устойчивости и образование складок. Для предотвращения этого необходимо прижимать, фланец к торцу матрицы.
Усилие, необходимое для вытяжки и действующее со стороны пуансона на заготовку, увеличивается с увеличением отношения диаметра заготовки к диаметру вытягиваемого изделия. Это отношение называют степенью вытяжки и она характеризует предельное формоизменение изделия. При ее превышении усилие вытяжки превышает прочность стенки и происходит отрыв дна. В справочной литературе даны максимальные значения степени вытяжки или минимальные коэффициенты вытяжки. Если необходимо получить изделие с коэффициентом вытяжки меньше предельного, применяют вытяжку в несколько переходов без утонения или с утонением стенок.
При выполнении формовочных операций формоизменение происходит за счет местного утонения (рельефная формовка, отбортовка, раздача) или утолщения (обжим) листового материала. Впервом случае возможности операций ограничиваются опасностью разрушения материала, при превышении допустимых деформаций растяжения, во втором опасностью потери устойчивости материала образования складок. Для характеристики предельного формоизменения при каждой операции установлены соответствующие коэффициенты.
Инструмент листовой штамповки - штамп - обычно состоит из рабочих элементов (пуансона и матрицы) и ряда вспомогательных деталей, назначение которых можно легко уяснить. Такие штампы, называемые иногда жесткими, отличаются большим разнообразием и могут быть очень сложной конструкции со встроенными механизмами подачи листа и удаления деталей и отходов. Очевидно, что такие штампы окупаются при изготовлении достаточно больших партий одинаковых деталей. Поэтому следует заметить, что при изготовлении небольших партий изделий применяют штамповку эластичной, жидкостной, газовой средой, силовым (магнитным) полем и давильные процессы. В этих способах штамповки отсутствует одна из двух рабочих частей инструмента, вследствие чего процесс значительно экономичнее. Кроме того, при беспрессовой штамповке: взрывом, импульсным магнитным полем, электрогидравлической - нагрузка на заготовку носит импульсный характер. Это даст возможность штамповать сложные детали из труднодеформируемых сплавов, штамповка которых в обычных условиях затруднена.
Давильные работы предназначены для получения деталей по форме тел вращения и выполняются на специальном оборудовании, оснащенном числовыми программными устройствами.
Изучая принципиальные схемы этих видов штамповки, обратите внимание на их преимущества, недостатки и области наиболее рационального и экономического использования.
Литература: [1], разд. 3, гл. VI, §1-4.
Охрана труда и техника безопасности и кузнечно-штамповочном производстве.
Используемое при ковке, объемной и листовой штамповке оборудование имеет
повышенную опасность ввиду значительных рабочих усилий и быстроходности.
При обработкедавлением с нагревом заготовок необходимы меры безопасности
при работе с горячим металлом.
РАЗДЕЛ V. ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
1. Физические основы получения сварного соединения
Рассмотрите физическую сущность процесса сварки, используя знания о строении металлов и связи между атомами вещества.
Металл состоит из множества положительно заряженных ионов, упорядоченно расположенных в пространстве и связанных в единое целое облаком коллективизированных электронов. При соприкосновении двух металлических тел обычно не происходит их объединения в единое целое; этому препятствуют неровности на поверхности и пленки оксидов, гидридов и нитридов, дезактивирующих ее. Если активизировать поверхности заготовок и сблизить поверхностные ионы до расстояний, равных расстояниям между атомами твердого металла, то происходит сварка, т.е неразъемное соединение заготовок межатомными силами связи. На практике этого достигают тепловым, силовым воздействием или их сочетанием.
При сварке плавлением происходит только тепловое воздействие - нагрев до расплавления кромок заготовок с образованием единой жидкой металлической ванны. Ее кристаллизация происходит последовательным единичным или групповым оседанием атомов жидкой фазы во впадинах кристаллической решетки твердой фазы, при котором устанавливаются межатомные фазы. В результате кристаллизации в зоне сварки образуются зерна, принадлежащие одновременно основному металлу и металлу шва. В зоне сварки устанавливается такое же атомно-кристаллическое строение металла, как в основном металле, что обеспечивает равнопрочное соединение. При сварке плавлением оксиды и другие примеси на спариваемых поверхностях частично разрушаются при нагреве, а частично переводятся в легкоплавкие шлаки, всплывающие на поверхность шва.
При сварке давлением образование неразъемного соединения достигают а твердом состоянии силовым воздействием, если оно вызывает совместную пластическую деформацию заготовок в зоне сварки. При этом сминаются неровности, а оксиды и другие поверхностные пленки разрушаются и вытесняются из зоны сварки при пластическом течении металла. Образовавшиеся чистые активированные поверхности приводятся в соприкосновение, между ионами которых устанавливаются связи.
Для металлов, обладающих высокой пластичностью (медь, алюминий), сварку Давлением можно производить без нагрева (холодная сварка). Менее пластичные сплавы необходимо нагревать до температуры высокопластичного состояния, чтобы исключить местные разрушения при значительной пластической деформации в процессе сварки. Непластичные материалы (керамика, графит) образуют соединение а результате диффузии при длительном нагреве.
Литература: [1], разд. 5, гл. I.
Свариваемость металлов. Применяемость сварки определяется свариваемостью металлов заготовок. Под свариваемостью металла понимают его способность образовывать при сварке качественное сварное соединение, эксплуатационные свойства которого близки к свойствам свариваемого металла.
Важно понять, что свариваемость металлов и сплавов зависит от химического Состава сплава и способа сварки. Уясните принцип действия металлов по степени свариваемости. К ограниченно сваривающимся металлам относят те, которые дают качественные соединения лишь при усложнении технологии сварки (подогрев, специальные сварочные материалы).
Изучите причины ограниченной свариваемости металлов в виде дефектов, возникающих при сварке. Первой причиной являются напряжения и деформации в металле при сварке из-за неравномерного нагрева заготовок, которые действуют как на этапе кристаллизации шва, так и после полного охлаждения.
В процессе кристаллизации сварной шов испытывает растяжение главным образом из-за того, что холодные зоны заготовки препятствуют усадке и сокращению размеров остывающего шва. Этот фактор вызывает в шве образование горячих трещин, когда металл шва имеет крупнозернистое строение с повышенным содержанием легкоплавких примесей но границам зерен. В процессе дальнейшего охлаждения сварного соединения в нем накапливаются напряжения, вызывающие искажение формы конструкции.
В случаях когда напряжения велики, а металл при сварке претерпел закалку (особенно часто это бывает при сварке заготовок из среднеуглеродистых легированных сталей), в сварном соединении образуются холодные трещины, возникающие после остывания шва, а также в течение нескольких суток после сварки. Обратите внимание на основные способы борьбы с холодными и горячими трещинами. Свариваемость может быть низкой из-за снижения прочностных или антикоррозионных свойств сварных соединений в результате укрупнения зерен в зоне шва и околошовной зоне при высокотемпературном нагреве.
По ряду перечисленных причин свариваемость металла увеличивается при уменьшении температуры нагрева, длительности его пребывания при высоких температурах и сужения зоны нагрева. Поэтому при сварке давлением свариваемость обеспечивается для более широкого крута материалов, чем при сварке плавлением, Выбор способов сварки производят как по свариваемости, так и по форме, размерам конструкции, экономическим критериям процесса. Усвойте основные технико-экономические показатели способов сварки и правила конструирования технологичных соединений.
Холодная штамповка металла: технология, виды, оборудование
Холодная штамповка (ХШ) считается наиболее передовой методикой обработки металлов давлением. Ее квалифицированное применение позволяет получать изделия различных форм и размеров. Что важно, изделия, изготовленные по данной технологии, отличаются точностью своих геометрических параметров и высоким качеством сформированной поверхности, поэтому не нуждаются в дальнейшей доработке. Процесс выполнения холодной штамповки можно легко автоматизировать, что дает возможность изготавливать продукцию с его помощью с высокой производительностью.

Эти детали были изготовлены методом холодной штамповки
Тонкости технологии
Штамповка, или штампование, как часто называют такую технологическую операцию, – это процесс, при котором заготовка из металла под воздействием давления подвергается пластической деформации. В результате такого воздействия, для оказания которого используется специальное оборудование, из заготовки формируется готовое изделие требуемых размеров и формы. Деформирование металлической заготовки может выполняться с ее предварительным нагревом, тогда такой процесс называется горячей штамповкой. Если же никакого предварительного термического воздействия на заготовку не оказывается, тогда выполняется холодная штамповка металла.
Классификация основных операций штамповки
При выполнении холодной штамповки металла используется специальная технологическая оснастка. При этом металл, из которого сделана заготовка, подвергается дополнительному упрочнению. Между тем при выполнении холодной штамповки металла ухудшается его пластичность. Повышение прочности заготовки при выполнении холодной штамповки приводит к увеличению хрупкости металла, что является достаточно негативным фактором. Чтобы избежать этого, между технологическими операциями, из которых состоит штамповка деталей в холодном состоянии, выполняют термическую обработку заготовки – рекристаллизационный отжиг. В готовых изделиях, которые в процессе производства были подвергнуты такой термической обработке, оптимально сочетаются параметры прочности и пластичности.
Виды холодной штамповки
Для того чтобы изменить изначальные геометрические параметры металлического листа в нескольких направлениях, применяется холодная объемная штамповка. Чтобы не увеличить сопротивление металла и, соответственно, не снизить его текучесть, такую технологическую операцию выполняют при температуре, которая не превышает ковочную.

Вырубка шайб – простейший пример холодной штамповки
Используя данную технологию, которая требует применения специального оборудования, изготавливают изделия повышенной точности, без таких дефектов, как горячие трещины, царапины, заусенцы и риски, участки, подвергнутые усадке металла. Однако из-за того, что штамповочный пресс, используемый для выполнения объемной ХШ, вынужден преодолевать огромное сопротивление ненагретого металла, получить с его помощью детали сложной конфигурации проблематично. В таких случаях лучше использовать не холодную, а горячую штамповку.
Еще одним видом обработки металла давлением, при выполнении которой заготовки не подвергаются предварительному нагреву, является холодная листовая штамповка. При выполнении обработки по данному методу в качестве заготовок могут выступать лист, лента или полоса, изготовленные из металла. Толщина стенок обрабатываемой детали при использовании такой технологии практически не изменяется, а получить пространственные изделия можно только из пластичных металлов.
Этапы изготовления штампов
Большую роль в обеспечении требуемого качества готового изделия играет проектирование штампов для холодной штамповки, за счет которых и происходит формирование детали с требуемыми геометрическими параметрами. Выполняться рабочие чертежи таких рабочих инструментов, устанавливаемых на штамповочных прессах, могут как в двух-, так и в трехмерном формате. Для решения этой задачи требуются соответствующие знания и навыки.
Разработка чертежа и последующее изготовление штампа, используемого для холодной штамповки, выполняются в несколько этапов:
- составление эскиза будущего штампа;
- изучение схемы, по которой будет выполняться раскрой материала, проверка такой схемы посредством специальной компьютерной программы;
- редактирование эскиза, если в том есть необходимость;
- окончательная проверка размеров разработанного штампа;
- обозначение положения и точных размеров отверстий, которые будут выполнены на рабочей поверхности штампа.
При разработке штампов часто приходится выбирать между качеством будущей детали и экономичностью производства
Разрабатывая штампы для холодной штамповки, необходимо разбить чертеж готового изделия на отдельные части и внимательно изучить их. После того как такая процедура будет выполнена, осуществляют производство штампов. При этом необходимо уделить особое внимание требованиям, которые предъявляются к параметрам готового изделия. Для каждого этапа технологического процесса холодной штамповки разрабатывается маршрутная карта, в которой учитываются как время выполнения отдельных операций, так и характеристики поковок на отдельных этапах обработки.

Большая часть штампов изготавливается из углеродистой или легированной стали, но иногда используются и сплавы алюминия и меди
В таком вопросе, как выполнение холодной штамповки металлической заготовки, значение имеют очень многие параметры, к которым, в частности, относятся последовательность выполнения технологических операций, распределение материала в полости рабочего инструмента, используемое оборудование и режимы обработки.
К процессу изготовления штампов для холодной штамповки также предъявляются серьезные требования, поскольку именно от точности данного инструмента зависит качество формируемого изделия.
Штамповка деталей, при которой в качестве заготовки используется листовой металл, может включать в себя целый перечень механических операций. Такими операциями, в частности, являются резка, вырубка, выдавливание, гибка, холодная высадка, формовка, обжим и вытяжка. При этом резка, вырубка и ряд других технологических операций относятся к разделительным операциям, а холодная высадка, формовка, гибка и др. – к формоизменяющим.
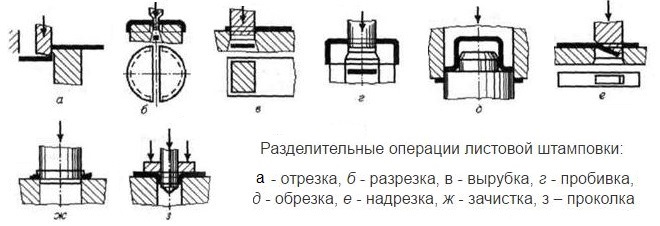
Типы разделительных операций листовой штамповки

Типы формоизменяющих операций листовой штамповки
После штамповки изделие может быть подвергнуто и ряду вспомогательных операций, к которым относятся отжиг и травление. При помощи таких операций готовому изделию придаются требуемые механические характеристики. Чтобы повысить износостойкость изделий, полученных методом холодной штамповки, на их поверхность наносят различные защитные покрытия.
Если заготовку из листового металла необходимо подвергнуть объемной штамповке, то такая операция может выполняться по двум технологическим схемам.
Первая из них состоит из трех операций:
- предварительной термической обработки заготовки (это необходимо для того, чтобы снизить прочность металла);
- подготовки поверхности заготовки к выполнению штамповки;
- непосредственно самой штамповки.
При выполнении холодной штамповки по второй технологической схеме к трем вышеуказанным этапам добавляется еще один – предварительная подготовка мерных заготовок, из которых и будут формироваться готовые изделия.
Читайте также: